Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ
Вид РИД
Изобретение
Область техники
Изобретение относится к области пайки и, в частности, к способу изготовления отдельных секций камер жидкостных ракетных двигателей (ЖРД), которые могут применяться в авиации и в энергетическом машиностроении.
Предшествующий уровень техники
Двухслойные паяные конструкции, например секции камер сгорания ЖРД, состоят из стальной наружной и внутренней оребренной оболочек, при этом внутренняя оболочка выполнена из меди или медных сплавов. Соединение указанных оболочек осуществляется диффузионной пайкой с использованием гальванического медно-серебряного припоя, который наносится на стенку из медного сплава (см. авт. свид. СССР №1830318, МПК B23K 1/00, 1993).
Согласно этому способу диффузионной пайки изделий гальваническим серебром, выполняют сборку паяемых деталей под пайку с образованием полости между ними, герметизацию полости посредством сварки, размещение припоя, нагрев до температуры пайки с одновременным созданием давления защитного газа в печи и вакуумирование полости между стенками паяемых деталей. Нагревают до температуры пайки и охлаждают. Данное техническое решение принимаем в качестве аналога.
Недостаток данного аналога состоит в том, что нанесение гальванического припоя процесс трудоемкий, требует тщательной подготовки поверхности под покрытие, приборов для измерения толщины нанесенного покрытия, постоянного контроля состава электролита.
Известно также применение припоя при соединении указанных оболочек в виде фольги (см. Г.Г. Гахун «Конструирование и проектирование жидкостных ракетных двигателей, М., Маш., стр. 111, 1989 г.).
Например, из патента РФ №2454305 (прототип) известен способ изготовления сопла камеры сгорания ЖРД, содержащего наружную и внутреннюю оребренную оболочки, которые выполнены из стали. Способ включает сборку оболочек с образованием между ними межреберной полости, при этом располагают между стенками оболочек ленты припоя (марка припоя не указана). Собранное сопло паяют в вакуумно-компрессионной печи. При пайке излишний припой втягивается в щели (ловушек), выполненных в технологическом припуске. После пайки припуск срезают.
В описании этого изобретения не приведен способ крепления ленты припоя к паяемым оболочкам.
Использование ленточного (листового) припоя в прототипе позволяет упростить пайку двухслойных конструкций. Кроме того, это техническое решение применимо только при пайке стальных конструкций.
При рассмотрении вопроса о переходе с гальванического медно-серебряного припоя на листовой припой при пайке сборочных единиц ЖРД одной из основных является проблема крепления листового припоя к паяемым деталям. Связано это с тем, что гальванический припой наносится на стенку из медного сплава, а широко применяемый способ крепления листового припоя с помощью точечной электросварки (ТЭС) используется исключительно для деталей, выполненных из стали или никелевого сплава. При переходе с гальванического припоя на листовой закрепить припой на стенке из медного сплава с помощью ТЭС невозможно из-за высокой теплопроводности меди, в несколько раз превышающей теплопроводность сталей и никелевых сплавов.
Задачей настоящего изобретения является создание способа изготовления двухслойных паяных конструкций, позволяющий осуществить крепление листового припоя на вершинах ребер медной оболочки, исключить излишки припоя и упростить технологию пайки.
Эта задача достигается тем, что в способе изготовления двухслойных паяных конструкций, состоящих из внешней силовой оболочки, выполненной из стали или сплава на никелевой основе, и внутренней оребренной оболочки, выполненной из меди или сплава на основе меди, включающий сборку конструкции с размещением листового припоя на одной из паяемых оболочек, нагрев и пайку конструкции, при этом пластины припоя размещают на вершинах ребер внутренней оболочки, причем перед размещением указанных пластин производят гальваническое покрытие внешней оребренной поверхности внутренней оболочки слоем металла, теплопроводность которого меньше в несколько раз теплопроводности меди или медных сплавов, толщиной, предотвращающей рассеивание тепла в месте выполнения крепления пластин, которое осуществляют точечной электросваркой.
