Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ УПАКОВКИ, УПАКОВКА И ЗАГОТОВКА УПАКОВКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу формирования упаковки, в котором упаковку формуют из картонной заготовки таким образом, что крайнюю область заготовки, окружающую срединный участок заготовки, сгибают вверх для формирования боковых стенок упаковки, при этом срединный участок образует дно упаковки. Изобретение дополнительно относится к упаковке и заготовке упаковки, которая может быть использована для формирования указанной упаковки.
Уровень техники
Широко используемая упаковка для сохранения пищевых продуктов представляет собой так называемую упаковку-лоток. Упаковка-лоток часто закрывается крышкой. Для того чтобы прикреплять крышку к упаковке край упаковки должен быть обеспечен горизонтальным ободом или краевым фланцем, продолжающимся от верхнего конца боковых стенок и окружающим упаковку. Верхняя поверхность этого фланца обычно содержит пригодное покрытие, посредством которого крышка может быть крепко прикреплена к упаковке. Примеры упаковок для пищевых продуктов этого типа, материалов упаковки, используемых в ней, и способов формирования упаковок раскрыты, среди прочего, в документах WO 03/033258, EP 1289856, WO 00/21854, US 5425972, WO 03/078012 (соответствующем заявке US 2004/0262322), WO2007/036598 и WO2009/074721.
Вышеописанную упаковку-лоток обычно формируют из плоской заготовки прессованием ее для придания формы в пресс-форме. Исходный материал имеет плоскую форму, то есть продолжающуюся в одной единственной плоскости, до обработки его механической деформацией в операции формования с получением упаковки-лотка. Картонные материалы, которые широко используются для таких лотков, имеют подобие эффекта памяти, который стремится возвращать только что образованную упаковку-лоток обратно в первоначальную плоскую форму изгибанием боковых стенок наружу. Даже если горизонтальный крайний фланец или обод до некоторой степени придают жесткость структуре, может возникать незначительная деформация, называемая "коробление", в конечной упаковке. Это проявляет себя как незначительно выпуклая форма верхней поверхности обода.
Помимо визуального дефекта изогнутая форма обода может давать технические проблемы во время уплотнения крышки на упаковке-лотке.
WO2009/074721 описывает упаковку-лоток, которая имеет пластиковый фланец, соединенный с верхним краем боковых стенок картонного лотка литьевым формованием. Обод, изготовленный таким образом, делает лоток жестким и обеспечивает более простое уплотнение крышки. Однако некоторые пластиковые материалы могут давать небольшую усадку при затвердевании по сравнению с картонным материалом, который создает внутренние силы, в результате изгибая обод.
Таким образом, имеется необходимость в формованной упаковке, в которой преодолены вышеприведенные проблемы с изгибом обода, т.е. короблением.
Сущность изобретения
Задачей изобретения является обеспечение способа формирования упаковки формованием плоской заготовки, так что упаковка будет иметь улучшенную форму, т.е. минимально деформированную форму. Также задачей настоящего изобретения является обеспечение упаковки с улучшенной формой. Другой задачей настоящего изобретения является обеспечение заготовки упаковки, которая может быть использована при изготовлении упаковки, в итоге с улучшенной формой.
Эти цели и другие преимущества достигаются способом согласно пункту 1 формулы изобретения. Настоящее изобретение относится к способу формирования упаковки из картонной заготовки, где указанная заготовка содержит крайнюю область, окружающую срединный участок, упаковку формуют из картонной заготовки так, что крайнюю область изгибают вверх, формируя боковые стенки упаковки, в то время как срединный участок образует дно упаковки, причем заготовку перед формованием обеспечивают по меньшей мере одной областью уменьшенной жесткости на изгиб, расположенной вокруг срединного участка заготовки, и указанной по меньшей мере одной областью уменьшенной жесткости на изгиб, расположенной в переходной зоне между боковыми стенками и дном, где заготовка деформируется за счет формования.
Указанная по меньшей мере одна область уменьшенной жесткости на изгиб предпочтительно расположена на расстоянии от внешнего края заготовки. Переходная зона, где расположена указанная по меньшей мере одна область, представляет собой согнутую область между боковыми стенками и дном. Указанная по меньшей мере одна область уменьшенной жесткости на изгиб, таким образом, предпочтительно расположена в согнутой области между боковыми стенками и дном, и эта область предпочтительно продолжается параллельно направлению распространения сгиба.
