Результат интеллектуальной деятельности: СПОСОБ ПЕРЕРАБОТКИ ПРИРОДНОГО УГЛЕВОДОРОДНОГО ГАЗА
Вид РИД
Изобретение
Изобретение относится к технологии дополнительного извлечения ценных компонентов из природного углеводородного газа и может быть использовано на предприятиях газоперерабатывающей промышленности.
Природный углеводородный газ, основным компонентом которого является метан, широко используется в качестве газообразного топлива промышленного и бытового назначения. Однако наряду с метаном в составе природного углеводородного газа содержится значительное количество примесных органических и неорганических компонентов: этан и более тяжелые углеводороды, вода, сероводород, меркаптаны, диоксид углерода, гелий, азот. Одним из основных ценных примесных органических компонентов является этан, который используется в качестве сырья для газохимических производств, в частности для получения этилена и дальнейших продуктов его переработки.
Известен способ выделения этановой фракции путем низкотемпературной ректификации, который включает подачу углеводородного газа в ректификационную колонну на деэтанизацию, низкотемпературную конденсацию полученных паров в теплообменнике и подачу их в рефлюксную емкость, отвод части сконденсированной жидкости в ректификационную колонну на орошение и вывод товарных продуктов (Способ выделения этановой фракции: пат. 2459160 Рос. Федерация. Заявка № 2010136352/06; заявл. 30.08.2010; опубл. 20.08.2012).
Недостатками данного способа являются:
• проведение процесса деэтанизации сырья при низком давлении
(1,01 МПа вместо 2,63 МПа) приводит к необходимости поддерживания отрицательной температуры (минус 27,6ºС), обеспечиваемой за счет дорогостоящего пропанового охлаждения вместо положительной температуры (6,8 ºС), обеспечиваемой менее затратной захоложенной водой, что приведет к фактическому увеличению энергозатрат в денежном выражении, несмотря на их некоторое снижение в калорийном выражении;
• после извлечения фракции С2 и выше из исходного природного газа образуется метановая фракция, загрязненная азотом, сероводородом, диоксидом углерода и другими примесями, снижающими калорийность метановой фракции как топлива.
Известен способ переработки природного газа, который предусматривает многостадийное низкотемпературное охлаждение газа с конденсацией за счет рекуперации тепла в холодильниках, одноступенчатого сепарирования, сброса давления на потоках газа путем его расширения при дросселировании и расширении в турбодетандере, подачу всех холодных потоков в ректификационную колонну, с получением метановой газовой фракции и фракции, содержащей в основном этан, пропан и тяжелые углеводороды (Переработка углеводородного газа: пат. 4889545 US.
Заявка № 07/275102; заявл. 21.11.88; опубл. 26.12.89). Недостатками данного способа являются:
• однократная сепарация, при которой жидкий конденсат смешивается с третьей паровой фазой, что резко снижает качество сепарирования в целом;
• в ректификационной колонне в данном процессе происходит разделение исходного сырья только на два продукта: газовый поток сверху колонны и жидкий продукт снизу колонны;
• в результате фракционирования всего исходного сырья в одной ректификационной колонне, часть этана неизбежно переходит в газовый поток, отводимый сверху колонны, что, с одной стороны, снижает теплотворную способность метановой фракции, а, с другой, приводит к потере ценного сырья для нефтехимии.
Известен способ переработки сжиженного природного и углеводородного газа, который предусматривает низкотемпературное охлаждение газа с конденсацией за счет рекуперации тепла в холодильнике, двухступенчатое сепарирование получившегося двухфазного потока, сброса давления на потоках газов путем их расширения в двух турбодетандерах, дросселирования жидкой фазы и подачу жидкой и газовой фазы в ректификационную колонну, с получением метановой газовой фракции и фракции, содержащей в основном этан, пропан и тяжелые углеводороды (Переработка сжиженного природного и углеводородного газа: пат. US 8794030. Заявка № 13/790873; заявл. 08.03.2013; опубл. 05.08.2014).
