Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КАЗЕННЫХ ЧАСТЕЙ ДЛЯ КАРАБИНОВ
Вид РИД
Изобретение
Изобретение относится к способу изготовления казенных частей для карабинов.
Функцией казенной части является крепление и удержание на месте всех основных компонентов, таких как ствол, спусковая скоба, приклад, патронник, подвижные детали и т.д. Кроме этой функции казенная часть имеет определяющее влияние на дизайн и эстетику оружия.
Изготовление казенных частей огнестрельного оружия в основном осуществляют посредством механической обработки из массы блока определенного сплава, в основном из алюминиевого сплава.
Казенную часть классического карабина изготавливают, например, из блока алюминиевого сплава весом 2 кг, чтобы получить готовую деталь, которая весит всего приблизительно 300 г.
Механическую обработку этих деталей производят в классическом цеху, оборудованном полным набором станков, в том числе многоосными фрезеровочными станками, расточными станками, шлифовальными станками и т.д.
Преимуществом этого способа изготовления в цеху посредством механической обработки является возможность сохранения механических характеристик алюминиевого сплава исходного блока.
С другой стороны, недостатком является время изготовления, стоимость рабочей силы, станочного парка и инструментов, тем более что казенная часть является довольно сложной и точной деталью, изготовление которой следует осуществлять при минимальных допусках.
Разумеется, это требует наличия квалифицированного персонала.
Другим недостатком является потеря большого количества сырья.
Другой применяемой технологией является горячая деформация, при которой используют матрицы, позволяющие формовать путем пластической деформации нагретые детали из сплава цветного металла. Используемыми машинами являются гидравлические прессы.
Преимуществом этого способа является однородность материала и хорошее поверхностное состояние.
Недостатком является посредственная точность деформируемой детали.
Еще одной известной технологией является литье по выплавляемым восковым моделям, известное также под сокращенным названием FMP.
Способ литья требует изготовления восковой модели, покрываемой огнеупорной керамикой, которая после удаления воска под действием нагрева становится формой для изготовления детали литьем.
Сплав заливают в керамическую форму, которую впоследствии разрушают посредством вибрации, чтобы извлечь из нее конечную деталь.
Этот способ характеризуется высокой точностью деталей, выходящих из формы, и очень хорошим поверхностным состоянием.
Однако этот способ не подходит для изготовления деталей сложной геометрической формы.
Задача изобретения состоит в устранении вышеуказанных недостатков и в разработке быстрого и эффективного способа выполнения высококачественных казенных частей для карабинов.
Поставленная задача решена в способе изготовления, включающем выполнение отдельных деталей казенной части, которые в соединенном состоянии могут образовать казенную часть; далее следуют возможные операции чистовой механической обработки; затем эти детали соединяют при помощи сварки.
Способ изготовления в соответствии с изобретением теоретически позволяет сократить производственные расходы почти на 50% по сравнению с классическими способами механической обработки, применяемыми в настоящее время.
Кроме того, поскольку теперь изготовление основано на выполнении двух деталей, возможная механическая отделка перед конечной сборкой происходит проще и быстрее, поскольку станки могут обрабатывать плоскости и на больших площадях, что требует меньшего количества инструментов и сложных машин для операций механической обработки внутренних поверхностей готовой казенной части, так как эти поверхности теперь стали гораздо доступнее.
Предпочтительно отдельные детали казенной части изготавливают с применением способа полутвердого формования.
Технология полутвердого формования позволяет избежать флуктуации потока трансформируемого алюминия, так как такая технология позволяет работать на классическом литейном алюминии для изготовления казенных частей, что делает изготовление более независимым от цен на используемый до настоящего времени высокосортный алюминий, предназначенный для механической обработки.
Технология полутвердого формования позволяет получать практически готовые недорогие детали, обладающие хорошей фактурой с хорошей механической прочностью, компактные, и требует лишь очень незначительного дополнительного количества сырья по сравнению с классическими способами литья и механической обработки, где излишки сырья не используются повторно в процессе изготовления.
Таким образом, способ в соответствии с изобретением позволяет значительно снизить стоимость производства казенных частей.
Среди способов полутвердого формования наиболее предпочтительным является способ, известный под названием «реолитья».
Речь идет о процессе литья с использованием тиксотропного свойства полутвердого расплава алюминия, когда вязкость расплава уменьшается под действием перемешивания, в основном под действием напряжения сдвига.
Чтобы достичь полутвердого состояния, расплав должен иметь жидкую и твердую фазы, причем последняя должна характеризоваться сфероидальной формой. В рамках реолитья сфероидальную твердую фазу получают из жидкого металла, охлаждаемого контролируемым образом до оптимальной температуры полутвердого состояния посредством добавления слитка твердого сырья, эквивалентного определенному процентному содержанию твердой фракции. Эту смесь затем доводят до достаточно жидкого состояния посредством перемешивания, чтобы можно было производить литье под давлением в пресс-форме.
