УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается усовершенствованных способа и установки для изготовления гофрированного картона. В частности, настоящее изобретение раскрывает способ и установку для изготовления двухслойного гофрированного картона, а/или в некоторых вариантах воплощения - для изготовления трехслойного гофрированного картона.
УРОВЕНЬ ТЕХНИКИ
Только для облегчения понимания настоящее изобретение будет описано на примере изготовления двухслойного картона, однако, этот вариант не следует считать ограничивающим, поскольку некоторые варианты воплощения настоящего изобретения могут применяться для изготовления трехслойного гофрированного картона.
Применительно к данному описанию термины «гофрированный» и «рифленый», а также их грамматические формы используются взаимозаменяемым образом и относятся к последовательности чередующихся выступов (гребней) и канавок (желобков).
Двухслойный гофрированный картон хорошо известен и широко применяется в промышленности, в особенности для упаковки, где он выполняет функции защитной прокладки и обертки. Его также применяют в качестве базового компонента в производстве стандартного картона (т.е., трехслойного гофрированного картона) и многих конструктивных изделий, например, коробок, панелей, поддонов и т.п.
Листы двухслойного гофрированного картона можно склеивать друг с другом для изготовления многослойного гофрированного картона различной толщины и прочности. Одна из причин широкого применения гофрированного картона состоит в том, что он является относительно легким, жестким и прочным материалом.
Двухслойный гофрированный картон изготовляют путем наклеивания рифленого листового материала (обычно полученного из бумаги вторичной переработки) на лицевой лист. Лицевой лист в типичном случае изготовлен из крафт-бумаги, однако могут использоваться и другие материалы.
В традиционной установке для изготовления двухслойного гофрированного (также называемого рифленым) картона рифленый лист формируется в результате пропускания листа бумаги между двумя гофрирующими валами. Эти два вала расположены таким образом, что зубья, расположенные на наружной поверхности каждого из валов, входят в зацепление друг с другом. Лист бумаги подается между зубьями этих валов и в результате взаимного зацепления зубьев бумага принимает форму гофров. Рифленый лист удерживается в контакте с зубьями на наружной поверхности одного из гофрирующих валов в типичном случае с помощью вакуума, создаваемого внутри гофрирующего цилиндра, по меньшей мере до тех пор, пока не поступит лицевой лист.
На гребни гофров наносится линия клейкого вещества, предназначенного для приклеивания лицевого слоя к рифленой бумаге. В типичном случае лицевой лист бумаги прижимается к гребням с помощью гладкого вала для того, чтобы лицевой слой приклеился к рифленой бумаге, таким образом формируя двухслойный гофрированный (или рифленый) картон.
Ограничивающим фактором в этом процессе является необходимость удерживать рифленый лист в контакте с лицевым в течение периода времени, достаточного для того, чтобы клейкое вещество схватилось, и образовалось клееное соединение. Этот период времени при обычной комнатной температуре и давлении может составлять несколько секунд или больше. Однако в традиционных процессах это время сокращают путем повышения температуры в ходе процесса приклеивания, а также путем приложения давления к месту соединения между гребнем и лицевым слоем.
Для нагревания цилиндров, по которым двигаются рифленая бумага и лицевой слой, обычно применяют пар высокого давления, в результате чего повышается температура бумаги. В типичном случае диапазон рабочих температур гофрирующих валов может составлять приблизительно 150-200°С.
Давление к местам соединения между облицовкой и каждым гребнем может прикладываться под воздействием нажимного валика, установленного таким образом, чтобы прижимать лицевой слой к гребням, покрытым клейким веществом. Поскольку продолжительность контакта между нажимным валиком и гофрирующим валом (который удерживает рифленый лист) относительно небольшая, то для существенного ускорения процесса приклеивания обычно требуется прикладывать высокое давление.
При таком типе организации процесса (нагревание плюс высокое давление) время приклеивания может быть сокращено до нескольких сотых долей секунды, что позволяет изготовлять двухслойный картон с высокой скоростью. Однако одной из проблем такой организации процесса является то, что высокое давление, прикладываемое нажимным валиком, может деформировать бумагу и оставлять уродливые отметины на поверхности лицевого слоя бумаги, что снижает ценность готового продукта.
В некоторых установках применяются другие приспособления для прижатия лицевого листа к рифленому по мере их продвижения вокруг гофрирующего вала, например, бесконечные ремни. Поскольку в этом случае увеличивается продолжительность приложения давления, то можно применять более низкие значения давления во избежание деформирования поверхности картона.
Типичная конструкция установки для изготовления двухслойного картона, в целом описанной выше, раскрыта в патенте США №5951817, принадлежащем Томасу (Thomas).
В оборудовании, описанном в патенте США №5951817, длительность контакта между рифленым листом и лицевым (а, следовательно, и время приклеивания) ограничена, поскольку рифленый лист/лицевой слой находятся в контакте только с одной третью окружности гофрированного колеса. Такая ограниченная длительность контакта требует применения быстросхватывающихся клейких веществ, например, таких как клей на основе крахмала, обычно применяемый в данной отрасли. К сожалению, для активации клеев на основе крахмала требуется нагревание (до температуры порядка 150°С или около того). Это приводит к возникновению описанных выше проблем.