Таким образом, указанная по меньшей мере одна область уменьшенной жесткости на изгиб будет расположена в формованной упаковке в области, где материал заготовки деформируется за счет формования и подвергается воздействию внутренних напряжений, которые вызваны стремлением крайней области формованной упаковки возвращаться в ее первоначальное состояние. Обеспечение заготовки указанной по меньшей мере одной областью уменьшенной жесткости на изгиб будет ослаблять внутреннее напряжение образованной упаковки.
Предпочтительно обеспечивать упаковку более чем одной областью уменьшенной жесткости на изгиб, предпочтительно двумя, тремя, четырьмя или даже более областями. Количество областей зависит от формы образованной упаковки и от того, насколько высоко внутреннее напряжение упаковки. Эти области предпочтительно отделены друг от друга.
Создавая области уменьшенной жесткости на изгиб в тех местах заготовки, которые в готовой упаковке в форме лотка будут находиться в переходной зоне между дном и боковыми стенками (т.е. областях, где материал заготовки сгибается в процессе образования), возможно ослаблять внутренние напряжения, которые накапливаются из-за вышеприведенного эффекта памяти картонного материала и усадки обода. Таким образом, деформация упаковки может быть уменьшена или полностью исключена. Эти области могут быть удлиненными областями с заданной шириной, которые проходят параллельно прямым сторонам заготовки. В заготовке с по существу прямоугольной формой имеются предпочтительно четыре такие области: две параллельны более коротким сторонам и две параллельны более длинным сторонам.
На практике указанные области могут быть выполнены более слабыми путем создания областей более тонкими по сравнению с остальной частью материала заготовки на их обеих сторонах. Это может быть выполнено рилеванием, которое уменьшает толщину материала заготовки. Рилевание представляет собой операцию, при которой картонный материал локально прессуется с возможностью уплощения так, что слои картона отделяются и сопротивление изгибу уменьшается.
Области уменьшенной жесткости на изгиб сами по себе вызывают изгиб или рилевание материала заготовки во время операции формования, но они вместе с остальной частью материала заготовки соответствуют согнутой форме, определенной формовочным инструментом, и остаются в этих формах, так как области будут ослаблять внутренние напряжения. Ширина этих областей, перпендикулярная направлению изгиба, может составлять до 1 мм, предпочтительно до 2 мм и особенно предпочтительно в диапазоне 2,5-4,0 мм. Например, используя множественные параллельные рилевочные ножи, может быть достигнута требуемая ширина области. Узкие области уменьшенной жесткости на изгиб, которые имеют ширину традиционного фальца (около 0,7 мм), обычно используемого для образования сгибов в картонном материале вдоль заданных линий, обычно не способны ослаблять внутренние напряжения упаковки удовлетворительным образом. Однако размер области уменьшенной жесткости на изгиб также зависит от размера упаковки. Может быть достаточно обеспечивать маленькие упаковки с областями уменьшенной жесткости на изгиб меньше 1 мм, например, около 0,7 мм.
Упаковка также может быть обеспечена горизонтальным крайним фланцем или ободом, образуемым на верхнем крае боковых стенок упаковки, причем фланец изготовлен из другого материала по сравнению с картонной заготовкой, предпочтительно из пластикового материала.
Изобретение дополнительно относится к упаковке, причем эта упаковка образована из заготовки, содержащей по меньшей мере одну область уменьшенной жесткости на изгиб в переходной зоне между дном упаковки и боковыми стенками упаковки, где материал заготовки деформируется за счет формования.
Упаковка также может содержать горизонтальный крайний фланец или обод, который направлен от верхнего края боковых стенок наружу, приблизительно в плоскости, параллельной первоначальной плоскости заготовки. Этот крайний фланец или обод могут быть выполнены из того же картонного материала заготовки, что и остальная часть упаковки, при операции формования. Согласно предпочтительному варианту выполнения этот фланец или обод могут быть выполнены из другого материала, такого как пластик, и соединены с верхним краем боковых стенок упаковки. Процесс образования отдельного пластикового фланца на конечном этапе операции формования введением пластикового материала описан в международной публикации WO2009/074721.
Настоящее изобретение дополнительно относится к заготовке упаковки плоской формы, причем заготовка содержит по меньшей мере одну область уменьшенной жесткости на изгиб.
