Результат интеллектуальной деятельности: ДЕРЖАТЕЛЬ ГОРЕЛКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к держателю согласно ограничительной части пункта 1 формулы изобретения, который предназначен для крепления и перемещения сварочной горелки, резательной горелки или другой соответствующей горелки на рабочем месте, при этом указанный держатель содержит раму, которая установлена на основании с возможностью перемещения, а также зажимное устройство горелки, которое присоединяется к раме для получения разъемного соединения горелки с держателем.
Уровень техники
Механизированная сварка представляет собой частично автоматизированную сварку, при которой держатели используются таким образом, что лицо, которое выполняет сварку, т.е. оператор, является ответственным за настройку параметров и контроль подготовки кромок под сварку по мере перемещения держателя сварочной горелки. Держатели сварочных горелок представляют собой устройства, которые имеют небольшие размеры, весят около десяти килограммов, могут перемещаться одним человеком, требуют контроля со стороны оператора и могут быть легко доставлены на рабочее место. Держатель сварочной горелки позволяет сделать операцию сварки достаточно простой и использовать недорогостоящие устройства. Благодаря механизации сварки, повышается ее производительность, улучшаются условия труда, уменьшается количество начальных и конечных сварочных точек и обеспечивается равномерность качества сварки. Держатели сварочных горелок можно грубо разделить на рельсовые держатели и безрельсовые держатели. Держатель, который является задачей настоящего изобретения, пригоден как для рельсовых, так и для безрельсовых решений, хотя описание в большей степени сконцентрировано на безрельсовых решениях. К держателю сварочной горелки можно также присоединить горелку, предназначенную для газопламенной резки, поэтому, хотя описание сосредоточено главным образом на присоединении сварочных горелок, соединительная конструкция, которая является задачей настоящего изобретения, пригодна также для присоединения других горелок, а не исключает их.
Безрельсовые решения, как правило, представляют собой держатели сварочных горелок, которые перемещаются на колесах. Обычно они движутся при помощи электрического двигателя вдоль свариваемой детали или по определенной траектории. Управление перемещением держателя сварочной горелки обычно осуществляется при помощи колес управления, которые предусмотрены в держателе и которые опираются на направляющую поверхность. Держатель, как правило, содержит также магнит, который можно включать и задача которого состоит в том, чтобы удерживать держатель присоединенным к свариваемой поверхности, а также обеспечивать равномерное перемещение. В держателе сварочной горелки предусмотрено место для установки сварочной горелки, а также необходимые регулировочные механизмы, при помощи которых обычно настраиваются угол поворота, наклон и позиционирование горелки. В известных решениях сварочная горелка устанавливается в держатель таким образом, чтобы ее положение можно было настраивать при помощи нескольких регулировочных механизмов, при этом держатель имеет, например, один регулировочный механизм для позиционирования сварочной горелки в держателе, другой - для установки сварочной горелки на нужном расстоянии от сварочной точки и третий - для настройки угла поворота головки сварочной горелки, и при этом может быть предусмотрено также несколько параметров угловой настройки.
Держатели сварочных горелок обычно используются при автоматизации сварки нисходящим угловым швом, однако, например, сварка восходящим угловым швом также успешно осуществляется благодаря наличию в держателе мощного постоянного магнита. На панели управления оператор может выбирать необходимые регулировочные параметры, а также начальную и конечную точки, при этом держатель сварочной горелки позволяет также успешно производить, например, прерывистую сварку с ее прерывистым швом.
Из JP 8090288 А известна конструкция держателя, содержащая магнит, который притягивает держатель к поверхности, по которой он должен перемещаться, при этом основной магнит установлен внутри рамы держателя. Сварочную горелку или газовый резак можно установить в держателе таким образом, чтобы держатель обеспечивал его перемещение в направлении сварки. Конструкция держателя, представленная в публикации, содержит соединительные элементы, в частности винты, при помощи которых сварочную горелку или газовый резак можно присоединить к держателю. Эти винты необходимо отвинчивать и завинчивать, если требуется присоединить или отсоединить сварочную горелку или газовый резак от держателя или если требуется изменить их положение.
Из CN 2738938 известно решение, согласно которому угол поворота сварочной горелки можно регулировать в режиме реального времени. Угол поворота сварочной горелки можно регулировать таким образом, чтобы держатель горелки мог поворачиваться на 360 градусов. Однако такое решение требует применения нескольких крепежных элементов для того, чтобы настроить и установить сварочную горелку в нужной точке и на нужном расстоянии от свариваемого объекта.