Недостатками данного способа являются:
• переработка исходного сжиженного углеводородного газа при условии его предварительного нагрева и испарения приводит к дополнительным энергетическим затратам на стадии подготовки исходного сырья, так как природный газ необходимо сначала сжижать, а потом испарять;
• в ректификационной колонне в данном процессе происходит разделение исходного сырья только на два продукта: газовый поток сверху колонны и жидкий продукт снизу колонны;
• в результате фракционирования всего исходного сырья в одной ректификационной колонне, часть этана неизбежно переходит в газовый поток, отводимый сверху колонны, что, с одной стороны, снижает теплотворную способность метановой фракции, а, с другой, приводит к потере ценного сырья для нефтехимии;
• при наличии гелия в природном газе происходит его переход в метановую фракцию с последующей потерей гелия в атмосферу при сжигании метановой фракции в качестве топлива.
Известен способ переработки природного углеводородного газа, реализуемый в установке, состоящей из системы взаимосвязанных блоков, а именно из первого блока предварительного охлаждения газа, в который входят последовательно установленные теплообменник, пропановый холодильник и сепаратор первой ступени, второго блока конденсации и переохлаждения газа, в который входят теплообменники, сепараторы второй и третьей ступени, отпарные колонны и турбодетандерный агрегат, третьего блока выделения этана и широкой фракции легких углеводородов, в который входят теплообменники, пропановый испаритель, деметанизатор с трубопроводом отвода кубовой жидкости в деэтанизатор со встроенным дефлегматором, на трубопроводе отвода кубовой жидкости из которого установлен холодильник, четвертого блока получения гелиевого концентрата (Установка низкотемпературного разделения углеводородного газа: пат. 44801 Рос. Федерация, заявка № 2004126522/22; заявл. 02.09.2004; опубл. 27.03.2005).
Недостатками данного изобретения, реализуемого в системе из шести ректификационных колонн и четырёх сепараторов, являются:
• получение широкой фракции лёгких углеводородов не предусматривает вариантов её дальнейшего использования, при этом при остановке продуктопровода, установка переводится на режим с выработкой этановой фракции и широкой фракции легких углеводородов (ШФЛУ), при котором усложняется хранение и транспортировка газообразной этановой фракции;
• для функционирования процесса необходима пропановая холодильная установка и криогенная установка получения жидкого азота;
• технология не предусматривает рекуперацию тепла, что существенно увеличивает затраты и стоимость переработки природного газа;
• пропановое охлаждение не позволяет четко отделить азот от метана, что приведёт к загрязнению товарной метановой фракции азотом и снижению теплотворной способности метановой фракции.
При создании изобретения ставилась задача увеличения отбора этана из исходного природного газа, сохранения гелия и увеличения энергоэффективности установки.
Поставленная задача решается за счет того, что способ переработки природного углеводородного газа реализуется в системе взаимосвязанных между собой первого блока предварительного охлаждения газа, проходящего последовательно установленные теплообменник, пропановый холодильник, сепаратор первой ступени и турбодетандерный агрегат, второго блока конденсации и переохлаждения газа, проходящего теплообменники, сепараторы и отпарные колонны, третьего блока выделения этана и широкой фракции легких углеводородов из подготовленного газа, охлаждаемого в теплообменниках и пропановом испарителе и поступающего в деметанизатор с отводами метано-азотно-гелиевой смеси с верха и кубовой жидкости снизу, которая поступает в деэтанизатор со встроенным дефлегматором, с верха деэтанизатора отводят этановую фракцию, а снизу - кубовую жидкость в виде широкой фракции легких углеводородов, и четвертого блока получения гелиевого концентрата методом криогенного разделения метано-азотно-гелиевой смеси на метановую фракцию и гелиевый концентрат, полученные потоки метановой фракции отправляются на дополнительный пятый блок компримирования, в котором метановая фракция компримируется и разделяется на два потока, первый из которых отправляется потребителям в качестве товарного газа, а второй поток поступает в первый блок, где подвергают глубокому охлаждению, и подают в третий блок, полностью используя в качестве орошения в деметанизатор или полностью дросселируя и подавая в качестве хладагента в дефлегматор, встроенный в деэтанизатор, или разделяя на третий и четвертый потоки, причем третий поток подают в качестве орошения в деметанизатор, а четвертый дросселируют и подают в качестве хладагента в дефлегматор, встроенный в деэтанизатор.