Предпочтительно казенные части собирают из двух деталей, предпочтительно левой половины или боковины казенника и правой половины или боковины казенника.
Предпочтительно детали казенной части соединяют только при помощи сварки, то есть без дополнительных соединительных элементов, таких как шипы, которые заходят в пазы деталей казенной части и которые могут локально ослаблять казенную часть, что потребовало бы более значительной толщины казенной части или выполнения усилительных нервюр.
Предпочтительно детали казенной части в соответствии с изобретением не имеют таких усилительных нервюр и, следовательно, могут быть в основном гладкими снаружи, то есть на поверхности, которая должна быть наружной поверхностью казенной части.
Предпочтительно детали казенной части соединяют при помощи сварки электронным пучком, известной также под названием "Electron Beam Welding".
Сварка электронным пучком позволяет соединять компоненты за счет энергии электронов, которые бомбардируют поверхность соединяемых сваркой деталей.
Электроны выходят из катода, затем получают ускорение от электрического потенциала и фокусируются при помощи магнитных катушек. Сварка происходит в результате преобразования их кинетической энергии в энергию нагрева. Для этого, чтобы лучше управлять потоком электронов, работу необходимо производить в условиях вакуума.
Этот способ соединения обеспечивает большую глубину провара, практическое отсутствие деформаций и усадки материала с учетом сугубо локального приложения, а также высокую скорость сварки.
Несмотря на то, что наиболее предпочтительным способом соединения является сварка электронным пучком, испытания показали, что в рамках изобретения можно применять и другие способы сварки, такие как лазерная сварка и сварка трением с перемешиванием или "Friction Stir Welding".
Объектом изобретения является также пресс-форма, которая позволяет выполнять деталь моноблочной казенной части для карабина согласно заявленному способу.
