Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ РЕЗИНОТКАНЕВЫХ ЭЛАСТОМЕРНЫХ КОМПОЗИЦИОННЫХ МЕМБРАННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к способам получения слоистых резинотканевых эластомерных композиционных мембранных материалов, обеспечивающих их изготовление с требуемым комплексом конструкционных параметров и эксплуатационных свойств.
Резинотканевые слоистые эластомерные композиционные мембранные материалы нашли широкое применение в автомобильной, станкостроительной, химической отраслях промышленности, тяжелом и транспортном машиностроении, в авиационной промышленности, в частности в надувных ограждениях шасси летательных аппаратов на воздушной подушке, убирающихся за счет сокращения двумерно растянутого материала.
Это связано со специфическими свойствами этих материалов: малой жесткостью, большими обратимыми деформациями, работоспособностью в широком интервале температур, высокой прочностью и непроницаемостью.
Свойства этих материалов определяются составляющими элементами - армирующей тканью и эластомерным покрытием.
В связи с этим применяемые для изготовления мембран эластомерные материалы должны обладать комплексом разнообразных свойств: высокой прочностью при разрыве и раздире, низким остаточным удлинением и стойкостью к воздействию агрессивных жидких сред, а также требуемым уровнем прочности связи эластомерного покрытия с текстильными материалами, эластичностью, небольшой массой, долговечностью, стойкостью к истиранию.
Разработка способов получения слоистых резинотканевых эластомерных композиционных мембранных материалов в настоящее время приобретает все большее значение.
Так, известен способ производства слоистого материала, содержащего слой синтетического каучука и текстильную основу, при этом в качестве слоя синтетического каучука использована смесь высокомолекулярного и низкомолекулярного сополимеров винилиденфторида с гексафторпропиленом в массовом соотношении 70-80:30-20. Эластичный слоистый материал изготавливают методом шпредингования с последующей его вулканизацией (RU патент №2070517, МПК В32В 25/10, 1996).
Однако материал по способу по патенту №2070517 не обладает достаточной эластичностью, хорошей связью резины с текстильной основой, он не устойчив к воздействию отрицательных температур окружающей среды и не предназначен для применения в авиационной промышленности, в частности для использования в надувных ограждениях шасси летательных аппаратов на воздушной подушке, убирающихся за счет сокращения двумерно растянутого материала. Существенным недостатком эластичного слоистого материала и способа его изготовления является высокая стоимость.
Известен способ изготовления текстильного полотна для эластичных изделий различного назначения, содержащих слой ткани, с одной стороны которой расположен резиновый слой, а с другой стороны слоя ткани размещена между двумя резиновыми слоями пленка из синтетического полимера, при этом пленка из синтетического полимера выполнена из поливинилиденфторида. При изготовлении многослойного текстильного полотна резиновый слой наносится по известному способу прорезинивания, и отдельные слои связываются путем вулканизации (RU патент №2113354, МПК В32В 27/12, 1998).
Однако материал, изготовленный по известному способу, имеет сложную конструкцию: для повышения его эластичности необходимо наличие с обеих сторон поливинилиденфторидного слоя резиновых слоев; наличие резинового слоя на наружной стороне слоя из поливинилиденфторида необходимо для устранения повреждений поливинилиденфторидного слоя. По своим свойствам материал по известному способу не пригоден для применения в надувных ограждениях шасси летательных аппаратов на воздушной подушке, убирающихся за счет сокращения двумерно растянутого материала. Кроме того, способ сложен и трудоемок. Другим существенным недостатком материала по известному способу является низкая адгезионная прочность между термодинамически несовместимыми слоями (поливинилиденфторидная пленка и резиновый слой), содержащими полимеры различной химической природы и структуры. В связи с этим при длительной эксплуатации происходит разрушение защитных слоев, что снижает защитные свойства данного материала и срок эксплуатации (Каган Д.Ф. Многослойные и комбинированные пленочные материалы / Д.Ф. Каган, В.Е. Гуль, Л.Д. Самарина. - М.: Химия, 1989. - С. 175-199).
