Результат интеллектуальной деятельности: СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области струйной резки и обработки материалов, которые осуществляют высокоскоростной струей жидкости, а также высокоскоростной струей жидкости, содержащей свободные абразивные частицы.
Известен способ резки энергетической струей, несущей абразивный порошок, включающий смешивание абразивного порошка с энергоносителем, ускорение смеси в сверхзвуковом разгонном сопле с использованием в качестве энергоносителя перегретого водяного пара при температуре 400-550°C и концентрации абразивного порошка 1-5 мас. % (RU №2050251, МПК B24C 1/00, 1993 г.).
Этот способ имеет следующие недостатки:
- в результате рассеивания потока абразива образуется относительно широкий рез, что приводит к значительному расходу энергии и интенсивному износу оборудования (особенно сопла, даже изготовленного из износостойких материалов: карбида вольфрама или борида);
- из-за высоких давлений и скоростей потока достаточно трудно сохранить когерентное течение струи;
- необходимость перемешивания абразивного материала в жидкой среде приводит к быстрому износу сопла, что сокращает срок его службы до часов и даже минут;
- использование абразивного материала приводит к загрязнению окружающей среды.
Известен также способ струйной обработки заготовки, включающий формирование обрабатывающей струи, подаваемой из сопла на обрабатываемую заготовку, с использованием системы кругооборота текучей среды (см. RU №2331503, МПК B24C 5/02, 2006 г.). В качестве текучей среды используют воду, а для абразивного использования обеспечивают ее замораживание в лед. Отработанный лед размораживают в ванне с образованием жидкой текучей среды, которую фильтруют от продуктов обработки и затем направляют на повторное использование.
Недостатки этого решения - во многих случаях применения вода или известные системы на основе воды не могут быть использованы с конкретными материалами или заготовками, где недопустимо наличие воды или коррозии, к которой она может привести. В таких обстоятельствах струйная резка неприменима. Кроме того, энергия воздействия текучей среды определяется удельным весом обрабатывающего материала, который для воды невелик, а также скоростью струи.
Задача, на решение которой направлено заявленное изобретение, выражается в обеспечении возможности расширения диапазона обрабатываемых материалов и повышение энергетической насыщенности режущей струи.
Технический результат, получаемый при решении поставленной задачи, выражается в том, что исключается возможность деструктурирующего воздействия режущей струи на объем обрабатываемого материала, примыкающий к резу, что позволяет расширить диапазон обрабатываемых материалов. Кроме того, обеспечивается многократное (порядка от трех до десяти) возрастание энергетической насыщенности режущей струи (по сравнению с водяной) за счет повышения плотности обрабатывающего материала.
Альтернативный технический результат: исключение использования внешнего теплообмена на участке смены фазы, укорочение этого участка за счет увеличения скорости звука и всех процессов фазового перехода в жидких металлах, уменьшение дисперсии струи как жидкости, так и многофазной смеси (за счет большей плотности), ведущей к увеличению концентрации энергии струи.
Для решения поставленной технической задачи способ струйной обработки заготовки, включающий формирование обрабатывающей струи, подаваемой из сопла на обрабатываемую заготовку, с использованием системы кругооборота текучей среды, отличается тем, что в качестве текучей среды используют расплавленный легкоплавкий сплав, гидростатическое давление которого повышают перед формированием обрабатывающей струи, при этом осуществляют охлаждение обрабатывающей струи упомянутого расплавленного сплава до его частичной кристаллизации, собирают частично кристаллизованный отработанный расплавленный сплав с частицами обработанной заготовки, переводят его в жидкую фазу, отделяют частицы обработанной заготовки от расплавленного сплава и подают последний на вход системы кругооборота текучей среды. Кроме того в качестве легкоплавкого сплава используют тяжелый, химически малоактивный и нетоксичный сплав.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию "новизна".
Признаки отличительной части формулы изобретения решают следующие функциональные задачи:
Признак "…в качестве текучей среды используют расплавленный легкоплавкий сплав…» обеспечивает возможность формирования режущей струи из материала с плотностью, большей плотности воды и не оказывающей деструктурирующего воздействия на обрабатываемый материал.
Признаки, указывающие, что «гидростатическое давление повышают перед формированием обрабатывающей струи», позволяют передать текучей среде скорость за счет насосных средств, аналогичных используемым при работе с жидкостью.
