Результат интеллектуальной деятельности: ШИХТА ДЛЯ ИНДУКЦИОННОЙ НАПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к области упрочнения деталей машин наплавкой, в частности к созданию порошковых смесей (шихты) для индукционной наплавки твердых сплавов с целью создания износостойких покрытий, и может найти применение в сельхозмашиностроении, горнодобывающей промышленности, дорожном строительстве, ремонте и модернизации техники.
Известна порошковая шихта для индукционной наплавки (Ткачев В.Н. и др. Индукционная наплавка твердых сплавов. М.: Машиностроение, 1970. - 183 с.), содержащая следующие компоненты, мас.%: твердый сплав 80-85; бура 10-5; борный ангидрид 8-6; силикокальций 2-4.
Недостатком шихты является то, что при индукционной наплавке твердых сплавов на поверхности деталей образуется доэвтектический слой, имеющий пониженную износостойкость.
Частично этот недостаток устраняется в шихте для индукционной наплавки содержащей следующие компоненты, мас.%: карбид бора 84-90, плавленый флюс П-0,66 для индукционной плавки 16-10 (RU №2447194, С1, C23C 26/00, C23C 8/70, A01B 35/20, 10.04.2012).
Повышение износостойкости достигается введением в состав шихты карбида бора. Тем не менее, износостойкость образующегося покрытия также оказывается недостаточной, так как оно имеет значительную долю покрытия с доэвтектической структурой.
Известна порошковая шихта для индукционной наплавки (RU №2520879, С1, С23С 26/00, B23K 13/00, 27.06.2014), содержащая следующие компоненты, мас.%: карбид бора 20-30; флюс 70-80.
Недостатком шихты является то, что при индукционной наплавке твердых сплавов на поверхности деталей также образуется доэвтектический слой, имеющий пониженную износостойкость.
Наиболее близким по своей технической сущности является состав шихты для наплавки, содержащий следующие компоненты, мас.%: флюс на основе борсодержащих компонентов 1-2; карбид бора 2-6; силикобарий 0,3-1,5; твердый сплав - остальное (SU №1764912, A1, B23K 35/36, 30.09.1992).
Однако износостойкость образующегося покрытия при использовании данного состава в наплавках также оказывается недостаточной, так как оно имеет значительную долю покрытия с доэвтектической структурой.
Задачей настоящего изобретения является повышение износостойкости твердосплавного покрытия за счет подавления процесса образования доэвтектической структуры и снижения в нем ее содержания.
Поставленная задача решается тем, что в известную шихту для индукционной наплавки, включающую флюс на основе борсодержащих компонентов и твердый сплав, дополнительно вводят компоненты, способные образовывать бор и (или) борсодержащие компоненты в результате самораспространяющегося высокотемпературного синтеза (СВС).
Техническим результатом предлагаемого изобретения является снижение содержания доэвтектической структуры твердосплавного покрытия и повышение его износостойкости в результате дополнительного введения в состав порошковой термореагирующей шихты для индукционной наплавки твердого сплава, содержащей плавленый флюс на основе борсодержащих компонентов и твердый сплав, СВС-компонентов, способных изотермически реагировать между собой и образовывать бор или борсодержащие фазы.
Технический результат изобретения достигается тем, что СВС-состав, дополнительно вводимый в шихту, в процессе наплавки в результате экзотермического эффекта нагревает как саму шихту, так и деталь, что позволяет уменьшить мощность, вводимую в ее поверхность высокочастотным электромагнитным полем, снизить температуру на поверхности детали от 1100 до 1200°С, исключить ее плавление, выгорание легкоплавких компонентов и уменьшить изменение химического состава.
Кроме того, протекание экзотермических реакций между компонентами СВС-состава с образованием бора и (или) борсодержащих компонентов:

вызывает легирование бором как упрочняемой поверхности, так и наплавляемого на нее твердого сплава с подавлением образования доэвтектической структуры в процессе кристаллизации наплавленного слоя.
Изобретение иллюстрируется следующими примерами.
Пример 1. Приготовление СВС-состава на основе смеси порошков алюминия и борного ангидрида. Для приготовления СВС-состава на основе смеси порошков алюминия и борного ангидрида используют порошок алюминиевый марок ПА-1, 2 по ГОСТ 6058-73 или пудру алюминиевую марок ПАП-1, ПАГ-1 по ГОСТ 5494-95, и борный ангидрид по ГОСТ 10068-62 или по ТУ 113-07-012-90, взятых в соотношении, мас.%: порошок алюминиевый или пудра алюминиевая 43-45; борный ангидрид 55-57, которые обеспечивают протекание СВС по стехиометрическому отношению компонентов в реакции 1.