Известен также способ изготовления композиционного слоистого материала методом вулканизации, выполненного трехслойным и состоящим из среднего армирующего слоя, с одной стороны которого расположен наружный покровный слой, а с другой стороны расположен резиновый слой, выполненный из полимерной композиции на основе бутилкаучука, содержащей активатор вулканизации, вулканизующие агенты, регулятор скорости вулканизации, наполнитель, пластификатор, антипирены и пигмент (RU патент 2312769 от 25.10.2007 г.).
Однако известный композиционный слоистый материал по способу по патенту №2312769 имеет высокое значение модуля эластичности при растяжении. Кроме того, качественная характеристика состава и сборка материала не удовлетворяют требованиям износостойкости материала за счет эластичного восприятия внешних нагрузок. По этим причинам он не может использоваться в надувных ограждениях шасси летательных аппаратов на воздушной подушке, убирающихся за счет сокращения двумерно растянутого материала.
Наиболее близким по технической сущности и достигаемому результату является способ производства резинотканевых слоистых мембранных материалов, выполненных из эластомерной полимерной ткани, в качестве которой используют полиамидную ткань - капрон марки 56003 и/или 56023, а в качестве полимерного покрытия используют резины, термопласты, термоэластопласты, при этом для обеспечения требуемого уровня прочности связи системы осуществляют обработку полиамидных тканей клеевыми составами на основе резиновых смесей в органических растворителях, содержащих активный компонент - промотор адгезии - бифункциональные соединения, при этом резиновую смесь наносят на ткань шпредингованием или каландрованием, а после этой стадии прорезиненные ткани поступают на вулканизацию в одноэтажном гидравлическом прессе в соответствии со следующими технологическими параметрами: температура процесса - 151°С, давление прессования - 50-60 атм (5-6 МПа), время вулканизации - 30 мин (УДК 678.026.36 А.В. Артеменко, В.И. Логинов, В.А. Глаголев, Л.Р. Люсова, Ю.А. Наумова. "Разработка эластомерных мембранных материалов, работающих в агрессивных средах". «Вестник МИТХТ», 2007, т. 2, №4).
Основной недостатком прототипа - получение материала по указанному способу, имеющего высокое значение модуля эластичности и низкое значение относительного удлинения при растяжении. Кроме того, материал, полученный указанным способом, не может применяться при работе в широком интервале температур, обладает невысокой прочностью при разрыве и раздире, высоким остаточным удлинением, невысокой износостойкостью, не удовлетворяет требуемым значениям прочности связи эластомерного покрытия с текстильными материалами.
По этим причинам материал по указанному способу не может быть использован в надувных, убирающихся за счет сокращения двумерно растянутого материала ограждениях шасси на воздушной подушке летательных аппаратов.
Задачей изобретения является создание способа, при помощи которого изготавливается слоистый резинотканевый непроницаемый материал, который должен соответствовать следующим качественным показателям: иметь пониженное значение модуля эластичности и увеличенное в несколько раз значение относительного удлинения при растяжении с достаточной механической прочностью; создание способа, который обеспечивает достаточную прочность соединения слоев материала, его износостойкость, технологичность, что необходимо для использования полученного материала в авиационной промышленности, в частности в надувных, убирающихся за счет сокращения двумерно растянутого материала ограждениях шасси летательных аппаратов на воздушной подушке.