Для большей ясности изобретение представлено в виде иллюстративного и неограничивающего примера осуществления казенной части карабина, описанного со ссылками на прилагаемые чертежи.
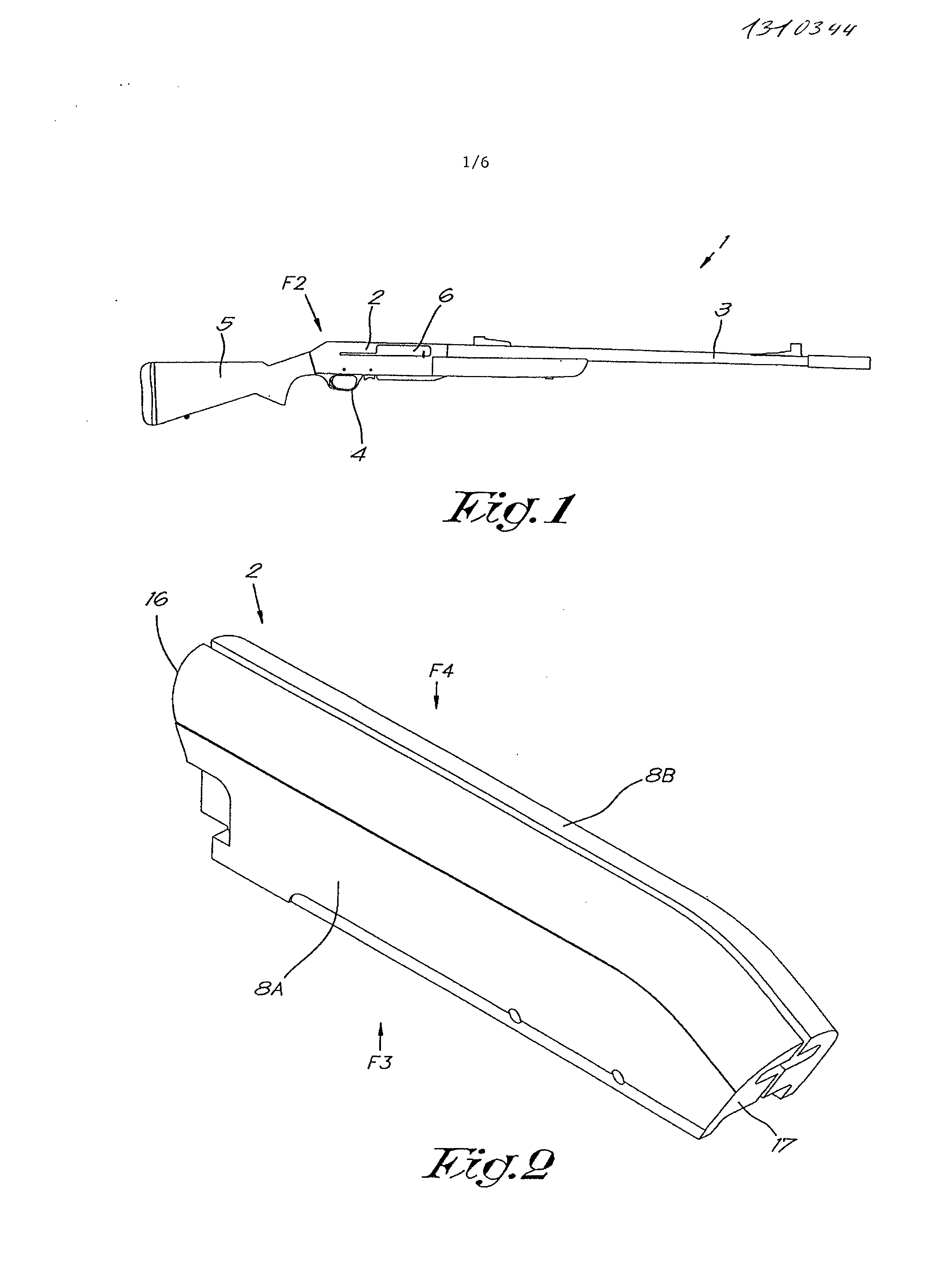
На фиг.1 схематично показан карабин, оборудованный казенной частью в соответствии с изобретением, вид сбоку;
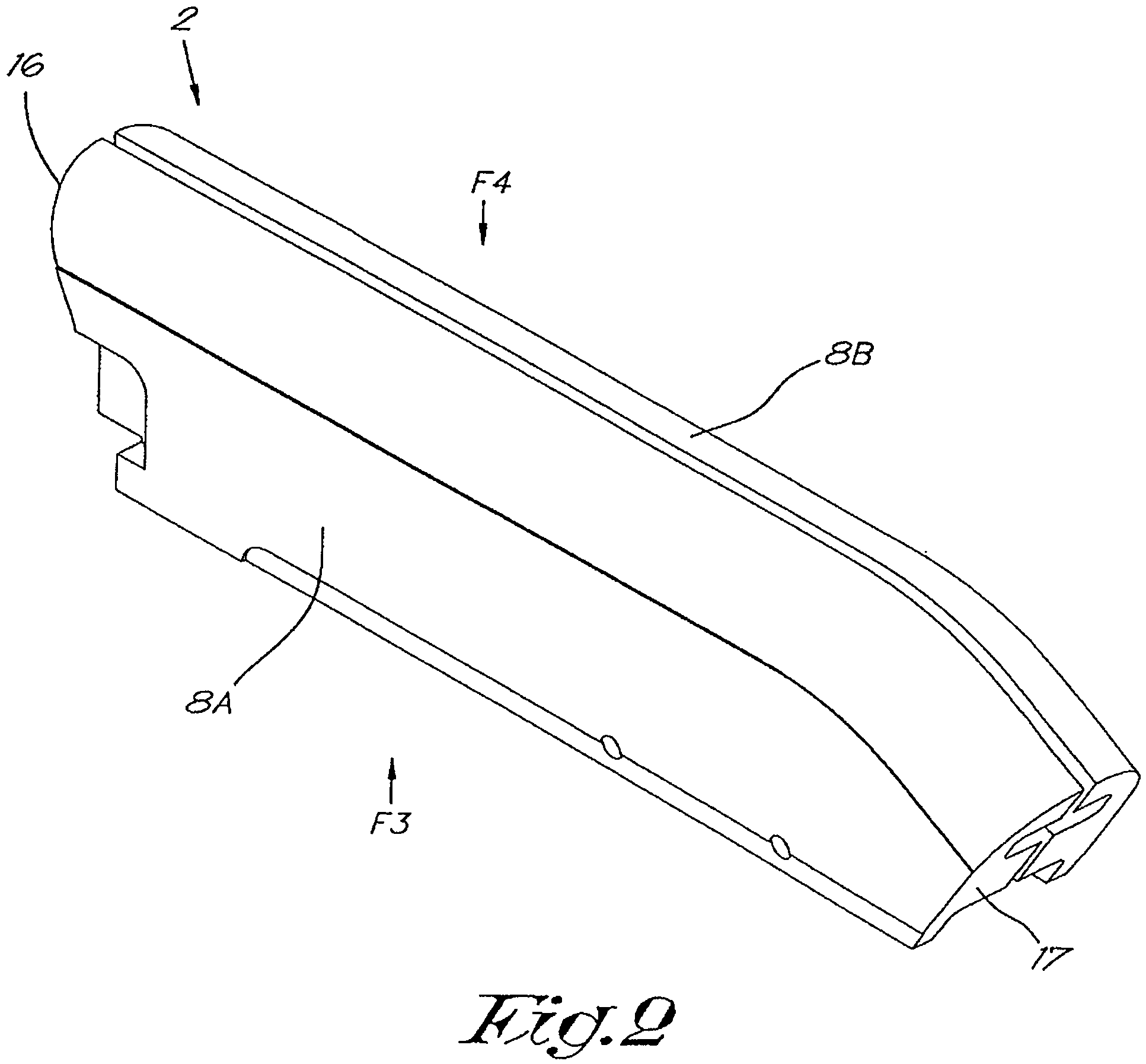
на фиг.2 показаны детали казенной части карабина, изображенного на фиг.1, перед соединением, увеличенный вид;
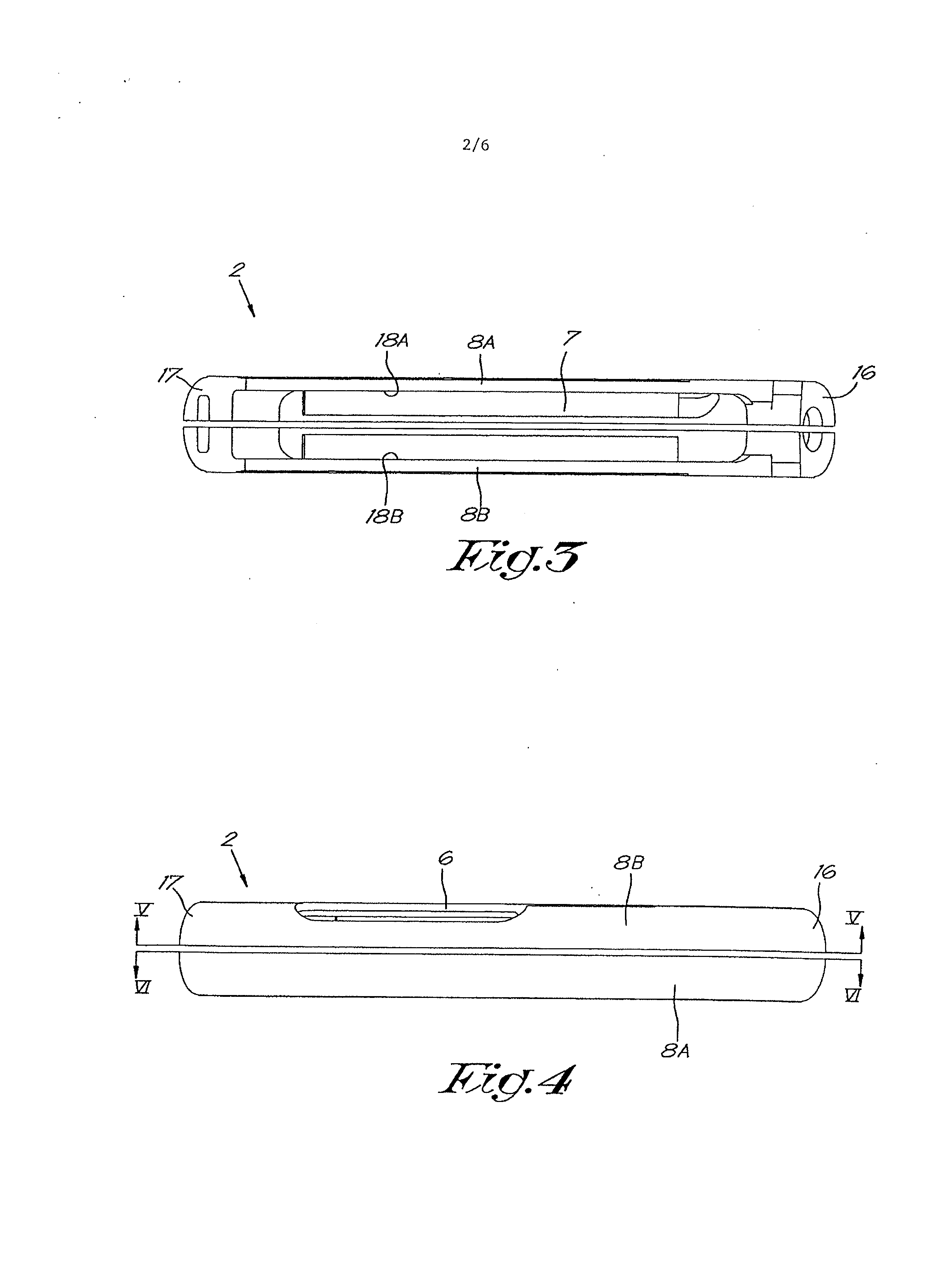
на фиг.3 и 4 - вид соответственно по стрелкам F3 и F4 фиг.2;
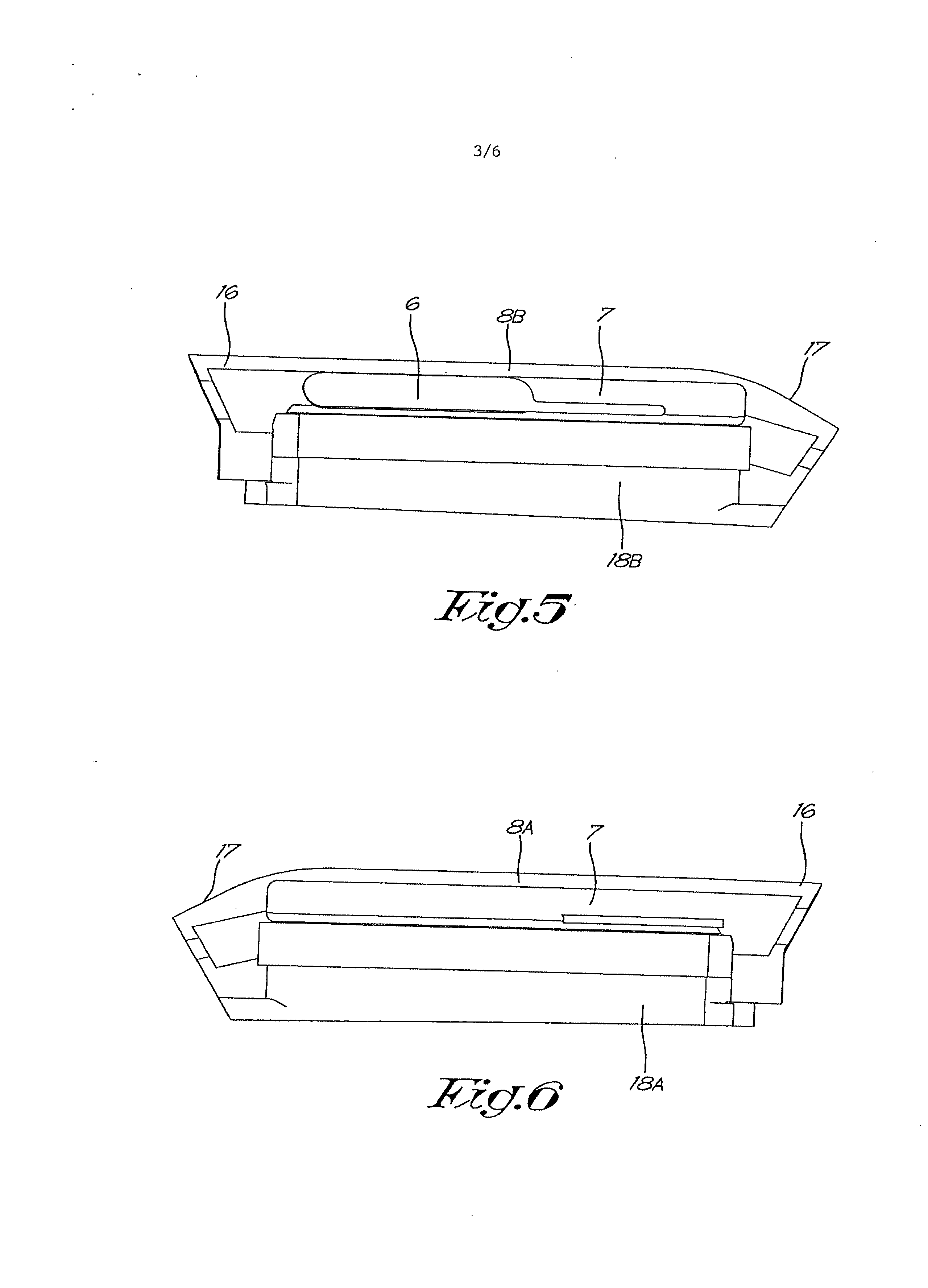
на фиг.5 и 6 - вид соответственно по линиям V-V и VI-VI фиг.4;
на фиг.7-11 очень схематично показаны различные этапы способа изготовления в соответствии с изобретением.
Полуавтоматический карабин 1, показанный на фиг.1, содержит казенную часть 2, на которой закреплены и удерживаются на месте основные компоненты карабина 1, такие как ствол 3, спусковая скоба 4, приклад 5 и подвижные детали 6, которые показаны только частично на фигуре, так как в основном расположены в полости 7 казенной части 2.
Эту казенную часть 2 необходимо выполнять с высокой точностью, чтобы избежать нежелательного зазора между казенной частью 2 и основными компонентами и чтобы обеспечивать направление подвижных деталей 6 без зазора в казенной части 2.
Согласно варианту выполнения изобретения казенную часть 2 изготавливают из нескольких деталей 8, например в количестве двух, как показано на фиг.2, то есть левой боковины 8A и правой боковины 8В, которые после соединения образуют черновую конструкцию казенной части в комплекте.
Как правило, обе боковины 8A и 8B не являются симметричными.
Согласно изобретению обе детали 8A и 8B изготавливают из алюминия или алюминиевого сплава предпочтительно при помощи способа полутвердого формования, известного под названием «реолитья».
