АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПЕНОСТЕКОЛЬНЫХ ПЛИТ
Вид РИД
Изобретение
Изобретение относится к промышленности строительных материалов и может быть использовано при производстве пеностекольных плит (ПП) из вулканических стекол и отходов промышленности с применением челночной печи (патент №2502029).
Существует традиционная технология производства пеностекольных изделий (Ф. Шилл «Пеностекло» (производство и применение), изд-во литературы по строительству, М., 1965 г., стр. 7-9, 18-24, 43-50; «Технология минеральных теплоизоляционных материалов и легких бетонов», часть 4, глава 1. - Ячеистое стекло, стр. 246-253, М., Стройиздат, 1976 г.), в которой агрегат включает: ванную печь для варки искусственного стекла при температуре 1500°C; сетчатый конвейер смачиваемый водой; сушильный барабан для сушки гранулята; шаровая мельница; парк закрытых металлических форм из жароупорной стали, в которых порошкообразную шихту вспенивают двумя способами:
1. Одностадийный способ - вспенивание шихты и охлаждение (отжиг) изделий осуществляются в туннельных печах на футерованных вагонетках. Длина печей составляет 80-105 м. В конце печи конусообразные изделия из форм извлекают ручным способом и подвергают реже и получению изделий требуемых размеров.
Основными недостатками данного способа являются:
- высокий выход крошки (щебня) до 50%, что резко повышает себестоимость 1 м3 пеностекла;
- необходимость громадного парка форм из жароупорной стали и соответственно высокий удельный расход жароупорной стали - до 3 кг на 1 м3 пеностекла;
- высокие капитальные вложения и большие производственные площади для строительства технологической линии;
- высокие затраты тепла на нагрев футеровок вагонеток и металлических форм с 20 до 1050°C в течение 3, 5 ч и на отжиг в зоне охлаждения в течение 2 ч определяют высокий удельный расход на 1 м3 пеностекла - около 150 кг у.т. (без учета затрат на варку стекла и сушку гранулята).
2. Двухстадийный способ - вспенивание шихты в металлических закрытых формах и их частичное охлаждение с целью стабилизации структуры пеностекла осуществляется в коротких туннельных печах - 15-20 м в течение 3 ч. В конце печи изделия с температурой 650-700°C извлекают из форм ручным способом. Формы с температурой около 400°C с шихтой возвращают в туннельную печь и с помощью толкателя по металлическим направляющим из жароупорной стали периодически перемещают по ее каналу, а изделия отправляют в печь отжига «ЛЕР» длиной 24 м для охлаждения до 50°C в течение 15 ч.
По сравнению с одностадийным способом резкое сокращение количества форм, исключение печных вагонеток, повторный нагрев форм с 400 (до 1050°C) обеспечивает снижение удельного расхода топлива на около 30%.
Основными недостатками двухстадийного способа являются:
- высокая металлоемкость - около 18 т (и том числе жароупорной стали 14 т - формы, печные направляющие, сетчатый конвейер и др.) и стоимость изготовления печи отжига «ЛЕР» около 12 млн руб. в машиностроительных заводах;
- необходимость расхода топлива на нагрев ПП до 800°C в печи отжига и обслуживание системы отопления приводят к повышению себестоимости пеностекла;
- съем изделий из форм осуществляется ручным способом, а количество щебня высокое - около 30-35%;
- неоднократное охлаждение и нагрев форм (от 1050 до 400°C и обратно) приводит к повышенному расходу жаростойкой стали - 0,5-1,0 кг на 1 м3 пеностекла.
Цель изобретения заключается в: упрощении конструкции и создании материально- и энергосберегающего, автоматизированного агрегата; обеспечении возможности его изготовления в небольших механических мастерских; улучшении условия труда - исключается ручной труд и контакты рабочих с горячими элементами производства; резком сокращении количества брака.
