Результат интеллектуальной деятельности: ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ КОНИЧЕСКОЙ РЕЗЬБЫ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к технологии комбинированной обработки металлов с применением ультразвукового упрочнения резьбовых участков деталей и может быть использовано при изготовлении, восстановлении или ремонте, например, нефтепромысловых труб или соединительных муфт к ним.
Уровень техники
Из описания изобретения к патенту Российской Федерации RU 2092291, кл. B23P 6/00, опубл. 10.10.97 г. [1], известен инструмент для ультразвуковой обработки конической резьбы нефтепромысловых труб. Инструмент имеет корпус, со стороны входного конца которого выполнена поверхность, предназначенная для контакта с волноводом. Со стороны выходного конца корпуса выполнена имеющая пазы рабочая резьбовая коническая поверхность, ответная поверхности обрабатываемой резьбы.
Изобретение [1] направлено на повышение надежности резьбовых соединений и снижение аварийности за счет создания в них более равномерного напряженного состояния.
Инструмент [1] в процессе работы воспринимает ультразвуковые колебания от трубчатого волновода, контактируя с ним на небольшом участке. Это не позволят повысить интенсивность воздействия на поверхность обрабатываемой резьбы. Кроме того, недостаток инструмента [1] состоит в том, что он не обеспечивает обработку канавки резьбы на глубину, превышающую нормативную для обрабатываемой резьбы.
Из описания изобретения к патенту Российской Федерации RU 2271269, кл. B23P 6/00, B23G 7/02, C21D 7/04, опубл. 10.03.2006 г. [2] известен инструмент для ультразвуковой обработки конической резьбы деталей, преимущественно нефтепромысловых труб. Инструмент содержит корпус, на выходном конце которого выполнен рабочий резьбовой конический участок, резьба которого ответна резьбе обрабатываемой детали. Изобретение [2] направлено на увеличение срока безаварийной эксплуатации таких деталей с конической резьбой как трубы и муфты для соединения труб. Как указано в описании к патенту [2], стойкость резьбовых соединений насосно-компрессорных труб, обработанных таким инструментом, превышает в два раза стойкость труб, обработанных инструментом по патенту [1].
Однако недостатком инструмента [2] является сложность его изготовления. Согласно описанию "резьбовая поверхность должна быть выполнена соответствующей нормативам конусности, среднего диаметра в основной плоскости, угла профиля и шага для обрабатываемой резьбы и имеет высоту профиля, которая превышает нормативную для обрабатываемой резьбы, но менее нормативной высоты исходного остроугольного профиля, уменьшенной на нормативный радиус закругления впадины профиля обрабатываемой резьбы" (цитируется по формуле изобретения [2]). По-видимому, выполнение перечисленных выше требований при изготовлении инструмента [2] сопряжено с большими трудностями.
Из описания изобретения к патенту Российской Федерации RU 2271270, кл. B23P 6/00, B23G 7/02, C21D, опубл. 10.03.2006 г. [3] известен инструмент для ультразвуковой обработки конической резьбы деталей, содержащий полый корпус, который со стороны входного конца имеет поверхность, предназначенную для контакта с волноводом, а со стороны выходного конца - рабочую резьбовую поверхность с фаской, ответную поверхности обрабатываемой резьбы, на рабочей резьбовой конической поверхности имеются пазы двух видов, пазы одного вида расположены между фаской и основанием рабочей резьбовой поверхности и пересекают стенку инструмента, а пазы другого вида выполнены глубиной более высоты профиля резьбы и пересекают фаску рабочей резьбовой поверхности.
Инструмент для ультразвуковой обработки конической резьбы деталей [3] можно считать наиболее близким аналогом предлагаемого технического решения.
Недостатком технического решения [3] является то, что ультразвуковые волны при использовании инструмента направлены на обрабатываемую резьбовую поверхность детали под острым углом и поэтому не могут способствовать интенсивному воздействию рабочей поверхности инструмента на поверхность обрабатываемого участка резьбы. Практически ультразвуковые колебания направлены вдоль оси детали. Расположение поверхности инструмента, контактирующей при работе с поверхностью волновода, на плоском торце входного конца в изобретении [3] позволяет волноводу направлять ультразвуковые волны только в направлении оси инструмента, что позволяет применять в процессе обработки деталей только один магнитострикционный преобразователь. Однако мощность стандартного магнитострикционного преобразователя ограничена (она составляет не более 5 кВт). Указанная величина мощности недостаточна для интенсивной проработки приповерхностных слоев резьбового участка таких деталей, как трубы большого диаметра (например, трубы диаметром 89-114 мм). Кроме того, при использовании инструмента [3] вследствие неплотного прилегания его рабочей резьбовой поверхности к ответной поверхности детали не всегда обеспечивается надежный контакт инструмента с деталью и это затрудняет передачу ультразвуковых колебаний от инструмента к детали.
Задача, стоявшая перед авторами настоящего изобретения, заключалась в обеспечении эффективности максимальной концентрации ультразвуковых колебаний на обрабатываемом участке детали. За счет этого экономится электроэнергия и одновременно интенсифицируется проработка поверхностных и приповерхностных слоев материала. Последнее обстоятельство способствует улучшению служебных характеристик труб и соединительных муфт. Кроме того, стояла задача распространения технологии ультразвукового упрочнения резьбовой поверхности на трубы больших диаметров (до 178 мм).
Технический результат изобретения состоит в повышении служебных характеристик резьбы обрабатываемых деталей и в возможности обработки труб большого диаметра.