Другими отличиями являются:
- в качестве металла с низкой теплопроводностью используют никель;
- пайку производят в вакууме при температуре 1010°C, а в печи создается давление аргона 0,5 МПа;
- толщина никелевого покрытия, наносимого на внешнюю поверхность внутренней оболочки, составляет 30…45 мкм;
- в качестве припоя используют ПМ17, содержащий, мас. %: Ni - 14, Mn - 17, Sn - 6, остальное - Cu.
Технический результат состоит в том, что наличие никелевого покрытия на вершинах ребер внутренней медной оболочки позволяет надежно закрепить полоски листового припоя на указанных ребрах и тем самым упростить технологию пайки.
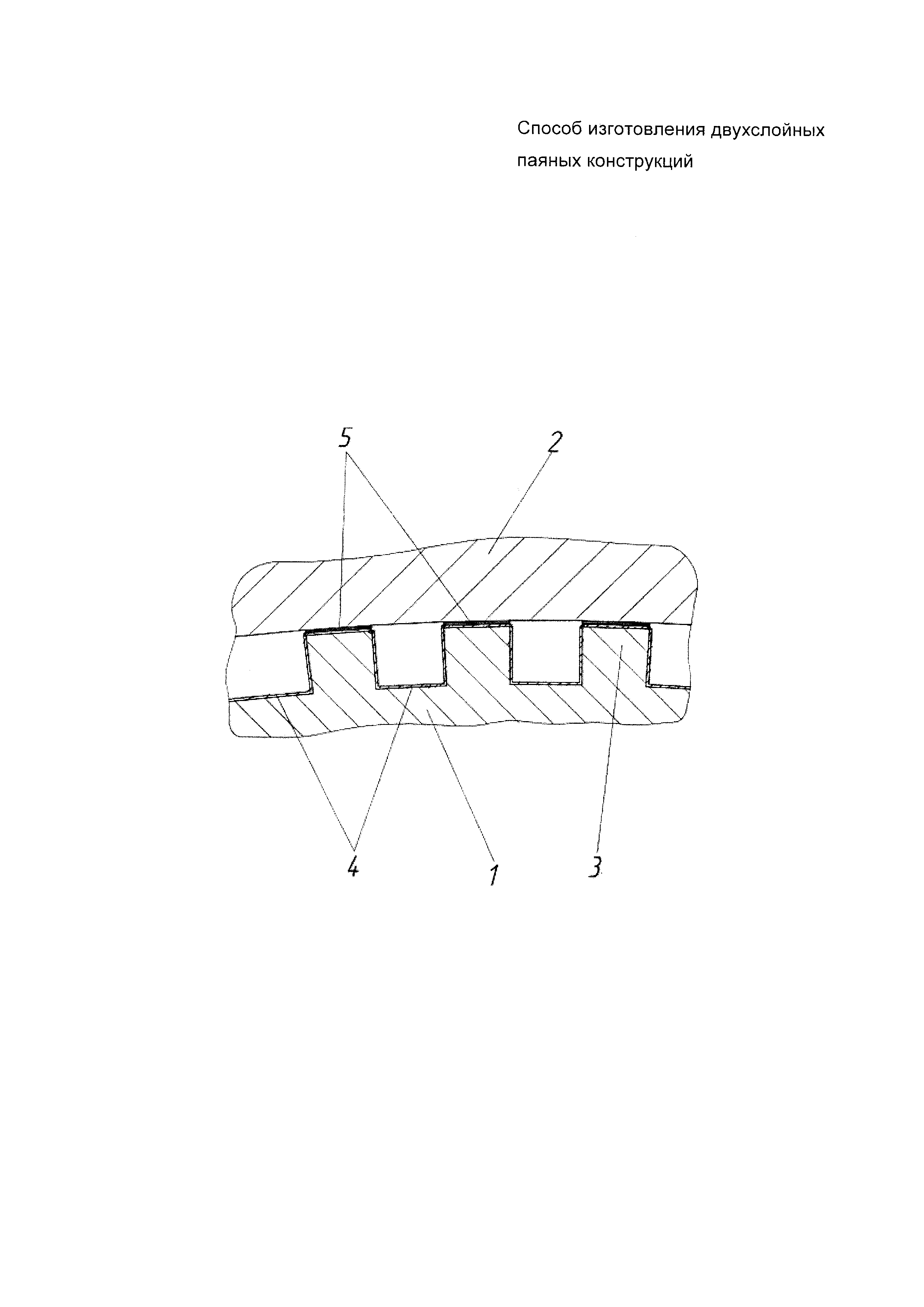
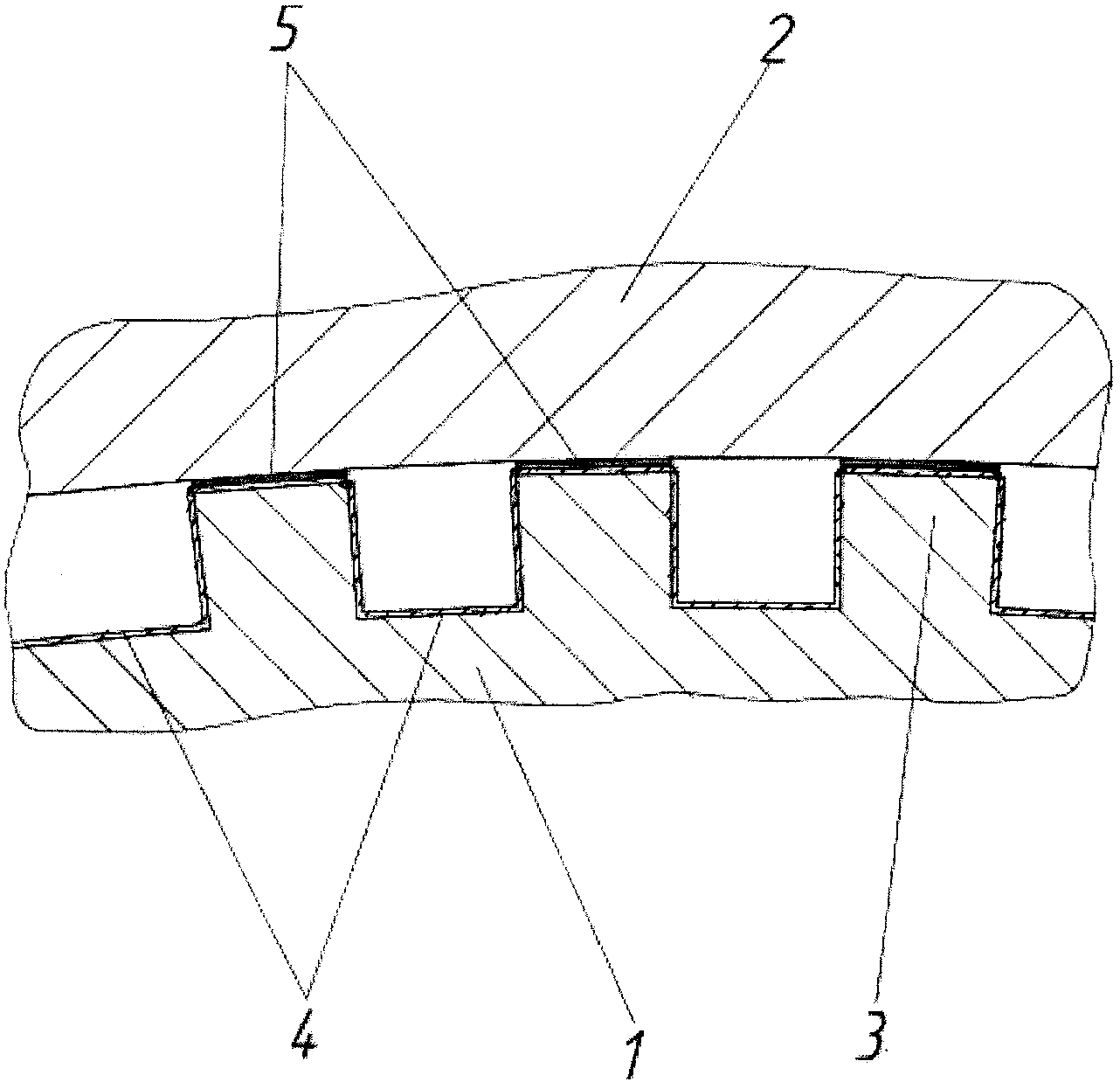
На чертеже показан фрагмент поперечного сечения цилиндрической секции камеры ЖРД.