Из US 4101755 известно решение, согласно которому сварочная горелка устанавливается в держателе, содержащем устройство для точной настройки сварочной горелки в требуемой позиции. В этом решении поверх рамы держателя предусмотрен направляющий рельс, при помощи которого можно регулировать положение сварочной горелки относительно держателя. Поверх направляющего рельса установлены кронштейны, на которых расположены соединительные устройства держателя горелки. Положение кронштейнов можно регулировать, чтобы установить сварочную горелку в более предпочтительную позицию. Кроме указанных настроек при присоединении сварочной горелки можно отдельно регулировать длину сварочной горелки, чтобы головка сварочной горелки находилась в требуемой точке. Таким образом, в этом решении согласно публикации необходимо производить настройки с различных сторон, чтобы обеспечить требуемую позицию и требуемое расположение сварочной горелки.
US 4371107 представляет решение, которое позволяет изменять позицию сварочной горелки. Согласно этой публикации сварочная горелка расположена на одном или нескольких опорных рычагах, которыми можно управлять при помощи нескольких контроллеров, чтобы установить сварочную горелку в требуемую позицию. Однако это решение не обеспечивает быстрого изменения позиции сварочной горелки и, более того, требует проведения нескольких различных настроек.
Держатели сварочных горелок обычно применяют на операциях, которые являются монотонными и/или утомительными для сварщика. Благодаря использованию держателей сварочных горелок можно исключить множество начальных и конечных точек сварки. С другой стороны, держатели сварочных горелок можно использовать для различных сварочных объектов, и они не обязательно связаны с одной единственной технологической операцией. Изменение сварочного объекта требует проведения настроек держателя сварочной горелки, чтобы обеспечить правильное положение сварочной горелки для каждого сварочного объекта. В этом случае может возникнуть проблема, связанная со временем настройки сварочной горелки, которое отнимает время самой сварочной операции.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы обеспечить крепежное устройство в держателе для сварочной или другой горелки, которое является более простым и быстродействующим, чем в известных решениях.
Эта задача изобретения решена при помощи держателя согласно независимому пункту 1, предназначенного для крепления и перемещения сварочной горелки, резательной горелки или другой соответствующей горелки на рабочем месте.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения.
Согласно одному решению изобретения в держателе сварочной горелки предусмотрено зажимное устройство, к которому можно присоединять сварочную горелку для выполнения сварочной операции, при этом головку сварочной горелки можно позиционировать в нужном месте согласно сварочной операции, используя только одно стопорное средство. Таким образом, данное решение позволяет производить настройку угла сварки сварочной горелки, присоединенной к держателю, продольную настройку относительно сварочного объекта и соединение с зажимным устройством, используя только одно стопорное средство.
Угол сварки можно определить относительно направления перемещения, что и сделано в данной заявке. Если угол сварки сварочной горелки представляет собой прямой угол 90° относительно направления перемещения, говорят, что угол сварки является прямым углом. Если сварочная горелка повернута от прямого угла в направлении перемещения, при этом угол сварки изменяется, говорят, что угол сварки является углом назад или угол наклона горелки является тупым углом к направлению сварки. Если позиция сварочной горелки повернута от прямого угла в направлении, обратном направлению перемещения, говорят, что угол сварки является углом вперед или угол наклона горелки является острым углом к направлению сварки. Направление перемещения представляет собой направление, в котором перемещается держатель сварочной горелки и которое, по существу, является тем же самым направлением, что и направление образования сварного шва, т.е. тем же самым, что и направление сварки.
Достоинство предпочтительного варианта осуществления одного решения согласно изобретению заключается в том, что при изменении сварочного объекта или направления сварки настройка сварочной горелки осуществляется быстро и просто, при этом установка углов сварки и расстояния головки горелки относительно сварочного объекта производится одновременно.