Применение нагревания может сократить время, требуемое для образования клееного соединения между рифленым листом и лицевым, позволяя получить высокую скорость производства, однако для этого требуется решить ряд технических вопросов, что значительно повышает стоимость оборудования и расходы на выполнение процесса. Для применения пара высокого давления требуется наличие бойлеров, трубопроводов и корпусов, обеспечивающих постоянное нахождение пара в закрытом пространстве. Необходимо также предпринимать дополнительные меры безопасности, обеспечивающие надлежащее производство пара и обращение с ним, а также отсутствие опасности повреждения вследствие нагрева паром в процессе работы машины. В типичном случае для эксплуатации бойлера и обслуживания системы нагревания требуется наличие инженера-теплотехника, что прибавляет расходы на оплату квалифицированного труда, а также приводит к потенциальной возможности остановки производства в случае отсутствия инженера с надлежащей квалификацией.
Добавление системы пара высокого давления к базовым элементам машины неминуемо приводит к увеличению размеров машины, а, следовательно, и к увеличению пространства, требуемого для ее работы. Требование дополнительного пространства увеличивает производственные расходы по изготовлению двухслойного рифленого картона.
Кроме того, пар высокого давления оказывает значительное коррозионное воздействие на многие материалы, поэтому детали машины, открытые для воздействия пара, например, гофрирующие валы, должны быть изготовлены из материалов, устойчивых к коррозии. Такие материалы, например, стальной сплав 48 CrMo, упрочненный по стандарту HRC 58-62, обычно являются дорогостоящими и тяжелыми. Для установки, изготовленной из таких материалов, может потребоваться соответствующая опорная конструкция, позволяющая сохранять конструктивную целостность машины.
Проблема, связанная с обоими способами приложения давления (с помощью валика и с помощью ремня) состоит в том, что под воздействием прикладываемого давления часть клейкого вещества может выдавливаться из мест контакта между лицевым слоем и гребнем рифленого листа, что приведет к увлажнению близлежащих участков бумаги. Выдавленное с гребня (т.е. с линии контакта) клейкое вещество не будет высыхать настолько быстро, как клейкое вещество на гребне, поскольку оно не будет находиться под давлением, и в типичном случае не будет формировать клееное соединение между двумя листами материала. Вследствие этого излишнее (выдавленное) количество клейкого вещества будет оставаться влажным дольше, что приведет к возникновению проблем в виде деформирования картона, поскольку он будет высыхать с разной скоростью, а разрезание картона или его дальнейшая обработка будут затруднены до его полного высыхания. Обычное решение этой проблемы состоит в дополнительном нагревании для высушивания бумаги и излишнего (выдавленного) клейкого вещества. Однако это увеличивает производственные расходы и может ограничить скорость процесса.
Выдавленное клейкое вещество также может попадать на поверхность приспособления, прикладывающего давление (например, на валик или ремень), в результате чего такую поверхность необходимо будет постоянно очищать. Кроме того, часть выдавленного клейкого вещества может попадать на наружную поверхность лицевого слоя, что может привести к появлению проблем при хранении в рулоне, поскольку соседние листы могут склеиваться друг с другом, приводя продукт в негодность. В дополнение к этому, излишнее клейкое вещество может оставлять следы на поверхности, ухудшая внешний вид и снижая ценность гофрированного картона.
Еще один недостаток традиционных машин состоит в том, что в типичном случае и подающие валики (применяемые для подачи на гофрирующие валы бумаги, предназначенной как для гофрирования, так и для использования в качестве лицевого слоя), и гофрирующие валы нагревают с целью высушивания бумаги до нанесения клейкого вещества. Это делается с целью снижения содержания влаги в бумаге и для сокращения времени приклеивания. Производство пара высокого давления для нагревания гофрирующих валов и предварительного подогрева бумаги может потребовать значительных затрат энергии. Все указанные выше факторы могут значительно повысить стоимость двухслойного гофрированного картона, изготовленного с помощью традиционных процессов и машин.
Многие из этих вопросов заявитель пытался решить ранее в заявке РСТ WO 2009/145642. Однако было бы полезно иметь способ и формулу, которые можно было бы применить для:
- манипулирования конфигурацией машины; и/или
- точного прогнозирования скорости производства;
при изготовлении гофрированного листового материала с помощью холодного процесса.
В частности, было бы полезно получить оптимизированный способ производства.
Ранее в заявке WO 2009/145642 заявитель считал, что скорость производства определяется диаметром и скоростью вращения второго (большего) гофрирующего вала. Заявитель также считал фактом то, что бесконечный ремень, охватывающий три четверти окружности второго гофрирующего вала, фиксирует скорость вращения на уровне приблизительно 20 оборотов в минуту. Заявитель отмечал, что для второго гофрирующего вала диаметром 1,6 м скорость производства трехслойного гофрированного картона составляла приблизительно 100 м/мин.
Однако вскоре стало очевидно, что указанное выше значение скорости производства является очень грубым оценочным значением, и что для конструирования машины для производства двухслойного гофрированного картона необходима более точная формула для определения скорости производства с тем, чтобы быть уверенным в том, что машина обеспечит удовлетворение ожидаемой потребности. Необходимость более точной формулы для определения производительности является насущной, в особенности с учетом времени, расходов и средств, требуемых для изготовления гофрирующей установки. Было бы полезно заранее иметь более точный способ определения скорости производства.
В настоящее время вследствие применения нагревания при изготовлении гофрированного листового материала нет возможности приклеивать листовой материал с предварительно напечатанной на нем информацией непосредственно на гофрированный листовой материал, поскольку высокая температура может повредить печать.