На фиг.7-11 схематично представлены различные этапы этого способа.
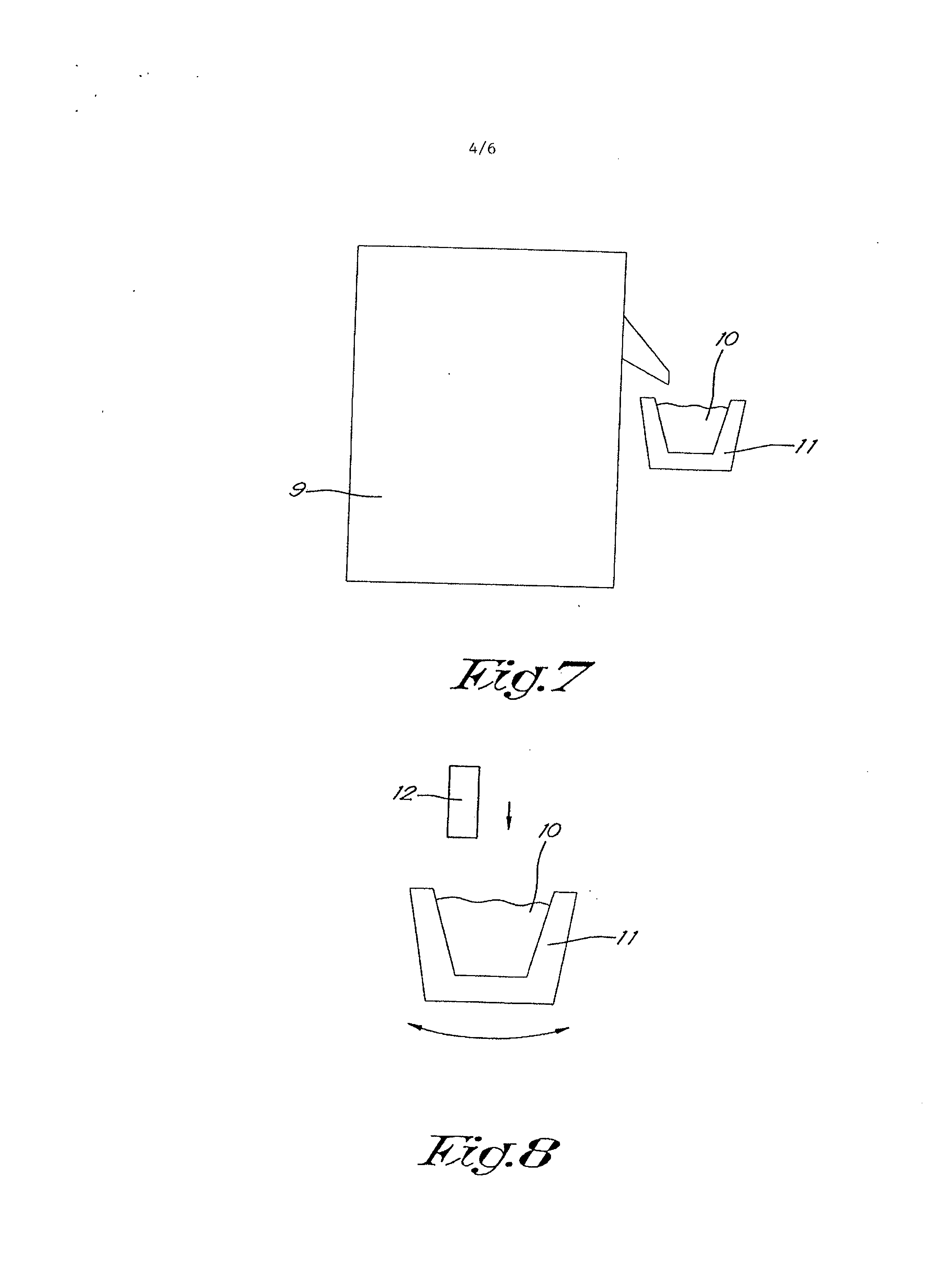
На фиг.7 показана печь 9, предназначенная для получения расплава 10 алюминия при оптимальной температуре полутвердого состояния.
Соответствующее количество расплава 10 отбирают в тигель 11, как показано на фиг.7.
Затем, как показано на фиг.8, добавляют слиток 12 твердого сырья, эквивалентный твердой фракции в процентах, для получения полутвердого расплава, имеющего жидкую и твердую фазы, причем твердая фаза характеризуется сфероидальной формой.
Этот полутвердый расплав обладает свойством тиксотропии и характеризуется повышенной вязкостью, когда расплав находится в неподвижном состоянии, и его вязкость понижается под действием напряжения сдвига или под действием перемешивания.
При добавлении слитка тигель 11 подвергают сильному вращению, чтобы довести расплав до жидкого состояния.
