Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МАРКИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Способ и устройство относятся к области машиностроения и могут быть использованы при электрохимическом глубоком маркировании с прокачкой электролита при изготовлении металлических деталей.
Известен способ (Седыкин Ф.В. Размерная электрохимическая обработка деталей машин. М.: Машиностроение, 1976 - 302 с. (с. 139)) импульсно-циклической обработки с переменной подачей через зазор электролита.
К недостаткам способа относится ухудшение в течение процесса обработки выноса из зазора продуктов обработки и снижение точности глубокого маркирования неподвижными электродами.
Известен способ (Патент 2275279 (RU) «Способ электрохимического разделения листовых материалов» / авторы М.Г. Смоленцев, Е.В Смоленцев, С.А. Рябова, И.Т. Коптев. Бюллетень №12, 2006) обработки по сплошному металлическому шаблону с формированием на детали углублений в местах профильных окон в шаблоне.
Недостатком способа является невозможность подвода технологического тока к изолированным друг от друга металлическим участкам знаков и утрата точности профиля маркируемых поверхностей.
Наиболее близким к предлагаемому способу является способ глубокого электрохимического маркирования профильными электродами с интенсификацией процесса путем ударного воздействия электродов на наносимые на детали знаки (а.с. №1192917 (RU) «Способ размерной электрохимической обработки» / авторы В.П. Смоленцев, А.И. Болдырев, Г.П. Смоленцев / бюллетень №43, 1985).
Для осуществления указанного способа известно устройство для электрохимического получения углублений по шаблону (Патент на полезную модель 40936 (RU) «Устройство для электрохимической обработки» / авторы А.Р. Закирова, З.Б. Садыков, Е.В. Смоленцев, К.М. Газизуллин, И.А. Одинцов. Бюллетень №28, 2004).
Недостатками известного способа и устройства являются:
недостаток способа: ввиду неравномерности зазора не удается создать одинаковые усилия удара различных электродов, что вызывает нарушение точности маркируемых знаков;
недостатком устройства является ограничение участков подвода тока к маркируемым знакам, снижение равномерности глубины знаков и утрата точности маркирования.
Техническим результатом от реализации описываемого способа и устройства является повышение точности маркировочных знаков по глубине и границам профиля знаков.
Это достигается тем, что в способе электрохимического маркирования поверхности металлической детали использован шаблон из диэлектрической водопроницаемой основы с нанесенным на нее контуром маркируемых знаков из токопроводящего материала, в котором шаблон диэлектрической основой устанавливают на поверхность детали, а к контурам маркируемых знаков шаблона прижимают катод, при этом через пространство между упомянутой основой и катодом осуществляют импульсную подачу электролита под давлением, при этом наибольшую скорость прокачки устанавливают до появления эжекции электролита из-под основы, а длительность цикла подачи электролита в импульсе выбирают равной длительности цикла паузы.
Устройство для электрохимического маркирования поверхности металлической детали содержит катод в форме металлической щетки с иглами, имеющими длину не менее величины межэлектродного зазора и не более расстояния от катода до шаблона, причем иглы выполнены с возможностью обеспечения контакта с упомянутым контуром маркируемых знаков и подключения к постоянному току, а блок управления выполнен с возможностью включения и выключения регулятора расхода электролита.