Поэтому для нанесения печатной информации обычно применяется флексография резиновыми стереоформами, но такой способ приводит к повреждению гофров рифленого листового материала, поскольку он включает приложение давления для нанесения краски на лицевой слой, приклеенный к гофрированному листовому материалу. Некоторое смятие гофров резиновыми стереоформами в процессе флексографической печати приводит к снижению прочности (т.е. конструктивной прочности) картона. Кроме того, качество печати чернильными валиками на картоне может быть довольно низким, например, таким, какое можно видеть на многих ящиках для яблок или других фруктов.
Поэтому было бы полезно получить способ приклеивания листового материала с предварительно напечатанной на нем информацией непосредственно на гофрированный листовой материал, и чтобы этот способ являлся частью непрерывного поточного процесса изготовления двухслойного или трехслойного картона. В особенности, было бы выгодно иметь способ, позволяющий формировать лицевой слой из листа с предварительно напечатанной информацией, поскольку это уменьшает количество материала, производственных этапов и времени, требуемых для изготовления коробок и других рекламных материалов из гофрированного картона.
Еще одна проблема традиционного гофрирующего оборудования состоит в том, что:
- осуществляется нагревание бумаги; в сочетании с
- постоянным регулируемым тормозящим усилием, прикладываемым к бумаге, выходящей из держателя рулона, для направления ее по прямолинейному пути;
в результате этого полученный гофрированный картон имеет загибы на углах, а, следовательно, не является идеально плоским листом (что видно невооруженным глазом), который был бы более ценным безотходным конечным продуктом.
Непрерывное торможение требуется потому, что при намотке бумаги в рулон на целлюлозно-бумажном комбинате на нее действуют усилия, растягивающие влево и вправо, что приводит к ее отклонению от прямолинейного пути при разматывании рулона.
Настоящее изобретение направлено на решение указанных выше проблем или на то, чтобы, по меньшей мере, предоставить обществу полезный вариант выбора.
Все материалы, на которые имеются ссылки в данном описании, включая все патенты или патентные заявки, включены сюда путем ссылки. Ни один из цитируемых материалов не является частью существующего уровня техники. При рассмотрении ссылочных материалов указывается то, что утверждают их авторы, и заявитель оставляет за собой право подвергать сомнению точность и релевантность цитируемых документов. Следует отчетливо понимать, что, хотя здесь могут встречаться ссылки на ряд публикаций, связанных с существующим уровнем техники, этот ссылочный материал не содержит признания в том, что любой из этих документов является частью общих знаний в данной области в Новой Зеландии или в любой другой стране.
Общепризнано, что термин «содержит» может применяться либо в исключающем смысле, либо во включающем смысле, в зависимости от сферы деятельности. Применительно к данному описанию и если не оговорено иное, термин «содержит» имеет включающий смысл, т.е. его следует понимать как включающий не только перечисленные компоненты, на которые он прямо указывает, но также и другие, не указанные, компоненты или элементы. Этот же принцип применяется и в случае использования термина «содержит» или «содержащий» по отношению к одному или нескольким этапам способа или процесса.
Другие аспекты и преимущества настоящего изобретения будут понятны из его описания, поданного ниже только в качестве примера.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Применительно к данному описанию термин «непрерывный процесс» относится к процессу, в котором гофрированный листовой материал может приклеиваться к плоскому листовому материалу сразу же после формирования гофрированного листового материала, осуществляемого посредством входящих в зацепление друг с другом большого и меньшего гофрирующих валов, формирующих гофры предварительно на плоском листовом материале, что позволяет изготовлять двухслойный картон в едином непрерывном (т.е. не прерываемом) процессе.
В соответствии с одним аспектом настоящего изобретения представлен способ приклеивания практически плоского пористого листового материала к гофрированному пористому листовому материалу в непрерывном процессе, причем указанный способ характеризуется следующими этапами:
а) нанесение дозированного количества клейкого вещества на верхний контактный участок гофрированного листового материала; и
б) удержание соответствующих плоского и гофрированного листов прижатыми друг к другу давлением заданного значения на протяжении заданного периода прессования для образования соединения между ними.
Этапы а) и б) предпочтительно выполняются при температуре окружающей среды.
В некоторых предпочтительных вариантах воплощения изобретения клейкое вещество наносится и схватывается при температуре окружающей среды. В других вариантах воплощения изобретения клейкое вещество может подогреваться до нанесения (в зависимости от типа применяемого клейкого вещества), но во всех таких вариантах воплощения изобретения выбранное клейкое вещество должно быть таким, чтобы оно схватывалось при температуре окружающей среды.
Применительно к данному описанию термин «верхний контактный участок» относится к верхней части гребня гофры гофрированного листового материала, к которому, как к выступающей опоре, прижимается плоский лист на этапе б) процесса. Верхний контактный участок включает верхушку гребней и тот участок на каждой их стороне, к которому плоский (лицевой) лист непосредственно прижимается, а затем приклеивается с помощью нанесенного клейкого вещества. Автор изобретения обнаружил, что в случае выхода клейкого вещества за пределы верхнего контактного участка на боковые стороны гофр возникают значительные проблемы. Эти проблемы включают:
- увеличение времени приклеивания, вызванное тем, что поры лицевого слоя не могут впитывать влагу, если клейкое вещество находится за пределами верхнего контактного участка;
- перерасход клейкого вещества;
- образование углублений на гофрах;
- загибание картона, если данный двухслойный картон применяется для изготовления трехслойного картона.
Заданное значение давления в предпочтительном варианте следует выбрать настолько высоким, насколько возможно, не приводя к нарушению целостности бумаги. В предпочтительных вариантах воплощения изобретения это заданное значение давления является меньше чем, усилие разрыва выбранных пористых листовых материалов. Автор изобретения определил, что чем выше заданное значение давления, тем короче время приклеивания.
