Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к холодной листовой штамповке, в частности к формообразованию тонкостенных осесимметричных оболочек, и может быть использовано при изготовлении крупногабаритных тонкостенных деталей усеченной сужающейся формы на прессах двойного действия.
Известно устройство для раздачи с растяжением полой конической заготовки, состоящее из пуансона для раздачи, матрицы, прижима, выталкивателя и контейнера (а.с. СССР №1748905, МПК B21D 22/30, опуб. 23.07.1992, бюл. №27). В результате того, что после раздачи конической заготовки, ее меньший торец зажимается инструментом и заготовка дополнительно растягивается в осевом направлении, точность обводов штампованной детали значительно увеличивается.
Недостаток этого устройства в том, что нижний прижим является жестким и не обеспечивает равномерного зажима заготовки по всей его рабочей поверхности. Это происходит из-за перекоса заготовки при установке после прижима ее по большому торцу. Поэтому возможен выров части заготовки по меньшему диаметру из-за необходимости при формовке прикладывать большие усилия нижнего прижима, несмотря на то, что поверхность нижнего зажима выполняется шероховатой (для усиления фактора удержания заготовки от выскальзывания). Эта часть заготовки является технологическим припуском, что увеличивает расход металла.
Наиболее близким по технической сущности является устройство для формообразования оболочек сужающейся формы (Пат. 78709 Российская Федерация, МПК7 B21D 20/30, опубл. 10.12.2008, бюл. №34), содержащее пуансон, контейнер, прижим, выталкиватель, матрицу, плиту штампа, на которую установлен контейнер, внутри него на плите штампа расположен эластичный элемент, размещенный на подкладной плите, между плитой штампа и подкладной плитой расположен эластичный буфер. Эластичный элемент выполнен в виде кольца прямоугольного сечения со срезанной со стороны пуансона частью в виде конического сечения, больший диаметр которого равен внутреннему диаметру матрицы, а меньший диаметр равен диаметру выталкивателя, и высотой, равной расстоянию от нижней поверхности матрицы до ближайшей от матрицы точки выталкивателя в исходном положении, кроме того, между подкладной плитой и нижней плитой штампа выполнен дополнительный эластичный кольцевой элемент прямоугольного сечения с высотой, равной расстоянию от плиты штампа до подкладной плиты, наружным диаметром меньше внутреннего диаметра контейнера, а внутренним диаметром больше диаметра выталкивателя. Эластичный элемент может быть сплошным или составным.
Кроме жесткого нижнего прижима, эластичный элемент, используемый в устройстве, создает дополнительный прижим и за счет активных сил трения между заготовкой и пуансоном снижает необходимое усилие зажима заготовки на малом торце заготовки.
Рассмотренное устройство не лишено недостатков, что и в первом случае для деталей с соотношением dн/Dн≤0,6, где dн, Dн - наименьший и наибольший диаметры заготовки. Недостатком устройства является и очень большое усилие деформирования из-за дополнительного сжатия эластичного элемента.
Задачей изобретения, обеспечивающей равномерный зажим заготовки по всей поверхности нижнего зажима, является повышение выхода годного металла за счет устранения брака, уменьшение усилия процесса деформирования и получение более качественной детали за счет достижения равномерной толщины по всему объему заготовки.
Задача решается за счет того, что в устройстве для отбортовки и формовки конической заготовки, содержащем матрицу, верхний конический прижим, нижний прижим, пуансон, согласно изобретению, на нижнем прижиме дополнительно установлено упругое кольцо в виде усеченной конической оболочки, внутренняя поверхность которой соответствует наружной поверхности нижней части пуансона, а толщина упругого кольца должна удовлетворять неравенству:

причем величина зазора между наружными диаметрами упругого кольца и диаметрами рабочей поверхности нижнего прижима должна удовлетворять соотношению:

где Δ - зазор между наружными диаметрами упругого кольца и рабочей поверхностью нижнего прижима;
 - величина предельного значения упругой деформации;
- величина предельного значения упругой деформации;
Sк, hк, α - соответственно толщина, высота, угол конусности упругого кольца;
Dк - наибольший диаметр внутренней конической поверхности упругого кольца, равный наименьшему диаметру рабочей поверхности пуансона, формирующей внутреннюю поверхность детали;
ƒ - коэффициент трения между заготовкой и пуансоном;
σв - предел прочности заготовки (материала);
R - средний радиус внутренней конической поверхности упругого кольца;
Е - модуль упругости упругого кольца;
εθ - деформация упругого кольца по окружности среднего диаметра 2R;
Sзаг - толщина заготовки.
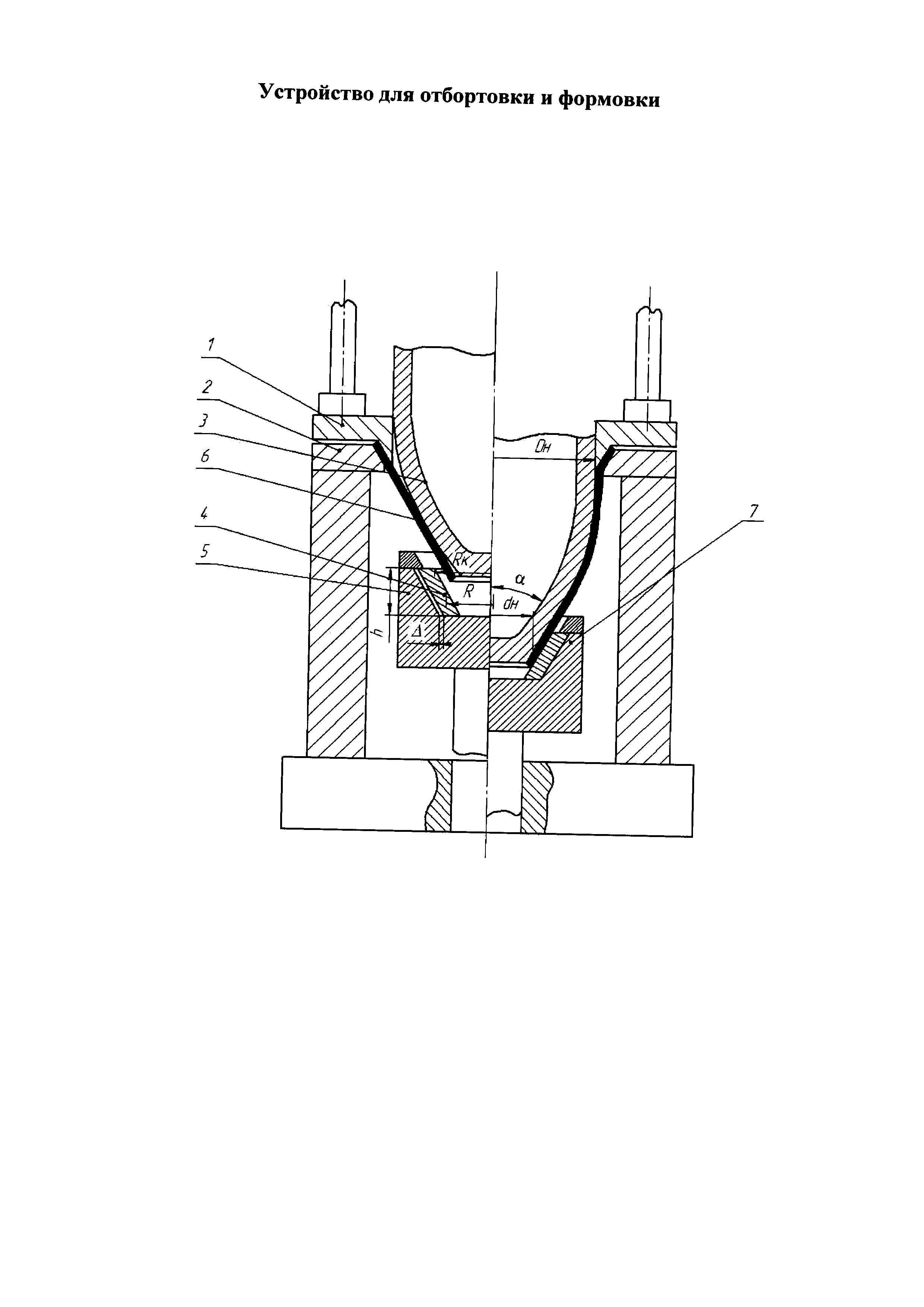
Поставленная задача достигается с помощью устройства, схема которого представлена.
Оно состоит из верхнего конического прижима 1, конической матрицы 2, пуансона 3, упругого кольца в виде конической оболочки 4, нижнего прижима 5, опорного кольца 7.
Заготовка 6
Коническая заготовка 6 (как правило, сварная) устанавливается в матрице 2 с тем же углом конусности, что и заготовка, которая прижимается коническим прижимом 1 по той части заготовки, которая ближе к большему торцу. При опускании пунсона вниз сначала происходит отбортовка заготовки в той части, которая находится ближе к зажатому по большему диаметру торцу заготовки. В этой части заготовка утоняется наиболее сильно до момента, пока заготовка не коснется рабочей поверхности пуансона со стороны малого торца и не прижмется к упругому кольцу 4. При дальнейшем движении пуансона вниз нижняя часть заготовки зажимается между пуансоном и упругим кольцом, внутренняя поверхность которого соответствует рабочей поверхности пуансона. Упругое кольцо имеет возможность свободно перемещаться на величину зазора, если его ось симметрии не совпадает с осью симметрии заготовки. Это дает возможность плотно и равномерно прижимать заготовку к пуансону и устранять выров заготовки в случае ее неравномерного прижатия. Упругое кольцо имеет возможность деформироваться в упругой области, увеличив свой диаметр в пределах упругой деформации материала кольца 0,3-0,8%. Как правило это закаленные стали, типа сталь 65Г, бериллиевая бронза Бр Б2, титан. При этом величина давления, с которым заготовка прижимается к пуансону, составит:

Сила Fтр, с которой упругое кольцо удерживает малый торец заготовки, составит:

где Fк - площадь внутренней поверхности упругого кольца.
Сила Fтр должна быть не меньше усилия Рф, с которым заготовка может выскользнуть из зажима. В условиях формовки это усилие равно:

Приравняв уравнение (3) и (4), имеем:

Считая, что упругое кольцо по форме близко к конической оболочке, получим:

где α - угол конусности между касательной, проведенной в точке среднего радиуса упругого элемента, и осью устройства, равный углу конусности образующей рабочей поверхности пуансона в точке, соответствующей радиусу R пуансона;

где dк=Dк-2Dк(0,05-0,1)tgα - наименьший диаметр внутренней поверхности упругого кольца, равный диаметру торца пуансона (вычитаемое представляет собой величину технологического припуска под обрезку).
С учетом зависимостей (3, 4, 5, 6) можно найти толщину упругого кольца:

Угол конусности упругого кольца должен удовлетворять соотношению:
tgα≥ƒк,
где ƒк - коэффициент трения между внутренней поверхностью упругого элемента и заготовкой.
Во избежание пластической деформации упругого кольца, он имеет ограничения при раздаче. При этом зазор, т.е. разница между наружными диаметрами упругого кольца и диаметрами рабочей поверхности нижнего прижима, которая ограничивает перемещение упругого кольца, постоянна по высоте и должна определяться:

При дальнейшем движении пуансона вниз происходит процесс формовки в условиях, близких к плоско-деформированному состоянию, когда тангенциальная деформация близка к нулю. В этих условиях наиболее сильно утоняются элементы, расположенные в области малого торца, которые при отбортовке имеют большие толщины, чем элементы, находящиеся в области большего торца. Это обстоятельство выравнивает толщину детали по всей поверхности в разных сечениях.
Предлагаемое устройство позволяет получить по всей поверхности деталь с достаточно высокой точностью геометрических размеров, в том числе и по толщине заготовки, облегчая компоновку с другими деталями, например в двигателях летательных аппаратов; повысить коэффициент использования материала, тем самым сокращая расход металла.
Устройство для отбортовки и формовки конической заготовки, содержащее матрицу, верхний конический прижим, нижний прижим, пуансон, отличающееся тем, что оно снабжено установленным на нижнем прижиме упругим кольцом в виде усеченной конической оболочки, внутренняя поверхность которой соответствует наружной поверхности нижней части пуансона, а толщина упругого кольца удовлетворяет неравенству: причем величина зазора между наружными диаметрами упругого кольца и диаметрами рабочей поверхности нижнего прижима удовлетворяет соотношению: где Δ - зазор между наружными диаметрами упругого кольца и рабочей поверхностью нижнего прижима; - величина предельного значения упругой деформации;S, h, α - соответственно толщина, высота, угол конусности упругого кольца;D - наибольший диаметр внутренней конической поверхности упругого кольца, равный наименьшему диаметру рабочей поверхности пуансона, формирующей внутреннюю поверхность детали;ƒ - коэффициент трения между заготовкой и пуансоном;σ - предел прочности материала заготовки;R - средний радиус упругого кольца;Е - модуль упругости упругого кольца;ε - деформация упругого кольца по окружности среднего диаметра 2R;S - толщина заготовки.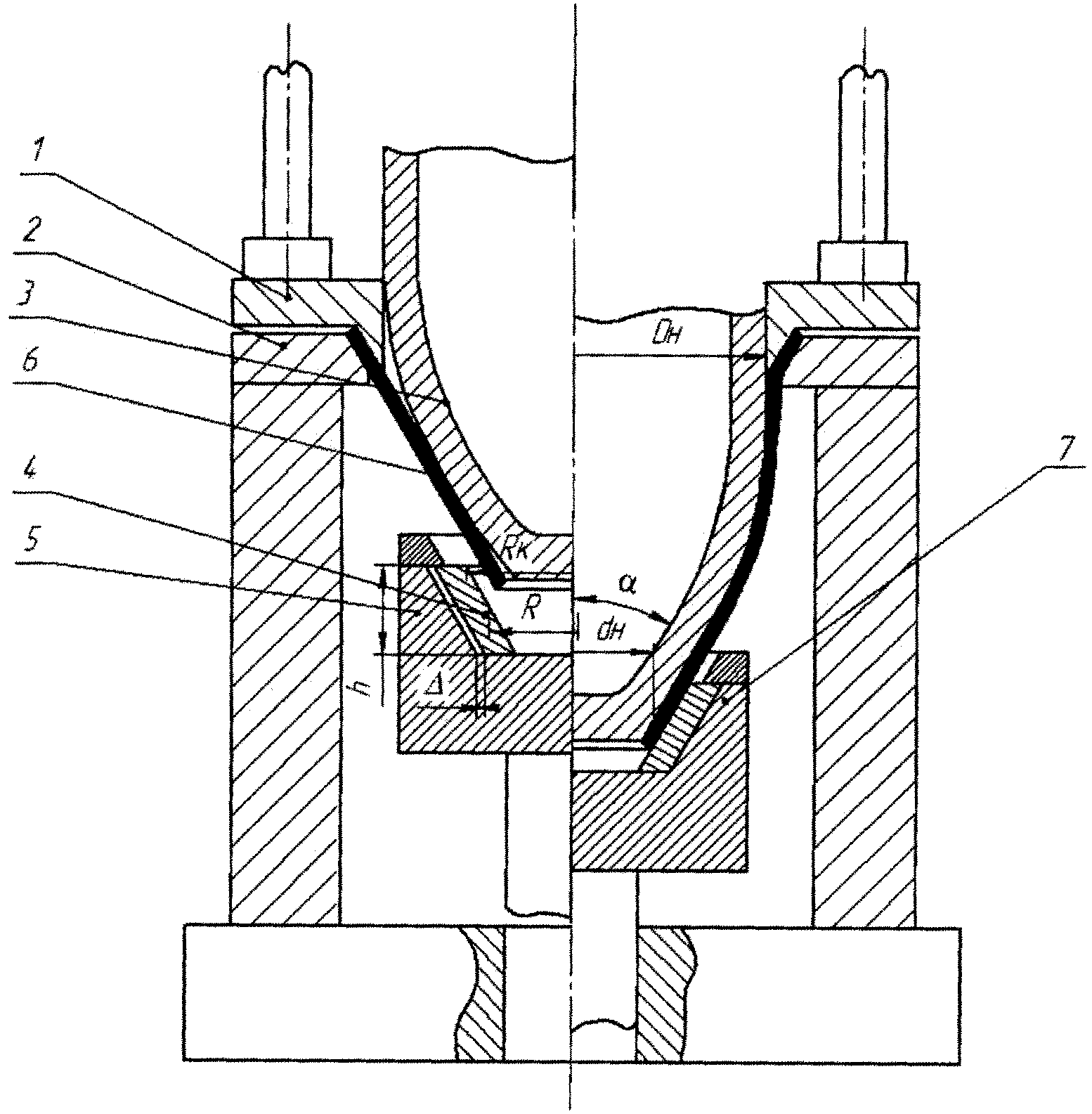
Способ запуска микро- и наноспутников и устройство на основе микропроцессорной магнитоиндукционной системы для осуществления запуска
Устройство для бесслитковой прокатки жидкого металла
Способ формообразования тонкостенных осесимметричных деталей конической формы
Керамическая композиция для изготовления кирпича
Композиция для изготовления жаростойких композитов
Композиция для производства пористого заполнителя
Способ изготовления тонких полос из труднодеформируемых алюминий-литиевых сплавов
Двухкомпонентная центробежная форсунка с интенсивным смесеобразованием
Способ оздоровления больных в острый период инсульта
Способ работы и устройство блока пульсирующих камер сгорания
Способ формообразования тонкостенных осесимметричных деталей конической формы
Керамическая композиция для изготовления кирпича
Композиция для изготовления жаростойких композитов
Композиция для производства пористого заполнителя
Способ изготовления тонких полос из труднодеформируемых алюминий-литиевых сплавов
Двухкомпонентная центробежная форсунка с интенсивным смесеобразованием
Способ оздоровления больных в острый период инсульта
Способ работы и устройство блока пульсирующих камер сгорания
Устройство для исследования потоков микрометеороидов и частиц космического мусора
Способ бесконтактного измерения электромагнитных параметров материалов