Указанный технический результат достигается в инструменте для ультразвуковой обработки конической резьбы деталей, содержащем полый корпус, который со стороны входного конца имеет поверхность, предназначенную для контакта с волноводом, а со стороны выходного конца - рабочую резьбовую поверхность с фаской, ответную поверхности обрабатываемой резьбы, на рабочей резьбовой поверхности имеются пазы двух видов, пазы одного вида расположены между фаской и основанием рабочей резьбовой поверхности и пересекают стенку инструмента, а пазы другого вида выполнены глубиной более высоты профиля резьбы, за счет того что пазы, которые выполнены глубиной выше профиля резьбы расположены между фаской и основанием рабочей резьбовой поверхности и сообщаются с продольными отверстиями, которые выполнены во входном конце корпуса и имеют резьбу, используемую для присоединения трубопроводов подвода смазывающе-охлаждающей жидкости, а поверхность корпуса, предназначенная для контакта с волноводом, выполнена в виде двух или более расположенных вдоль корпуса и переходящих одна в другую конических поверхностей, оси которых совпадают с осью инструмента, причем образующая каждой из конических поверхностей, расположенных со стороны выходного конца корпуса, наклонена к оси инструмента на угол, больший, чем угол наклона образующей конической поверхности, расположенной по отношению к ней со стороны входного конца корпуса.
Предусмотрены следующие частные случаи выполнения предлагаемого изобретения.
Переход одной в другую конических поверхностей, составляющих поверхность, предназначенную для контакта с волноводом, выполнен в виде поверхности вращения.
Переход одной в другую конических поверхностей, составляющих поверхность, предназначенную для контакта с волноводом, представляет собой поверхность вращения с образующей в виде окружности.
Переход одной в другую конических поверхностей, составляющих поверхность, предназначенную для контакта с волноводом, представляет собой поверхность вращения с образующей в виде параболы.
Переход одной в другую конических поверхностей, составляющих поверхность, предназначенную для контакта с волноводом, представляет собой поверхность вращения с образующей в виде гиперболы.
Переход одной в другую конических поверхностей, составляющих поверхность, предназначенную для контакта с волноводом, представляет собой поверхность вращения с образующей в виде экспоненты.
Диаметр торца входного конца корпуса выполнен кратным длине полуволны ультразвуковых колебаний в материале инструмента.
Величина расстояния от торца входного конца корпуса до середины рабочей резьбовой поверхности кратна длине полуволны ультразвуковых колебаний в материале инструмента.
Полость внутри корпуса имеет коническую форму.
Конусность полости внутри корпуса равна или более конусности рабочей резьбовой поверхности, выполненной со стороны его выходного конца.
Существо изобретения поясняется следующими чертежами.
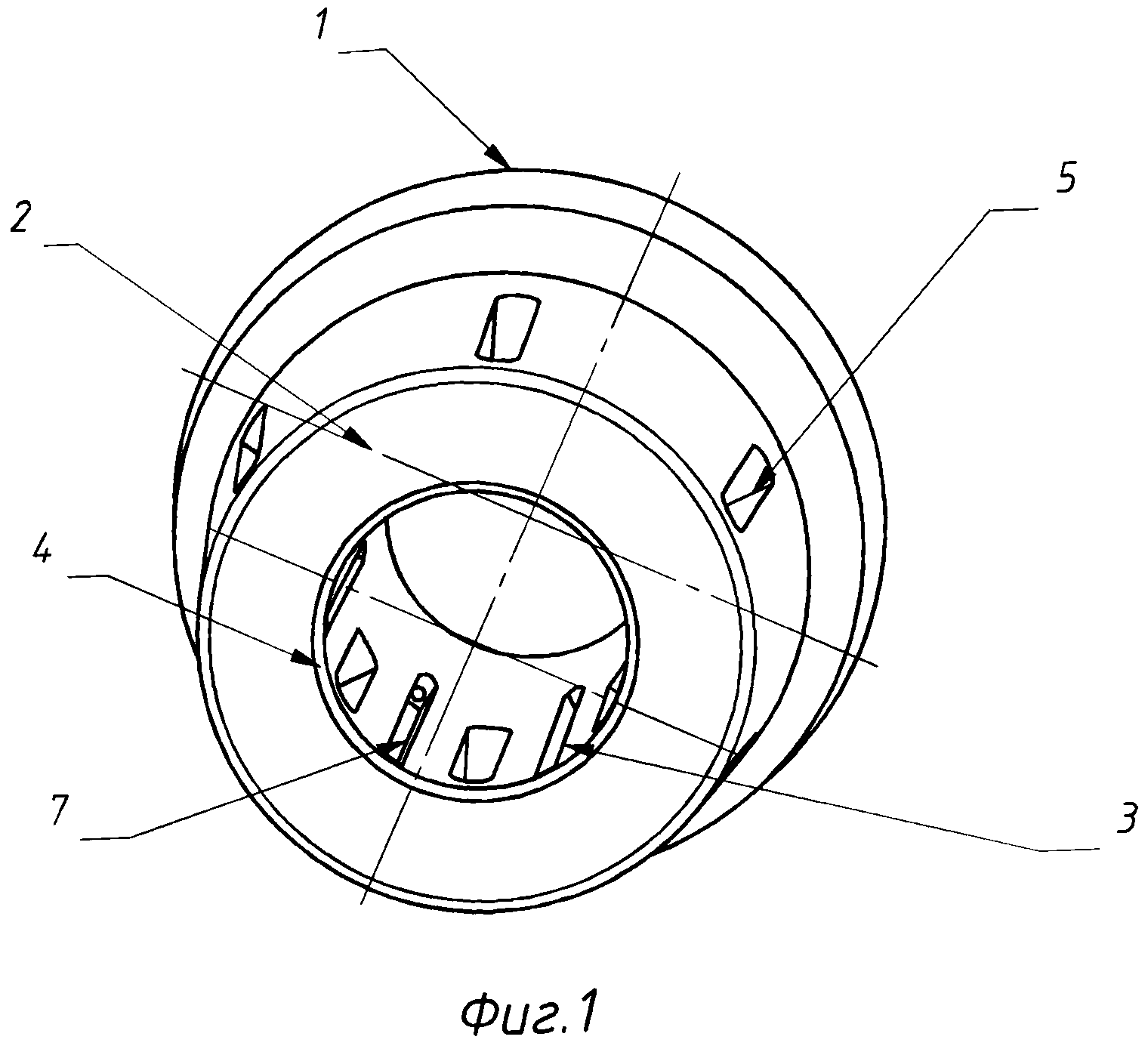
Фиг. 1. Инструмент плашка для обработки наружной поверхности
деталей, аксонометрия.
