Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ УПЛОТНЕНИЯ В ПОЛОСТИ ЗАМКА ШПУНТОВОЙ СВАИ
Вид РИД
Изобретение
Область, к которой относится изобретение
Изобретение, в общем, относится к способу и устройству для формирования уплотнения в полости замка шпунтовой сваи.
Уровень техники
Шпунтовые замки хорошо известны в уровне техники. Они позволяют образовывать соединение между шпунтовыми сваями путем продвижения или продевания продольной планки замка первого элемента шпунтовой сваи в продольную полость замка второго элемента шпунтовой сваи.
В таких соединениях шпунтовых свай всегда имеется некоторый функциональный люфт или зазор между соединяемыми элементами замка. Следовательно, в случае необходимости достижения герметичности шпунтовой стенки, шпунтовые замки обычно оснащают уплотнениями, герметизирующими люфт или зазор между соединяемыми частями замка.
Известны различные способы и устройства для формирования уплотнения непосредственно в полости замка шпунтовой сваи.
В соответствии со способом, раскрытым в документе DE 2722978, на нижнюю стенку полости замка под давлением укладывают уплотняющее вещество, имеющее пастообразную консистенцию. Пока этот слой материала остается в пластичном состоянии, его распределяют и придают ему форму посредством устройства типа скребка. Указанный «скребок» придает слою желаемую форму на стенках полости замка, до того как уплотняющее вещество затвердеет вследствие полимеризации.
В соответствии со способом, раскрытым в документе ЕР 0695832, уплотняющий материал вводят в полость замка посредством устройства, содержащего несколько выемок, проходящих в продольном направлении полости замка и соответствующих в своем поперечном сечении требуемому профилю уплотнения. Указанное устройство содержит сквозной поперечный канал, выходящий прямо в указанные выемки. Через этот поперечный канал уплотняющий материал поступает в выемки устройства, где он профилируется и принимает свою окончательную форму.
Согласно способу, раскрытому в документе DE 4345026, уплотнение формируют посредством устройства, содержащего центральную камеру подачи, оснащенную дорсальным входным каналом, сообщающимся с резервуаром или другим средством подачи уплотняющего состава. Указанная центральная камера подачи представляет собой пространство, образованное непосредственно в полости замка (то есть стенками полости замка), при этом она расположена в осевом направлении между передним направляющим блоком устройства, имеющим поперечное сечение, которое, по существу, идентично полости замка, для направления устройства в последней и задней формообразующей оправкой устройства для придания формы уплотняющему материалу на выходе из центральной камеры подачи. Поперечное сечение формообразующей оправки совместно со стенками полости замка определяет конечный профиль уплотнения. Для этого оправка имеет несколько проходящих в продольном направлении выемок, сообщающихся в аксиальном направлении с центральной камерой подачи. В ходе осуществления данного способа уплотняющий материал вводят в центральную камеру подачи, так что он всегда полностью заполняет полость замка между передним направляющим блоком и задней оправкой. Устройство в продольном направлении перемещают в полости замка. Уплотняющий материал течет в осевом направлении из центральной камеры подачи вдоль оправки и через ее выемки, благодаря чему уплотнение принимает свою окончательную форму.
Вышеописанные известные способы, в своем большинстве, позволяют формировать уплотнения шпунтовых свай с относительно простыми профилями. Однако, при попытке изготовления уплотнений шпунтовых свай с более сложными профилями, например, уплотнений шпунтовых свай, имеющих проходящие в продольном направлении уплотнительные кромки различных поперечных сечений, которые должны иметь точные размеры и расположение внутри полости замка, результат, достигаемый посредством известных способов, является не очень удовлетворительным. Действительно, при использовании известных способов, такие уплотнительные кромки часто оказываются либо не до конца сформированными, либо деформированными из-за наплывов, возникающих на выходе устройства, придающего форму уплотнению.
Таким образом, задача изобретения заключается в том, чтобы предложить способ формирования уплотнения в полости замка шпунтовой сваи, позволяющий получить уплотнения шпунтовой сваи с профилями, имеющими более точные размеры и более сложную форму по сравнению с профилями уплотнений, получаемых вышеупомянутыми известными способами. Еще одна задача изобретения состоит в том, чтобы предложить устройство для осуществления такого способа, которое является прочным и простым в эксплуатации.