Признаки, указывающие, что «осуществляют охлаждение обрабатывающей струи упомянутого расплавленного сплава до его частичной кристаллизации», обеспечивают возможность формирования в режущей струе, после ее вылета из средства ее формирования, абразивных частиц, способствующих повышению обрабатывающего эффекта. При этом охлаждение является в первую очередь следствием резкого сброса давления в режущей струе, после ее вылета из сопла.
Признаки, указывающие, что «собирают частично кристаллизованный отработанный расплавленный сплав с частицами обработанной заготовки, переводят его в жидкую фазу, отделяют частицы обработанной заготовки от расплавленного сплава и подают последний на вход системы кругооборота текучей среды», обеспечивают кругооборот текучей среды.
Признаки, указывающие, что «в качестве легкоплавкого сплава используют тяжелый, химически малоактивный и нетоксичный сплав», обеспечивают возможность многократного (порядка восьмикратного) возрастания энергетической насыщенности режущей струи за счет повышения плотности обрабатывающего материала и позволяют реализовывать способ без дополнительного обеспечения сохранности материала (отсутствие его химических трансформаций) и защиты персонала и окружающей среды от вредного воздействия токсичных продуктов и выделений.
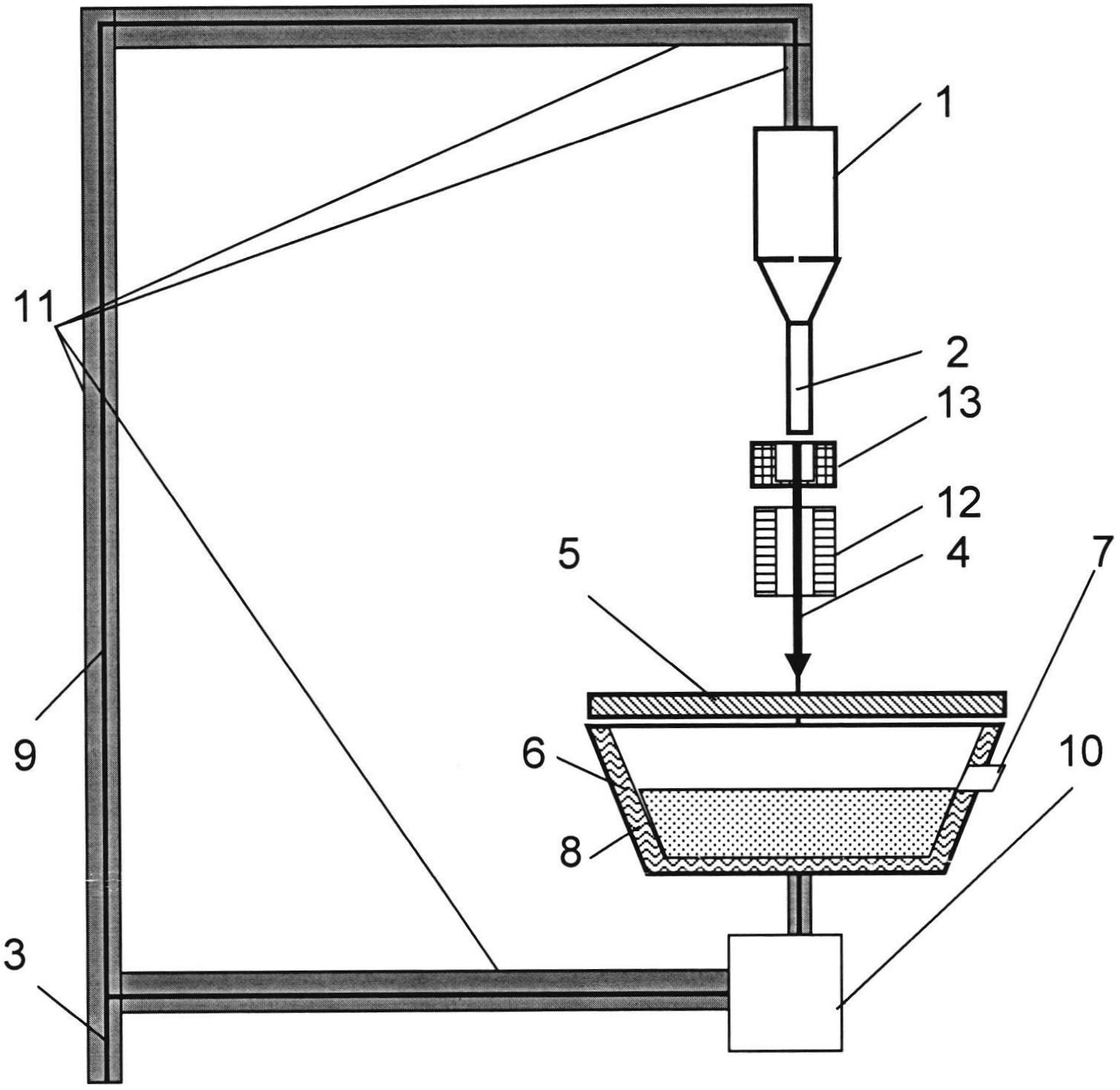
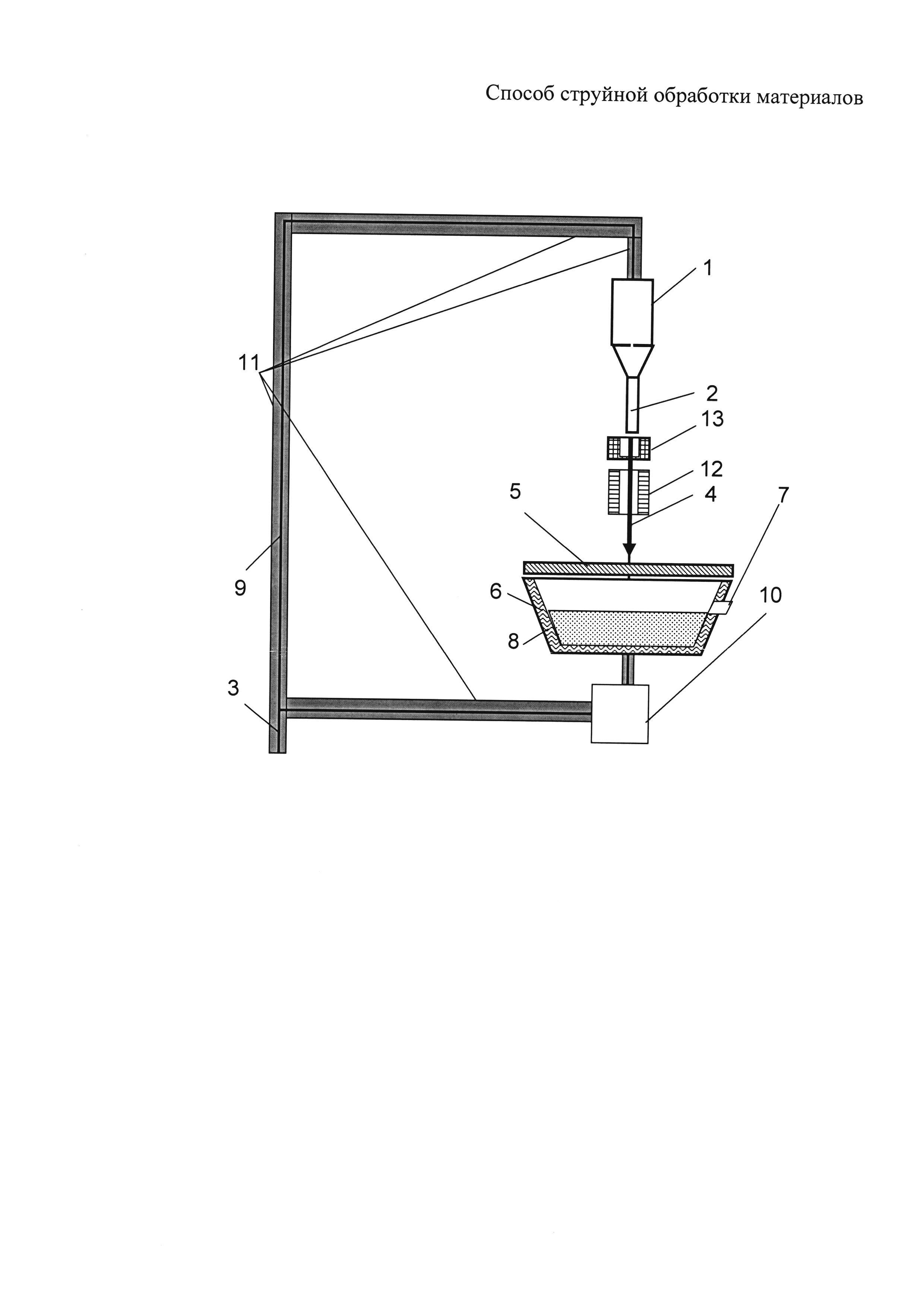
На фиг. 1 схематически показан возможный вариант выполнения устройства, обеспечивающего реализацию заявленного способа.