Обычно пористым листовым материалом может быть бумага, но он также может включать и другие листовые материалы с подобными характеристиками, позволяющими использовать их для изготовления гофрированного картона. Ключевой характеристикой такого листового материала является достаточная пористость для поглощения большей части влаги, содержащейся в клеящем веществе при прилагаемом заданном давлении.
В соответствии с другим аспектом настоящего изобретения представлен способ приклеивания практически плоского пористого листового материала к гофрированному пористому листовому материалу с помощью непрерывного процесса, в целом описанного выше; при этом скорость производства вычисляется по формуле:
RP=DHT/BT,
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания клейкого вещества в минутах.
В соответствии с другим аспектом настоящего изобретения представлен способ изготовления установки, оснащенной входящими в зацепление друг с другом большим и малым гофрирующими валами, для непрерывного производства двухслойного пористого листового материала; в указанном способе применяется формула:
RP=DHT/BT
для определения диаметра большого гофрирующего вала и процентной доли окружности большого гофрирующего вала, на которую бесконечный ремень должен оказывать давление, чтобы обеспечить требуемую скорость производства;
здесь RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания клейкого вещества в минутах.
В соответствии с другим аспектом настоящего изобретения представлена установка, осуществляющая приклеивание практически плоского пористого листового материала к гофрированному пористому листовому материалу для производства двухслойного гофрированного пористого листового материала, представляющее собой часть непрерывного процесса, в котором задействованы большой гофрирующий вал и меньший гофрирующий вал, а также клеевой аппликатор и бесконечный натяжной ремень; при этом скорость производства для этой установки определяется по формуле:
RP=DHT/BT,
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания клейкого вещества в минутах.
Применительно к данному описанию термин «заданный период прессования» относится ко времени схватывания клейкого вещества (ВТ), вычисляемому по формуле:
BT=DHT/RP,
где RP - это скорость производства в метрах в минуту, a DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу;
Если установка по настоящему изобретению содержит гофрирующий вал большего диаметра, входящий в зацепление с гофрирующим валом меньшего диаметра, то значение DHT определяется так: DHT=X.(π2r), где r - это радиус большего гофрирующего вала, а X - это процентная доля окружности С большого гофрирующего вала, на которую может оказывать давление бесконечный натяжной ремень, оставляя при этом достаточно пространства для клеевого аппликатора и меньшего гофрирующего вала. Максимальные значения X увеличиваются по мере увеличения диаметра большего гофрирующего вала, как будет описано ниже.
Применительно к данному описанию термины «большой вал», «гофрирующий вал большого диаметра» или «входящий в зацепление гофрирующий вал большого диаметра» или подобные им являются взаимозаменяемыми и относятся к гофрирующему валу, диаметр которого по меньшей мере в два раза превышает диаметр «вала меньшего диаметра», «гофрирующего вала меньшего диаметра» или «входящего в зацепление гофрирующего вала меньшего диаметра».
В соответствии с другим аспектом настоящего изобретения представлена установка, осуществляющая приклеивание практически плоского пористого листового материала к гофрированному пористому листовому материалу для изготовления двухслойного гофрированного пористого листового материала в непрерывном процессе, при этом указанная установка содержит гофрирующий вал большого диаметра, входящий в зацепление с гофрирующим валом меньшего диаметра, и бесконечный натяжной ремень, расположенный таким образом, чтобы прикладывать давление на наружную боковую поверхность большого гофрирующего вала, способствуя склеиванию плоского и гофрированного листов; при этом окружность гофрирующего вала большого диаметра, на которую может оказывать давление бесконечный натяжной ремень, определяется по формуле:
С=(RP.BT)/X,
где С - это длина окружности этого вала (т.е. π2r), RP - это скорость производства в метрах в минуту; ВТ - время схватывания клейкого вещества в минутах, а X - максимальная процентная доля окружности, на которую бесконечный натяжной ремень может оказывать давление.
В соответствии с другим аспектом настоящего изобретения представлена установка, осуществляющая приклеивание практически плоского пористого листового материала к гофрированному пористому листовому материалу для формирования двухслойного гофрированного пористого листового материала в непрерывном процессе; при этом указанная установка содержит гофрирующий вал большого диаметра, входящий в зацепление с гофрирующим валом меньшего диаметра, и бесконечный натяжной ремень, расположенный таким образом, чтобы прикладывать давление на боковую наружную поверхность большого гофрирующего вала, способствуя формированию слоистой структуры плоского и гофрированного листов; при этом процентная доля окружности большого гофрирующего вала, на которую не оказывает давление бесконечный натяжной ремень, ограничивается исключительно минимальным пространством, необходимым для размещения меньшего гофрирующего вала и клеевого аппликатора.
Автор изобретения определил, что фактор, ограничивающий скорость производства определяется в большей степени не скоростью вращения гофрирующего вала (об/мин.), а формулой:
RP=DHT/BT,
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания клейкого вещества в минутах.
В предпочтительном варианте конфигурация устройства натяжного ремня позволяет прикладывать давление к 70%-93% окружности большого гофрирующего вала.
В предпочтительных вариантах воплощения изобретения автор определил, что диаметр большого гофрирующего вала, значение которого может быть практически любым в диапазоне 0,4 м - 2,0 м, определяет максимальную процентную долю окружности самого большого гофрирующего вала, которую может охватывать бесконечный ремень, оставляя достаточно пространства для:
- клеевого аппликатора, который включает клеевой валик; и
- меньшего гофрирующего вала.