Раскрытие изобретения
Изобретением предложен способ формирования уплотнения в полости замка шпунтовой сваи, включающий в себя этапы, на которых:
вводят устройство формирования уплотнения в указанную полость замка, причем указанное устройство содержит блок формования уплотнения с проходящими продольно выемками, обращенными по меньшей мере к одной стенке полости замка для придания формы указанному уплотнению, и распределительную камеру, сообщающуюся с указанными выемками;
вводят уплотняющий материал в указанную распределительную камеру, из которой он в осевом направлении поступает в указанные выемки, заполняя их; и
перемещают указанное устройство в продольном направлении в полости замка, придавая в ходе указанного перемещения форму уплотняющему материалу посредством указанного блока формования уплотнения с получением окончательной формы указанного уплотнения.
В соответствии с одним из аспектов изобретения, распределительная камера представляет собой закрытую камеру внутри указанного устройства (т.е. распределительная камера не сообщается напрямую с полостью замка), которая отстоит от указанных продольных выемок (т.е. продольные выемки не сообщаются непосредственно с распределительной камерой); при этом указанное устройство содержит по меньшей мере два распределительных канала, соединяющих параллельно указанную распределительную камеру с указанными выемками, причем указанные параллельные распределительные каналы точно отрегулированы для распределения потока уплотняющего материала между указанными выемками.
Следует отметить, что путем точного регулирования перепада давления в указанных распределительных каналах (то есть за счет того, что распределительные каналы имеют разные поперечные сечения и/или в распределительные каналы помещены дросселирующие средства), поток уплотняющего материала может быть точно распределен между указанными выемками, придающими форму уплотнению. Таким образом, удается избежать ситуации, когда в выемки, придающие форму уплотнению, подается либо слишком мало, либо слишком много уплотняющего материала. Недостаточный поток материала приведет к тому, что выемка на своем выходном конце будет не полностью заполнена уплотняющим материалом и, следовательно, полученная уплотнительная кромка окажется не полностью сформированной. Избыточный поток уплотняющего материала приведет к образованию наплывов материла на выходе выемки, что приведет к деформации полученной уплотнительной кромки. За счет использования параллельных распределительных каналов, отрегулированных для распределения потока уплотняющего материала между выемками, предложенный способ позволяет устранить вышеуказанные недостатки и получить более точный профиль уплотнения по сравнению с упомянутыми известными способами. Это в особенности относится к случаю, когда выемки, придающие форму уплотнению (или, другими словами, уплотнительные кромки, которые должны быть сформированы), имеют неодинаковые поперечные сечения и/или асимметрично расположены в полости замка.
Следует также отметить, что устройство, применяемое для осуществления предложенного способа, является особенно прочным по сравнению с устройством, раскрытым, например, в документе ЕР 0695832. Действительно, в блоке формования уплотнения предложенного устройства, прочность которого в любом случае снижена за счет наличия проходящих продольно выемок, не будет иметь место дополнительное снижение прочности, обусловленное наличием трактов подачи.
Предпочтительно, распределительная камера расположена в осевом направлении в передней части устройства формирования уплотнения, то есть распределительная камера находится впереди устройства формирования уплотнения, когда устройство перемещают в продольном направлении в полости замка. В указанном варианте осуществления, распределительные каналы, имеющее меньшее по сравнению с выемками поперечное сечение, могут являться осевым продолжением выемок в распределительную камеру. Следует отметить, что указанная конфигурация позволяет получить очень простое и прочное, но, тем не менее, высокоэффективное устройство для осуществления предложенного способа.
В предпочтительном варианте осуществления, каждый из распределительных каналов образует выходное отверстие на концевом участке одной из указанных выемок, причем поперечное сечение указанного выходного отверстия меньше поперечного сечения указанной выемки. Предполагается, что в указанном варианте осуществления достигается наибольшее качество уплотнения по сравнению с другими вариантами, поскольку: (i) нить уплотняющего материала, проникающая в осевом направлении в выемки через наименьшее выходное отверстие, может расширяться в выемке перед тем, как примет свою окончательную форму, и (ii) повышается относительная скорость между нитью, выходящей из распределительного канала и блоком формования уплотнения.