Исходные компоненты смеси сушат до влажности 0,2-0,5%, при необходимости измельчают и просеивают через сито №025 по ГОСТ 6613-86. Для приготовления 100 г СВС-состава взвешивают 44 г алюминиевого порошка ПА-1 или пудры ПАП-1 и 56 г молотого борного ангидрида с содержанием основного вещества н.м. 99%. Компоненты смешивают в биконусном смесителе в течение 10-15 мин. Готовую смесь перегружают в фарфоровый стакан 250 мл, добавляют 15-20 мл насыщенного раствора синтетического каучука СКБ-Р в бензине и перемешивают до образования однородной массы. Полученную кашицеобразную массу помещают на сито №05, распределяют ровным слоем и дают ей подсушиться 3-5 мин, после чего протирают через сито фарфоровой ложкой. Готовые гранулы сушат на воздухе при температуре 20-25°С в течение 2-3 час.
Пример 2. Приготовление порошковой термореагирующей шихты для индукционной наплавки твердого сплава. Для приготовления шихты предварительно получают плавленый флюс на основе борсодержащих компонентов, для чего технические буру (ГОСТ 8429-77) и борный ангидрид (ГОСТ 10068-62) в массовом соотношении 1:0,66 в виде сухих порошков (влажность 0,2-0.5%) смешивают, прокаливают в жаровне при температуре 120-150°С в течение 1-2 ч, для выделения основной поглощенной и части кристаллизационной влаги, а затем помещают в фарфоровый тигель, после чего сплавляют в муфельной печи при температуре 400-450°С в течение 0,5-1 ч, для окончательного выделения паров воды, газов и летучих. Готовый расплав выливают на стальной противень, дают остыть и затвердеть, а затем измельчают на щековой дробилке до кусков, размером 10-15 мм. К полученному сплаву добавляют сухие: силикокальций марки СК20 по ГОСТ 4762-71, гранулы силиката натрия по ГОСТ Р 50418-92 и сварочный флюс АН-348-(А, AM, В, ВМ) по ГОСТ 9087-81 так, чтобы готовый состав плавленого флюса содержал компоненты в следующем соотношении, мас.%: бура 30-32; борный ангидрид 18-20; силикокальций 8-10; силикат натрия 2-5; флюс АН-348 остальное. После добавления взвешенного количества всех компонентов состав помещают в шаровую мельницу и перемалывают в течение 0,5-1 ч. Готовый флюс просеивают через сито №05, отбирая проходящую фракцию.
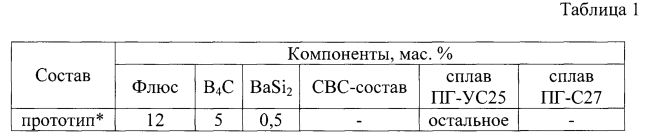
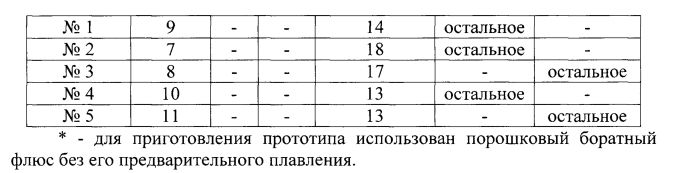
В биконусный смеситель помещают отмеренное количество порошка, полученного плавленого флюса, гранул СВС-состава, приготовленных по примеру 1, и предварительно просеянного через сито №05 коммерческого порошка твердого сплава (ПГ-С27, ПГ-УС25, ПС-14-60 и т.п.) и осуществляют их смешивание в течение 10-15 мин. Готовая шихта не требует дополнительного измельчения, просеивания или классификации. Одновременно в аналогичных условиях получают и состав прототипа на основе флюса с той разницей, что его плавление не производят. Исследованные составы порошковой шихты для индукционной наплавки приведены в таблице 1.