Краткое описание чертежей
Далее изобретение будет описано со ссылкой на приложенные чертежи, среди которых
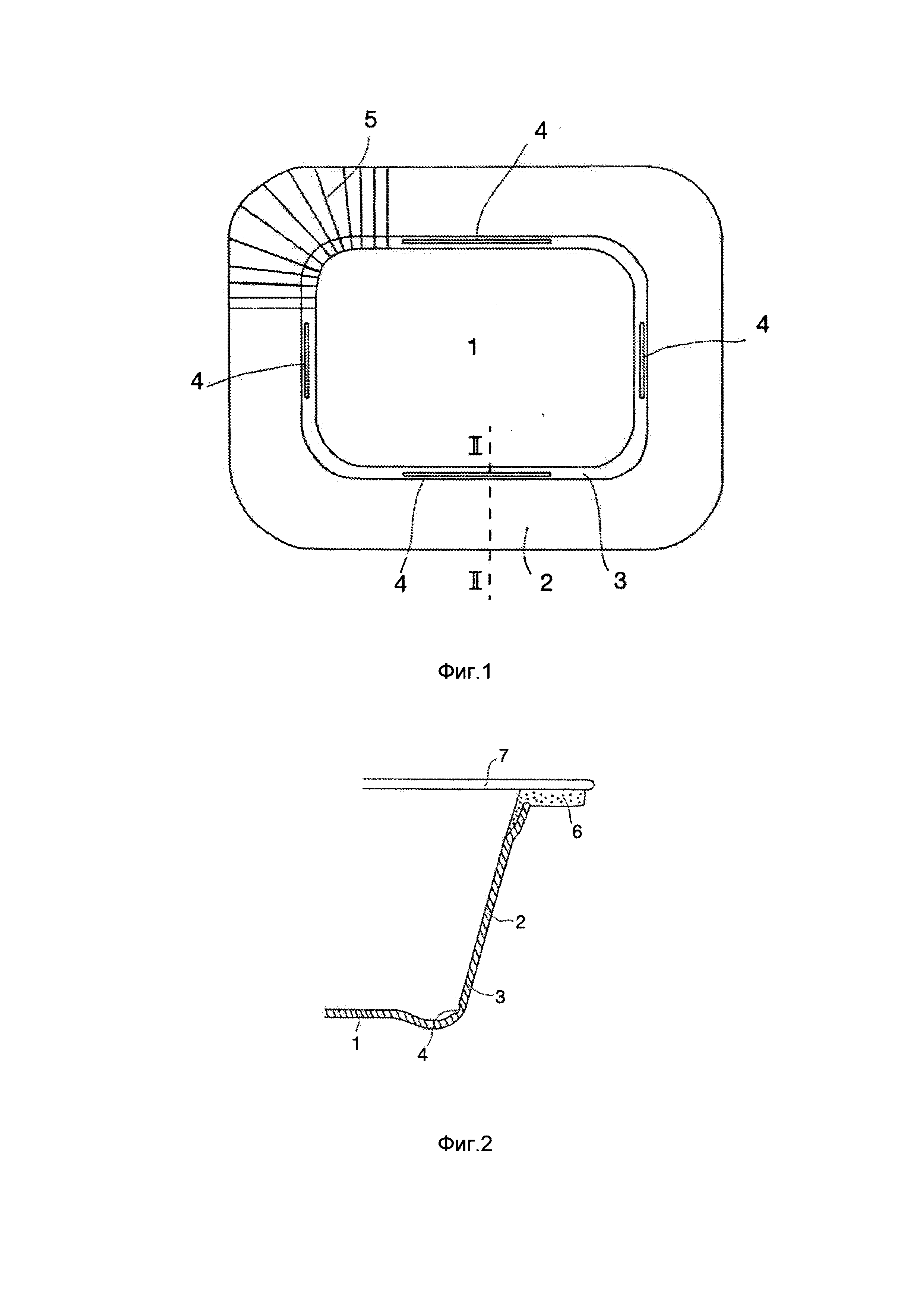
Фиг.1 показывает заготовку до формования на виде сверху,
Фиг.2 представляет собой вертикальное частичное поперечное сечение упаковки после формования вдоль плоскости, которая показана линией II-II в заготовке на фиг.1.
Подробное описание изобретения
Выражение "упаковка" в этом контексте будет означать либо закрытую упаковку, либо открытую упаковку, способную принимать упаковываемый продукт, и упаковка должна быть закрываемой крышкой или подобным укупорочным средством.