Блок формования уплотнения, предпочтительно, содержит первую переднюю поверхность, с которой сообщаются указанные выемки, и вторую переднюю поверхность, с которой сообщается распределительная камера. При этом указанное устройство содержит блок подачи, имеющий переднюю поверхность, в которую выходит тракт подачи уплотняющего материала. Указанный блок формования уплотнения своей второй передней поверхностью соединен с возможностью отсоединения с указанной передней поверхностью указанного блока подачи так, что указанная распределительная камера закрыта по своей периферии и указанный тракт подачи уплотняющего материала выходит в указанную распределительную камеру. В таком устройстве распределительные каналы и распределительная камера могут быть легко очищены путем простого отсоединения блока формования уплотнения от блока подачи. Кроме того, изношенный или поврежденный блок формования уплотнения может быть легко заменен.
Для формирования отдельных уплотнительных кромок, по меньшей мере две выемки отделены друг от друга опорной поверхностью, проходящей в продольном направлении и обращенной непосредственно к стенке полости замка.
Регулируемые распределительные каналы могут представлять собой просто высверленные отверстия разного диаметра, проходящие в продольном направлении через блок формования уплотнения.
Блок формования уплотнения имеет, в норме, такое поперечное сечение, что оно, если не принимать во внимание наличие выемок, по существу, совпадает с поперечным сечением полости замка. Однако, если уплотнение нужно сформировать только на некоторых участках стенки полости замка, блок формования уплотнения может также иметь поперечное сечение, которое намного меньше поперечного сечения полости замка, то есть поперечное сечение блока формирования уплотнения необязательно соответствует поперечному сечению полости замка.
Согласно предпочтительному варианту осуществления, устройство, применяемое в предложенном способе, включает в себя закругленную (более предпочтительно, выпукло-цилиндрическую) направляющую поверхность, расположенную в передней части указанного блока формования уплотнения, причем указанная направляющая поверхность прижата к закругленному (наиболее предпочтительно, вогнуто-цилиндрическому) углу полости замка, когда указанное устройство перемещают в продольном направлении в полости замка. Следует отметить, что указанное решение, в соответствии с которым устройство направляют в закругленном угле полости замка, является относительно нечувствительным к дефектам проката в полости замка и к относительно существенным погрешностям размеров и/или геометрии полости замка.