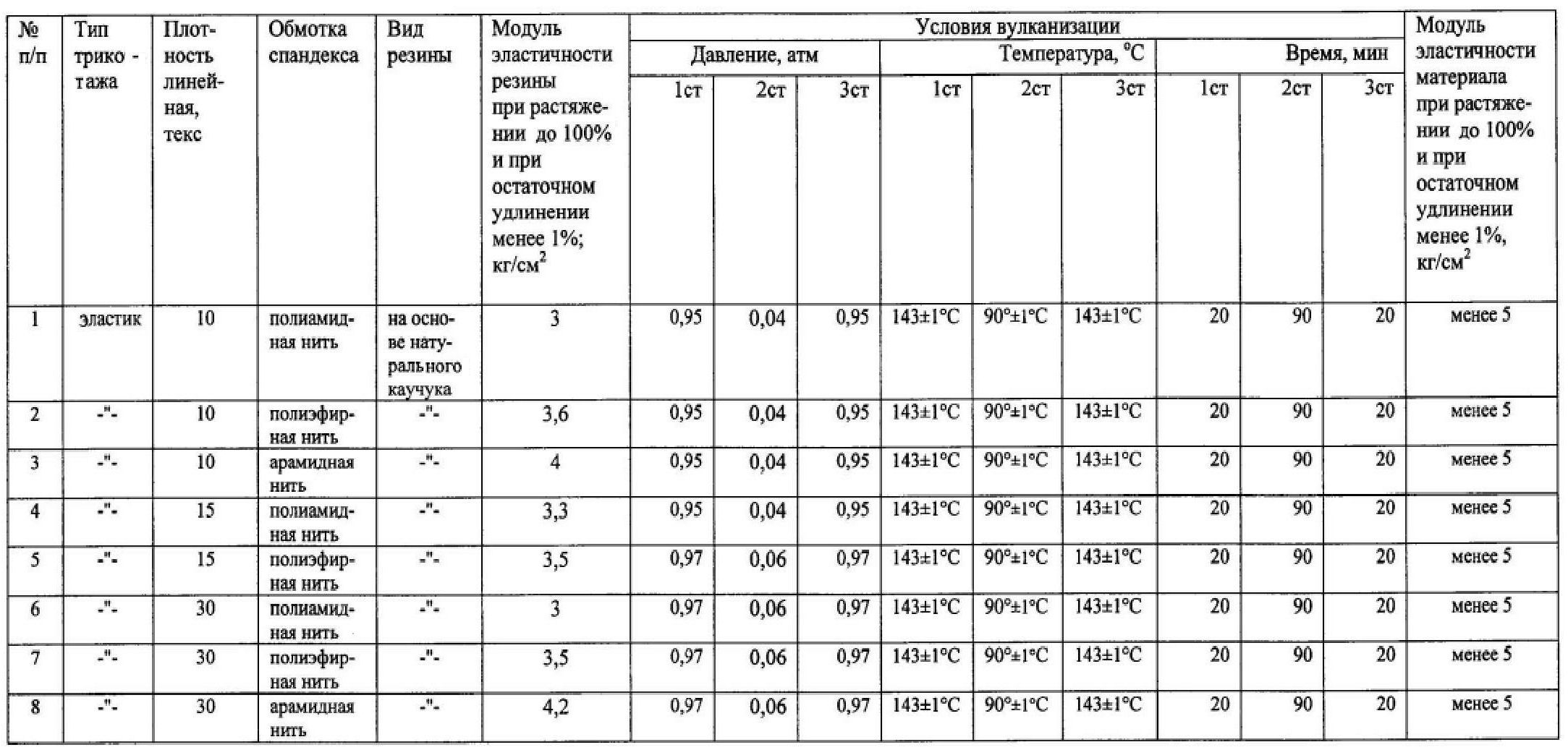
Технический результат достигается способом получения слоистых резинотканевых эластомерных композиционных мембранных материалов, изготовленных трехслойными и состоящими из среднего слоя, с двух сторон которого размещаются резиновые слои, при этом средний слой выполнен в виде трикотажного полотна из двухкомпонентной комбинированной эластичной нити, первый компонент которой выполнен в виде стержня и представляет собой эластомерную мононить, а второй компонент выполнен из текстильной нити в виде спиральной обмотки стержня, при этом сборка композиционного материала осуществляется путем последовательной укладки на поверхность матрицы внутреннего слоя из сырой резины, трикотажного эластичного полотна и наружного слоя из сырой резины на трикотажное эластичное полотно, после чего проводят процесс трехступенчатой вулканизации резиновых слоев в вакуумном мешке: на первой ступени проводят подпрессовку без нагрева при полном вакуумметрическом давлении 0,95-0,97 атм, на второй - выдержку слоев ткани в течение 90 минут при температуре 90°С и вакуумметрическом давлении 0,04-0,06 атм, а на третьей ступени производят кратковременную выдержку в течение 20 минут при полном вакуумметрическом давлении 0,95-0,97 атм и температуре завершения вулканизации 143-145°С.
Существенным отличием заявляемого способа от известных аналогов является использование армирующего слоя в виде трикотажа из двухкомпонентной комбинированной эластичной нити, первый компонент которой выполнен в виде стержня и представляет собой эластомерную мононить, а второй компонент двухкомпонентной комбинированной нити в виде спиральной обмотки стержня представляет собой текстильную нить.