Предложенная структурная схема способа переработки природного углеводородного газа позволяет:
- повысить степень отбора этана из потока метановой фракции за счет компримирования метановой фракции и возвращения части ее в качестве рецикла в процесс, что снижает концентрацию этана в сырье колонны деметанизаторе третьего блока и, соответственно, повышает четкость разделения в этой колонне;
- снизить энергозатраты на фракционирование деметанизированного газа в колонне деэтанизаторе за счет того, что четвертый поток метановой фракции дросселируется и подается в третий блок в конденсатор деэтанизатора в качестве хладоагента, благодаря чему можно отказаться от дополнительной дорогостоящей пропановой холодильной установки;
- обеспечить вариативность функционирования технологической схемы, поскольку в зависимости от состава сырья второй поток метановой фракции после глубокого охлаждения в первом блоке может быть использован в третьем блоке в качестве орошения деэтанизатора, хладагента деэтанизатора или в обоих технологических ситуациях после разделения второго потока метановой фракции на третий и четвертый потоки.
Целесообразно, в блоке компримирования метановые фракции компримировать до давления 5,5-6,5 МПа.
Целесообразно, в первом блоке предварительного охлаждения газа, втором блоке конденсации и переохлаждения газа, третьем блоке выделения этана и широкой фракции легких углеводородов в теплообменниках использовать холод отходящих низкотемпературных потоков метановой фракции, этановой фракции, гелиевого концентрата.
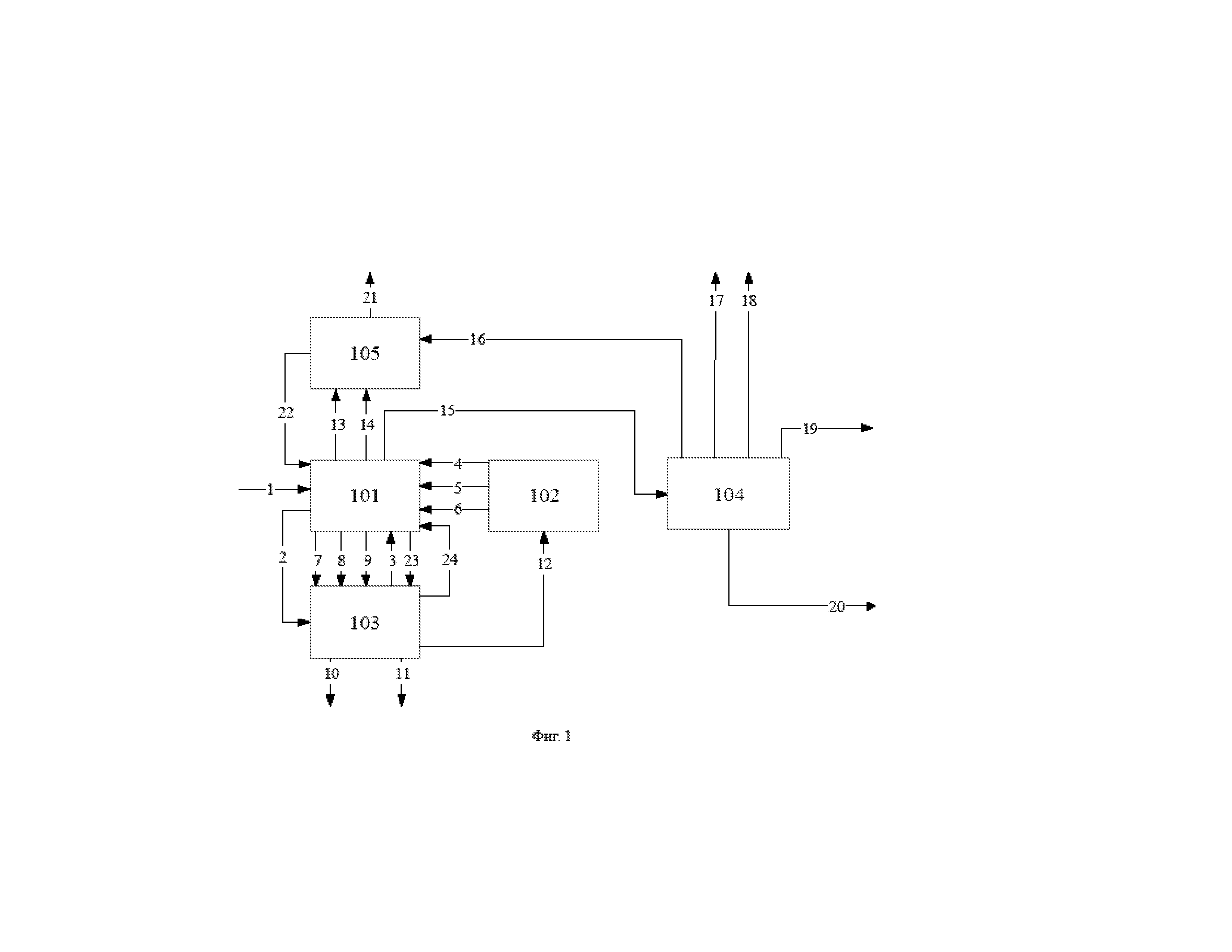
На фигуре 1 представлена блок-схема установки, на которой может быть реализован заявляемый способ и которая включает следующие блоки и трубопроводы, объединяющие блоки:
101 - блок предварительного охлаждения газа;
102 - блок конденсации и переохлаждения газа;
103 - блок выделения этана и широкой фракции легких углеводородов из подготовленного газа;
104 - блок получения гелиевого концентрата;