Уплотняющий материал при его вводе в устройство обычно представляет собой пастообразную массу, которая затвердевает в полости замка.
В предпочтительном варианте осуществления способа, который наиболее подходит для формирования уплотнительных кромок в полости замка шпунтового замка типа «Ларсен», блок формования уплотнения содержит: три проходящие в продольном направлении выемки, имеющие, по существу, треугольные поперечные сечения разных размеров, причем для каждой из указанных выемок предусмотрено просверленное отверстие, являющееся продолжением в осевом направлении соответствующей выемки и соединяющее последнюю с распределительной камерой; при этом указанные параллельные высверленные отверстия имеют различные диаметры и/или содержат дросселирующее средство для распределения потока уплотняющего материала между выемками, в зависимости от размера поперечного сечения каждой выемки.
Изобретением также предложено устройство для осуществления вышеописанного способа.
Краткое описание чертежей
Вышеуказанные и другие признаки, аспекты и преимущества изобретения станут более понятны из нижеследующего описания примера осуществления изобретения, приведенного со ссылкой на приложенные чертежи, на которых:
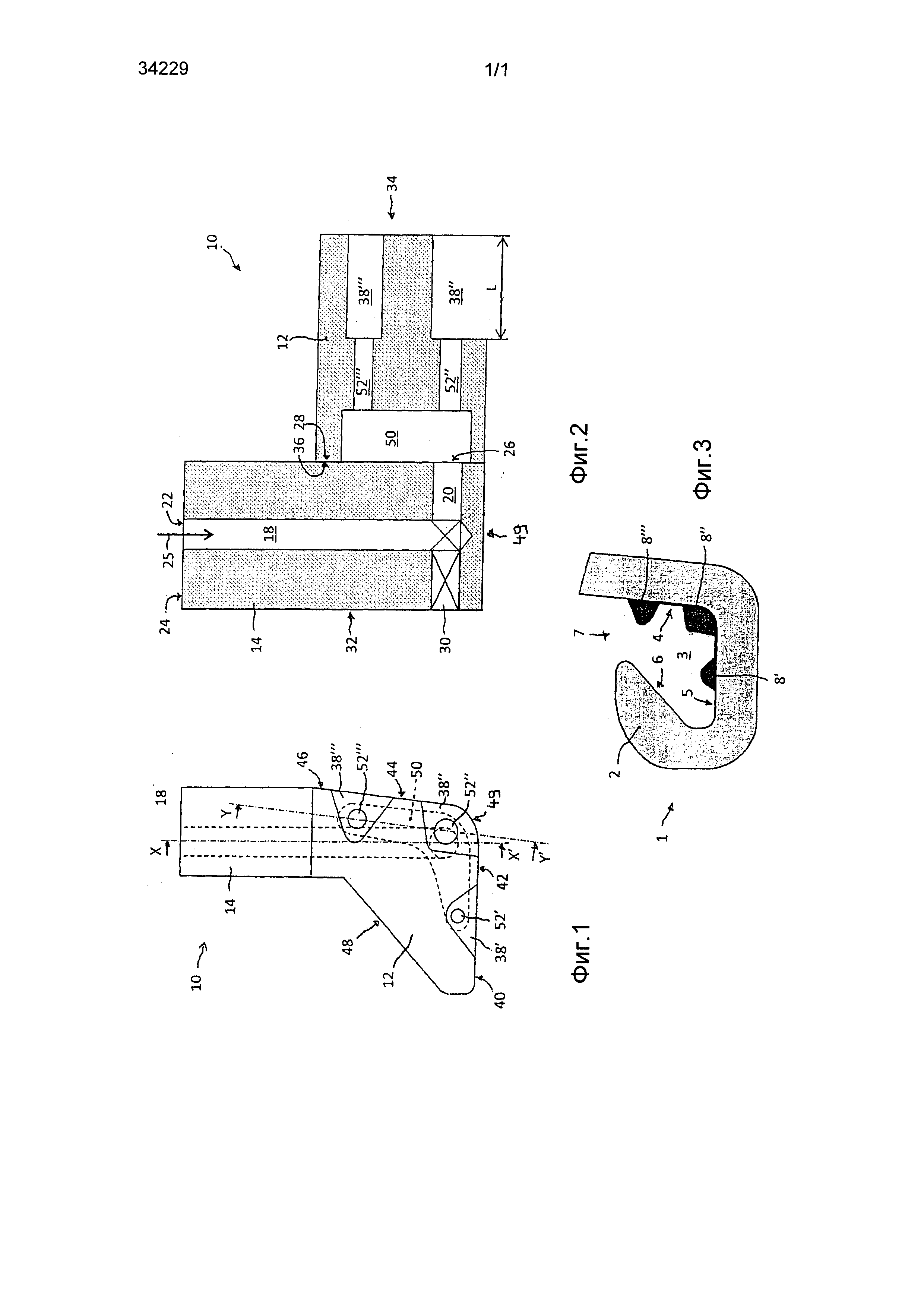
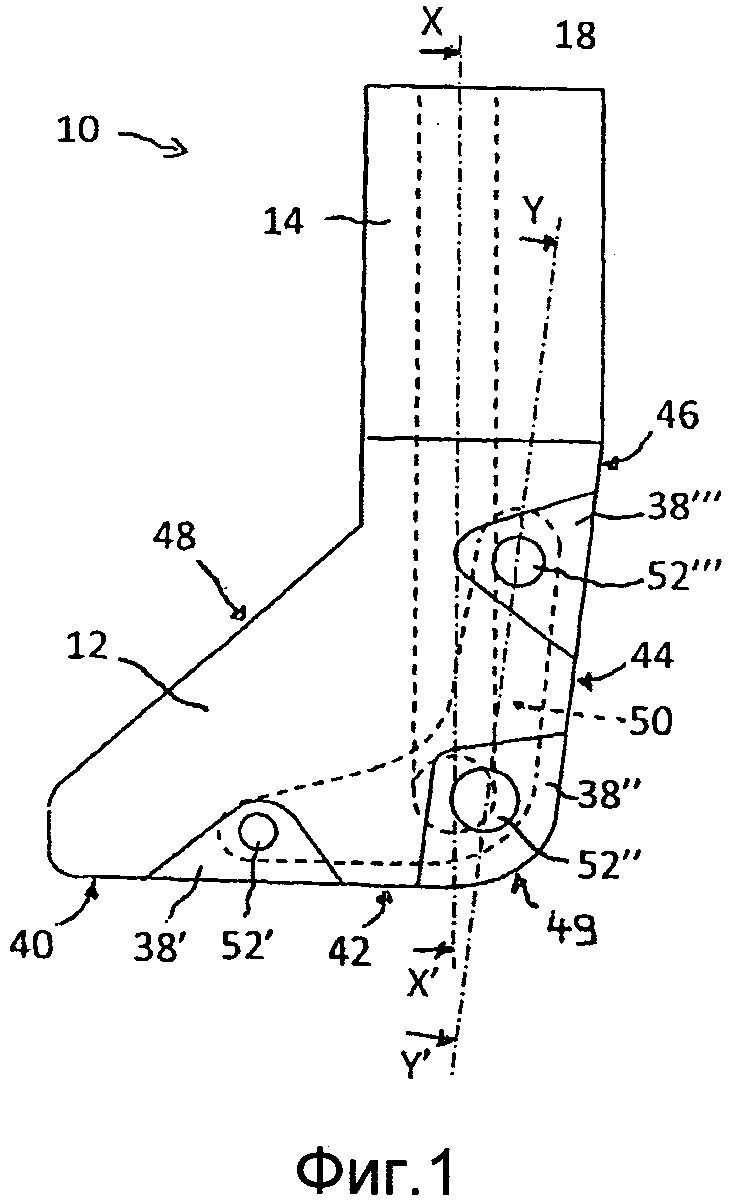
на фиг. 1 показан упрощенный вертикальный разрез предложенного устройства для формирования уплотнения шпунтовой сваи;
на фиг. 2 показано упрощенное поперечное сечение в двух плоскостях устройства с фиг. 1, при этом плоскость сечения для элемента 14 показана на фиг. 1 пунктирной линией Х-Х′, а плоскость сечения для элемента 12 показана пунктирной линией Υ-Υ′; и
на фиг. 3 показано поперечное сечение замка типа ′′Ларсен′′ шпунтовой сваи, в полости которого сформировано уплотнение в соответствии с изобретением; следует отметить, что масштаб фиг. 3 отличается от масштаба фиг. 1 и фиг. 2.
Осуществление изобретения