Вторым существенным отличием заявляемого способа от известных способов получения армированных резинотканевых материалов является трехступенчатая вулканизация в вакуумном мешке. На первой ступени производится холодная подпрессовка с максимальным вакуумметрическим давлением. Известно, что максимальным вакуумметрическим давлением является давление, значение которого равно в приближении к атмосферному. В данном изобретении для создания вакуума в вакуумных мешках используют промышленный вакуумнасос золотникового типа. Для таких насосов величина максимального вакууметрического давления составляет 0,95-0,97 атм.
При проведении процесса кратковременной холодной подпрессовки, наружные слои сырой резины прилипают к внешним поверхностям контактирующих с резиной текстильных нитей трикотажа. Из трикотажа удаляется воздух, и трикотажное полотно уплотняется. Так как сырая резина без нагрева имеет высокую вязкость, она не проникает глубоко в уплотненную структуру трикотажа, образуя на его поверхности множество междуниточных "мостиков", соединяющих сетчатый каркас из эластичных нитей с непрерывной резиновой матрицей наружных обкладок.
На второй ступени полученная структура закрепляется путем длительной выдержки при температуре начала вулканизации для применяемой резины и при пониженном вакуумметрическом давлении. При этом, несмотря на снижение вязкости резины при нагреве, она не проникает вглубь трикотажа благодаря пониженному давлению. Постепенно вязкость резины увеличивается, и достигает величины, при которой дальнейший нагрев и увеличение давления не приводят к изменению структуры материала. Процесс вулканизации второй ступени осуществляется в вакуумных мешках при температуре начала вулканизации - от 80°С. Поскольку обработка резиновых смесей под вакуумом (в вакуумных мешках с нагревом) позволяет регулировать два параметра вулканизации - температуру и давление, то такой материал можно вулканизовать различными способами при уменьшенном давлении и даже без давления, то есть на второй ступени вулканизации давление стремится приблизиться к нулевому значению. Технологические параметры процесса вулканизации подробно описаны в "Справочнике химика 21" - Химия и химическая технология (Электронный ресурс сети Интернет - http://chem21.info/index/). При этом продолжительность вулканизации зависит от температуры, давления процесса, толщины слоя резины и от рецептуры резины.
Далее проводится третья ступень вулканизации с нагревом до рекомендованной для данной марки резины температуры и повышением вакуумметрического давления до максимального. Значения температуры третьей ступени вулканизации составляют от 130°С до 150°С в зависимости от состава резины, и эти значения подобраны в соответствии с данными "Справочника химика 21" - Химия и химическая технология (Электронный ресурс сети Интернет - http://chem21.info/index/), а также на основании проведенных экспериментальных данных.
Полученный указанным способом материал имеет значение модуля эластичности, удовлетворяющее задаче изобретения, большое относительное удлинение и высокую прочность связи резиновой матрицы с армирующим сетчатым каркасом из эластичных нитей.