Например, для большого вала диаметром 0,4 м максимальная процентная доля окружности, которую может охватывать бесконечный ремень, практически равняется 70%, а для большого вала диаметром 2 м максимальная процентная доля окружности, которую может охватывать бесконечный ремень, практически равняется 93%.
Автор изобретения определил, что среднее значение длины дуги окружности большого вала, требуемое для размещения клеевого валика и меньшего гофрирующего вала в указанном выше варианте воплощения изобретения, составляет приблизительно 0,45 м - 0,5 м.
В предпочтительном варианте воплощения изобретения большой гофрирующий вал может иметь диаметр, равный 0,62 м, а бесконечный ремень оказывает давление приблизительно на 76% окружности большого вала.
В другом варианте воплощения изобретения большой гофрирующий вал может иметь диаметр 2 м, а бесконечный ремень оказывает давление приблизительно на 93% его окружности.
В соответствии с другим аспектом настоящего изобретения представлен способ осуществления работы гофрирующего вала большого диаметра, входящего в зацепление с гофрирующим валом меньшего диаметра, и бесконечного натяжного ремня, содержащий этап прессования, в котором натяжной ремень располагается таким образом, чтобы прикладывать давление к части боковой наружной поверхности большого гофрирующего вала для формирования клееного соединения между практически плоским пористым листовым материалом и гофрированным пористым листовым материалом, содержащий дополнительный этап применения значения процентной доли окружности большого гофрирующего вала, охватываемой ремнем, для определения скорости производства.
В соответствии с еще одним аспектом настоящего изобретения представлен способ применения натяжного ремня и гофрирующего вала большого диаметра, входящего в зацепление с гофрирующим валом меньшего диаметра, а также клеевого аппликатора для производства двухслойного гофрированного картона из пористого плоского листового материала и пористого гофрированного листового материала; указанный способ содержит этап нанесения клейкого вещества на гофрированный листовой материал при температуре окружающей среды с последующим удержанием соответствующих плоского и гофрированного листов прижатыми друг к другу посредством натяжного ремня на протяжении заданного периода времени.
Автор изобретения определил, что максимальная скорость производства для установки, включающей входящие друг с другом в зацепление гофрирующие валы большого и меньшего диаметров, определяется формулой:
RP=X(π2r).ВТ,
где RP - это скорость производства в метрах в минуту, ВТ - время схватывания клейкого вещества в минутах, а X - процентная доля окружности большого гофрирующего вала, на которую бесконечный натяжной ремень оказывает давление.
Установка для изготовления двухслойного гофрированного картона из пористого листового материала, отличающаяся тем, что максимальная скорость производства указанной установки определяется формулой:
RP=X(π2r).ВТ,
где RP - это скорость производства в метрах в минуту, ВТ - время схватывания клейкого вещества в минутах, а X - процентная доля окружности большого гофрирующего вала, на которую бесконечный натяжной ремень может оказывать давление.
Способ, в котором применяются большой гофрирующий вал и бесконечный натяжной ремень, и отличающийся тем, что максимальная скорость производства определяется формулой:
RP=X(π2r).ВТ,
где RP - это скорость производства в метрах в минуту, ВТ - время схватывания клейкого вещества в минутах, а X - процентная доля окружности большого гофрирующего вала, на которую бесконечный натяжной ремень оказывает давление.
В порядке объяснения следует заметить, что в представленной выше формуле максимальная скорость производства для входящих в зацепление гофрирующих валов большого и меньшего диаметров вычисляется, исходя из длины окружности валика (т.е., π2r), умноженной на значение X, представляющее собой процентную долю окружности, на которую бесконечный натяжной ремень может оказывать давление, и умноженной на ВТ.
В предпочтительном варианте воплощения изобретения значение RP находится в диапазоне по меньшей мере 25 м/мин. - 200 м/мин.
В предпочтительном варианте воплощения изобретения листовой материал представляет собой крафт-бумагу.
Крафт-бумагу обычно применяют для изготовления двухслойного гофрированного картона. Однако, как указывалось выше, для настоящего изобретения могут применяться и другие пористые листовые материалы, а, следовательно, встречающееся в данном описании упоминание о том, что листовой материал представляет собой крафт-бумагу, не следует считать ограничивающим.
Плоский листовой материал, известный как лицевой, также может быть изготовлен из крафт-бумаги.
Термин «практически плоский» следует считать относящимся к листу или рулону, имеющему практически плоскую поверхность, лежащую в одной плоскости (по меньшей мере при рассмотрении невооруженным глазом).
В отличие от этого термин «гофрированный» следует считать относящимся к листу или рулону, поверхность которого представляет собой чередующуюся последовательность гребней и желобков (т.е. рифлений).
Рифления на гофрированном листе, используемом для изготовления двухслойного гофрированного картона, обычно называют гофрами. В типичном случае гофры формируются в результате пропускания листа крафт-бумаги через пару гофрирующих валов, установленных таким образом по отношению друг к другу, чтобы зубья этих гофрирующих валов входили в зацепление друг с другом с обеих сторон крафт-бумаги. Форма полученных гофров зависит от формы и размера зубьев гофрирующих валов. Не ограничивающий перечень примеров формы гофров включает треугольную, синусоидальную, трапециевидную, пилообразную, ромбовидную, квадратную или любую другую повторяющуюся волнообразную форму. Аналогично, размер гофра определяется эквивалентным размером зубьев и может варьироваться в зависимости от конечного применения данного двухслойного гофрированного картона.
В предпочтительном варианте воплощения изобретения гофрированный листовой материал имеет гофры с практически треугольным профилем поперечного сечения.