На фиг. 3 в качестве примера показан типичный шпунтовой замок, так называемый замок 1 типа «Ларсен». Такой шпунтовой замок 1 проходит обычно вдоль продольного края (например, Z-образной, U-образной или плоской шпунтовой сваи), или прикреплен к так называемому промежуточному несущему элементу (двутавровому или трубчатому шпунту), или является частью отдельной соединительной секции шпунтовой сваи. Такой шпунтовой замок 1 применяется для присоединения к другому элементу шпунтового соединения, имеющему шпунтовой замок ответной формы. Он включает в себя зацепляющую планку 2 и полость 3 замка. Полость 3 замка ограничена задней стенкой 4, нижней стенкой 5 и наклонной внутренней поверхностью 6 зацепляющей планки 2. Зацепляющая планка 2 с задней стенкой 4 образует так называемый захват 7 замка, обеспечивающий доступ в полость замка 3. В полости замка 3 имеется уплотнение 8, состоящее в данном примере, из трех уплотнительных кромок 8′, 8′′ и 8′′′, проходящих продольно через полость 3 замка. Первая уплотнительная кромка 8′ расположена на нижней стенке 5, вторая уплотнительная кромка 8′′ - в вогнуто-закругленном угле между задней стенкой 4 и нижней стенкой 5, а третья уплотнительная кромка 8′′′ - на задней стенке 4 полости 3 замка. Следует отметить, что три указанные уплотнительные кромки 8′, 8′′ и 8′′′ имеют разные поперечные сечения, разнесены относительно друг друга в боковом направлении, а высоты уплотнительных кромок 8′′ и 8′′′ являются относительно существенными. Такой профиль уплотнения было бы сложно, если вообще возможно, получить, применяя известные из уровня техники способы.
На фиг. 1 и 2 показан предпочтительный вариант устройства 10 для осуществления, в соответствии с настоящим изобретением, способа формирования такого уплотнения в полости 3 замка шпунтового замка. Указанное устройство 10, по существу, содержит блок 12 формования уплотнения и блок 14 подачи уплотняющего материала (как показано на фиг. 2). Как видно из разреза, показанного на фиг. 1, поперечное сечение нижней части устройства 10 в целом соответствует поперечному сечению полости замка, например, в данном случае полости 3 замка 1 типа «Ларсен», показанной на фиг. 3. Указанная нижняя часть устройства 10 имеет такие размеры, что она может быть вставлена в полость 3 замка шпунтового замка 1 с возможностью продольного перемещения в последней. Верхняя часть устройства 10 выходит, таким образом, через захват 7 замка наружу из полости 3 замка.
