Результат интеллектуальной деятельности: ОПРАВКА ДЛЯ КАЛИБРОВАНИЯ ВНУТРЕННЕГО КАНАЛА ТРУБ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и используется в производстве труб при изготовлении особо точных труб по внутреннему диаметру, и может использоваться, например, при изготовлении биметаллических насосно-компрессорных труб, автомобильных амортизаторов, плунжеров и корпусов глубинных насосов и гидроцилиндров, а также при изготовлении труб для топливопровода высокого давления для дизельных двигателей и капиллярных труб.
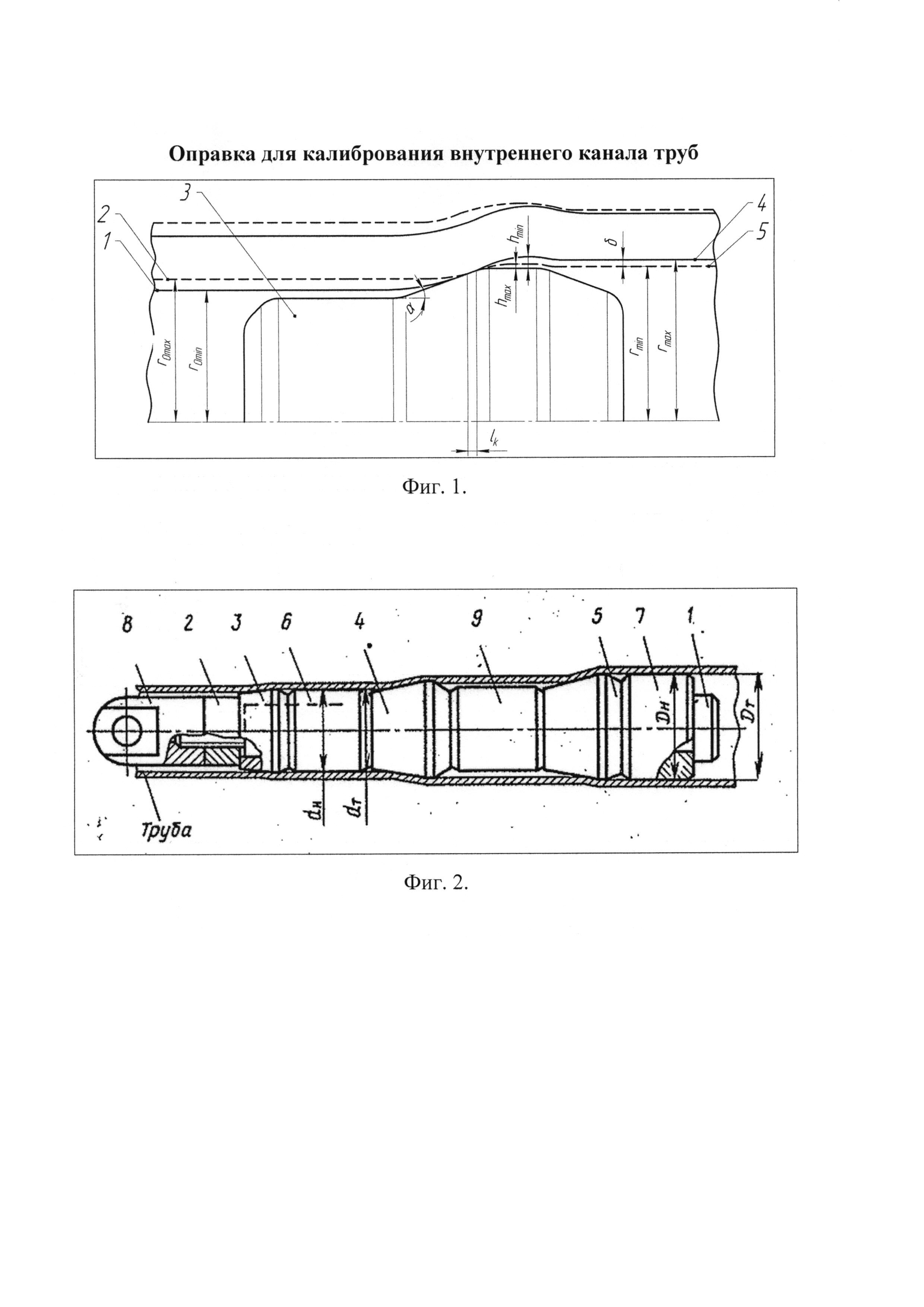
Широко распространена оправка (Шевакин Ю.Ф. и др. Производство труб. М.: Металлургиздат, 1968), при раздаче на которой труба подвергается деформированию на рабочей части оправки, имеющей вид усеченного конуса с полууглом α при вершине = 8÷12° (фиг. 1). На фиг. 1 изображены: 1 - исходная труба с минимально допустимым внутренним диаметром; 2 - исходная труба с максимально допустимым внутренним диаметром; 3 - оправка с конической рабочей частью; 4 - калиброванная труба с максимальным внутренним диаметром; 5 - калиброванная труба с минимальным внутренним диаметром.