105 - блок компримирования;
1-23 - трубопроводы.
Предварительно очищенный от сероводорода и диоксида углерода природный газ по трубопроводу 1 подается в блок предварительного охлаждения газа 101, где проходит последовательно установленные теплообменник, пропановый холодильник, затем часть газовых потока, составляющая около 25% от исходного сырья, при температуре 303 К поступает по трубопроводу 2 в блок выделения этана и широкой фракции легких углеводородов из подготовленного газа 103, где используется в качестве теплоносителя в ребойлерах боковых погонов колонны-деметанизатора (первой ректификационной колонны), после чего по трубопроводу 3 возвращается в блок предварительного охлаждения газа 101. Оставшаяся часть газового потока, составляющая около 75% от исходного сырья, поступает в многопоточный охладитель блока 101 на захолаживание обратными потоками метановой фракции среднего давления и смешанным потоком метановых фракций высокого давления, поступающими по трубопроводам, соответственно, 4 и 5 из переохладителя блока конденсации и переохлаждения газа 102, и потоком метано-азотной смеси, подаваемого по трубопроводу 6 из переохладителя блока конденсации и переохлаждения газа 102.
Возвращаемая по трубопроводу 3 из блока 103 в блок 101 часть исходного сырья также поступает на захолаживание, после которого объединенные потоки исходного сырья направляются в сепаратор первой ступени. Полученный в сепараторе первой ступени газовый поток одной частью по трубопроводу 7 направляется в блок выделения этана и широкой фракции легких углеводородов из подготовленного газа 103 на глубокое охлаждение в конденсатор, затем дросселируется и поступает в верхнюю часть колонны-деметанизатора (первой ректификационной колонны), а второй частью направляется на расширение в турбодетандер, и затем направляется по трубопроводу 8 в блок выделения этана и широкой фракции легких углеводородов из подготовленного газа 103 в колонну-деметанизатор (первую ректификационную колонну).