Как показано на фиг. 2, блок 14 подачи, по существу, содержит тракт подачи уплотняющего материала, образованный каналом 18, проходящим поперечно продольной оси полости 3 замка, когда устройство находится в полости 3 замка, и каналом 20, который параллелен указанной продольной оси. Канал 18 образует входное отверстие 22 на верхней поверхности 24 модуля 14 подачи. Это входное отверстие 22 может быть соединено с трубопроводом (не показан) или контейнером (не показан) для подачи уплотняющего материала в виде пастообразной массы в устройство 10 (как показано стрелкой 25). Предпочтительным уплотняющим материалом является, например, MS-полимер (силил-модифицированный полимер). Канал 20 образует первое выходное отверстие 26 в первой передней поверхности 28 блока 14 подачи, с которой соединен с возможностью отсоединения блок 12 формования уплотнения. Номером позиции 30 обозначена заглушка, закрывающая второе выходное отверстие канала 20 в противоположной второй передней поверхности 32 блока 14 подачи.
Блок 12 формования уплотнения, в общем, представляет собой элемент, имеющий, между первой передней поверхностью 34 и второй передней поверхностью 36, поперечное сечение, которое, по существу, соответствует поперечному сечению полости 3 замка. С первой передней поверхностью 34 сообщаются три проходящие в продольном направлении выемки 38′, 38′′, 38′′′, имеющие, по существу, треугольные поперечные сечения с закругленными верхними углами (как показано на фиг. 1). Указанные выемки имеют вдоль продольного направления полости 3 замка длину L, равную всего нескольким сантиметрам. Когда устройство 10 размещено в полости 3 замка, выемки 38′, 38′′, 38′′′ обращены к стене полости замка по своей длине L. В частности: в полости 3 замка, выемка 38′ обращена к нижней стенке 5, выемка 38′′ обращена к задней стенке, а выемка 38′′′ - к вогнутому углу, образуемому задней стенкой 4 и нижней стенкой 5 полости 3 замка.
На фиг. 1 номерами позиций 40, 42 обозначены две опорные поверхности блока 12 формования уплотнения, обращенные к нижней стенке 5, а номерами позиций 44, 46 обозначены опорные поверхности блока формования уплотнения, обращенные к задней стенке 4 полости 3 замка. В данном случае передняя сторона 48 модуля 12 формования уплотнения не имеет выемок. В полости 3 замка типа «Ларсен», показанной на фиг. 3, указанная передняя поверхность 48 обращена к наклонной внутренней поверхности зацепляющей планки 2. Устройство также содержит закругленную (в частности выпукло-цилиндрическую) направляющую поверхность 49, расположенную в передней части блока 12 формования уплотнения, например, на блоке 14 подачи материала. Когда устройство перемещают в продольном направлении в полости 3 замка, указанная направляющая поверхность 49 прижата к закругленному (в частности, вогнуто-цилиндрическому) углу полости 3 замка, образованному двумя соседними стенками 4 и 5 полости 3 замка, и направлена к захвату 7 замка. Следует принимать во внимание, что посредством указанного решения, в соответствии с которым устройство 10, по существу, направляют в указанном закругленном угле полости 3 замка, обеспечивается относительная нечувствительность к дефектам прокатки в полости 3 замка, а также к относительно существенным погрешностям размеров и/или геометрии полости замка. Когда блок 12 формования прижат своей закругленной направляющей поверхностью 49 к закругленному углу полости 3 замка, между продольной передней стороной 48 блока 12 формования и внутренней поверхностью 6 зацепляющей планки 2 остается зазор в несколько миллиметров. Следует заметить, что нижняя часть устройства 10 может даже иметь поперечное сечение намного меньшее, чем поперечное сечение полости 3 замка, и, таким образом, не совпадающее с сечением последней.
Со второй передней поверхностью 36 блока 12 формования уплотнения сообщается распределительная камера 50. Блок 12 формования уплотнения соединен своей второй передней поверхностью, посредством винтов (не показаны), с передней поверхностью 28 блока 14 подачи, так что распределительная камера 50 закрыта по своей периферии уплотняющей поверхностью на блоке 14 подачи, а выходное отверстие 26 канала 20 выходит в распределительную камеру 50. Альтернативно, могут применять блок 12 формования уплотнения, имеющий конструкцию, симметричную вышеописанной, который может быть закреплен на противоположной поверхности блока 14 подачи, при этом заглушка 30 будет закрывать выходное отверстие 26 канала 20. Таким образом, устройство 10 могут перемещать вдоль полости 3 замка в противоположном направлении.