Особенностями процесса является малая величина степени раздачи (до 10-15%) по внутреннему диаметру, которая ограничивается максимально допустимыми растягивающими тангенциальными напряжениями. Недостатком этого способа являются низкая устойчивость оправки в очаге деформации из-за малой длины контакта lk внутренней поверхности трубы с оправкой при установившемся процессе калибрования и повышенная протяженность зоны внеочаговой деформации. В зависимости от разброса значений радиусов внутренней поверхности исходных труб r0min÷r0max в процессе раздачи наблюдается различная степень внеконтактной раздачи на выходе из очага деформации hmin÷hmax и искажение размеров внутреннего диаметра на выходе, выражаемое диапазоном значений радиусов внутренней поверхности калиброванной трубы δ=rmax-rmin, вследствие чего не обеспечивается необходимая точность внутреннего канала калиброванных труб. При этом с повышением степени раздачи происходит увеличение степени внеконтактной деформации и снижение точности размеров труб. Кроме того, малая площадь контакта снижает устойчивость протекания процесса раздачи и может привести к появлению кривизны и непоправимому браку калиброванной трубы.
Известна сборная оправка для раздачи труб (патент SU 1574326 А1 от 30.06.90), принятая в качестве прототипа, позволяющая повысить устойчивость процесса раздачи и точность калиброванных труб, изображенная на фиг. 2. При протягивании, посредством элемента для соединения оправки с тяговым органом 8 через стержень 1 и гайку 2, через трубу сборной оправки с цилиндрическими направляющими 6, 7 и рабочими элементами 3-5, имеющих коническую поверхность, труба постепенно деформируется на участках 3-5. При этом цилиндрические направляющие 6, 7 расположены после рабочих элементов 3, 4 и 5. Рабочие элементы отделены друг от друга дистанционной втулкой 9. Разброс значений внутренних диаметров уменьшается за счет того, что требуемая степень раздачи дробится на несколько ступеней и на каждой ступени обеспечено снижение интенсивности внеконтактной деформации.
В прототипе для стабильного удержания сборной оправки на оси обрабатываемой трубы используются цилиндрические направляющие с отношением наружного диаметра Dн (dн) к внутреннему диаметру трубы Dт (dт) в зоне расположения направляющей, определяемой по следующей математической зависимости:

где σт - предел текучести материала трубы;
Е - модуль упругости материала трубы.
При отношении диаметров больше величины 1 + 0,8 σт/Е затруднено ведение процесса раздачи из-за появления задиров на внутренней поверхности трубы. При отношении диаметров меньше величины 1 - 0,8 σт/Е не обеспечивается устойчивое положение оправки и снижается точность внутреннего канала трубы по овальности и мелкопериодной кривизне. Эта зависимость показывает, что при определенных условиях внутренний диаметр калиброванной трубы может быть как меньше, так и больше диаметра калибрующего пояска (цилиндрической направляющей). При раздаче на конической оправке труб конструкционного назначения было отмечено, что для выполнения условия (1) степень раздачи должна быть ограничена до ~ 1%.
Перечисленным способам присущ один и тот же основной недостаток - малая протяженность контакта рабочей части оправки с внутренней поверхностью трубы и большая протяженность зоны внеочаговой деформации вследствие использования рабочих частей с конической поверхностью.
Задачей изобретения является повышение точности и качества внутреннего канала труб. Это достигается за счет того, что оправка для калибрования внутреннего диаметра труб, имеющая рабочую часть и расположенную за ней калибрующую часть в виде цилиндрического участка, отличается тем, что рабочая часть оправки выполнена в виде двух последовательно расположенных по оси оправки участков, первый их которых имеет параболическую форму поверхности, а расположенный за ним участок - коническую форму поверхности с полууглом при вершине, равным 1÷3°, а также тем, что оправка имеет входную направляющую втулку из эластичного материала.