Краткое описание чертежей
Ниже приведено более подробное описание некоторых предпочтительных вариантов осуществления со ссылками на прилагаемые чертежи, на которых представлены:
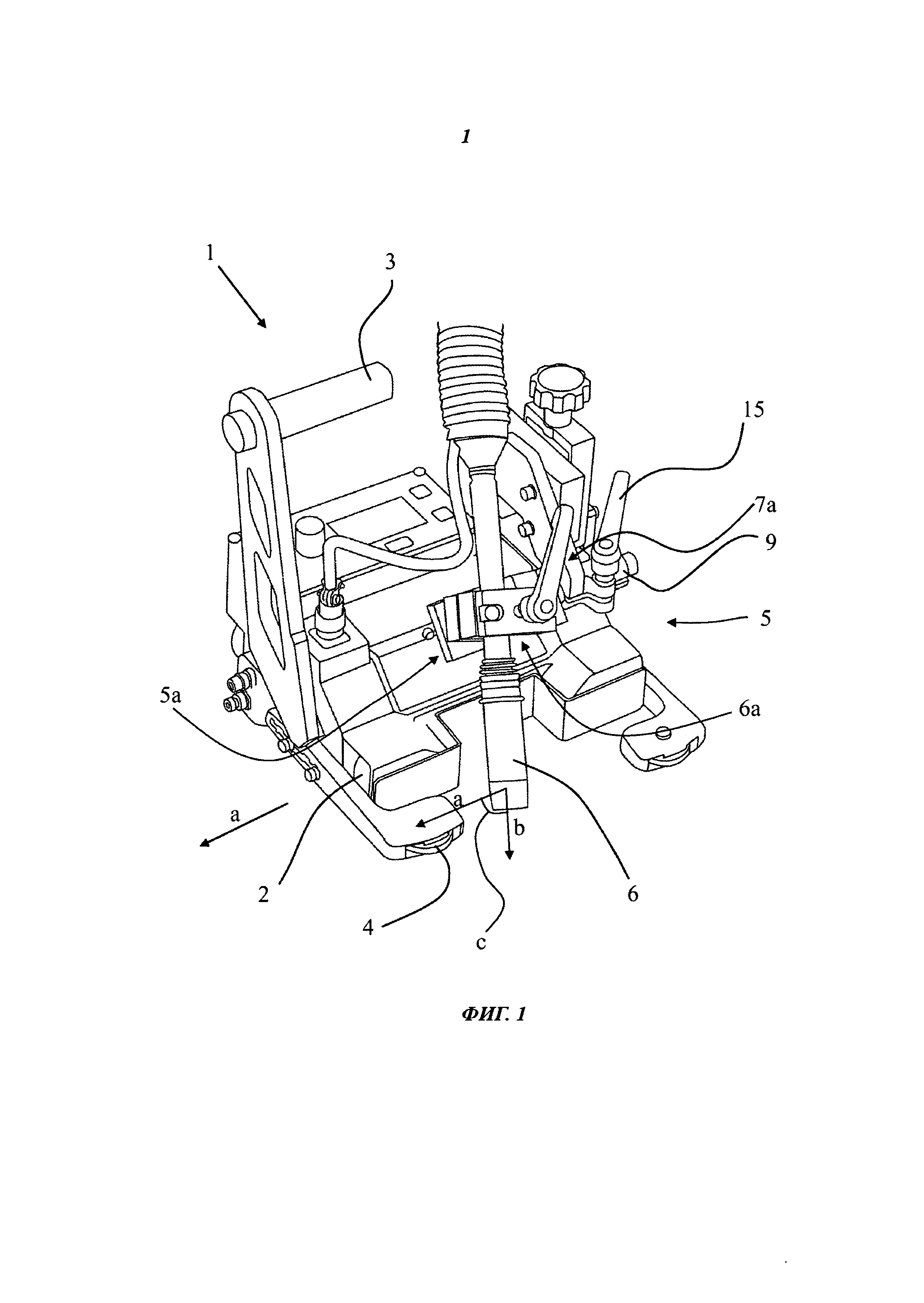
фиг.1 - держатель сварочной горелки, содержащий предпочтительный