На чертежах показаны блок 1 повышения давления рабочей жидкости (насос высокого давления); его выходное струеформирующее сопло 2, сливной патрубок 3, струя 4 рабочей жидкости, заготовка 5, устанавливаемая над ловушкой 6, снабженной фильтрующим патрубком 7, нагреватель 8, трубопровод 9 возврата расплава в блок 1, перекачивающий насос 10, теплоизолирующий кожух 11, расплав 12, холодильная камера 13.
Устройство, с помощью которого осуществляется заявленный способ, содержит блок 1 повышения давления жидкой среды, холодильную камеру 13 для охлаждения жидкой среды до расчетной температуры, при которой среда еще остается в жидкой фазе, выходное сопло 2, на выходе из которого переохлажденная жидкая среда мгновенно превращается в твердую фазу, обеспечивающую эффективное резание и обработку заготовки 5, ловушку 6 среды и трубопровод 9 ее возврата в блок 1 повышения давления жидкой среды.
Между струеформирующим соплом 2 и ловушкой 6 может быть установлена холодильная камера 13 для охлаждения струи 4 рабочей жидкости (струи расплавленного металла). Когда охлаждающий эффект от резкого сброса давления в режущей струе 4, после ее вылета из сопла 2, вполне достаточен для частичной или полной кристаллизации расплава 12 или при достаточном удалении ловушки 6 от струеформирующего сопла 2 (когда продолжительность движения обрабатывающего материала к заготовке 5 достаточна для начала или реализации процесса кристаллизации рабочей жидкости), холодильная камера 13 может быть не нужна.
В качестве обрабатывающего материала используют легкоплавкий сплав, тяжелый, химически малоактивный и нетоксичный, например, сплавы с плотностью порядка 8,8 г/см3 - сплав Ньютона (состав - висмут 50%, свинец 31,2%, олово 18,8%, температура плавления 94°C), сплав Розе (состав - висмут 50%, свинец 25%, олово 25%, температура плавления 93°C), или Лихтенберга (состав - висмут 50%, свинец 30%, олово 20%, температура плавления 91°C). Если есть возможность изолирования рабочей зоны, то можно использовать сплавы с меньшей температурой плавления, например, сплав Вуда, сплав Липовица и т.п. с температурой плавления до 70°C.
Нагреватель 8 подбирают так, чтобы обеспечивалось оперативное расплавление частиц затвердевшего расплава легкоплавкого сплава (рабочей жидкости), попавшего в ловушку 6.
Диаметр сопла определяется следующими параметрами:
во-первых, и прежде всего, чем больше отверстие, тем шире поток через него и, следовательно, рез. Точность резания будет, как правило, изменяться обратно пропорционально диаметру отверстия. Как правило, при резке тонких материалов чем меньше отверстие, тем лучше точность и возможная деталь, тем меньше режущей среды используется на единицу длины реза;
во-вторых, чем больше отверстие, тем больше масса течения струйного потока и, следовательно, больше скорость резки. Таким образом, чем больше отверстие, тем лучше производительность резки и больше режущей среды используется на длину реза.
Баланс этих двух противоречивых требований преобладает над другими требованиями, которые могут оказывать влияние на величину диаметра отверстия.
В настоящем изобретении могут быть эффективно использованы диаметры сопла от 0,1 до 1 мм, но, как правило, желательно использовать диаметры от 0,2 до 0,5 мм.
Отверстие может быть образовано из сплавов твердых металлов, материалов, имеющих твердую поверхность, например карбидов вольфрама или кремния, керамических композиций, или кристаллических материалов, например сапфира или алмаза.
Расстояние от среза сопла до поверхности заготовки - важный параметр для качества реза. Хотя на качество реза, в частности на ширину и форму реза, значительное влияние будут оказывать расстояние от среза сопла до поверхности заготовки величиной до 25 мм, изобретение дает возможность обрабатывать резанием при расстояниях до 250-300 мм. Хотя струйная резка может быть использована для резки материалов толщиной до 250 мм, эта технология, как правило, требует "свободного зазора" между соплом и поверхностью заготовки величиной не более 25 мм.