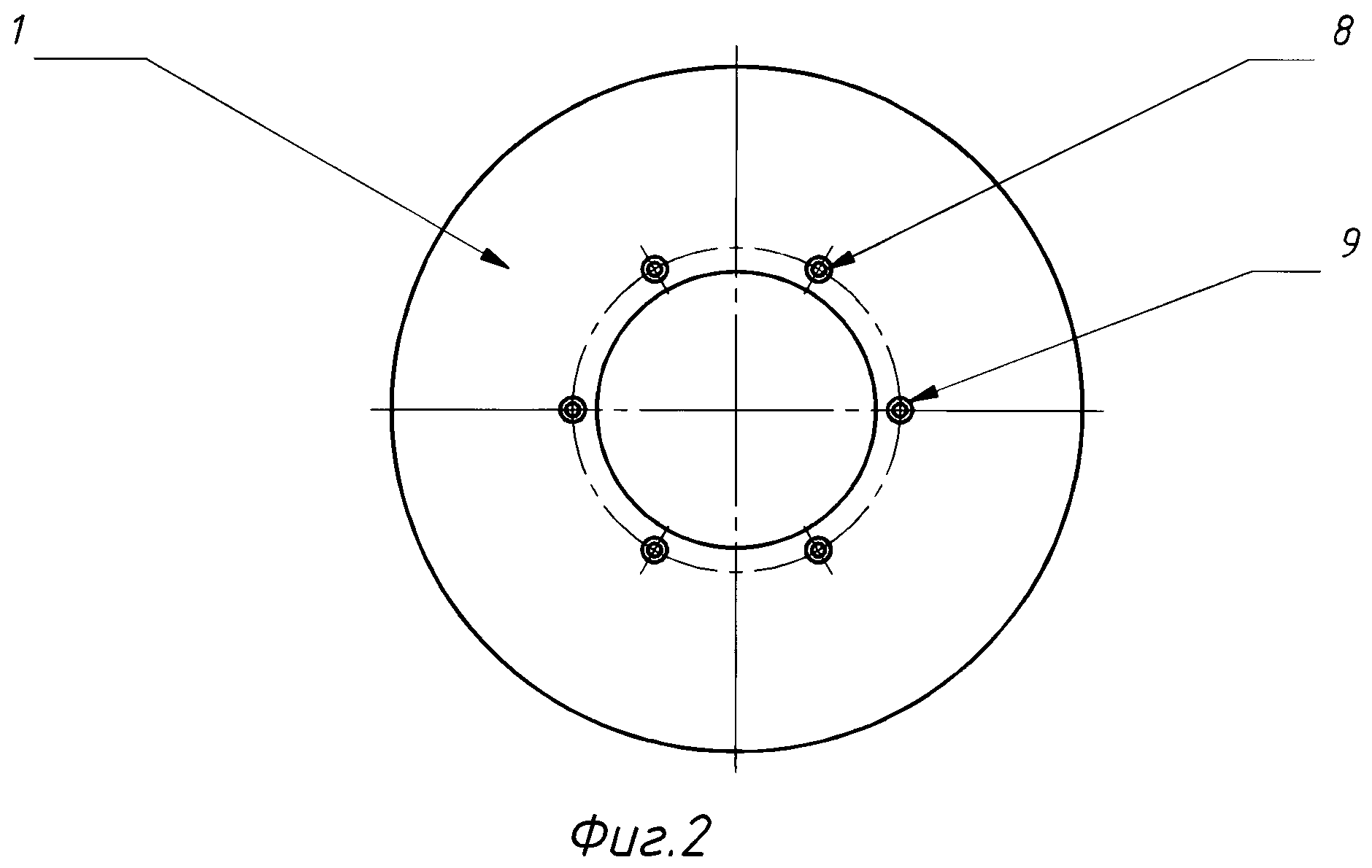
Фиг. 2. То же, вид со стороны входного конца.
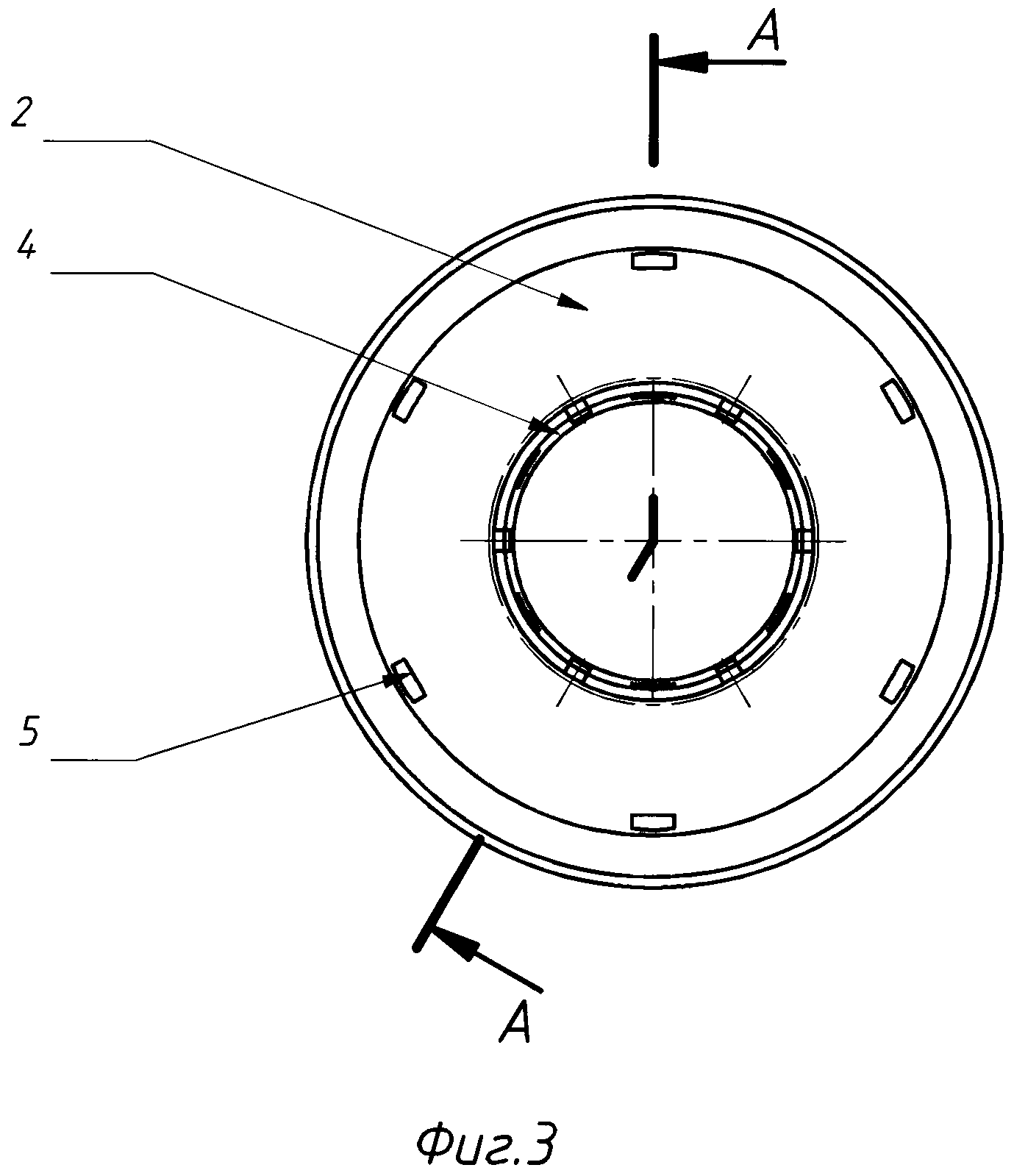