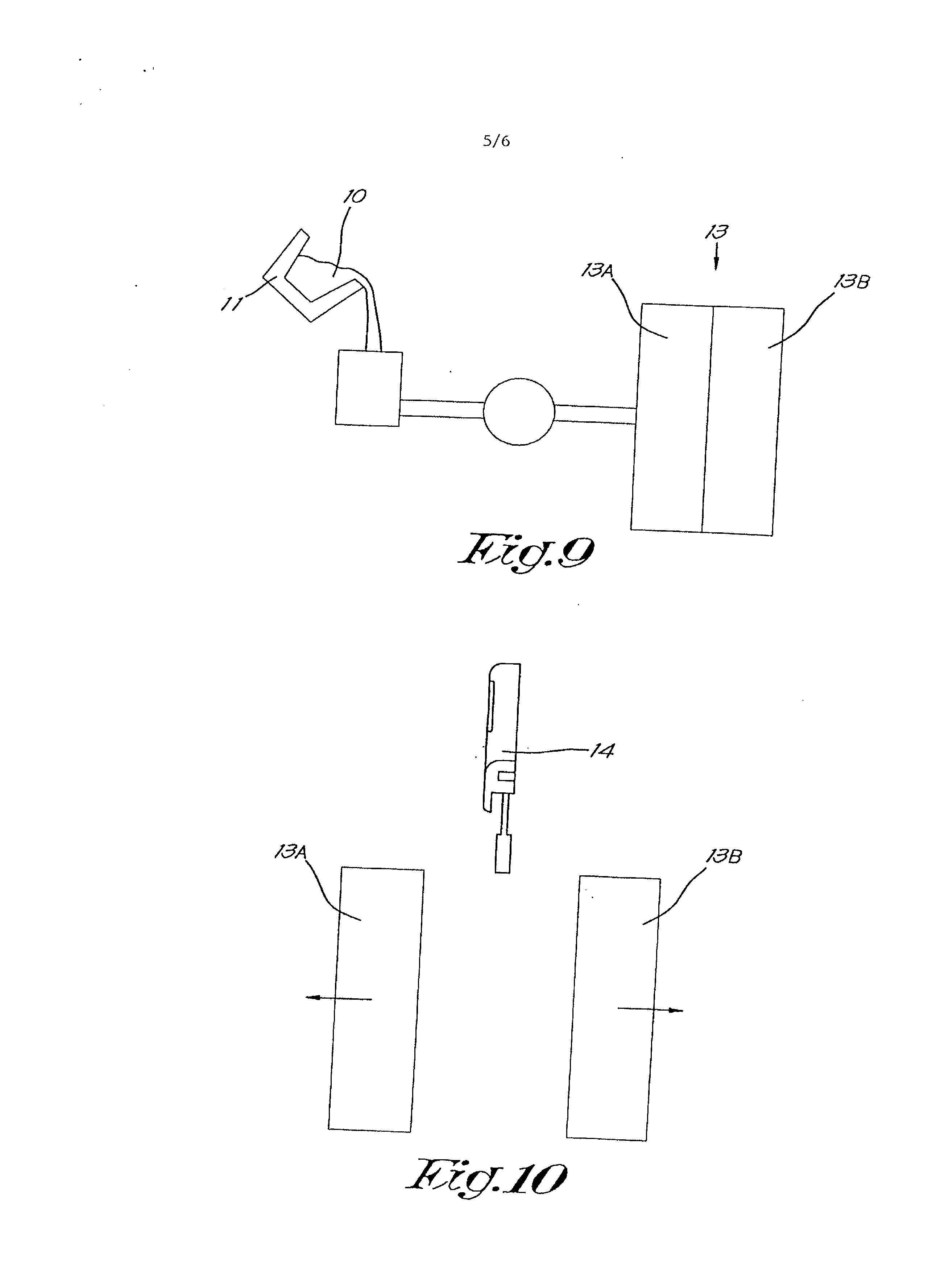
Затем этот расплав нагнетают под давлением в пресс-форму 13, образованную двумя половинами 13A и 13B, которые ограничивают полость, представляющую собой негативную форму одной или нескольких выполняемых деталей 8.