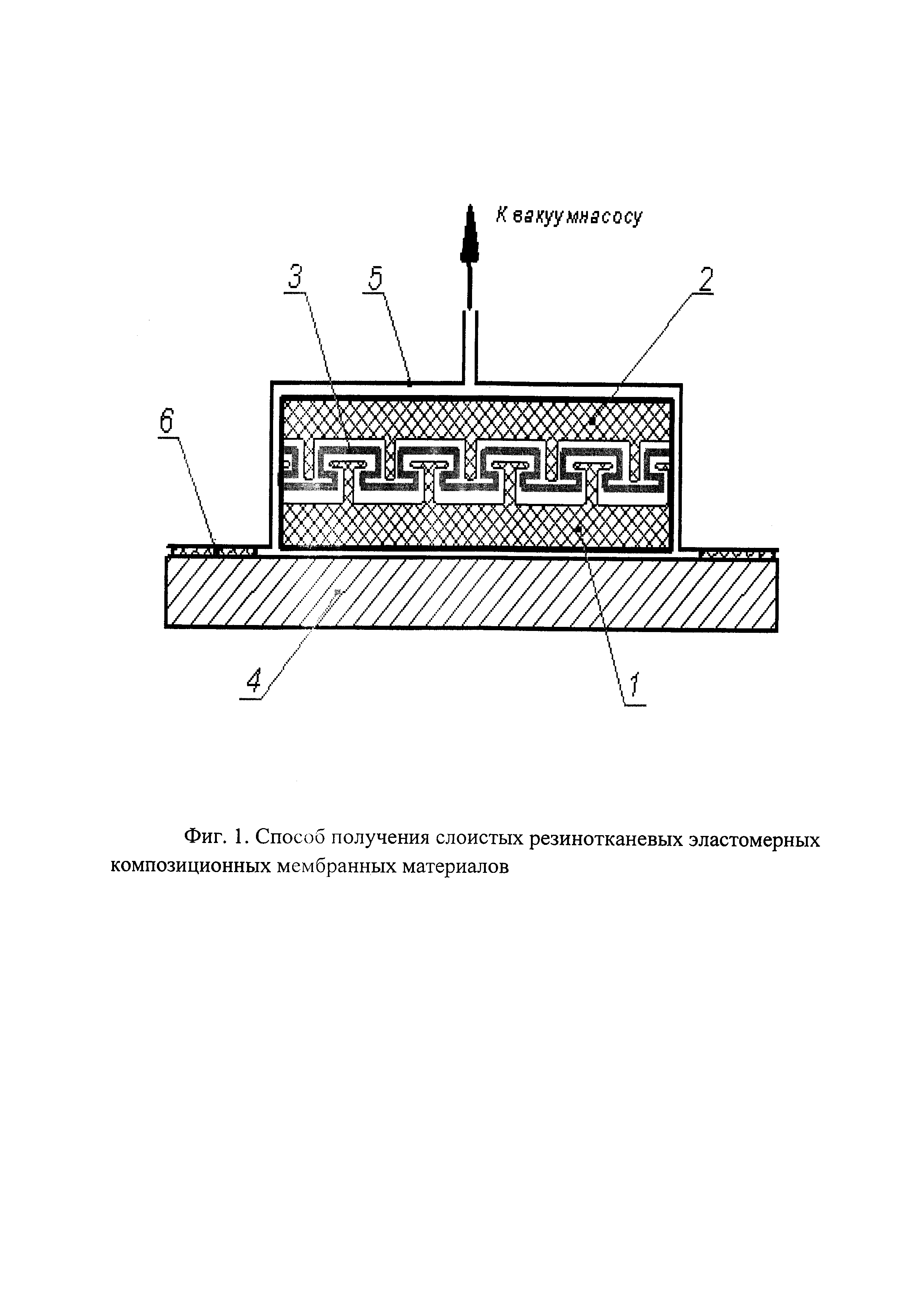
Способ получения слоистых резинотканевых эластомерных композиционных мембранных материалов поясняется фиг. 1, на которой изображен схематический разрез слоистого резинотканевого эластомерного композиционного мембранного материала.
Согласно фиг. 1 способ получения слоистого резинотканевого эластомерного композиционного мембранного материала состоит в следующем: в пресс-форму - матрицу 4 - помещают внутренний слой резины 1, на поверхность резины укладывают слой эластомерного материала 3, который представляет собой трикотаж из двухкомпонентной комбинированной эластичной нити. Далее на поверхность трикотажа укладывают наружный слой резины 2. Полученный многослойный материал помещают в вакуумный мешок 5, герметизируют герметизирующим жгутом 6, подключают к вакуум-насосу для создания условий вулканизации и помещают в печь для нагрева для создания необходимой температуры процесса вулканизации. Далее производят процесс вулканизации в три стадии: процесс связывания отдельных слоев материала в соответствии с режимами, заявленными в описанном способе, при этом на первой ступени проводят кратковременную "холодную" подпрессовку без нагрева при максимальном вакуумметрическом давлении, на второй производят выдержку при температуре начала вулканизации резины и при уменьшении вакуумметрического давления, а на третьей ступени - выдержку при максимальном вакуумметрическом давлении и температуре завершения вулканизации примененной резины.
При этом для каждой резиновой смеси характерны свои режимы: продолжительность вулканизации, температура и давление. Продолжительность вулканизации зависит от температуры вулканизации и от рецептуры резины. Она обычно составляет ог 6-10 мин до 60-90 мин и определяется опытным путем.