Фиг. 3. То же, вид со стороны выходного конца.
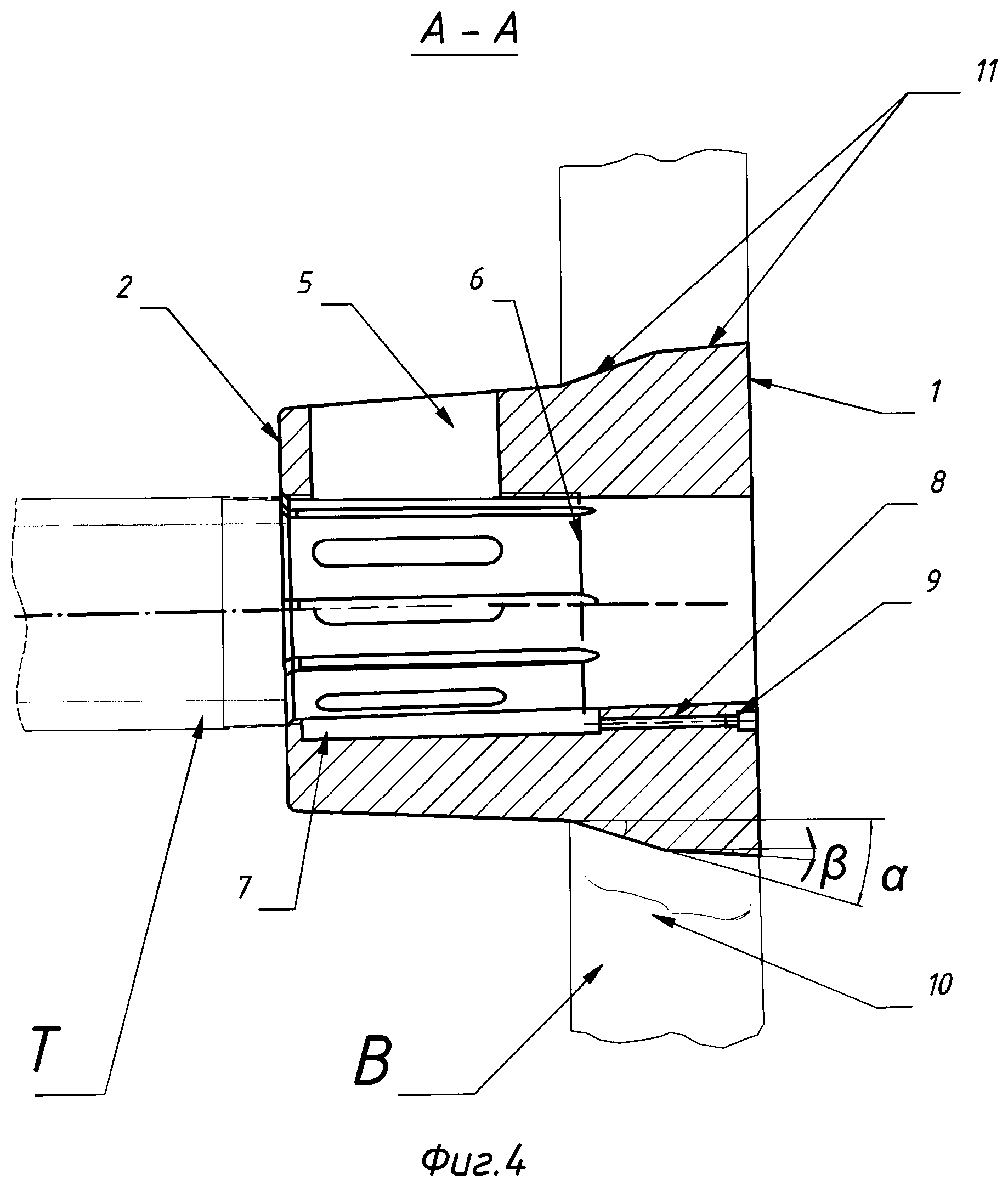
Фиг. 4. То же, вид сбоку, разрез по А-А на фиг. 3.