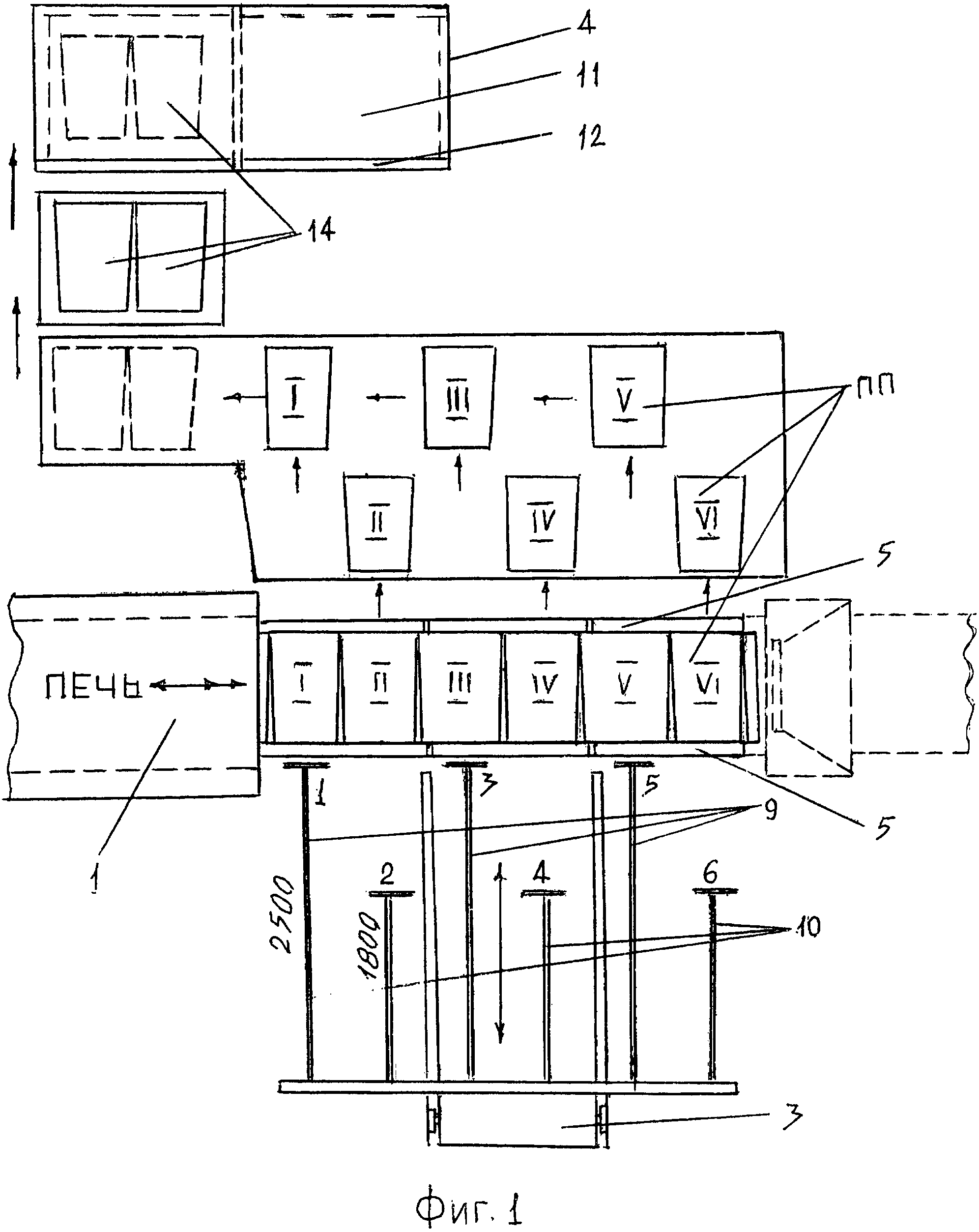
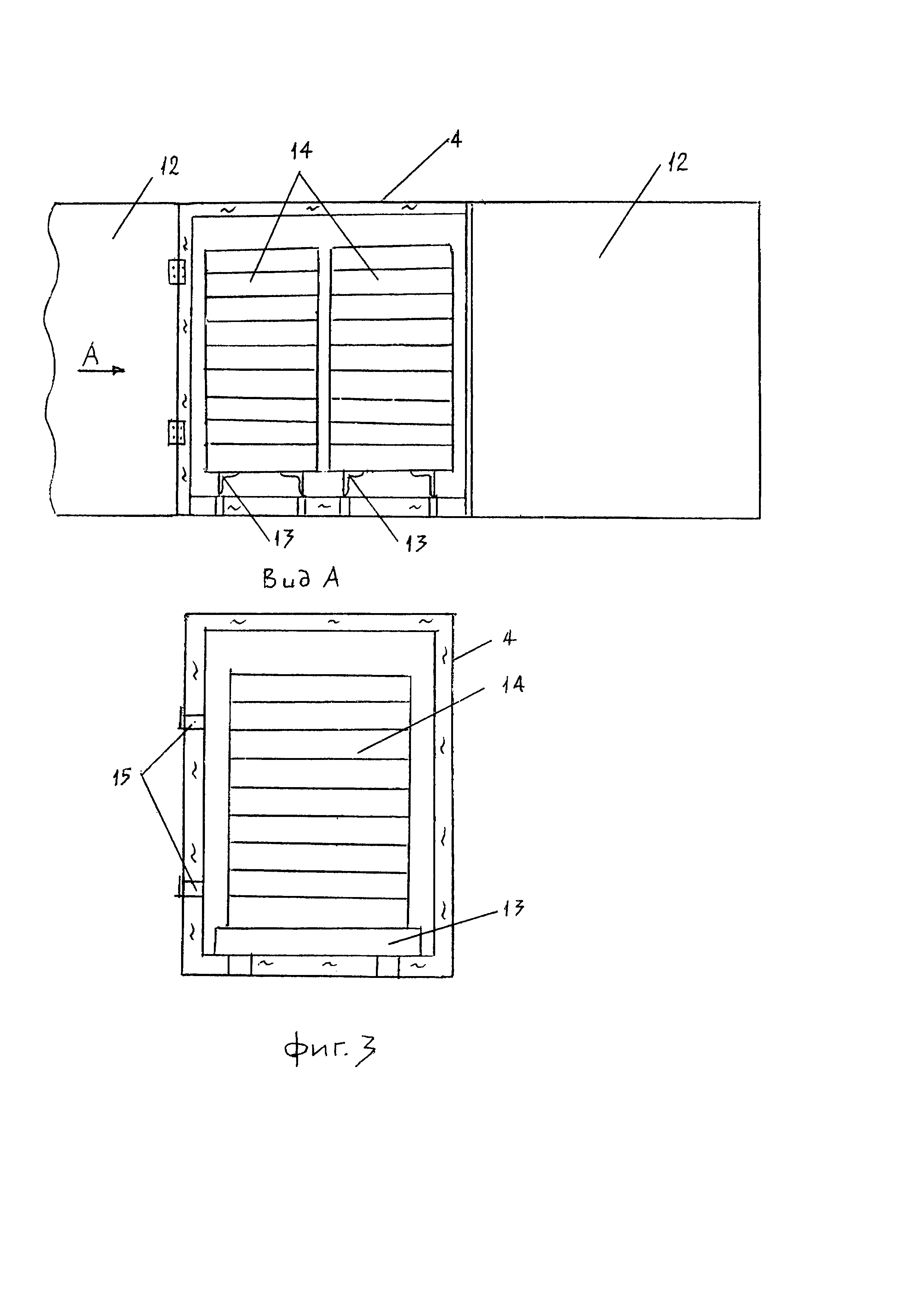
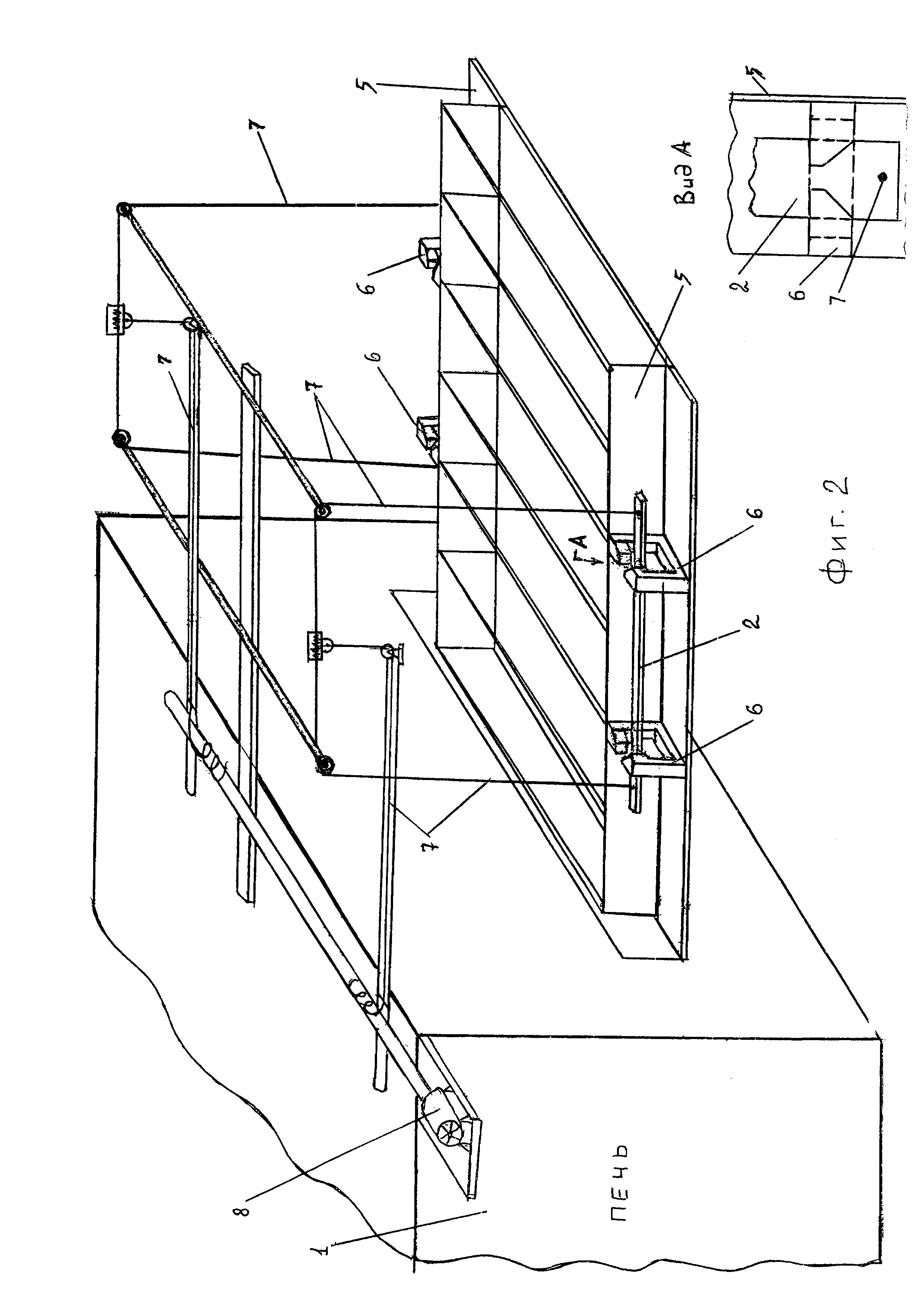
На фиг. 1 изображены основные узлы и механизмы агрегата, кинематическая схема съема ПП из поверхности подины челночной печи, на фиг. 2 - конструкция узла подъема продольных ограничителей ПП, на фиг.3 - схема холодильника-термоса (контейнера) 4.
Агрегат для производства ПП состоит (фиг. 1) из челночной печи 1 (патент №2502029), подъемника продольных ограничителей 2 ПП (фиг. 2), выталкивателя 3 ПП из поверхности подины печи (фиг. 1), холодильника-термоса 4 (фиг. 3).