Струйная резка в соответствии с изобретением может быть использована для резания любого из материалов, для которых такую технологию использовали прежде. Следует отметить, что материалы, которые трудно поддаются механической обработке, включая многие металлы и сплавы, например нержавеющие стали, никелевые сплавы, титан, керамику и стекла, материалы скальных пород, например мрамор, гранит и аналогичные материалы, и полимерные композиционные материалы и, в частности, армированные волокном слоистые полимерные материалы - все эффективно режутся с большой точностью в соответствии с настоящим изобретением.
Осуществление изобретения
Блок 1 повышения давления жидкости обеспечивает сжатие рабочей жидкости (расплавленного сплава) до значений 0,8-2,0 кбар. Рабочая жидкость беспрепятственно проходит через струеформирующее сопло 2, не оказывая абразивного воздействия на контактирующие с ней внутренние поверхности блока 1 и его выходного струеформирующего сопла 2, и выходит из него в виде тонкой струи, скорость которой может варьировать от 50 до 1500 метров в секунду (предпочтительно от 150 до 600 м/сек) на срезе сопла.
Струя 4 после выхода из струеформирующего сопла 2 мгновенно охлаждается, от резкого сброса давления в ней после вылета из сопла, а также и за счет пересечения охлаждаемой зоны при работе холодильной камеры 13 (если она используется). Это приводит к кристаллизации фаз при достижении температуры кристаллизации, по крайней мере, одного из компонентов сплавов, и в составе струи возникают твердые включения.
Струя 4, в составе которой сформировалась абразивная система твердых частиц, взаимодействуя с заготовкой 5, производит эффективное ее разрушение в зоне реза (в зоне контакта струи с заготовкой 5).
Отработанная рабочая жидкость, содержащая частицы затвердевшего расплава, попавшего в ловушку 6, доводится до температуры плавления этого сплава нагревателем 8, предпочтительно электрическим, выполненным в виде внутренней облицовки дна и стенок ловушки 6. При этом «опилки» заготовки 5 имеют, как правило, плотность, меньшую плотности рабочей жидкости, поэтому они всплывают в расплаве, после чего их убирают с поверхности расплава через фильтрующий патрубок 7. Если материал заготовки 5 имеет плотность, большую плотности рабочей жидкости, то приемное отверстие трубопровода 9 возврата расплава в блок 1 снабжают фильтрующей сеткой известной конструкции (на чертежах не показана).
Расплавленный легкоплавкий сплав (рабочая жидкость), оказавшийся в ловушке 6, отбирается из нее перекачивающим насосом 10 и по трубопроводу 9 возврата расплава возвращается в блок 1. Далее все повторяется.
Для снижения энергоемкости процесса резания трубопровод 9 возврата расплава снабжен теплоизолирующим кожухом 11, исключающим потерю тепла из-за его отвода в окружающее пространство.
Сливной патрубок 3 обеспечивает аварийный сброс рабочей жидкости при отказе нагревателя.
Заявленное предложение обеспечивает следующее:
- резание и обработка материалов обеспечивается возобновляемой рабочей средой - легкоплавким сплавом, которую не надо специально готовить и менять после выработки ресурса, что обеспечивает экологическую чистоту и экономичность заявленного предложения;
- в связи с тем что образование твердой фазы среды - кристаллов компонентов сплава происходит в момент увеличения объема жидкости после выхода из разгонного сопла, износ сопла минимален - в отличие от аналогов, в которых использование абразива приводит к быстрому износу сопла (в течение всего нескольких часов и даже минут);
- благодаря использованию абразивных частиц твердой фазы в рабочей жидкости имеет место эффективная обработка материала.
Способ приготовления питательной среды для учета сапрофитных гетеротрофных бактерий в морской воде
Композиция для приготовления теста для хлеба пшеничного "жемчужный"
Система коррекции траектории движения манипулятора
Арматура композитная
Установка для центробежного литья цилиндрических оболочек
Способ коррекции показателей мотивационно-энергетической и когнитивной сфер у лабораторных животных
Способ получения карты мощности антропогенных карбонатных отложений археологического памятника типа "раковинная куча"
Узел подготовки пульпы из золошлаковых отходов
Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота
Способ оценки формы измеренной поверхности
Способ оценки формы измеренной поверхности
Узел автоматического крепления съемного элемента