вариант осуществления зажимного устройства согласно изобретению,
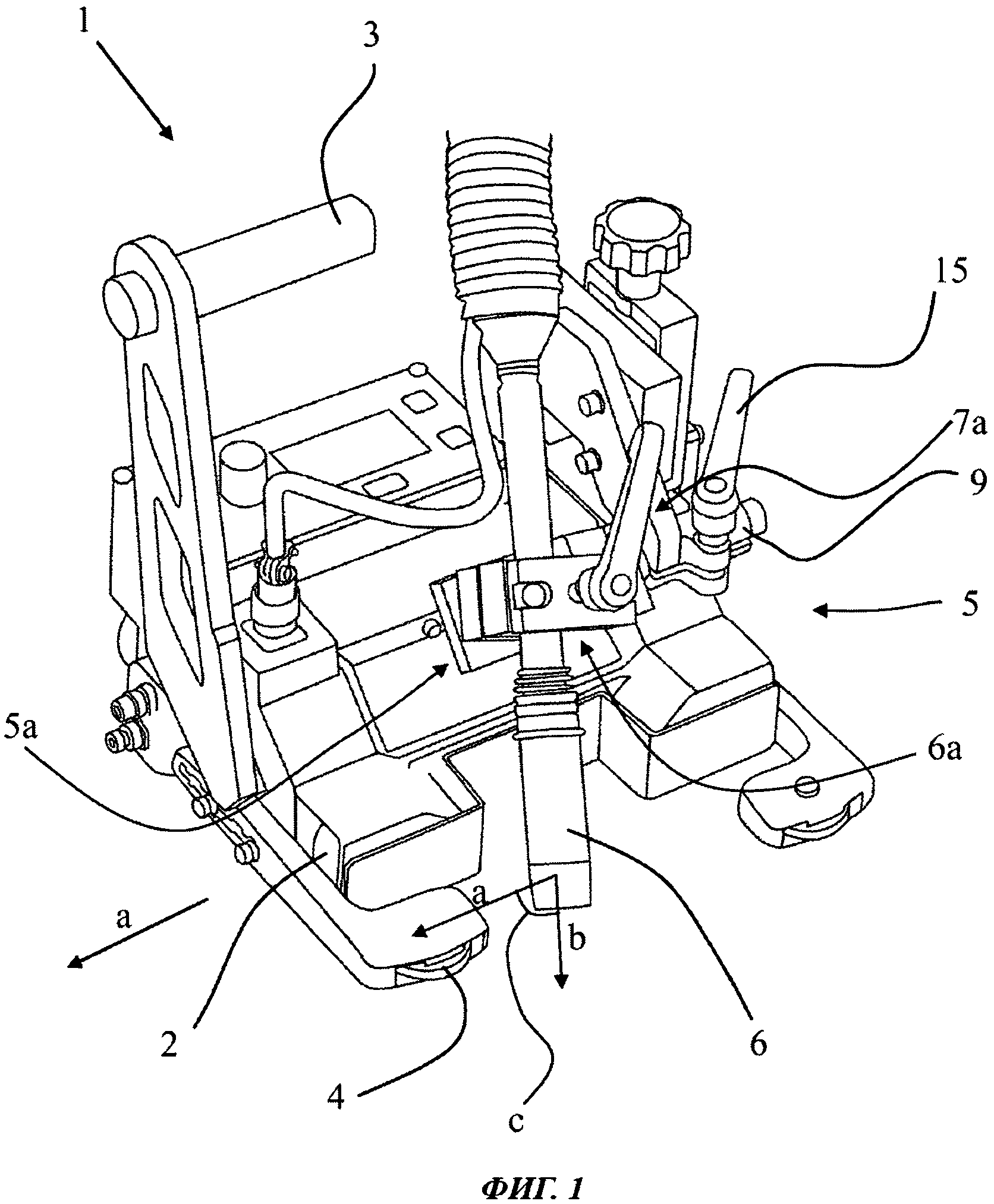
фиг.2 - более подробное изображение зажимного устройства с фиг.1,
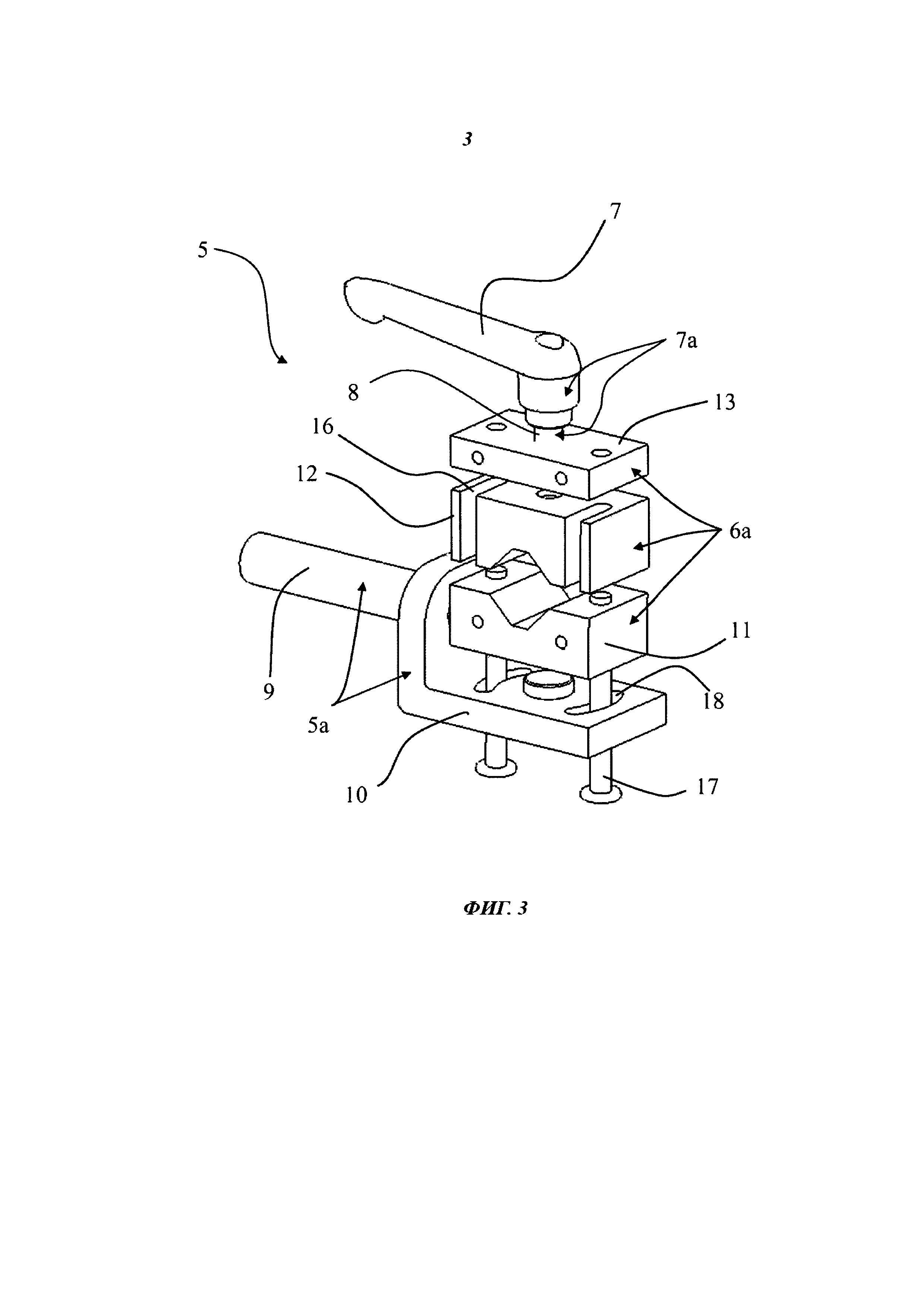
и фиг.3 - изображение в разобранном виде зажимного устройства с фиг.2.