По заявляемому способу: материал выполняется трехслойным, состоящим из среднего армирующего слоя, выполненного в виде трикотажного полотна, с двух сторон которого размещаются резиновые слои.
При проведении экспериментов исследовали 8 образцов трикотажного полотна, выполненного из двухкомпонентной комбинированной эластичной нити (спандекса) - высокоэластичного каучукоподобного волокна, состоящего из множества видов эластичных нитей. Этот материал имеет высокие прочностные характеристики и способность быстро возвращаться в первоначальное состояние после деформации.
Ткань из спандекса имеет следующие характеристики: эластичность (растяжение - 500-700%); малый вес; химическую стойкость; износостойкость; хорошее окрашивание; прочность.
В проведенных экспериментах по предлагаемому изобретению использовали образцы трикотажа двойного кулирного переплетения (типа «ластик») с различной линейной плотностью - от 10 до 30 текс.
Часть образцов трикотажа была изготовлена из спандекса с обмоткой из полиамидной нити, вторая часть - с обмоткой из полиэфирной нити, а третья - из арамидной нити.
Для резиновых слоев использовали резину на основе натурального каучука, отличающуюся содержанием пигментов и некоторых модифицирующих добавок.
Сборку образцов в соответствии с заявляемым изобретением производили путем последовательной укладки на поверхность матрицы внутреннего слоя из сырой резины, на него накладывают трикотажное эластичное полотно, далее на это полотно накладывали наружный слой из сырой резины.
Затем проводили процесс вулканизации образцов в вакуумном мешке.
При изготовлении образцов материала условия вулканизации (давление, температура, время выдержки) устанавливали в соответствии с проводимыми исследованиями.
Предлагаемое изобретение иллюстрируется примерами, представленными в таблице.
Исследование полученных образцов показало, что тип трикотажа слабо влияет на упруго-эластичные характеристики полученного материала, но прочность материала обмотки спандекса оказывает существенное влияние на прочность материала при разрушении.
В данном изобретении важно, чтобы обмотка спандекса была выполнена из нити, которая может выдержать нагрев до температуры вулканизации примененной резины и в течение времени вулканизации без последующей потери своих физико-механических свойств. Спандекс с обмоткой из арамидной нити обладает наибольшей прочностью и термостойкостью.
Физико-механические свойства резины, примененной для внешних слоев, существенно влияют на свойства материала. Так, модуль эластичности материала практически прямо пропорционален модулю эластичности примененной резины. Выяснено, что для изготовления материала по заявляемому способу могут применяться виды резины из тех, вулканизация которых возможна при отсутствии кислорода и давлении менее 1 кг/см2.
Кроме того, были проведены исследования процесса вулканизации, параметры и режимы которой оказывают существенное влияние на свойства материала. Так опытным путем доказано, что вулканизация материала в одну ступень при максимальном вакуумметрическом давлении приводит к практически полной потере упругих свойств (модуль эластичности увеличивается в 8-10 раз). Это объясняется тем, что при таком режиме вулканизации резина полностью пронизывает трикотажное полотно, заполняя все пустоты в трикотаже и в обмотке спандекса. При этом трикотаж перестает растягиваться, а обмотка спандекса работает как жесткая арматура. Введя между началом вулканизации, когда нагрева еще нет, а вакуумметрическое давление максимально, и ее окончанием, когда и давление, и температура максимальны, промежуточную ступень с более низкими значениями температуры и давления, удается получить материалы с широким спектром упруго-эластических характеристик и достаточной прочностью связи резины с трикотажным полотном.
Промышленное применение заявляемого способа может быть проиллюстрировано экспериментальными данными, полученными в АО "МНИРТИ" при разработке способа получения слоистого резинотканевого эластомерного композиционного мембранного материала, который может быть использован в надувных, убирающихся за счет сокращения двумерно растянутого материала ограждениях шасси летательных аппаратов на воздушной подушке. При этом двухкомпонентная комбинированная эластичная нить трикотажного полотна в проведенных экспериментах состоит из первого компонента, выполненного в виде стержня и представляющего собой эластомерную мононить толщиной 0,5-0,7 мм, а второй ее компонент выполнен из текстильной нити в виде спиральной оплетки стержня с количеством витков 600-900 кр./м и с линейной плотностью 10-30 текс, которая после растяжения материала и эластичных мононитей ограничивает дальнейшую деформацию материала. При этом применяют виды спандекса с обмоткой из полиамидной, полиэфирной и арамидной нитей, которые обладают достаточной термостойкостью в процессе вулканизации резин при температуре 143°С.