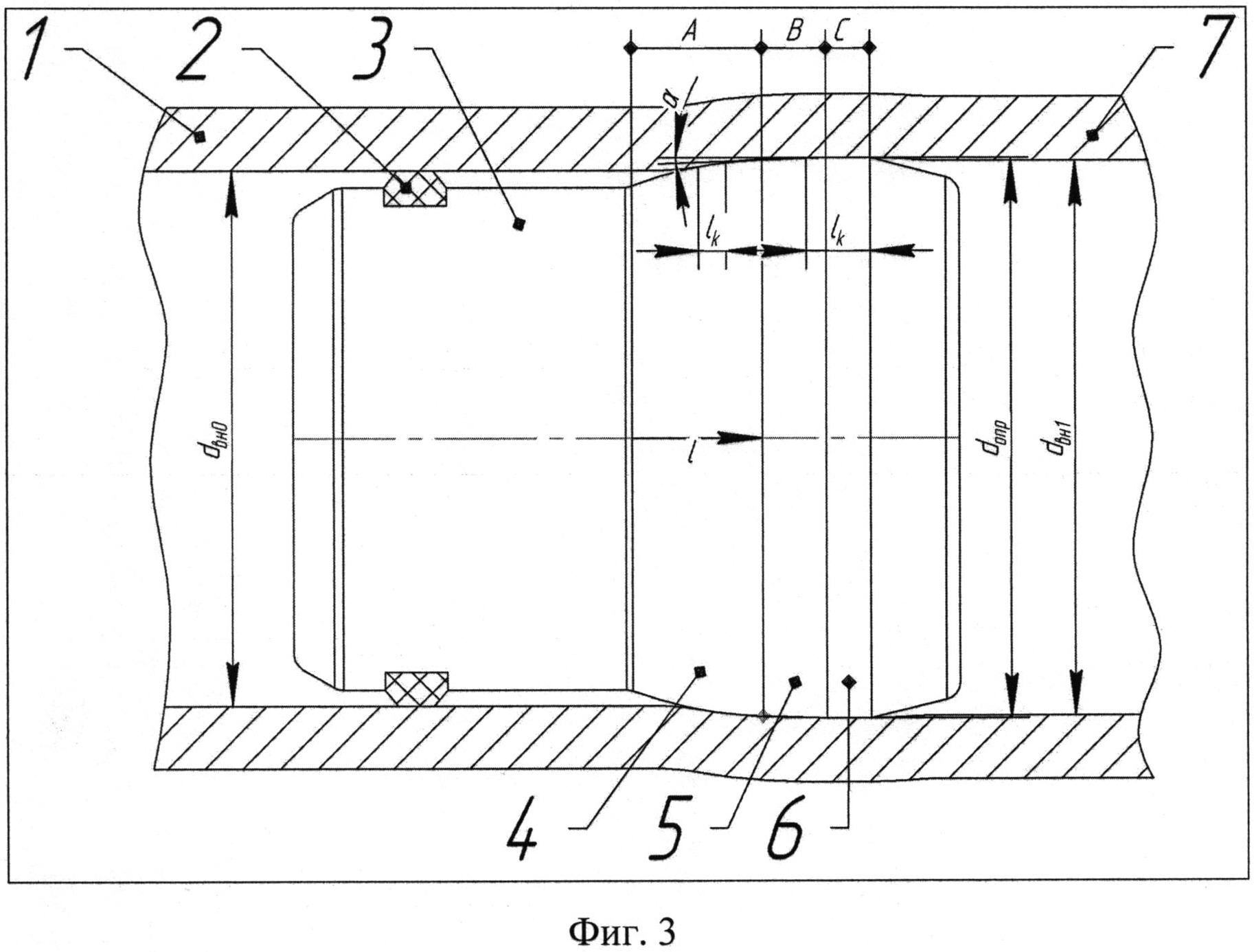
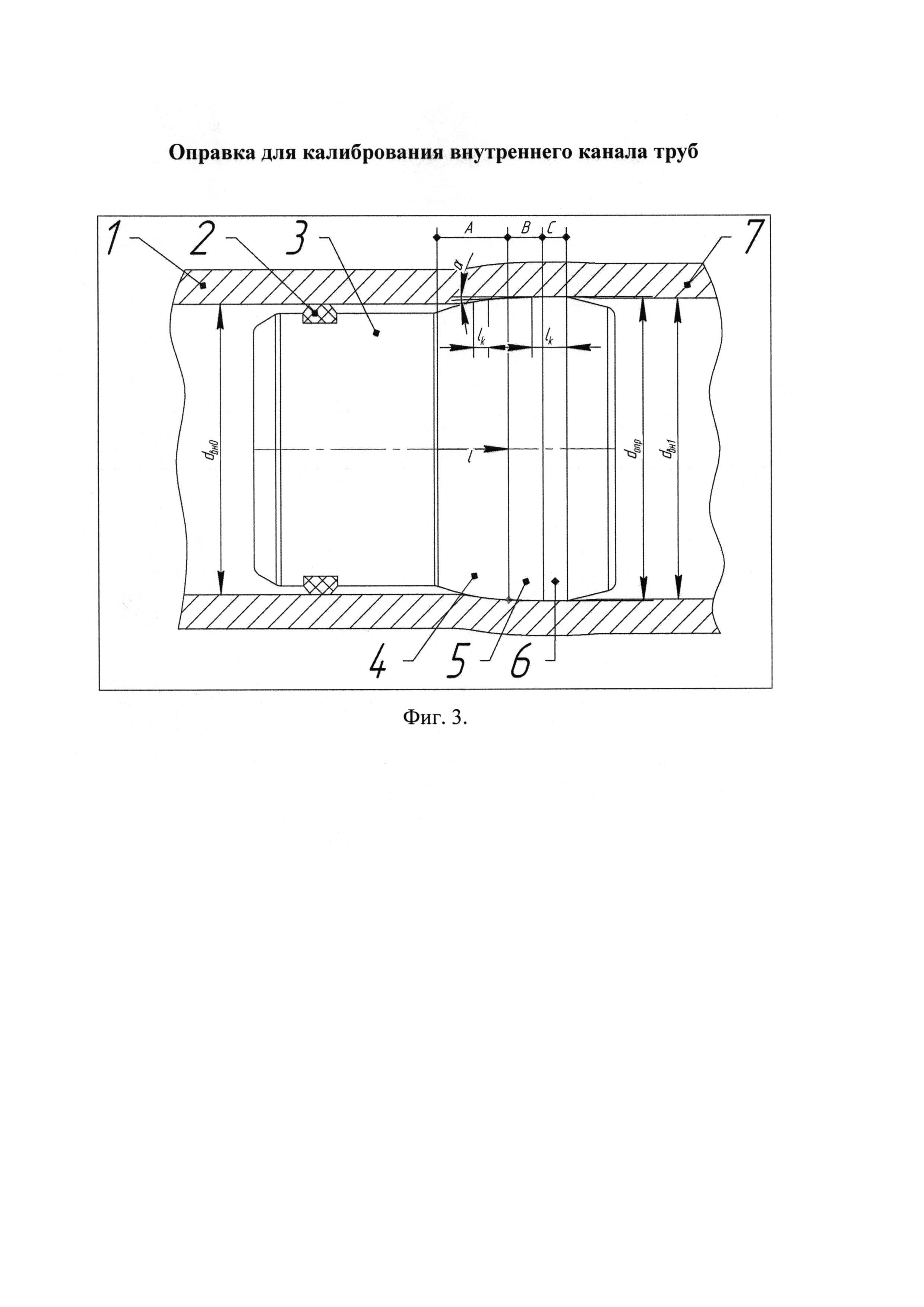
Сущность изобретения поясняется схемой на фиг. 3, на которой изображена схема раздачи трубы оправкой, с предлагаемым профилем рабочей и направляющей части. Оправка 3 имеет входную направляющую втулку из эластичного материала 2, рабочий элемент, состоящий из участка 4 и 5, и калибрующий участок 6. Участок 4 имеет параболическую форму поверхности и предназначен для деформации труб при относительно больших степенях деформации, а участок 5 имеет коническую форму поверхности с полууглом α при вершине, равным 1-3° и предназначен для деформации труб при малых степенях деформации.
После установки трубы 1 в волочильный стан и нанесения смазки на внутреннюю поверхность, в полость трубы вводят оправку 3, соединенную через штангу с тяговым органом. Направляющая втулка из эластичного материала 2 обеспечивает равномерное распределение смазки по внутренней поверхности трубы, а также соосность процесса раздачи. В процессе раздачи труба последовательно деформируется по участкам 4-6, имеющим длину А, В и С. При этом исходная труба 1, имеющая значение внутреннего диаметра до раздачи dвн0, деформируется сначала на участке 4, имеющем параболическую поверхность, затем на коническом участке 5 и после этого на калибрующем пояске 6 с диаметром наружной поверхности dопр и на выходе из очага деформации, после упругой разгрузки калиброванная труба 7 имеет значение внутреннего диаметра dвн1. Минимальное значение разброса значений внутреннего диаметра труб, и, следовательно, технический результат достигаются за счет осуществления деформации трубы сначала на параболическом участке 4, затем на коническом участке 5 и после этого на калибрующем пояске 6, что обеспечивает минимальную степень внеочаговой деформации.