Для каждой из трех выемок 38′, 38′′, 38′′′ модуль 12 формования уплотнения имеет отдельный канал распределения уплотняющего материала, выполненный в данном случае в виде высверленного отверстия 52′, 52′′, 52′′′, расположенного в виде осевого продолжения соответствующей выемки 38′, 38′′, 38′′′ и соединяющий последнюю с распределительной камерой 50. Как лучше всего видно на фиг. 1, каждое из высверленных отверстий 52′, 52′′, 52′′′ образует выходное отверстие, ведущее в концевой участок одной из выемок 38′, 38′′, 38′′′, причем указанное выходное отверстие имеет меньшее поперечное сечение, чем соответствующая выемка.
Следует отметить, что путем обеспечения разных диаметров (т.е. разных поперечных сечений) для распределительных каналов 52′, 52′′, 52′′′ возможно отрегулировать падение давления в каждом распределительном канале 52′, 52′′, 52′′′ для распределения потока уплотняющего материала между тремя указанными выемками 38′, 38′′, 38′′′. На фиг. 1 распределительный канал 52′ имеет, например, наименьший диаметр (то есть вызывает наибольшее падение давления), поскольку соответствующая выемка 38′ имеет наименьшее поперечное сечение (т.е. наименьший линейный размер) и требует, соответственно, наименьшего потока уплотняющего материала. Распределительный канал 52′′ имеет, например, наибольший диаметр (то есть вызывает наименьшее падение давления), поскольку выемка 38′′ имеет наибольшее поперечное сечение (т.е. наибольший линейный размер), и поток уплотняющего материала в эту выемку 38′′ должен, соответственно, быть больше, чем поток уплотняющего материла в две другие выемки 38′, 38′′′.
Вместо того чтобы иметь постоянное поперечное сечение по всей длине, распределительные каналы 52′, 52′′ и/или 52′′′ могут быть также выполнены в виде ступенчатого канала, содержащего поперечное сечение выходного отверстия большее, чем поперечное сечение входного отверстия, или наоборот. Кроме того, любой из распределительных каналов 52′, 52′′ и/или 52′′′ может иметь большее, чем необходимо, поперечное сечение для ограничения потока уплотняющего материала до желаемой величины. Дополнительное падение давления для надлежащего распределения потока уплотняющего материала между выемками 38′, 38′′, 38′′′ может в данном случае быть получено путем применения дросселя, вставляемого (например, ввинчиваемого) в распределительный канал 52′, 52′′, 52′′′. Наконец, выходное отверстие распределительного канала 52′, 52′′ и/или 52′′′ может не обязательно быть круглым. Оно может быть, например, овальным или иметь форму, которая наиболее соответствует сечению выемки. Таким образом, в устройстве 10, показанном на фиг. 1, каждое из выходных отверстий распределительных каналов 52′, 52′′, 52′′′ может иметь форму, например, треугольника.
Как можно видеть на фиг. 1, распределительная камера 50 имеет поперечное сечение, по существу, в форме буквы «L», ветви которой имеют одинаковую длину, при этом отверстия расточенных отверстий 52′, 52′′, 52′′′ в распределительной камере 50 расположены на каждом конце ветвей буквы L и на пересечении двух ветвей буквы L. Выходное отверстие 26 канала 20 выходит в распределительную камеру 50 также на пересечении двух ветвей буквы L, по существу, напротив отверстия распределительного канала 52′′.
Для формирования уплотнения 8 в полости 3 замка полость замка предпочтительно очищают и покрывают грунтовочным слоем. Затем нижнюю часть устройства 10 с блоком 12 формования уплотнения вводят в полость 3 замка, при этом верхняя часть устройства 10 выходит через захват 7 замка из полости 3 замка. Пастообразный уплотняющий материал выжимают, например, с применением насоса, через тракт 18, 20 подачи уплотняющего материала во внутреннюю распределительную камеру 50. Из распределительной камеры 50 уплотняющий материал протекает через распределительные каналы 52′, 52′′, 52′′′ в осевом направлении в выемки 38′, 38′′, 38′′′.