Осуществление изобретения
Задачей изобретения является обеспечение держателя 1, предназначенного для крепления и перемещения сварочной горелки, резательной горелки или другой соответствующей горелки 6 на рабочем месте, при этом указанный держатель 1 содержит раму, которая установлена на основании с возможностью перемещения, а также зажимное устройство 5 для присоединения горелки к раме. Держатель 1, установленный с возможностью перемещения на основании, может представлять собой держатель 1, перемещающийся на колесах, или держатель 1, перемещающийся по рельсам. На фиг.1 показан держатель 1, который в данном примере относится к безрельсовому решению, т.е. держатель 1 не требует рельса для перемещения, напротив, он перемещается вперед и назад на колесах 2. Держатель 1 предпочтительно содержит рукоятку 3, при помощи которой держатель 1 можно удобно поднимать или перемещать и которая, с другой стороны, может также предпочтительно функционировать в качестве активатора магнита в держателе 1. За счет притяжения магнита держатель 1 можно присоединить к основанию, при этом держатель 1 сохраняет заданную траекторию частично, благодаря магниту, а частично - благодаря направляющим колесам 4 в держателе 1. Благодаря магниту держатель 1 сварочной горелки может также перемещаться, например, по вертикальной стенке или по наклонной поверхности, в то время как без магнита он стал бы соскальзывать нежелательным образом или даже падать с указанной поверхности.
Зажимное устройство 5 держателя 1 содержит соединительное средство 5а для соединения зажимного устройства 5 с рамой держателя 1, крепежное средство 6а для присоединения горелки 6 к зажимному устройству 5 и стопорное средство 7а для неподвижного закрепления положения крепежного средства 6а относительно соединительного средства 5а, а также для неподвижного закрепления в требуемой позиции горелки 6 в крепежном средстве 6а.
Таким образом, зажимное устройство 5 содержит соединительное средство 5а для соединения зажимного устройства 5 с держателем 1, крепежное средство 6а для прикрепления горелки 6 к зажимному устройству 5 и один или более соединительных элементов 17 для соединения соединительного средства 5а и крепежного средства 6а друг с другом, при этом крепежное средство 6а может перемещаться относительно соединительного средства 5а, а также стопорное средство 7а, которое функционально связано с соединительным средством 6а и которое предназначено для неподвижного закрепления горелки 6 в крепежном средстве 6а, а также для закрепления крепежного средства 6а в различных позициях относительно соединительного средства 5а для того, чтобы можно было зафиксировать расстояние от горелки 6 до рабочего объекта и позицию горелки 6 относительно соединительного средства.