Отсепарированная жидкая фаза из сепаратора первой ступени блока 101 подается в блок выделения этана и широкой фракции легких углеводородов из подготовленного газа 103 по трубопроводу 9, где дросселируется и подается в качестве холодного питания в колонну-деметанизатор (первую ректификационную колонну). Кубовая жидкость колонны-деметанизатора (первой ректификационной колонны) дросселируется до давления 2,3 МПа и подается в качестве холодного питания во вторую ректификационную колонну - колонну-деэтанизатор.
Газовая фаза с верха колонны-деэтанизатора (второй ректификационной колонны) подается на охлаждение в дефлегматор колонны, а затем в сепаратор рефлюкса, из которого жидкая фаза насосом рефлюкса возвращается в колонну в качестве орошения. Этановая фракция, содержащая не менее 98,5% мас, этана, из сепаратора рефлюкса выводится за пределы установки по трубопроводу 10 в качестве товарного продукта или сырья для дальнейшей переработки. Остаток, отводимый из куба колонны-деэтанизатора (второй ректификационной колоны), выводится за пределы установки по трубопроводу 11 в качестве широкой фракции легких углеводородов.
Отпаренный в колонне-деметанизаторе (первой ректификационной колонне) деэтанизированный газовый поток нагревается потоком сырьевого газа, и направляется по трубопроводу 12 в блок конденсации и переохлаждения газа 102 в многопоточный переохладитель.
Деэтанизированный газовый поток конденсируется в переохладителе, часть его после захолаживания подается в ребойлер отпарной колонны (третьей ректификационной колонны) и поступает в сепаратор второй ступени. Полученный в сепараторе отсепарированный газовый поток проходит переохладитель, дросселируется и подается на верхнюю тарелку третьей ректификационной колонны. Отсепарированная жидкая фаза из сепаратора дросселируется и подается в трубопровод метановой фракции высокого давления 5.
Остаток, отводимый из куба третьей ректификационной колонны, отдает холод в переохладителе и формирует потоки метановой фракции среднего и высокого давления с содержанием метана не менее 96% масс, и по трубопроводам, соответственно, 4 и 5 поступают в блок предварительного охлаждения газа 101, дополнительно отдают свой холод в охладителе этого блока и выводятся по трубопроводам 13 и 14 из блока предварительного охлаждения газа 101 в блок компримирования 105.
Отпаренная в третьей ректификационной колонне метано-азотно-гелиевая смесь с температурой 152 К проходит многопоточный переохладитель в блоке 102 и поступает по трубопроводу 6 в блок предварительного охлаждения газа 101 в многопоточный охладитель, после которого выводится из блока предварительного охлаждения газа 101 по трубопроводу 15 в блок получения гелиевого концентрата 104.
Метано-азотно-гелиевая смесь, поступающая по трубопроводу 15 в блок получения гелиевого концентрата 104, последовательно охлаждается, конденсируется и разделяется в системе многопоточных холодильников и ректификационных колонн на метановую фракцию низкого давления, которая по трубопроводу 16 отправляется в блок компримирования 105, азот среднего и низкого давления соответственно по трубопроводам 17 и 18 отводятся с установки, гелиевый концентрат и жидкий азот по трубопроводам 19 и 20 соответственно отправляются потребителям.
Метановые фракции, поступающие по трубопроводам 13, 14 и 16 на блок компримирования 105, в несколько ступеней компримируются до давления 5,5 МПа с получением товарного газа. После этого поток товарного газа разделяется на два потока: первый поток товарного газа по трубопроводу 21 отправляется потребителям, а второй поток (около 10%) возвращается по трубопроводу 22 в блок предварительного охлаждения газа 101, где захолаживается и по трубопроводу 23 поступает в блок выделения этана и широкой фракции легких углеводородов из подготовленного газа 103, где разделяется на третий и четвертый поток топливного газа. Третий поток топливного газа дросселируется и подается в колонну-деметанизатор в качестве орошения. Четвертый поток топливного газа дросселируется и используется в качестве хладагента в конденсаторе колонны-деэтанизатора, после чего по трубопроводу 24 возвращается в блок предварительного охлаждения газа 101, где объединяется с потоком метановой фракции высокого давления.