Подъемник продольных ограничителей ПП (фиг. 2) состоит из двух уголков 5, ограничивающих ПП по торцам, внутри которых смонтированы по две квадратные полосы 6, разделяющие уголки по длине на 3 рапные части, с квадратными перевернутыми Т-образными каналами куда по мере движения подины печи попадают подъемники 2, повешенные па тросах 7 (диаметром 4 мм) и соединенные с приводом 8.
Выталкиватель 3 (фиг. 1) состоит из тележки с приводом и Т-образных элементов толкания 9, 10, причем длина нечетных элементов 9 больше четных 10 на 700 мм, если длина ПП составляет 600 мм.
Холодильник-термос 4 (фиг.1, 3) выполнен из теплоизолированного металлического корпуса, разделенного на два отсека 11 с откидными дверцами 12. В каждом отсеке на дне смонтированы по четыре уголка 13, на которых размещаются по два пакета 14 ПП (до 10 шт. ПП в пакете), а на корпусе выполнены сквозные каналы 15 с передвижными шиберами, предназначенными для эвакуации из термоса горячего воздуха. При толщине ПП 100 мм общая продолжительность охлаждения составляет около 15 часов, из которых первые 3 ч каналы 15 закрыты шиберами, что обеспечивает выравнивание температурного поля в плитах, исключая образование в них термических напряжений и трещин.