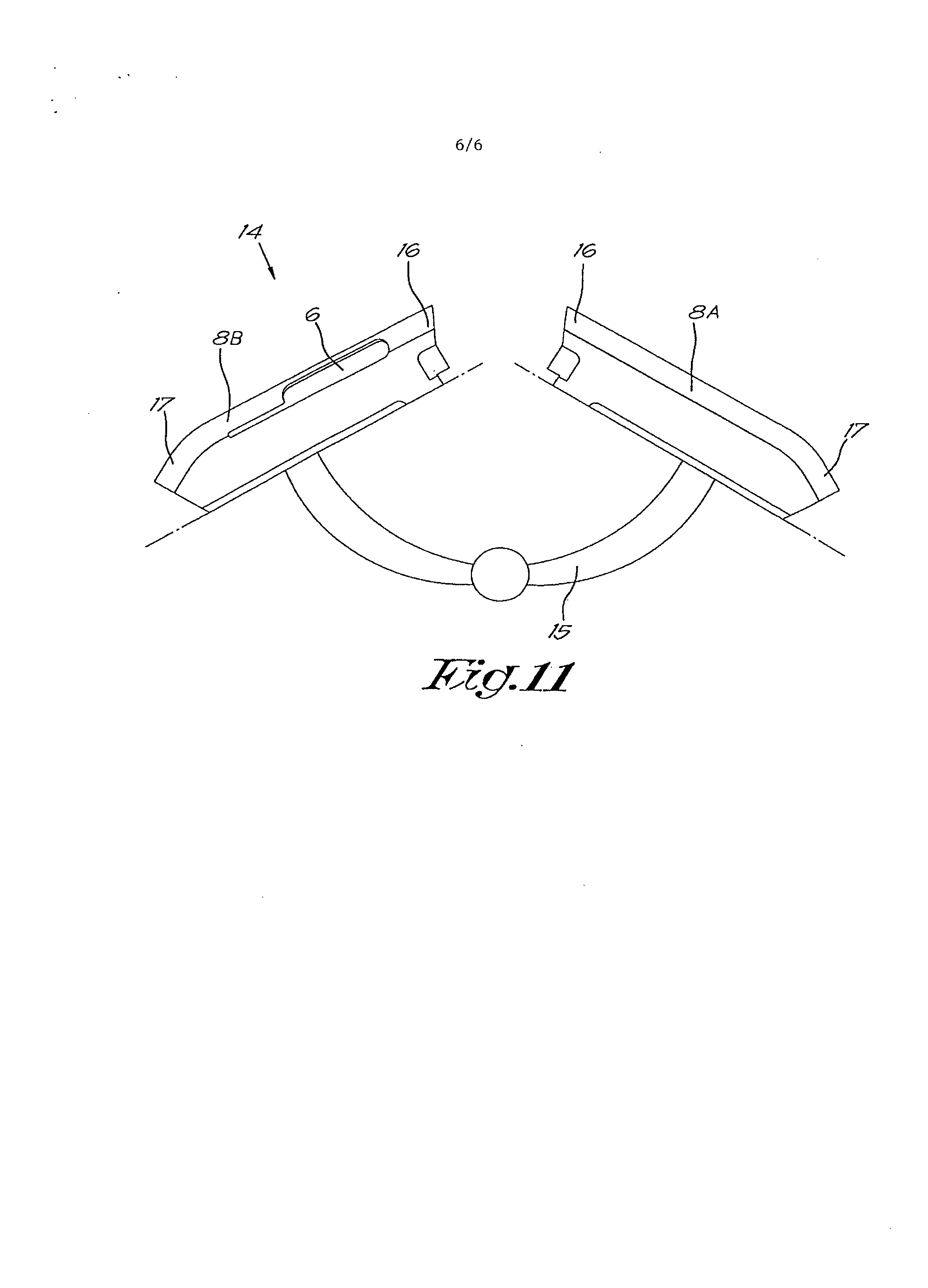
После этого половины 13A и 13B пресс-формы разъединяют, чтобы извлечь из пресс-формы сформованную отливку 14.
Эта отливка, показанная сбоку на фиг.11, содержит в данном примере две детали 8A и 8B, которые соединены между собой через выпускной желоб 15.
Затем обе черновые детали отделяют от желоба 15, чтобы получить две отдельные детали 8A и 8B, которые, в случае необходимости, затем подвергают механической обработке в некоторых местах, например спереди, где будет крепиться ствол, и сзади, где должен крепиться приклад.
На этой стадии изготовления механическая обработка внутренних поверхностей 18 казенной части 2 облегчается за счет того, что эти поверхности являются легкодоступными в несоединенном состоянии деталей 8A и 8B казенной части 2.
В конечном итоге детали 8A и 8B соединяют сваркой для получения казенной части 2.
Предпочтительно соединение производят при помощи электронного пучка в вакууме или в альтернативном варианте при помощи лазерной сварки или при помощи сварки трением с перемешиванием.
Разумеется, изобретение ни в коем случае не ограничивается описанными выше примерами, и в описанный способ можно вносить различные изменения, не выходя при этом за рамки изобретения, определенные нижеследующей формулой изобретения.
Усовершенствованное самозарядное ружье
Огнестрельное оружие с улучшенным перезаряжанием
Стрелковое оружие с прикладом
Усовершенствованное самозарядное ружье
Огнестрельное оружие с улучшенным перезаряжанием
Стрелковое оружие с прикладом