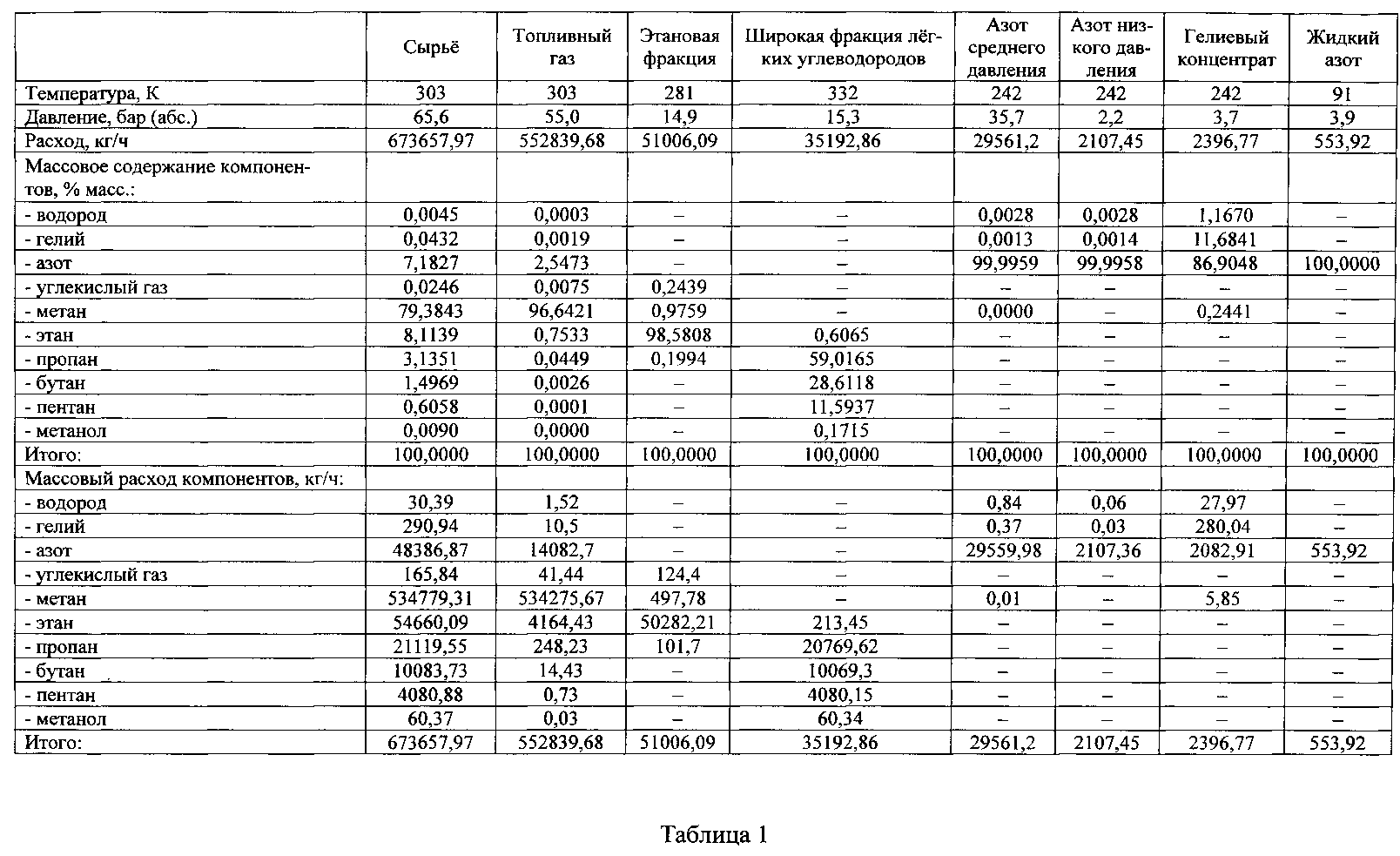
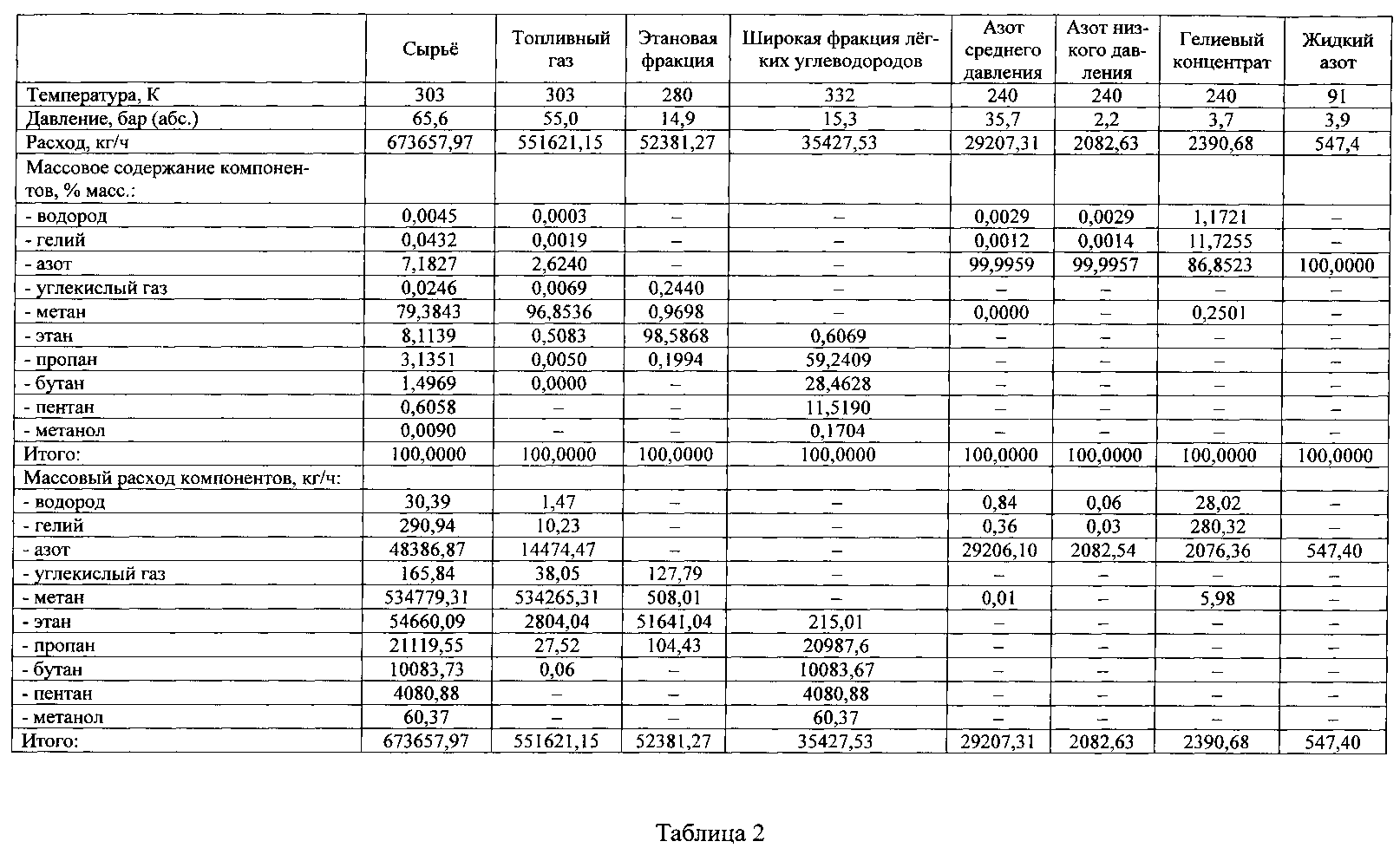
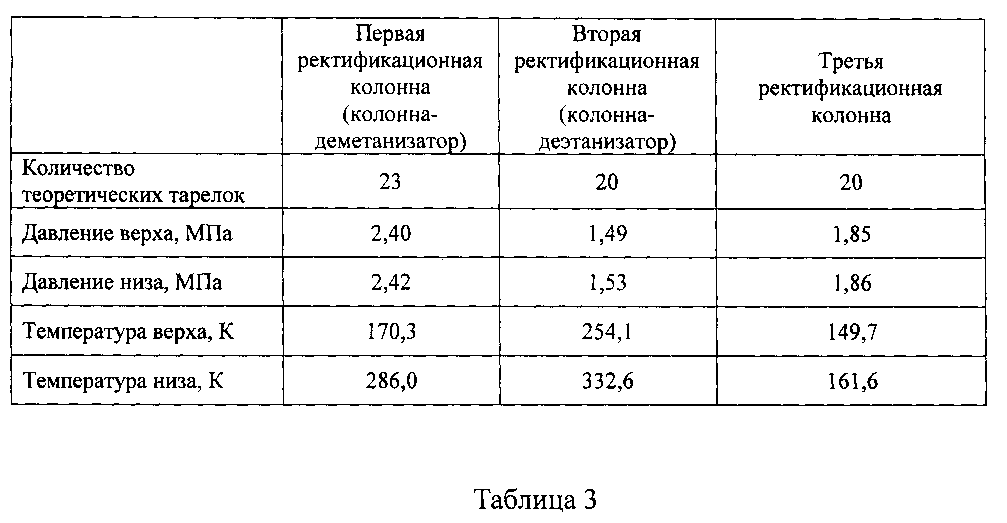
По предлагаемому способу переработки природного углеводородного газа, содержащего также азот и гелий, проведено математическое моделирование процесса. В таблице 1 приведен материальный баланс установки по прототипу без учета подачи рецикла товарного газа на установку. В таблице 2 приведен материальный баланс установки, позволяющей реализовать заявляемое изобретение при переработки 673,658 т/ч природного углеводородного газа. В таблице 3 указаны технологические характеристики ректификационных колонн, используемых в процессе как по прототипу, так и по заявляемому изобретению.