Таким образом, материал с требуемым комплексом свойств получают вулканизацией в 3 ступени. Для изделия, разработанного АО "МНИРТИ", на первой ступени выполняют подпрессовку без нагрева при максимальном вакуумметрическом давлении 0,95-0,97 атм, на второй ступени производят выдержку в течение 90 минут при температуре 90°С при уменьшении вакуумметрического давления до 0,04-0,06 атм, а на третьей ступени производят кратковременную выдержку в течение 20 минут при максимальном вакуумметрическом давлении 0,95-0,97 атм и температуре завершения вулканизации 143±1°С.
Испытания изготовленных по заявляемому способу образцов материала показали, что полученный материал имеет следующие качественные показатели:
- модуль эластичности при растяжении до 100% менее 5 кг/см2 при остаточном удлинении менее 1%;
- относительное удлинение при разрушении более 800%,
- разрывная нагрузка полоски размером 50×200 мм от 20 до 50 кг в зависимости от направления;
- сопротивление раздиру 40-60 кг/см;
- прочность связи покрытия с армирующей основой 4-6 кг/см.
Экспериментальные исследования образцов резинотканевого слоистого материала, изготовленного по заявляемому способу, показали соответствие полученных значений физико-механических характеристик материала заданным в техническом задании на его разработку и он может использоваться в авиационной промышленности, в частности для надувных ограждений шасси летательных аппаратов на воздушной подушке, убирающихся за счет сокращения двумерно растянутого материала. Следует отметить, что для других изделий режимы вулканизации могут быть иными.
В ходе исследований показано, что применением различных марок армирующего трикотажа и резины, а также изменяя режимы вулканизации, можно получать слоистые резинотканевые эластомерные композиционные мембранные материалы с широким спектром физико-механических характеристик.
Важнейшим результатом изобретения является возможность получения материала с заданным модулем эластичности и относительным удлинением при высокой прочности связи резиновых слоев с армирующим слоем при использовании различных образцов трикотажа и резины. Кроме того, использование промышленно изготовленного трикотажа упрощает процесс изготовления материала и повышает стабильность его свойств.
Слоистые резинотканевые эластомерные композиционные мембранные материалы по разработанному способу могут использоваться в пневмокамерных грузоподъемных устройствах, в устройствах отсечных противопожарных (противодымных) перегородок и в других надувных устройствах, где требуется высокая эластичность материала, непроницаемость, прочность и безопасность при механических повреждениях.
Предложенный способ технологичен и не требует использования специального технологического оборудования. Используя его, изменяя параметры процесса, возможно получить слоистые резинотканевые эластомерные композиционные мембранные материалы с требуемым комплексом конструкционных параметров и эксплуатационных свойств.
Фильтровальный элемент для очистки воздуха от мучной пыли в линиях подачи муки к тестоприготовительному агрегату
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал на основе хлоропренового каучука с барьерным слоем
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал с барьерным слоем
Композиция для крашения термостойкой ткани
Эластомерный материал на основе бутилкаучука для корпуса маски фильтрующего противогаза
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал
Двухслойная ткань
Фильтровальная ткань
Способ изготовления полых конструкций с внутренними стенками
Способ изготовления конструкций, содержащих замкнутые полости с малой геометрической высотой
Фильтровальный элемент для очистки воздуха от мучной пыли в линиях подачи муки к тестоприготовительному агрегату
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал на основе хлоропренового каучука с барьерным слоем
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал с барьерным слоем
Композиция для крашения термостойкой ткани
Эластомерный материал на основе бутилкаучука для корпуса маски фильтрующего противогаза
Теплоотражающий огнестойкий слоистый резинотканевый защитный материал
Двухслойная ткань
Фильтровальная ткань
Способ изготовления полых конструкций с внутренними стенками
Способ изготовления конструкций, содержащих замкнутые полости с малой геометрической высотой