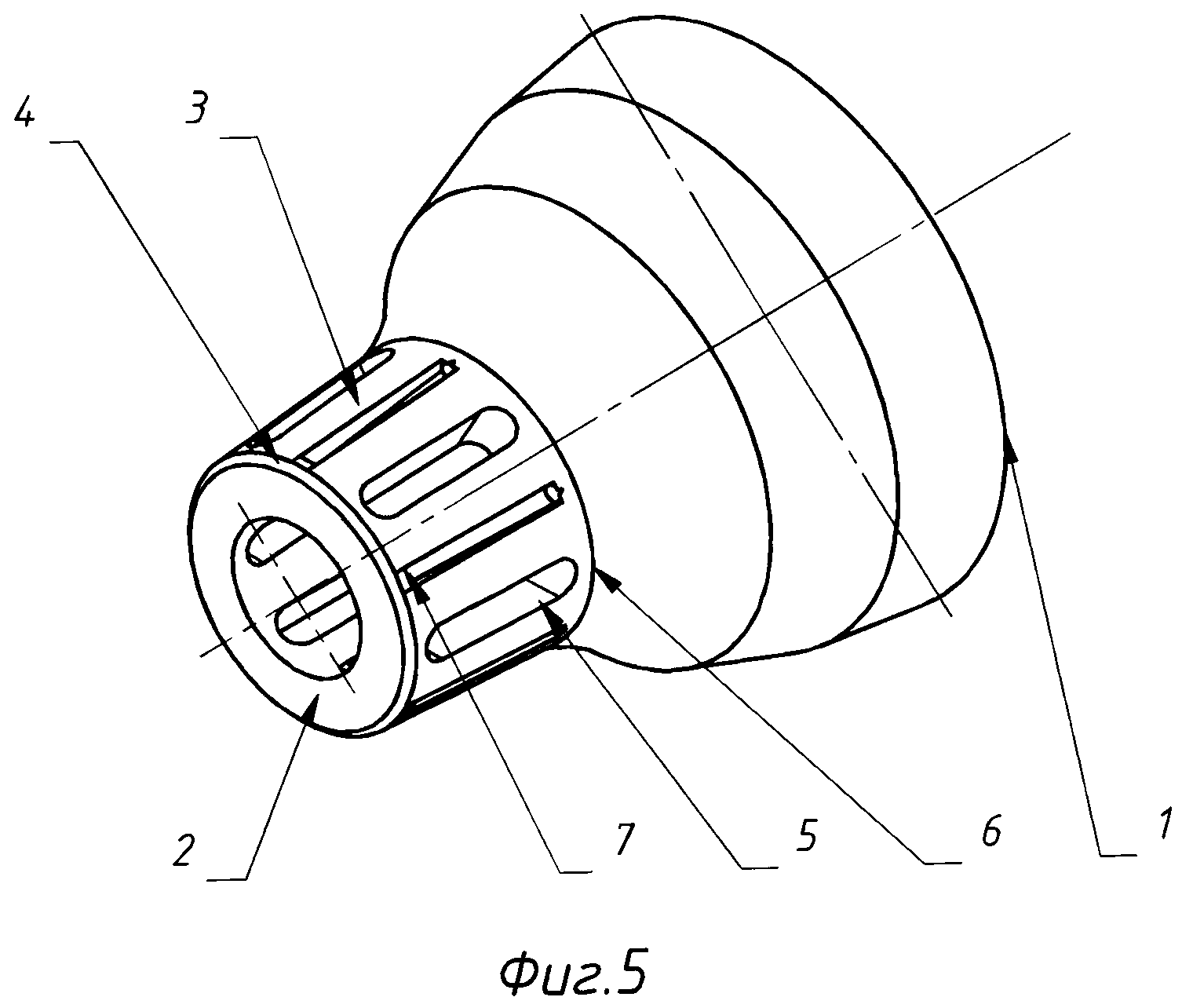
Фиг. 5. Инструмент метчик для обработки внутренней поверхности
деталей, аксонометрия.
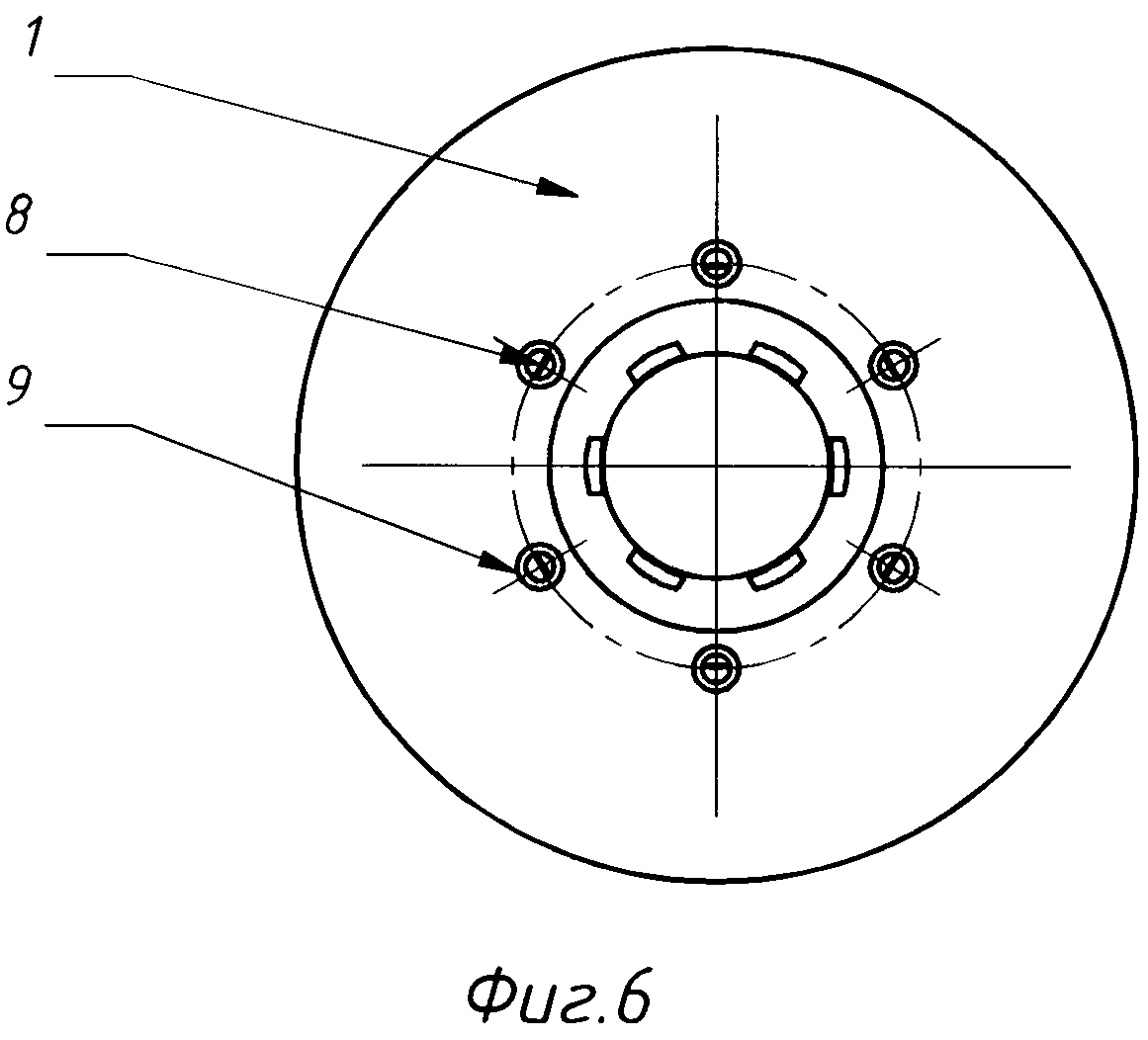