Преимуществом практически треугольного профиля поперечного сечения гофров является относительная простота формирования таких гофров с помощью зубьев, сформированных стандартным способом на гофрирующих валах.
Кроме того, гофры треугольной формы могут обладать дополнительной прочностью по сравнению с некоторыми другими формами, особенно по отношению к сжатию по длине гофра.
Если облицовочный и рифленый листы изготовлены из крафт-бумаги, то в качестве клейкого вещества для приклеивания лицевого слоя к верхним контактным участкам рифленого листа в типичном случае применяется клей на водной основе.
Это клейкое вещество может быть и клеем не на водной основе при условии, что при нанесении на верхние контактные участки оно ведет себя как жидкость и может впитываться пористым листовым материалом в соответствии с настоящим изобретением.
Термин «дозированное количество клейкого вещества» относится к отмеренному количеству клейкого вещества, которое наносится на верхний контактный участок таким образом, чтобы оно не выходило за пределы этого верхнего контактного участка до или во время соединения этапа б). Следовательно, «дозированное количество клейкого вещества» может подразумевать каплю клея, клеевое покрытие или капельки клея, которые помещаются или наносятся вдоль верхнего контактного участка каждого гребня рифленого листа.
Форма дозированного количества клейкого вещества может варьироваться в зависимости от режима нанесения.
В некоторых вариантах воплощения изобретения эти дозированные количества могут наноситься в форме тонкой линии, мазка, сетки пересекающихся линий, прерывистой линии (линий) или пунктирной линии (линий).
Ключевым фактором для получения соединения между соответствующими листами является обеспечение того, чтобы клейкое вещество сначала смочило гофрированный лист и проникло в него, а затем - чтобы оно смочило второй (лицевой) лист и проникло в него.
Применение дозировки позволяет наносить меньшее количество клейкого вещества на рифленый лист, чем в традиционных способах. Кроме того, благодаря дозировке клейкое вещество не выходит за пределы верхнего контактного участка, в особенности в процессе выполнения этапа б). Следовательно, применение дозированного количества позволяет некоторой части клейкого вещества, выдавливаемого давлением, прикладываемым к облицовочному и рифленому листам, попадать на сухие области соответствующих листов.
В одном предпочтительном варианте воплощения изобретения клейкое вещество наносится на верхний контактный участок в виде отстоящих друг от друга капелек практически так, как описано в ранее поданной заявителем заявке РСТ WO 2009/145642, где капельки наносятся на гребень.
Подразумевается, что капельки могут представлять собой приклеивающиеся к поверхности небольшие количества клейкого вещества круглой или грушевидной формы, однако это не следует считать ограничивающим вариантом.
Предпочтительный размер капельки может зависеть от ряда факторов, включая свойства рифленой бумаги и лицевого слоя, а также тип применяемого клейкого вещества. Однако во всех случаях капельки должны иметь достаточно малый размер для того, чтобы сохранять свою форму и не сплющиваться под своим весом. Это важно, поскольку относительно высокое отношение объема к площади поверхности (по сравнению, скажем, с полоской или линией клейкого вещества) уменьшает скорость испарения влаги из капельки, тем самым увеличивая время, в течение которого капелька клейкого вещества может смачивать гребень рифленой бумаги и лицевой слой и впитываться в них прежде, чем это клейкое вещество высохнет.
Предпочтительный объем капельки составляет приблизительно 0,5 мм3. Предпочтительный размер зазора между капельками вычисляется, исходя из желаемой толщины слоя пленки клейкого вещества, таким образом, чтобы после сплющивания нанесенных капелек до слоя требуемой толщины, они сливались друг с другом.
В другом предпочтительном варианте воплощения изобретения клейкое вещество наносится на верхний контактный участок в форме тонкой непрерывной капли (т.е. линии клейкого вещества).
Заявитель определил, что данный способ можно применять для изготовления двухслойного гофрированного картона без применения нагревания для образования соединения между рифленым листовым материалом и лицевым листовым материалом.
Применительно к данному описанию термин «температура окружающей среды» относится к температуре комнаты/здания, где данная установка может работать и осуществлять способ по настоящему изобретению. В целом температурой окружающей среды является температура в диапазоне между 5°С-60°С. Наиболее предпочтительной температурой окружающей среды может быть температура в диапазоне между 10°С-25°С.
Следует понимать, что выбор клейкого вещества является важным для настоящего изобретения. Как отмечалось в разделе «Уровень техники», для активации клейких веществ на основе крахмала требуется температура порядка 150°С. Поэтому такое клейкое вещество нежелательно для применения по настоящему изобретению, если его не активировать перед применением (например, путем нагревания в баке для хранения). Приемлемые клейкие вещества, способные быстро схватываться при комнатной температуре и обеспечивающие требуемую прочность соединения, будут рассмотрены далее в этом описании.
Существенное преимущество настоящего изобретения состоит в том, что оно позволяет изготовлять гофрированный картон без нагревания склеиваемых пористых материалов. Далее в этом описании будет показано, что это избавляет от необходимости покупать дорогостоящее оборудование и значительно снижает потребление энергии. Подразумевается, что нанесение дозированного количества клейкого вещества на верхний контактный участок пористого гофрированного листа при достаточном давлении позволяет получить существенное преимущество в виде сокращения времени склеивания при температуре окружающей среды.
На втором этапе способа по настоящему изобретению лицевой лист удерживается прижатым к рифленому листу под давлением заданного значения в течение заданного времени, достаточного для формирования соединения. Это может быть достигнуто различными средствами.