Заготовка, показанная на фиг.1, представляет собой картонную заготовку, в которой картон может быть покрыт на одной стороне, обеих сторонах или он может быть не покрыт. Если упаковка, выполненная из заготовки, предназначена для упаковки пищевых продуктов, покрытие на заготовке может быть защитным материалом, придающим заготовке защитные свойства, например защиту от жидкости, пара, жира и т.д. Покрытие может состоять из одного слоя, или оно может иметь два или несколько слоев. Покрытия, используемые в картонных упаковочных материалах, широко известны, и они не обсуждаются дополнительно подробно в этом контексте.
Заготовка имеет, в общем, прямоугольную форму со следующими друг за другом прямыми сторонами и скругленными углами на ее внешнем крае, что является широко используемой формой для контейнеров типа лоток. Заготовка имеет срединный участок 1, который окружен крайней областью 2, которая снаружи ограничена внешним краем заготовки. Углы крайней области 2 содержат радиально продолжающиеся линии 5 надреза или т.п., также известные, которые будут помогать образовывать углы упаковки во время операции формования.
Операция формования, в которой упаковка образуется из заготовки, представляет собой предпочтительно формование прессованием, использующее прессовочный инструмент, который деформирует заготовку и придает ей конечную форму. Упаковка обретает конечную форму, когда картонная заготовка сжимается между двумя половинами пресс-формы. Во время этой операции крайняя область 2 будет согнута вверх от срединного участка 1, который сохраняет свою первоначальную ориентацию и образует дно упаковки. Крайняя область 2 будет образовывать боковые стенки упаковки вокруг дна, ограничивая внутренний объем упаковки латерально во всех направлениях. За счет операции формования переходная зона 3 между срединным участком 1 и крайней областью 2 будет испытывать изгибающую деформацию в направлении, перпендикулярном плоскости заготовки. Эта зона 3, в которой боковые стенки соединяются с дном, будет иметь изогнутую форму, видимую в вертикальном поперечном сечении упаковки. Чтобы уменьшать или исключать внутренние напряжения, вызванные этой деформацией, переходная зона 3 содержит вытянутую область 4 уменьшенной жесткости на изгиб. В заготовке, показанной на фиг.1, имеются четыре такие области 4 вокруг срединного участка 1, две параллельны более коротким сторонам заготовки и две параллельны более длинным сторонам заготовки. Области 4 имеют ограниченную длину и отделены друг от друга в периферийном направлении. Они продолжаются параллельно прямым секциям коротких сторон и длинных сторон заготовки, но они не продолжаются до изогнутых угловых секций, т.е. они являются прерывистыми. Путем отделения областей уменьшенной жесткости на изгиб возможно оптимизировать размер, такой как длина, толщина и ширина, областей более эффективным образом, так как размер каждой области может быть выполнен различным. Таким образом, может быть достигнут более гибкий и эффективный путь уменьшения или даже исключения деформации упаковки.
Фиг.2 иллюстрирует положение области 4 уменьшенной жесткости на изгиб в формованной упаковке, которая представляет собой так называемый контейнер типа лоток. Эта фигура показывает боковую стенку, сгиб между боковой стенкой и дном и часть дна. Область 4 уменьшенной жесткости на изгиб продолжается вдоль направления распространения сгиба. Направление распространения сгиба представляет собой направление, в котором поперечное сечение сгиба остается постоянным, и оно соответствует направлению переходной зоны 3 в заготовке. Область 4 находится в сгибе предпочтительно в угловом положении около 40-50°, предпочтительно около 45°, вниз от горизонтали, то есть, где радиус, соединяющий центр кривизны сгиба область 4, образует угол около 40-50° с горизонтальной плоскостью на стороне боковой стенки. Однако указанная область 4 имеет эффект снятия напряжения в картонном материале везде, где возникает деформация из-за изгиба крайней области от первоначальной плоскости заготовки.
Области 4 уменьшенной жесткости на изгиб, которые могут быть названы "более слабыми областями", наиболее удобно образуются выполнением более тонкой заготовки, которая автоматически уменьшает жесткость на изгиб по сравнению с заготовкой, которая имеет первоначальную толщину. Область 4 имеет заданную ширину, предпочтительно до 1 мм и более предпочтительно до 2 мм. Пригодная ширина области имеет значение между 1-5 мм, предпочтительно между 2,5-4,0 мм, но эта область может быть даже шире. Ширина области 4 может быть установлена, например, выбором количества рилевочных ножей, которые делают заготовку более тонкой. Используя множественные параллельные рилевочные ножи, может быть получена любая требуемая ширина области 4.