Геометрические параметры параболической поверхности участка 4 подбираются в зависимости от диапазона значений внутренних диаметров исходных труб так, чтобы обеспечить максимальную длину контакта внутренней поверхности трубы с оправкой. Полуугол при вершине конического участка 5, равный 1-3°, обусловлен тем, что при меньшем значении полуугла возможны случаи отсутствия контакта внутренней поверхности трубы с коническим участком 5, а при большем не обеспечивается контакт внутренней поверхности трубы с калибрующим пояском 6.
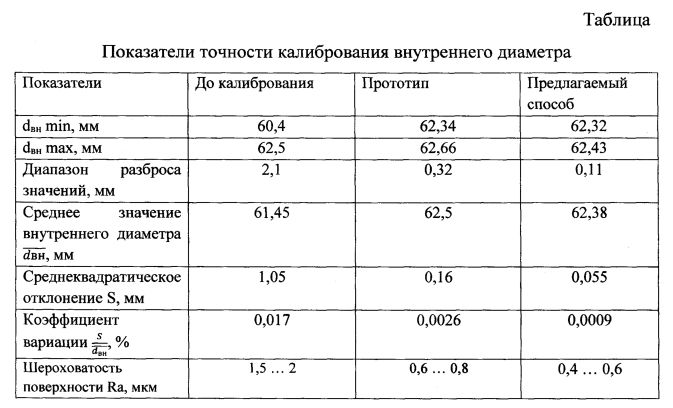
Конкретный пример использования способа раздачи труб при калибровании трубы из углеродистой стали (ГОСТ Р 52203 - 2004) 73×5,5 на внутренний диаметр 62,5. У калиброванных труб фиксировались значения внутренних диаметров в двух взаимоперпендикулярных направлениях, а также значения микрошероховатости. Результаты контроля геометрических размеров и значений микрошероховатости приведены в таблице. В качестве критерия точности был принят коэффициент вариации внутреннего диаметра  , где
, где  - среднее значение внутреннего диаметра, S - среднеквадратическое отклонение dвн, которое рассчитывается по формуле
- среднее значение внутреннего диаметра, S - среднеквадратическое отклонение dвн, которое рассчитывается по формуле  . Этот показатель учитывает статистическое распределение размеров, поэтому является наиболее объективной формой оценки точности труб. Из рассчитанных показателей точности следует, что при калибровании труб по прототипу повышение точности достигается в 6,54 раза, а по предлагаемому способу - в 18,9 раза.
. Этот показатель учитывает статистическое распределение размеров, поэтому является наиболее объективной формой оценки точности труб. Из рассчитанных показателей точности следует, что при калибровании труб по прототипу повышение точности достигается в 6,54 раза, а по предлагаемому способу - в 18,9 раза.
Сырьевая смесь для зольного аглопоритового гравия
Способ изготовления и состав пасты для толстопленочного резистора
Способ гамма-радиографической интроскопии
6-(2'-амино-2'-карбоксиэтилтио)-2-метилтио-4-пивалоилоксиметил-1,2,4-триазоло[5,1-c]1,2,4-триазин-7(4н)-он
Роторный ветрогидродвигатель
Способ получения парацетамола
Способ определения производительности плавильного агрегата
Способ определения параметров движения объектов локации в радиолокационных датчиках с частотной манипуляцией непрерывного излучения радиоволн и устройство для его реализации
Способ получения пленок твердых растворов замещения pbsnse методом ионного обмена
Способ и устройство определения поверхностного натяжения и/или плотности металлических расплавов
Способ термической обработки крупногабаритных изделий из высокопрочного титанового сплава
Контактный теплоутилизатор с каплеуловителем
Способ восстановления служебных свойств насосно-компрессорных труб лейнированием
Способ получения невзрывного разрушающего средства агломерационным обжигом
Способ получения имплантированного ионами цинка кварцевого стекла
Когерентный супергетеродинный спектрометр электронного парамагнитного резонанса
Способ измерения относительной теплопроводности при внешнем воздействии
Способ измерения высоких и сверхвысоких доз, накопленных в термолюминесцентных детекторах ионизирующих излучений на основе оскида алюминия, в том числе при облучении в условиях повышенных температур окружающей среды