Агрегат работает следующим образом. В челночной печи формируются 20 шт. ПП за 20 минут и порциями - по 10 шт. вытаскивателем печи перемещают на участок съема плит. По мере движения подины печи подъемники 2 (фиг. 2) попадают в перевернутые Т-образные каналы двух квадратных полос 6 уголков 5 и с помощью тросов 7 и привода 8 поднимают продольные ограничители (уголки) ПП на 150 мм. Затем выталкиватель 3 (фиг. 1) сперва нечетными элементами толкания 1, 3, 5, и др. 9 с поверхности подины печи выталкивает нечетные I, III. V и др. плиты, потом четными 10 элементами - 2, 4, 6, и др. выталкивает четные II, IV, VI и др. плиты на участок формирования пакетов 14. Плиты с помощью захвата (на фиг. 1, 2, 3 не показан) собирают в два пакета и толкают в холодильник-термос (контейнер) 4. Затем выталкиватель 3, подъемники 2 и ограничители по торцам ПП (уголки) 5 возвращаются на исходное положение. Через 20 минут по вышеописанной кинематической схеме перемещают вторую порцию ПП-10 шт. на участок формирования пакетов 14 и заполняют второй отсек холодильника-термоса. Потом заполненный 40 шт. плитами термос заменяют пустым.
Количество холодильников-термосов зависит от производительности печи и требуемого времени охлаждения ПП. При производительности печи 10 тыс. м3 ПП в год и времени охлаждения 15 часов количество термосов составит 22 шт. Масса одного термоса размерами 2200×1000×750 мм составит: металла - 100 кг, теплоизоляции (ППЖ-200) - 105 кг. Расход металла на 22 шт. термоса составит 2,2 т.
Общая масса металла печи отжига длиной 25 м (время охлаждения плит 15 ч) составляет около 16 т (корпус, сетка-конвейер из жароупорной стали длиной 54 м и шириной 1,5 м, привод, система отопления, газоходы, опоры, дымосос, вентилятор и др.). Количество жароупорной стали составляет около 8 т.
Замена агрегата для производства ПП в туннельных печах и их охлаждение в печах отжига на агрегат с применением челночной печи, подъемника, выталкивателя и холодильника-термоса (контейнера) обеспечивает организации высокоэффективное, автоматизированное производство.
Это достигается тем что:
1. упрощается конструкция, создается материально- и энергосберегающий, автоматизированный агрегат и возможность его изготовления в небольших механических мастерских;
2. разработанные механизмы (подъемник, выталкиватель) обеспечивают автоматический съем ПП из подины печи, исключают применение ручного труда и необходимость контакта рабочего с горячими элементами производства;
3. применение холодильника-термоса (контейнера) взамен печи отжига обеспечивает снижение массы металла в 7 раз, стоимости в 12 раз; исключение системы отопления в период охлаждения ПП; создание оптимальных режимов охлаждения ПП, тем самым резко уменьшается количество брака; использование термоса в качестве контейнера для перевозки ПП по цеху.