Фиг.2 также показывает горизонтальный крайний фланец или обод 6, продолжающийся наружу от верхнего края боковых стенок и окружающий упаковку. Фланец 6 образован отдельно из пластикового материала, например термопластичного полимера. Даже если фланец 6 имеет не такой же материал, что и картонная заготовка, он может быть прикреплен к контейнеру типа лоток во время той же операции формования, в которой образуется контейнер. Фланец может быть выполнен введением материала в формовочную полость, которая открывается в подходящий момент в прессовочном инструменте, как объяснено в международной публикации WO 2009/074721. Крышка 7, которая герметично крепится к верхней поверхности фланца 6 для закрытия упаковки, обозначена пунктирными линиями. Крышка 7 предпочтительно изготовлена из картона, нижняя поверхность которого покрыта материалом, который совместим с материалом фланца 6, например, для герметичного прикрепления крышки и/или для обеспечения повторного закрывания. Крышка 7 также может быть пластиковой пленкой, содержащей один или более слоев и герметично прикрепленной к верхней поверхности фланца 6. Такая пленка может быть прозрачной, так что содержимое упаковки может быть видно без открытия упаковки. Также возможно, что крышка 7, независимо от ее материала, крепится к фланцу 6 только механически.
Даже если вышеописанная упаковка особенно хорошо пригодна для упаковки пищевых продуктов герметичным образом, который предотвращает диффузию веществ в и/или из закрытой упаковки, она также пригодна для продуктов, отличных от пищевых продуктов.
Форма заготовки и получающейся упаковки необязательно должна быть прямоугольной. Форма также может быть квадратной, при которой все стороны имеют равные длины. Также возможны формы других многоугольников. Также возможно, что заготовка и упаковка, образованная из нее, имеют форму овала.
По меньшей мере одна область уменьшенной жесткости на изгиб также может проходить непрерывно вокруг всей заготовки, окружая ее срединный участок. Так как сжатие или образование области уменьшенной жесткости на изгиб предпочтительно выполняется одновременно с образованием линий надреза в углу, может быть невозможно обеспечивать углы с областями уменьшенной жесткости на изгиб в один этап способа. Однако, если фальцы образуют в два этапа, возможно также обеспечивать углы, т.е. области, с радиально продолжающимися линиями надреза, с областями уменьшенной жесткости на изгиб.
Область/области уменьшенной жесткости на изгиб может/могут быть расположена/ны либо внутри, либо снаружи упаковки, так как они будут иметь подобный эффект в обоих местоположениях. Таким образом, рилевание может быть выполнено на одной или другой стороне заготовки. В отношении фиг.1, это значит, что эти области могут находиться на верхней стороне или на нижней стороне заготовки. Кроме того, изобретение может быть применено и в упаковках, выполненных полностью из картонного материала, и в упаковках, имеющих пластиковый обод, описанный выше. Изобретение является особенно предпочтительным в случаях, когда усадка пластикового материала обода относительно картонного материала вызывает вышеупомянутые проблемы незначительной деформации в формованной упаковке.
Предполагается, что имеются многочисленные модификации вариантов выполнения, описанных здесь, которые, однако, находятся в пределах объема охраны изобретения, который определен приложенной формулой изобретения.
Способ образования упаковки и упаковка
Способ и устройство для создания проводящего рисунка на плоской изолирующей подложке, плоская изолирующая подложка и чипсет
Устойчивый к растворителям упаковочный картон для жидкостей, способ его изготовления, применение и стакан для питья, изготовленный из такого картона
Способ получения олефиновых мономеров из биологических масел
Упаковка для готовых пищевых продуктов
Способ изготовления микрофибриллированной целлюлозы и изготовленная микрофибриллированная целлюлоза
Способ изготовления микрофибриллированной целлюлозы
Способ получения бумаги
Способ изготовления микрофибриллированой целлюлозы
Бумажная или картонная подложка, способ изготовления подложки и упаковка, сформированная из подложки
Способ образования упаковки и упаковка
Способ и устройство для создания проводящего рисунка на плоской изолирующей подложке, плоская изолирующая подложка и чипсет
Устойчивый к растворителям упаковочный картон для жидкостей, способ его изготовления, применение и стакан для питья, изготовленный из такого картона
Способ получения олефиновых мономеров из биологических масел
Формовочная система для изготовления контейнера на основе картона
Формовочная система для образования отделений в контейнере на основе картона
Пресс-форма для изготовления контейнера
Пресс-форма для изготовления контейнера
Упаковка для готовых пищевых продуктов
Способ изготовления микрофибриллированной целлюлозы и изготовленная микрофибриллированная целлюлоза