Из сравнения приведенных в таблицах 1 и 2 материальных балансов видно, что при технологических режимах колонн, указанных в таблице 3, введение в процесс рецикла топливного газа (метановой фракции) при сохранении качества, получаемых конечных и промежуточных продуктов выработка этановой фракции увеличивается на 11300 т/год за счет увеличения отбора этана с 92,00 до 94,48%.
Таким образом, заявляемое изобретение решает задачу комплексного извлечения практически покомпонентно из природного углеводородного газа всех примесей, содержащихся в метановой фракции и снижающих ее теплотворную способность, формирования из выделенных примесей потоков товарных продуктов или сырья ассоциированных газохимических производств, а также оптимального распределения систем нагрева и охлаждения технологических потоков, обеспечивающих максимальную рекуперацию тепла в системе и, как следствие, снижение энергозатрат для создания холодильных циклов криогенного разделения газов.

Способ получения дизельного топлива с низкотемпературными свойствами
Турбулентный смеситель-реактор
Способ и установка адсорбционной осушки и очистки природного газа
Газоперерабатывающий кластер
Компоновка газоперерабатывающего комплекса
Система подвода тепла в ректификационную колонну (варианты)
Комплекс переработки в газохимическую продукцию углеводородного сырья месторождений, расположенных в сложных климатических условиях