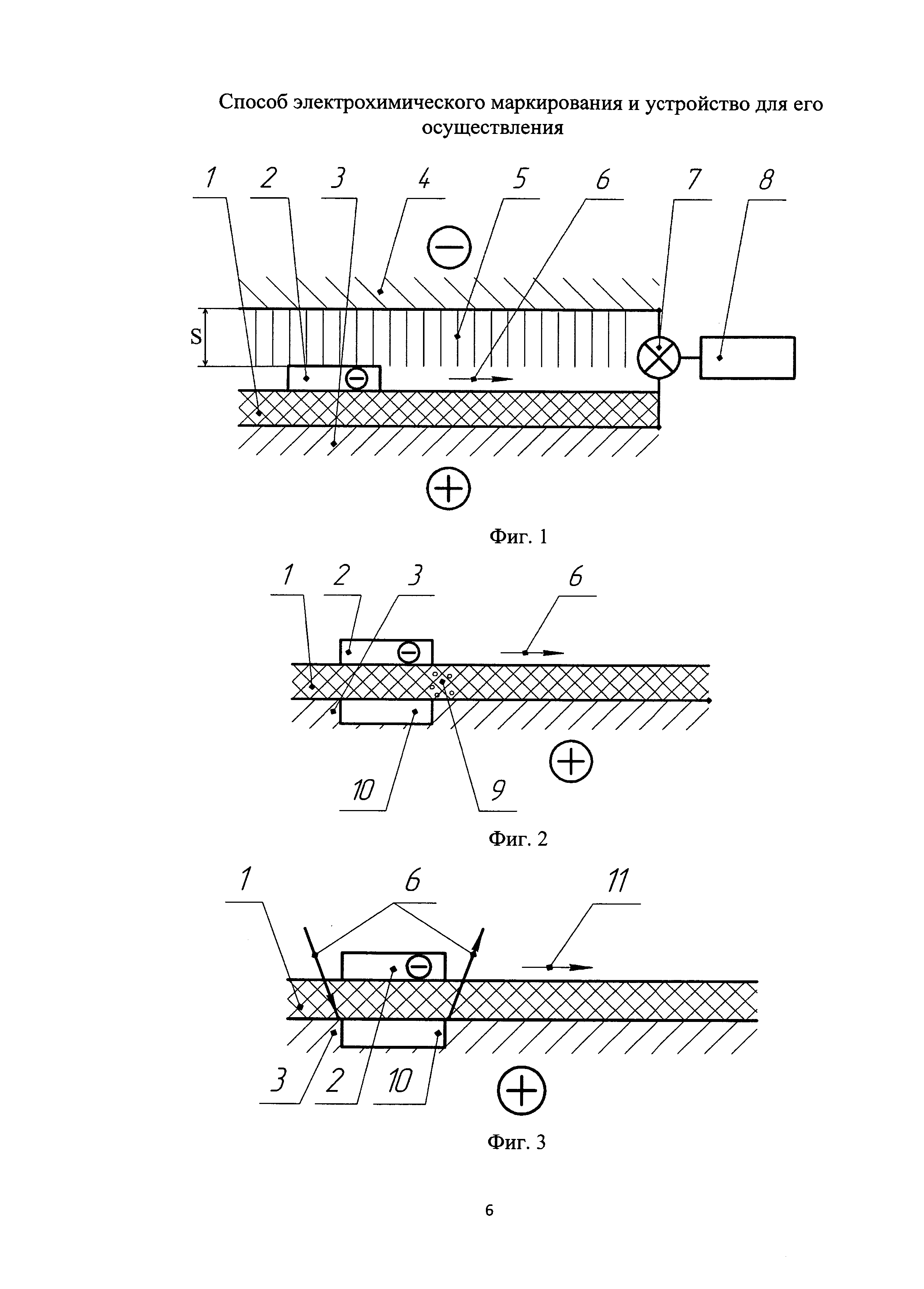
Сущность способа и устройства поясняются фиг. 1-3.
На фиг. 1 приведена общая схема способа и структура устройства.
На фиг. 2 показан процесс удаления продуктов обработки.
На фиг. 3 приведена схема подачи электролита в зону обработки.
Устройство содержит диэлектрическую водопроницаемую основу 1 с нанесенным на нее токопроводящим материалом контуром 2 маркируемых знаков. Шаблон, состоящий из основы 1 и контуров 2 маркируемых знаков, размещен на детали 3, которая является анодом. Катод 4 выполнен в форме металлической щетки с иголками 5, имеющими контакт с контуром 2 всех маркируемых знаков. В межэлектродном зазоре S (фиг. 1) между основой 1 и катодом имеется электролит 6. На выходе электролита 6 установлен регулятор 7 расхода электролита, управляемый блоком 8.
При прокачке электролита 6 (фиг. 2) через водопроницаемую основу 1 происходит перемещение электролита 6 и вынос продуктов обработки 9 от формирующегося на детали 3 углубления 10.
Электролит 6 обтекает (фиг. 3) контур каждого знака 2 на детали 3, достигает места получения углубления 10 и за счет ускорения или торможения потока 11 обеспечивает движение через основу 1 электролита 6 в углублении 10 вдоль катода 4.