Пример 3. Упрочнение поверхности стальной детали порошковой термореагирующей шихтой для индукционной наплавки твердого сплава. Для индукционного упрочнения поверхности стальной детали предлагаемой шихтой из листового проката стали 65Г (ГОСТ 1577-93), толщиной 6 мм, изготавливают образцы, размером 50×140×6 мм, поверхность которых зачищают бумажной шлифовальной шкуркой с зерном 50 по ГОСТ 6456-82. К выбранному составу шихты добавляют 1-2% спиртовой раствор канифоли до получения кашицеобразной массы и тщательно перемешивают. Подготовленный состав через картонный трафарет, толщиной 3-5 мм, наносят на стальную пластину и сушат на воздухе при температуре 20-25°С в течение 20-30 мин.
На образцы одновременно наносят все составы №№1-5 и состав прототипа, с расстоянием между ними 2-3 мм. Подготовленные таким образом образцы помещают в индуктор, выполненный из медной трубки ⌀ 10 мм, подключенный к инвертору ЭЛСИТ-100/0,66 и охлаждаемый водопроводной водой, и осуществляют их ТВЧ-нагрев при частоте 66 кГц, сначала до температуры воспламенения СВС-составов при 600-620°С в течение 24-26 с, а затем еще 40-60 с до температуры плавления твердого сплава 1100-1200°С, после чего индуктор отключают.
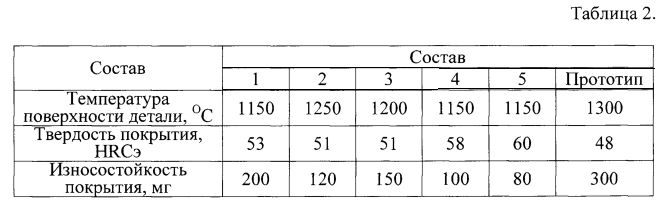
Температуру поверхности детали в течение всего времени ТВЧ-нагрева контролировали хромель-алюмелевой термопарой, подключенной к регистрирующему устройству на базе ПЭВМ Pentium-4 и АЦП ОВЕН MB 110-2А. Микротвердость покрытий определяли на приборе КМТ-1, износостойкость определяли на лабораторной установке при трении о не жесткозакрепленный абразив по ГОСТ 23.208-79. Результаты измерений представлены в таблице 2.

Исключение образования доэвтектической структуры достигается за счет снижения максимальной температуры на поверхности детали от 1200 до 1250°С, которое достигается дополнительным тепловложением при осуществлении СВС между специально введенными в состав шихты компонентами СВС-состава (Al+B2O3). Это предотвращает перегрев упрочняемой поверхности токами высокой частоты, ее подплавление, выгорание легкоплавких компонентов стали, твердого сплава и шихты, перераспределение углерода между основой и покрытием, изменение химического состава твердого сплава, рост дендритов.
Оптимальный состав термореагирующей шихты для индукционной наплавки твердого сплава, содержащий, от 8 до 10 мас.% флюса на основе борсодержащих компонентов; от 13 до 17 мас.% СВС-состава по примерам 1-5; и остальное - твердый сплав, определен исходя из того, что:
- при уменьшении содержания флюса менее 8 мас.% не достигается полного смачивания им поверхности металла;
- при увеличении содержания флюса выше 10 мас.% происходит частичное растворение и переход в шлак металла упрочняемой поверхности и твердого сплава;
- при уменьшение содержания СВС-состава менее 13 мас.% на упрочняемой поверхности появляются окисленные участки, а в покрытии сохраняются участки с доэвтектической структурой;
- при увеличении содержания СВС-смеси выше 17 мас.% происходит излишнее тепловыделение, разбрызгивание шихты, продуктов СВС и шлака, что приводит к ухудшению качества покрытия.
Твердость покрытий, получаемых при реализации изобретения, составляет 51-60 HRCэ, толщина 1-3 мм, износостойкость 80-200 мг на 10000 м пути трения по не жесткозакрепленному абразиву.
Таким образом, данное техническое решение позволяет повысить износостойкость твердосплавного покрытия за счет исключения образования в нем доэвтектической структуры.
Способ литья
Способ упрочнения лезвийной поверхности детали
Способ упрочнения поверхности литой стальной детали
Способ нанесения многокомпонентного покрытия при электродуговой металлизации
Способ определения технологической температуры плавления шихты при индукционной наплавке
Способ определения деформаций, напряжений, усилий и действующих нагрузок в элементах эксплуатируемых металлических конструкций
Способ измерения деформаций, напряжений и усилий в арматуре эксплуатируемых железобетонных конструкций
Способ получения борированных сталей в индукционных печах
Устройство для ускоренных испытаний образцов на износостойкость
Способ определения глубины проникновения электромагнитного поля в металл
Электрод для износостойкой электродуговой наплавки