В держателе 1 предусмотрено зажимное устройство 5 горелки 6, которое удерживает сварочную горелку 6 в требуемой позиции во время сварки. Благодаря зажимному устройству 5, сварочную горелку 6 можно установить в требуемую позицию в соответствии со сварочным объектом. Зажимное устройство позволяет устанавливать горелку согласно требуемому углу сварки. На фиг.1 показан держатель сварочной горелки 1, установленный на основании с возможностью перемещения в направлении, указанном стрелкой а, при этом сварка производится углом назад. Иными словами, сварочная горелка 6 установлена под тупым углом в направлении сварки. Такой режим сварки можно использовать, например, при сварке угловым швом, когда сварочная горелка 6 предпочтительно установлена под определенным углом в направлении сварки, которое в то же время представляет собой направление перемещения держателя сварочной горелки. Обычно, если сварка производится с применением порошковой проволоки со шлаковой системой, угол наклона горелки к направлению сварки является тупым или прямым, а в случае сварки с применением электродов из сплошной проволоки угол наклона горелки к направлению сварки является острым или тупым в зависимости от параметров сварки. На фиг.1 стрелка b показывает позицию сварочной горелки 6 относительно основания, а стрелка а - направление перемещения держателя сварочной горелки 1, которое одновременно является направлением перемещения сварочной горелки, т.е. направление, в котором происходит сварка, и, соответственно, направление образования сварного шва. Для упрощения допустим, что стрелки a и b лежат в плоскости основания. Тогда в данном примере сварочная горелка 6 устанавливается предпочтительно под углом примерно 75° относительно направления перемещения держателя сварочной горелки 1. Этот угол наклона с показан на фиг.1 дугой, заключенной между стрелками a и b. Настройку этого угла наклона можно выполнить во время присоединения сварочной горелки 6 и закрепления ее на нужном расстоянии от сварочного объекта. При сварке методом MIG/MAG (Metal Inert/Active Gas, дуговая сварка плавящимся электродом (проволокой) в среде инертного/активного газа с автоматической подачей присадочной проволоки), когда сварочная горелка 6 устанавливается продольно в соответствующем месте, необходимо правильно выбрать расстояние до сопла, чтобы обеспечить адекватную длину сварочной проволоки, выходящей из сварочной горелки 6, т.е. длину, так называемой, свободной проволоки. Настройку угла сварки, т.е. позиции сварочной горелки 6 относительно получаемого сварочного шва и в данном примере относительно направления перемещения держателя сварочной горелки 1, расстояния от сварочной горелки 6 до сварочного объекта и установку сварочной горелки 6 в зажимном устройстве 5 держателя можно одновременно осуществить и неподвижно закрепить путем поворота только одного стопорного рычага.
При сварке угловым швом сварочная горелка 6 устанавливается под углом 45° относительно ребра, т.е. если, например, две детали соединяются друг с другом под углом, в частности, листы под углом 90 градусов относительно друг друга, сварочная горелка 6 устанавливается на одинаковом расстоянии от обоих листов, т.е. под углом 45 градусов. Этот угол обычно называют установочным углом. Если держатель сварочной горелки 1 постоянно используется для сварки угловым швом одного типа, нет необходимости изменять настройку этого установочного угла сварочной горелки 6 пока производится, например, сварка встык, при этом сварочная горелка 6 устанавливается перпендикулярно стыковому шву. В данном примере настройка угла при приближении к ребру углового шва осуществляется поворотом ручки 9 зажимного устройства 5 сварочной горелки 6, таким образом, чтобы при помощи зажимного устройства 5 установить сварочную горелку 6 под нужным углом относительно ребра углового шва, после чего неизменность ее позиции обеспечивается затягиванием стопорного рычага 15. Однако выполнение этой настройки угла, например при изменении направления сварки, не требуется. Ручка 9 при позиционировании относительно держателя 1 располагается также в нужном положении относительно рамы держателя, и ее фиксация осуществляется затягиванием того же самого стопорного рычага 15.
На фиг.2 представлен пример зажимного устройства 5 сварочной горелки 6 (не показана на чертеже), установленного в держателе 1 (не показан на чертеже), при этом зажимное устройство 5 содержит соединительное средство 5а, крепежное средство 6а и стопорное средство 7а. Соединительное средство 5а содержит ручку 9, при помощи которой зажимное устройство 5 можно присоединить к раме (не показана на чертеже) держателя 1. Ручка 9 закрепляется в держателе 1 предпочтительно при помощи стопорного рычага 15 (виден на фиг.1), при этом при освобождении стопорного рычага 15 зажимное устройство 5 можно устанавливать в нужное положение относительно держателя 1 а, с другой стороны, угол поворота зажимного устройства 5 можно регулировать таким образом, чтобы настроить установочный угол горелки 6 относительно точки сварки. Если держатель 1 используется, например, для нисходящей сварки угловым швом, ручка 9 устанавливается под углом, соответствующим нисходящей сварке угловым швом, при этом ее положение не нужно изменять в процессе сварки или даже при смене объекта, если сварка угловым швом продолжается. В данном примере ручка 9 установлена в скобе 10, вместе с которой она образует соединительное средство 5а. В скобе 10 при помощи одного или более соединительных элементов (не показаны на чертеже) можно установить крепежное средство 6а для присоединения горелки 6 к зажимному устройству 5. Крепежное средство 6а содержит нижнюю ответную часть 11 и верхнюю ответную часть 12 для горелки 6 (не показана на чертеже), при этом горелка 6 может быть установлена между ними. Нижняя ответная часть 11 и верхняя ответная часть 12 предпочтительно образуют паз, полость или другое соответствующее пространство, в котором устанавливается горелка 6 (не показана на чертеже). В скобе 10 предусмотрены один или более соединительных элементов (не показаны на чертеже), такие как, например, болты или другие соответствующие элементы, прикрепленные к нижней ответной части 11. Указанные один или более соединительных элементов предпочтительно проходят сквозь нижнюю ответную часть 11, верхнюю ответную часть 12 стопорную пластину 13 и предпочтительно соединяются с ответной частью соединительного элемента, в частности, с гайкой. Соединительный элемент может быть также выполнен в виде штифта, при этом применение его ответной части не является необходимым. Верхняя ответная часть 12 предпочтительно является съемной деталью, временный съем которой позволяет установить шейку сварочной горелки 6 в нижнюю ответную часть 11.