Фиг. 6. То же, вид, со стороны входного конца.
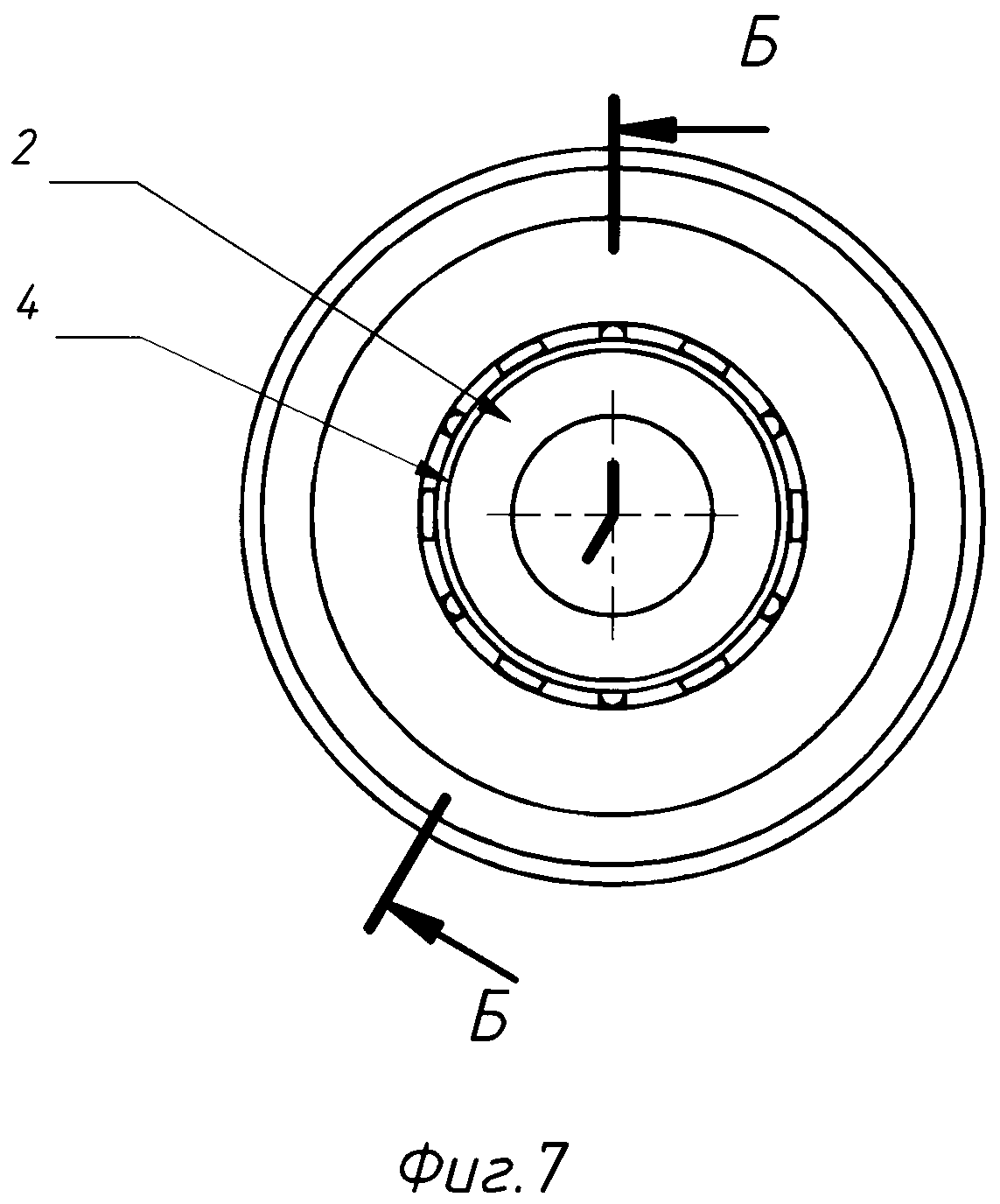
Фиг. 7. То же, вид со стороны выходного конца.