В предпочтительном варианте воплощения изобретения плоский (лицевой) лист прижимается к гофрированному (рифленому) листу под воздействием натяжного устройства с бесконечным ремнем.
Процесс приложения давления к лицевому листу для прижатия его к рифленому листу с помощью бесконечного натяжного ремня хорошо известен в данной области, поэтому он не нуждается в подробном рассмотрении.
Применительно к данному описанию термин «заданное давление» относится к давлению, которое прикладывается ремнем к большой поверхности гофрирующего вала и значение которого установлено равным максимальному значению (или немного ниже) давления, которое можно прикладывать, не приводя к деформированию бумаги (лицевой и рифленой бумаги). Излишнее давление может привести к образованию складок и/или разрывам бумаги. Это максимальное давление будет варьироваться в зависимости от материала лицевой и рифленой бумаги.
В предпочтительном варианте воплощения изобретения листовые материалы удерживаются прижатыми друг к другу в течение не менее двух секунд.
Заявитель определил, что при использовании бесконечного ремня (натянутого для прочного удержания облицовочного листа прижатым к гребням, не приводящего к повреждению облицовочного листа) в сочетании с подходящим коммерчески доступным клейким веществом для обеспечения надежного соединения между лицевым и рифленым листами необходимо удерживать лицевой и рифленый листы прижатыми друг к другу при комнатной температуре дольше чем приблизительно две секунды (время прессования).
В типичном случае если время прессования меньше двух секунд, или если давление между листами слишком малое, двухслойный картон не будет сформирован полностью или должным образом. В таких случаях напряжение в гофрированном листе будет достаточно большим для разрыва соединения, в результате чего лицевой лист оторвется от рифленого листа.
Практическими соображениями диктуется, чтобы длительность удержания при комнатной температуре составляла от двух до четырех секунд; в предпочтительном варианте время прессования составляет приблизительно три секунды. Можно применять значения времени прессования, превышающие четыре секунды, но они не являются предпочтительными, поскольку могут значительно снизить скорость производства двухслойного гофрированного картона, если не увеличить размер гофрирующего вала.
Однако выведенная автором изобретения формула, определяющая заданное значение времени обработки позволяет квалифицированному специалисту в данной области манипулировать конфигурацией установки для достижения более высоких скоростей производства в рамках физических свойств применяемых бумаги и клейкого вещества.
Время прессования в пределах приблизительно двух или трех секунд значительно превышает время, достигнутое в некоторых существующих установках, в которых применяется сочетание высокой температуры и высокого давления. Однако преимущество настоящего изобретения состоит в том, что оно позволяет изготовлять некоторое количество двухслойного гофрированного картона с приемлемой скоростью при комнатной температуре. Это позволяет получить процесс и установку для производства двухслойного гофрированного картона со сниженной стоимостью, безопасным и дружественным для окружающей среды способом.
Автор изобретения считает, что комбинация:
- применения дозированного количества клейкого вещества;
- нанесения клейкого вещества на верхний контактный участок гофрированного листа;
- удержания гофрированного и плоского листов прижатыми друг к другу в течение заданного времени прессования с целью образования соединения; и
- применения клейкого вещества, способного схватываться при температуре окружающей среды;
позволит осуществлять промышленное производство трехслойного гофрированного картона с помощью холодного процесса.
В предпочтительном варианте воплощения изобретения клейкое вещество представляет собой клей на водной основе, подходящий для склеивания пористых материалов, например, бумаги. В предпочтительных вариантах воплощения изобретения клейкое вещество может представлять собой дисперсию, содержащую сополимер винилацетата.
Клейкое вещество на водной основе, содержащее сополимер винилацетата в дисперсии, может быть предпочтительным благодаря тому, что при нормальных условиях применения это безвредное вещество, а, следовательно, его можно безопасно применять при условии нормальной вентиляции.
Дисперсии сополимера винилацетата могут относительно быстро схватываться при комнатной температуре и, в отличие от клеев на основе крахмала, не требуют высокой температуры для активации. Они могут обладать низкой вязкостью, хорошей адгезией и длительным временем открытой выдержки. Относительно низкая вязкость требуется для того, чтобы клейкое вещество хорошо растекалось (например, при переносе из клеевого аппликатора на рифленый лист), а хорошая адгезия обеспечивает способность быстро приклеиваться к поверхности.
Время открытой выдержки представляет собой такой интервал времени, на протяжении которого в условиях нормальной температуры и давления поверхность клейкого вещества может оставаться открытой прежде, чем оно потеряет способность смачивать противоположную поверхность и проникать в капилляры противоположной поверхности. Это смачивание и проникновение требуются для образования эффективного соединения между рифленой бумагой и облицовкой. Клейкое вещество с относительно длительным временем открытой выдержки является предпочтительным благодаря тому, что такое клейкое вещество может некоторое время оставаться открытым для доступа атмосферы до нанесения на гофры.
Предпочтительным клейким веществом является Adhesin™ Z9129W - сополимер винилацетата, поставляемый компанией Henkel New Zealand Limited. Заявитель обнаружил, что Adhesin™ Z9129W обладает требуемой вязкостью и длительным временем открытой выдержки, требуемым для применения по настоящему изобретению. Например, вязкость клейкого вещества Adhesin™ Z9129W находится в диапазоне 2100-2200 мПа·с, а время открытой выдержки составляет от 0,5 до 1 минуты. Однако предусмотрена возможность применения и других клейких веществ с подобными свойствами.