Стопорное средство 7а содержит стопорный рычаг 7 и/или стержень 8. В данном примере показаны как стопорный рычаг 7, так и стержень 8, который предпочтительно проходит сквозь стопорную пластину 13 и входит в паз 14, предусмотренный в верхней ответной части 12. Стержень 8 предпочтительно соединяется со стопорным рычагом 7 при помощи резьбы и перемещается вперед и назад перпендикулярно продольному направлению сварочной горелки 6. Освобождая стопорный рычаг 7, можно увеличивать зазор между нижней ответной частью 11 и верхней ответной частью 12, иными словами, при удалении стержня стопорного рычага 7 от нижней ответной части 11, присоединенной к скобе 10, верхняя ответная часть 12 отодвигается от нижней ответной части 11 и приближается к стопорной пластине 13. В этом случае горелку 6 (не показана на чертеже) можно установить на месте или удалить или отрегулировать ее позицию в продольном направлении. Нижняя ответная часть 11, верхняя ответная часть 12 и стопорная пластина 13 при помощи одного или более соединительных элементов (не показаны на чертеже) присоединены к скобе 10, при этом скоба 10 имеет предпочтительно один или более пазов для соединительных элементов, которые могут перемещаться в пазах, таким образом, нижнюю ответную часть 11, верхнюю ответную часть 12 и стопорную пластину 13 можно поворачивать на некоторый угол относительно скобы 10, предпочтительно - примерно на 15-30° от центра в одном или другом направлении, при этом центром является точка, в которой скоба 10, нижняя и верхняя ответные части 11,12 и стопорная пластина 13 имеют одинаковое направление. В целом, нижнюю ответную часть 11, верхнюю ответную часть и стопорную пластину 13 с присоединенной горелкой 6 можно поворачивать примерно на 60°. Если нижняя ответная часть 11, верхняя ответная часть 12 и стопорная пластина 13 повернуты, они предпочтительно остаются соединенными вместе и перемещаются относительно скобы 10. В скобе 10 предпочтительно предусмотрено одно или более криволинейных отверстий, сквозь которые проходят соединительные элементы и в которых эти соединительные элементы могут перемещаться, чтобы при этом перемещалось крепежное средство 6а. Таким образом, при освобождении стопорного рычага 7 можно регулировать как угол горелки 6 относительно направления перемещения держателя 1, так и положение горелки 6 в продольном направлении относительно объекта сварки. Регулирование угла горелки обычно производится при изменении направления сварки.
Указанные один или более соединительных элементов, которые проходят через скобу 10, нижнюю ответную часть 11, верхнюю ответную часть 12 и стопорную пластину 13, предпочтительно установлены таким образом, чтобы они вначале проходили сквозь одно или более криволинейных отверстий скобы 10, а затем - сквозь одно или более отверстий нижней ответной части 11. В верхней ответной части 12, в свою очередь, предпочтительно предусмотрены один или более пазов, в которых перемещаются один или более соединительных элементов и после которых указанные один или более соединительных элементов входят в одно или более отверстий стопорной пластины 13 и предпочтительно проходят сквозь них. Над стопорной пластиной 13 соединительный элемент закрепляется ответной частью. Соединительный элемент может быть также установлен в противоположном направлении, при этом его закрепление осуществляется под скобой 10 или, альтернативно, соединительный элемент может представлять собой элемент такого типа, который не требует отдельного закрепления.