Уплотнение формируют путем перемещения устройства 10 с блоком 14 подачи первоначально вдоль полости замка 3, при этом блок 12 формования уплотнения прижат своими опорными поверхностями 40, 42 к нижней стенке 5, а своими опорными поверхностями 44, 46 - к задней стенке 4 полости 3 замка. Пастообразный уплотняющий материал течет в осевом направлении через выемки 38′, 38′′, 38′′′. Указанные выемки 38′, 38′′, 38′′′ формируют уплотнительные кромки 8′, 8′′, 8′′′ на нижней стенке 5 и задней стенке 4 полости 3 замка, так что уплотнение 8 принимает свою окончательную форму на выходе выемок 38′, 38′′, 38′′′, то есть за перемещающимся блоком 12 формования уплотнения. Скорость, с которой блок 12 формования уплотнения перемещают через полость 3 замка, и давление, под которым уплотняющий материал выжимают в канал 18, 20 подачи, являются технологическими параметрами, которые могут быть оптимизированы на этапе тестирования, так чтобы уплотняющий материал полностью заполнял выходное сечение каждой из выемок 38′, 38′′, 38′′′, без образования наплывов в этом выходном сечении. Путем регулирования падения давления в каждом распределительном канале 52′, 52′′, 52′′′, как описано выше, становится возможным точное распределение потока уплотняющего материала между выемками 38′, 38′′, 38′′′ в зависимости от линейного размера каждой выемки. Это гарантирует, что уплотнительные кромки 8′, 8′′, 8′′′ будут надлежащим образом сформированы в полости 3 замка.
Следует также отметить, что предложенное устройство является очень прочным и, следовательно, особенно подходит для использования в полостях замка шпунтовых свай, в которых стенки 4, 5, 6 в большинстве случаев имеют относительно неровную поверхность. Кроме того, благодаря тому что блок 12 формования уплотнения может быть легко демонтирован, появляется возможность простым способом очищать распределительную камеру 50, распределительные каналы 52′, 52′′, 52′′′ и выемки 38′, 38′′, 38′′′, а при износе опорных поверхностей 40, 42, 44, 46 просто заменить блок 12 формования уплотнения.
Несмотря на то что выше изобретение было описано на примере полостей замка типа «Ларсен», специалист может легко адаптировать предложенное устройство к другим формам полостей замка. Кроме того, способ и устройство в соответствии с изобретением позволяют формировать уплотнения с количеством уплотняющих кромок большим или меньшим трех, причем некоторые или все из этих кромок могут иметь общее основание (то есть две следующие друг за другом выемки устройства в этом случае разделены не опорной поверхностью, которая контактирует со стенкой полости замка или по меньшей мере расположена очень близко к ней, но поверхностью, которая отстоит от стенки полости замка, когда блок формования уплотнения перемещают в продольном направлении через полость замка).
Перечень номеров позиций
1 - замок типа «Ларсен»
2 - зацепляющая планка
3 - полость замка
4 - задняя стенка
5 - нижняя стенка
6 - внутренняя поверхность элемента 2
7 - захват замка
8 - уплотнение, образованное элементами 8′, 8′′, 8′′′
8′ - первая уплотняющая кромка
8′′ - вторая уплотняющая кромка
8′′′ - третья уплотняющая кромка
10 - устройство
12 - блок формования уплотнения
14 - блок подачи материала
18 - канал тракта подачи
20 - канал тракта подачи
22 - входное отверстие элемента 18
24 - верхняя поверхность элемента 14
25 - стрелка
26 - первое выходное отверстие элемента 20
28 - первая передняя поверхность элемента 14
30 - заглушка в элементе 20
32 - вторая передняя поверхность элемента 14
34 - первая передняя поверхность элемента 12
36 - вторая передняя поверхность элемента 12
38′ - выемка в элементе 12, обращенная к элементу 5
38′′ - выемка в элементе 12, обращенная к углу, образованному элементами 4, 5
38′′′ - выемка в элементе 12, обращенная к элементу 4
40 - опорная поверхность на элементе 12
42 - опорная поверхность на элементе 12
44 - опорная поверхность на элементе 12
46 - опорная поверхность на элементе 12
48 - продольная передняя сторона элемента 12
49 - направляющая поверхность
50 - распределительная камера
52′ - распределительный канал/высверленное отверстие
52′′ - распределительный канал/высверленное отверстие
52′′′ - распределительный канал/высверленное отверстие
Способ изготовления штампованных деталей с покрытием и детали, полученные таким способом
Смесь полимеров, имеющая предел текучести, и ее использование для получения металлополимерных композиционных материалов
Способ горячей прокатки шпунтовых свай с z-образным профилем