Способ осуществляют следующим образом: на деталь 3 (фиг. 1) устанавливают стороной без контура 2 шаблон из диэлектрической водопроницаемой основы 1 с нанесенным на нее контуром 2 маркируемых знаков из токопроводящего материала. Катод 4 с иголками 5, имеющими длину не менее величины межэлектродного зазора S (фиг. 1), но не более расстояния между катодом 4 до шаблона, прижимают к контуру 2 маркируемых знаков до достижения металлического контакта между катодом 4 и контурами 2. Через пространство между основой 1 и катодом 4 прокачивают под давлением электролит 6, который, встречая препятствие в виде контура 2, углубляется в основу 1. За счет переменной скорости движения электролита 6 возникает эжекция электролита 6 на выходе из основы 1, что видно по газожидкостному составу электролита 6 на выходе из пространства между основой 1 и катодом 4. Эжекция увеличивает величину (фиг. 3) ускорения потока 11 до величины, необходимой для выноса через основу 1 продуктов обработки 9 (фиг. 2). За счет прохождения тока через катод 4, иголки 5, контур 2 и электролит 6 под основой 1, над деталью 3, под контуром 2 формируются углубления 10 (фиг. 2), имеющие форму знаков 2.
Скорость потока 11 (фиг. 3) регулируют регулятором 7 расхода электролита (фиг. 1). Включение и выключение регулятора 7 выполняется по командам блока управления 8. При этом время течения потока 11 должно обеспечиваться скоростью, достаточной для образования эжекции и выноса продуктов обработки 9 (фиг. 2).
По команде от блока 8 (фиг. 1) регулятор 7 снижает или повышает расход электролита 6, что вызывает импульсное повышение или снижение давления электролита 6 и торможение потока 11 перед контуром 2 маркируемого знака. Это при повышении давления ускоряет прохождение электролита 6 в этой зоне через основу 1 и над поверхностью детали 3, ускоряя вынос продуктов обработки 9.
Для устранения накапливания продуктов обработки 9 (фиг. 2) под контуром 2 объем вводимого в зону обработки углубления 10 электролита 6 и вынесения его через основу 1 должен быть одинаковым, что определяет равенство времени движения и затормаживания во время пауз течения электролита 6.
Пример осуществления способа: на поверхность детали из сплава ЖС6К необходимо нанести глубокую информацию высотой 5 мм, с глубиной знаков 0,3 мм.
Устанавливают на деталь шаблон с основой толщиной 0,3 мм из плетеных капроновых нитей с просветами между ними и нанесенными на основу знаками из медного сплава с толщиной 0,4 мм. Прижимают к знакам катод с иглами диаметром 0,1 мм до обеспечения контакта игл со всеми знаками. Подают в пространство между основой и катодом электролит (5% раствор NaNO3) и регулируют скорость прокачки путем повышения давления электролита до 2 МПа. Задают блоку управления цикл подачи электролита и пауз через 3,5 сек. Подключают катод и деталь к постоянному току с напряжением 6В.
После обработки в течение 50 секунд на детали получены углубления по форме информационных знаков с глубиной 0,3±0,1 мм. При этом ширина контура знаков составила 0,5±0,05 мм. Указанные результаты отвечают требованиям стандарта на маркирование.
Устройство ориентации гелиоустановки
Безредукторный ветроэлектроагрегат
Способ испытания образцов листового материала на растяжение
Способ изготовления проволочного электрода-инструмента для электроэрозионной обработки
Камера жидкостного ракетного двигателя
Кольцевая камера жидкостного ракетного двигателя
Жидкостный ракетный двигатель
Способ испытания конструкционного материала на пластичность
Статор ветроэлектроагрегата
Способ электрохимической обработки отверстий форсунки
Способ объемной штамповки на механическом прессе
Инструмент и способ калибровки отверстий малого сечения в форсунках
Электрод-инструмент для прошивки отверстий
Способ упрочнения каналов детали
Способ удаления диэлектрических покрытий с металлической основы
Устройство для очистки воздуха
Способ вырубки
Способ очистки воздуха и устройство для его реализации
Конденсационная камера
Способ подачи пара в конденсационную камеру