На фиг.3 зажимное устройство 5 с фиг.2 показано в разобранном виде, при этом зажимное устройство 5 содержит соединительное средство 5а, крепежное средство 6а и стопорное средство 7а. Соединительное средство 5а содержит ручку 9, при помощи которой зажимное устройство 5 можно присоединить к раме держателя 1 (не показана на чертеже). В данном примере соединительное устройство содержит также скобу 10, которая присоединена к ручке 9 и которая позволяет при помощи одного или более соединительных элементов 17 соединить крепежное средство 6а для присоединения горелки 6 (не показана на чертеже) к зажимному устройству 5. Крепежное средство 6а содержит нижнюю ответную часть 11 и верхнюю ответную часть 12, между которыми устанавливается горелка 6. Поверх верхней ответной части 12 предпочтительно установлена стопорная пластина 13. Эта стопорная пластина 13 при помощи стопорного средства 7а предпочтительно неподвижно закрепляет крепежное средство 6а относительно соединительного средства 5а и в то же время - горелку 6 в крепежном средстве 6а. В скобе 10 предпочтительно предусмотрено по меньшей мере одно отверстие 18, которое проходит сквозь скобу 10 и которое в данном примере имеет криволинейную форму. Оно может также иметь другую форму, однако эта форма должна позволять соединительному элементу 17, который проходит сквозь отверстие 18, перемещаться в нем. Соединительный элемент 17 предпочтительно проходит сквозь нижнюю ответную часть 11, верхнюю ответную часть 12 и стопорную пластину 13 и предпочтительно закрепляется, например, на стопорной пластине 13, на скобе 10 или в каком-либо ином месте. Соединительный элемент может представлять собой, например, соединительный элемент 17, закрепление которого осуществляется при помощи одного или более штифтов, например, с одной или нескольких сторон крепежного средства 6а. Соединительный элемент 17 не обязательно должен проходить сквозь ответные части 11 или 12, если требуется, чтобы он каким-либо образом обходил их, например, через паз 16. Стопорное средство 7а, которое предпочтительно содержит стопорный рычаг 7 и стержень 8, можно перемещать между закрытой позицией и открытой позицией, при этом в закрытой позиции стопорное средство 7а неподвижно закрепляет крепежное средство 6а относительно соединительного средства 5а и, в то же время горелка 6 неподвижно закрепляется в крепежном средстве 6а. В открытой позиции крепежное средство 6а можно перемещать относительно соединительного средства, при этом соединительный элемент 17 может перемещаться в отверстии 18 скобы, а горелку 6 можно перемещать в крепежном средстве 6а, устанавливать в крепежное средство 6а или удалять из крепежного средства 6а.
Таким образом, крепежное средство 6а предпочтительно содержит нижнюю ответную часть 11 и верхнюю ответную часть 12, которые соединяются друг с другом при помощи одного или более соединительных элементов 17 и между которыми устанавливается закрепляемая горелка 6. Стопорное средство 7а предпочтительно соединяется с верхней ответной частью 12, при этом, когда стопорное средство 7а перемещается, верхняя ответная часть 12 перемещается к нижней ответной части 11, и горелка 6 неподвижно закрепляется между верхней ответной частью 12 и нижней ответной частью 11, и при этом нижняя ответная часть 11 перемещается к соединительному средству 5а, и, таким образом, нижняя ответная часть 11 неподвижно закрепляется относительно соединительного средства 5а. Крепежное средство 6а содержит также стопорную пластину 13, которая устанавливается поверх верхней ответной части 12, с которой соединяется стопорное средство 7а, и относительно которой стопорное средство 7а перемещается, освобождая или закрепляя крепежное средство 6а. Верхняя ответная часть 12 предпочтительно перемещается относительно нижней ответной части 11 для того, чтобы горелку 6 можно было удалить и/или установить между нижней ответной частью 11 и верхней ответной частью 12. Согласно одному предпочтительному варианту осуществления верхняя ответная часть 12 устанавливается в зажимном устройстве 5 с возможностью съема.
Согласно другому предпочтительному варианту осуществления стопорное средство 7а содержит стопорный рычаг 7 и/или стержень 8. Стопорное средство 7а можно перемещать между открытой позицией и закрытой позицией, при этом крепежное средство 6а установлено в соединительном средстве 5а таким образом, что в открытой позиции при перемещении одного или более соединительных элементов 17, соединяющих крепежное средство 6а и соединительное средство 5а друг с другом, крепежное средство 6а перемещается относительно соединительного средства 5а, и угол сварки горелки 6 относительно направления перемещения держателя 1, установленного в крепежном средстве 6а, изменяется, а в закрытой позиции крепежное средство 6а неподвижно закрепляется относительно соединительного средства 5а. Угол сварки горелки 6 предпочтительно устанавливается в пределах от 15 до 30° относительно соединительного средства 5а. Соединительное средство 5а содержит ручку 9 и/или скобу 10, при помощи которой зажимное устройство 5 можно присоединять к раме держателя 1.
Для специалистов в данной области техники очевидно, что по мере развития технологии фундаментальную идею изобретения можно применять множеством различных способов. При этом изобретение и его варианты осуществления не ограничены только описанными выше примерами, напротив, возможно множество видоизменений в пределах формулы изобретения.
Устройство для оптимизации процесса сварки
Конструкция устройства для подачи проволоки в сварочной машине и способ обеспечения движения сварочной проволоки
Устройство подачи проволоки для сварочной установки
Устройство для оптимизации процесса сварки
Конструкция устройства для подачи проволоки в сварочной машине и способ обеспечения движения сварочной проволоки