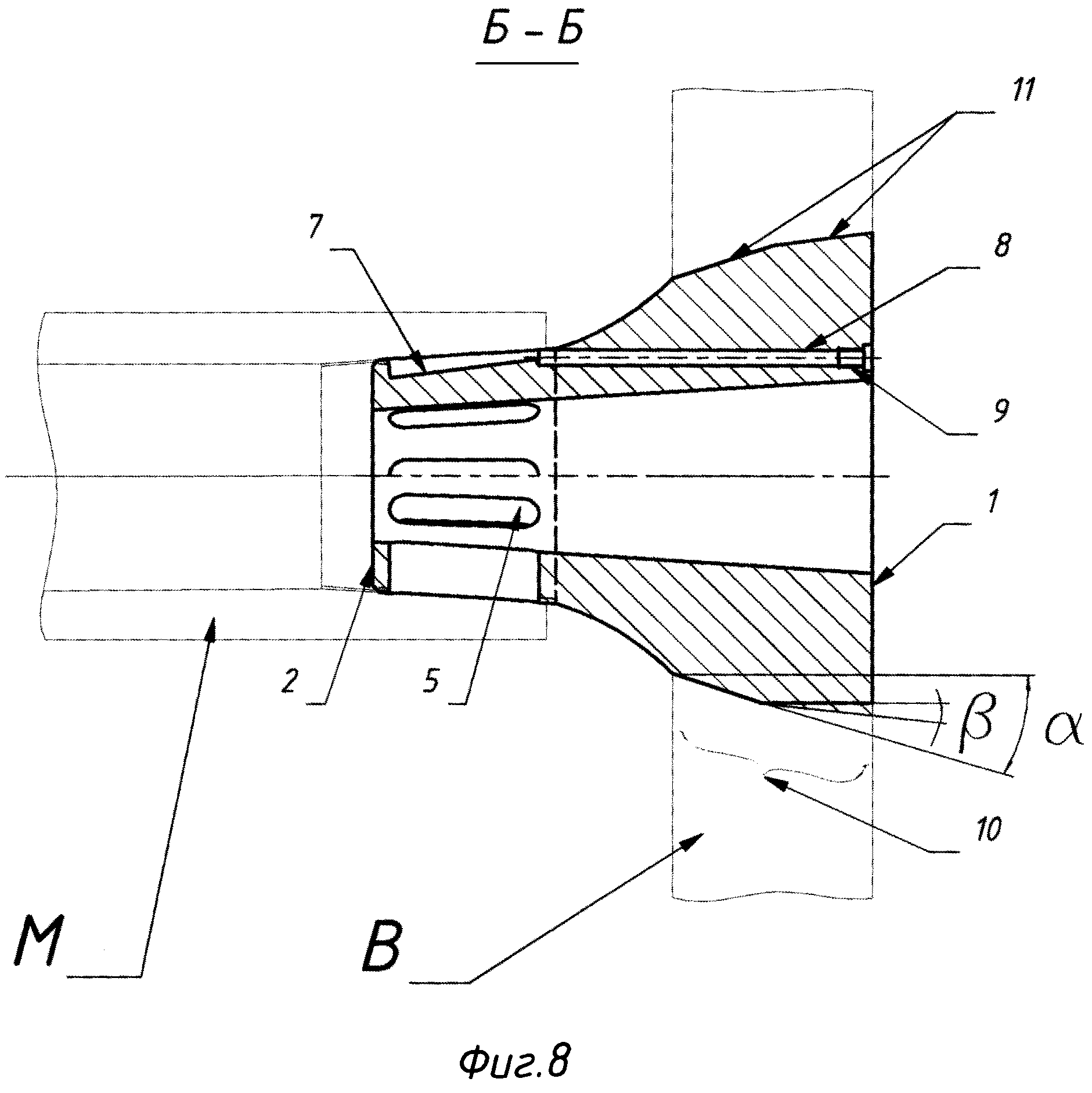
Фиг. 8. То же, вид сбоку, разрез по Б-Б на фиг. 7.
Элементы предлагаемого инструмента в тексте описания и на чертежах обозначены следующими номерами:
1. Входной конец корпуса.
2. Выходной конец корпуса.
3. Рабочая резьбовая поверхность.
4. Фаска рабочей резьбовой поверхности.
5. Пазы, расположенные между фаской и основанием рабочей резьбовой поверхности, пересекающие стенку инструмента.
6. Основание рабочей резьбовой поверхности.
7. Пазы глубиной более высоты профиля резьбы, находящиеся между фаской и основанием рабочей резьбовой поверхности.
8. Продольные отверстия в корпусе, сообщающиеся с пазами глубиной более высоты профиля резьбы, находящимися между фаской и основанием рабочей резьбовой поверхности.
9. Резьба, выполненная в продольных отверстиях, предназначенная для присоединения трубопроводов подвода смазывающе-охлаждающей жидкости.
10. Поверхность корпуса, предназначенная для контакта с волноводом.
11. Конические поверхности, составляющие поверхность, предназначенную для контакта с волноводом.
Изображенные на фиг. 1-4 инструмент плашка и на фиг. 5-8 инструмент метчик содержат корпус с входным концом 1, имеющим поверхность, предназначенную для контакта с волноводом В, и свободный выходной конец 2 (на фиг. 4 и 8 фрагмент волновода В показан тонкими линиями). На выходном конце 2 корпуса выполнена рабочая резьбовая поверхность 3 с фаской 4, ответная поверхности обрабатываемой резьбы. На рабочей резьбовой поверхности 3 имеются пазы двух видов, которые пересекают нитки этой резьбы. Пазы 5 одного вида расположены между фаской 4 и основанием 6 рабочей резьбовой поверхности 3 и пересекают (т.е. проходят сквозь) стенку корпуса инструмента. Пазы 7 другого вида выполнены глубиной более высоты профиля резьбы и находятся между фаской и основанием рабочей резьбовой поверхности 3. Во входном конце 1 корпуса выполнены продольные отверстия 8, сообщающиеся с пазами 7. Продольные отверстия 8 имеют резьбу 9, предназначенную для присоединения трубопроводов подвода смазывающе-охлаждающей жидкости (СОЖ) (трубопроводы подвода СОЖ на чертежах не показаны). Поверхность 10 корпуса, предназначенная для контакта с волноводом В, состоит из нескольких расположенных вдоль корпуса 1 конических поверхностей 11, оси которых совпадают с осью инструмента. Образующая каждой из конических поверхностей 11, расположенных со стороны выходного конца корпуса, наклонена к оси инструмента на угол, больший, чем угол наклона образующей конической поверхности, расположенной по отношению к ней со стороны входного конца корпуса. Из фиг. 4 и 8 видно, что угол α больше угла β.