Способ осуществляют следующим образом.
Изготавливают внутреннюю 1 и внешнюю силовую 2 оболочки. На внешней поверхности оболочки 1 выполнены ребра 3. Внутренняя оболочка 1, изготовленная из меди или медных сплавов, оболочка 2 выполнена из стали. Далее на внешнюю поверхность внутренней оболочки гальваническим способом наносится слой никелевого покрытия 4 толщиной 30…45 мкм. После этого на вершинах ребер 3, покрытых слоем никеля, размещают полоски пластинчатого припоя 5 марки ПМ-17, содержащего, мас. %: Ni - 14, Mn - 17, Sn - 6, остальное - 5, которые прикрепляют к ребру с помощью точечной электросварки. Далее оболочки собирают и паяют в вакуумной компрессионной печи при температуре 1010°C. При пайке полость между стенками вакуумируется, а в печи создается давление аргона 0,5 МПа, после пайки паяное соединение охлаждают аргоном.
Использование данного способа пайки двухслойной конструкции позволяет использовать листовой припой вместо гальванического и тем самым снизить трудозатраты при пайке, а также использовать точно необходимое количество припоя.
Проведенные испытания показали надежное крепление листового припоя к бронзовой стенке, которое остается таким вплоть до выбора монтажного зазора при нагреве. Возможность крепления листового припоя с помощью точечной электросварки к бронзовой стенке таким же образом, как это делается в случае стальных стенок, позволяет заменить гальванический припой на листовой и избежать заплавления каналов охлаждения без специальных, срезаемых после пайки, «ловушек» припоя.
Промышленное применение
Изобретение предназначено для использования в ракетной технике. Возможно использование его в других областях техники, где используются паяные соединения. Изобретение готово к промышленному использованию.
Способ захолаживания криогенной магистрали жидкостного ракетного двигателя при многократных включениях двигателя
Высокооборотный шнекоцентробежный насос
Способ соединения секций многослойных тонкостенных гофрированных оболочек между собой и с арматурой
Центробежный насос для перекачки жидкости с абразивными включениями
Способ создания аэродинамического сопла многокамерной двигательной установки и составной сопловой блок для осуществления способа
Способ обеспечения бессрывной работы турбонасосного агрегата многорежимного жидкостного ракетного двигателя на режимах глубокого дросселирования
Жидкостный ракетный двигатель по схеме с дожиганием генераторного газа
Способ повышения энергетических характеристик жидкостных ракетных двигателей
Компоновка многоступенчатой ракеты-носителя
Коррозионностойкая мартенситностареющая сталь
Способ захолаживания криогенной магистрали жидкостного ракетного двигателя при многократных включениях двигателя
Высокооборотный шнекоцентробежный насос
Способ соединения секций многослойных тонкостенных гофрированных оболочек между собой и с арматурой
Центробежный насос для перекачки жидкости с абразивными включениями
Способ создания аэродинамического сопла многокамерной двигательной установки и составной сопловой блок для осуществления способа
Способ обеспечения бессрывной работы турбонасосного агрегата многорежимного жидкостного ракетного двигателя на режимах глубокого дросселирования
Жидкостный ракетный двигатель по схеме с дожиганием генераторного газа
Способ повышения энергетических характеристик жидкостных ракетных двигателей
Компоновка многоступенчатой ракеты-носителя
Коррозионностойкая мартенситностареющая сталь