Агрегат для производства пеностекольных плит (ПП), содержащий челночную печь, имеющую футерованный корпус, подвижную подину с продольными ограничителями ПП, образующую транспортную систему с выталкивателями ПП с подины печи, опорами и рольгангами, и холодильник, отличающийся тем, что он снабжен подъемником продольных ограничителей ПП, установленных параллельно оси печи, выполненным из двух уголков, внутри которых смонтированы две квадратные полосы, разделяющие его на три равные части с образованием квадратных перевернутых T-образных каналов, предназначенных для входа в них по мере движения подины печи квадратных металлических полос, подвешенных на тросах и соединенных с приводом, выталкиватель ПП с подины печи выполнен в виде тележки с приводом и T-образными элементами толкания, причем длина нечетных упомянутых элементов толкания больше, чем четных на 700 мм при длине ПП 600 мм, а холодильник выполнен в виде холодильника-термоса с теплоизолированным металлическим корпусом, разделенным на два отсека с откидными дверцами, при этом на дне каждого отсека смонтировано по четыре уголка для размещения ПП, а на корпусе термоса выполнены сквозные каналы с шиберами для отвода горячего воздуха.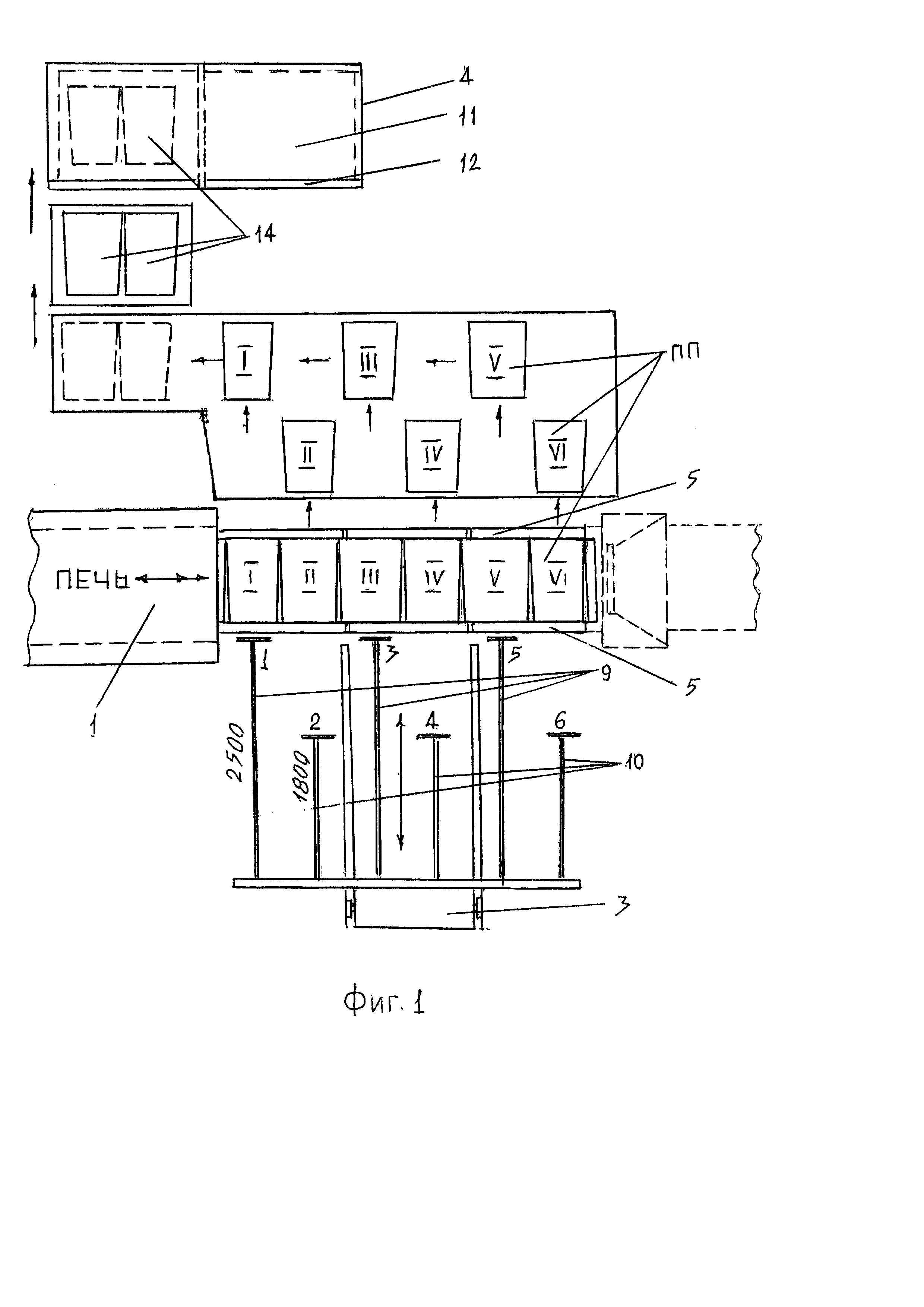
Челночная печь
Сушильный агрегат для контактной сушки сыпучих материалов
Тепловой агрегат для скоростного обжига пористых заполнителей в неподвижном монослое
Сушильный агрегат для контактной сушки сыпучих материалов
Челночная печь
Сушильный агрегат для контактной сушки сыпучих материалов
Тепловой агрегат для скоростного обжига пористых заполнителей в неподвижном монослое
Сушильный агрегат для контактной сушки сыпучих материалов