Примеры использования предлагаемого инструмента.
Пример 1. Инструмент плашка, изображенный на фиг. 1-4, при обработке ниппеля трубы используется следующим образом. Трубе Т, зажатой в патроне, придают вращательное движение и подводят к инструменту (на фиг. 4 тонкими линиями изображен только фрагмент ниппельного конца трубы Т). Затем инструмент плашку, ось которого совмещена с осью трубы Т, свинчивают с ниппельным концом трубы Т, сообщая посредством волновода В ультразвуковые колебания поверхности 10 инструмента (на фиг. 4 тонкими линиями изображен фрагмент волновода В). Процесс свинчивания осуществляют до достижения заданного крутящего момента на патроне, в котором закреплена труба Т. Затем, после выдержки (т.е. некоторой паузы), не прекращая ультразвукового воздействия, реверсируют вращение трубы Т, развинчивая таким способом деталь и инструмент. Операции свинчивания и развинчивания повторяют несколько раз в соответствии с принятой технологией.
Пример 2. Инструмент метчик, изображенный на фиг. 5-8, при обработке муфты М используется следующим образом. Муфте М, зажатой в патроне, придают вращательное движение (на фиг. 8 изображен тонкими линиями только фрагмент муфты М). Инструмент метчик, ось которого совмещена с осью муфты М, свинчивают с ее нарезным концом, сообщая посредством волновода В ультразвуковые колебания поверхности 10 инструмента (на фиг. 8 тонкими линиями изображен фрагмент волновода В). Процесс свинчивания, как и в примере 1, осуществляют до достижения заданного крутящего момента на патроне, в котором зажата муфта М. Затем, после выдержки (т.е. некоторой паузы), не прекращая ультразвукового воздействия, реверсируют вращение муфты М, развинчивая деталь и инструмент. Операции свинчивания и развинчивания повторяют несколько раз в соответствии с принятой технологией.
В каждом из двух приведенных примеров одновременно с операциями свинчивания, выдержки и развинчивания через продольные отверстия 8 от гибких шлангов, присоединенных к входному концу корпуса посредством резьбы 9, осуществляют подачу под давлением СОЖ в пазы 7. Подача под давлением СОЖ обеспечивает стабилизацию акустического контакта между поверхностью обрабатываемой конической резьбы детали и рабочей конической резьбы инструмента.
При реализации изобретения мощность воздействия ультразвуковых колебаний на обрабатываемую поверхность детали по сравнению с известными аналогами значительно возрастает. Такой эффект обеспечивается наличием прослойки СОЖ по всей поверхности контакта инструмента и обрабатываемой детали. Вследствие подачи в пазы 7 под давлением СОЖ по всей этой поверхности обеспечивается надежный акустический контакт. При этом расположение пазов 7 между фаской и основанием 6 рабочей резьбовой поверхности 3 оказывает положительный эффект, так как СОЖ не может свободно вытекать в сторону выходного конца 2 корпуса инструмента.
Увеличению мощности воздействия ультразвуковых колебаний также способствуют расположение и форма поверхности 10 инструмента, предназначенной для контакта с волноводом. Предлагаемые выполнения диаметра входного конца 1 корпуса и величины расстояния от торца входного конца 1 корпуса до середины рабочей резьбовой поверхности 3 кратными длине полуволны ультразвуковых колебаний в материале инструмента позволяют эффективно принять и максимально сконцентрировать на рабочую резьбовую поверхность 3 ультразвуковые колебания.
Опыт показал, что в результате применения предлагаемого инструмента поверхностные слои резьбы деталей приобретают мелкозернистую структуру, обеспечивающую увеличение прочности резьбы и резьбового соединения в 2-3 раза. Например, после обработки труб диаметром 73 мм отмечено повышение прочностных свойств на 120%, увеличение микротвердости на 15% и снижение величины зерна на 10%.
С помощью предлагаемого инструмента эффективно обрабатываются конические резьбы труб различных размеров, например труб диаметром 33, 42, 48, 60, 73, 89, 102, 114 мм. Появляется возможность эффективно обрабатывать трубы диаметром до 178 мм.
Установлено, что в результате применения инструмента предлагаемой конструкции служебные характеристики нефтепромысловых труб и муфт увеличиваются в среднем на 60%.
Работа выполнена в рамках Федеральной целевой программы «Исследования и разработки по приоритетным направлениям развития научно-технического комплекса на 2014-2020 гг.» при поддержке субсидией по соглашению с Минобрнауки №14.576.21.0030 от 30.06.2014.
Безлонжеронная лопасть винта вертолета из полимерных композиционных материалов и способ ее изготовления
Способ формообразования и упрочнения резьбы деталей типа нефтепромысловых труб и муфт к ним и установка для его осуществления
Способ получения конической резьбы на трубах методом пластического деформирования
Безлонжеронная лопасть винта вертолета из полимерных композиционных материалов и способ ее изготовления
Способ формообразования и упрочнения резьбы деталей типа нефтепромысловых труб и муфт к ним и установка для его осуществления
Способ получения конической резьбы на трубах методом пластического деформирования
Скважинный фильтр
Безлонжеронная лопасть винта вертолета из полимерных композиционных материалов и способ ее изготовления