Нанесение клейкого вещества (например, такого как Adhesin™ Z9129W) в виде капелек на гребень рифленого листа и выдержка лицевого слоя в прижатом к гребню состоянии на протяжении приблизительно 3 секунд для образования соединения между рифленым листом и облицовкой дает ряд важных преимуществ над существующими способами. В частности, этот способ можно применять для производства двухслойного гофрированного картона при температуре окружающей среды. В результате устраняется необходимость нагревания гофрирующих валов или высушивания двухслойного гофрированного картона. Это может проявиться в значительном снижении потребления энергии, а, следовательно, и в снижении затрат на производство картона.
В некоторых предпочтительных вариантах воплощения изобретения клеевой аппликатор, предназначенный для нанесения дозированного количества клейкого вещества, содержит валик, наружная поверхность которого имеет рельефную поверхность.
Другим приемлемым клейким веществом оказалось вещество Adhesin™ Z9040, которому требуется приблизительно 2 секунды для образования соединения между рифленым и лицевым листами.
Рельефная поверхность может иметь ряд форм, и в одном варианте воплощения изобретения она может быть поверхностью с углублениями или шероховатой поверхностью. В некоторых вариантах воплощения изобретения рельефная поверхность может иметь форму U-образной канавки. Указанный валик в некоторых вариантах воплощения может быть подобным анилоксовому валику.
Однако в предпочтительном варианте рельефная поверхность имеет форму, состоящую из мелких гофров, напоминающую прямоугольную волну.
В одном предпочтительном варианте воплощения изобретения рельефная поверхность может быть гофрированной поверхностью. Следует понимать, что термин «гофрированная поверхность» относится к поверхности, образованной последовательностью гребней и желобков.
В одном предпочтительном варианте воплощения изобретения гребни (и желобки) располагаются практически параллельно друг другу, проходя по окружности валика.
В одном предпочтительном варианте воплощения изобретения гребни образуют спираль.
В других вариантах воплощения изобретения гребни могут образовывать концентрические окружности.
В предпочтительном варианте гребни и желобки можно сформировать путем вырезания (или формирования другим способом) канавки V-образной или квадратной формы на поверхности клеевого валика. Фактически форма канавки не является критически важной, но предпочтительной является V-образная форма, поскольку ее довольно легко вырезать в гладкой цилиндрической поверхности.
В процессе работы клейкое вещество может подаваться к клеевому валику с помощью подбирающего валика.
В альтернативном варианте могут применяться впрыскивающие сопла или воздушный шабер, проходящий по желобку.
В варианте воплощения изобретения с подбирающим валиком этот подбирающий валик предпочтительно монтируется вплотную к ванне с клейким веществом таким образом, чтобы при вращении подбирающего валика его наружная поверхность покрывалась клейким веществом.
Клеевой валик монтируется таким образом по отношению к подбирающему валику, чтобы гребни клеевого валика плотно прижимались к поверхности подбирающего валика. Таким образом клейкое вещество переносится с поверхности подбирающего валика в канавки поверхности клеевого валика; при этом на гребни клеевого валика наносится небольшое количество клейкого вещества или оно совсем не наносится.
Зазор между подбирающим валиком и клеевым валиком определяет количество наносимого клея.
В предпочтительном варианте клеевой валик монтируется также таким образом, чтобы гребни наносящего валика плотно прижимались к гребням рифленого листа на гофрирующем валу. При таком расположении по мере вращения клеевого валика он получает с подбирающего валика клейкое вещество в канавки на своей поверхности, а затем наносит это клейкое вещество в виде капелек на гребни рифленого листа.
Количество клейкого вещества в каждой капельке может определяться размером (шириной и глубиной) каждой канавки, а интервал между капельками может определяться расстоянием между соседними канавками.
Следует понимать, что канавки должны быть достаточно мелкими во избежание нанесения слишком большого количества клея на гофрированный листовой материал. Другими словами, размеры канавок должны быть такими, чтобы клей наносился только на верхние контактные участки. В предпочтительном варианте воплощения изобретения глубина канавки составляет 0,5 мм, а ширина канавки - приблизительно 1 мм.
В одном предпочтительном варианте воплощения изобретения гребень может иметь форму острой кромки.
Предпочтительным расположением V-образных канавок является такое, при котором каждая канавка примыкает к соседней канавке, образуя острую кромку, в результате чего поперечное сечение последовательности канавок имеет форму непрерывного зигзага. Такое расположение позволяет получить минимальные интервалы между соседними капельками (при данной ширине каждой канавки).
В некоторых других вариантах воплощения изобретения гребни могут иметь плоское поперечное сечение, и в этом случае интервалы между капельками могут быть, соответственно, больше.
Клеевой валик монтируется с возможностью вращения таким образом, чтобы наружная поверхность (гребни) клеевого аппликатора прижималась к гребням рифленой бумаги, удерживаемой на втором гофрирующем валу.
В соответствии с еще одним аспектом настоящего изобретения представлен способ приклеивания практически плоского пористого листового материала к гофрированному пористому листовому материалу в непрерывном процессе; указанный способ характеризуется следующими этапами:
а) нанесение клейкого вещества на гофрированный листовой материал с помощью валика, наносящего клей (НК), имеющего поперечные канавки, расположенные слева направо, проходящие по окружности валика НК и прижимающиеся к зубьям гофрирующего вала; при этом в указанных канавках НК содержится заданное количество клея;
б) удержание соответствующих плоского и гофрированного листов прижатыми друг к другу с заданным давлением и на протяжении заданного времени для образования соединения между ними.
Размеры канавок на поверхности валика НК позволяют:
- содержать в них полоску клейкого вещества;
- входить в них зубьям (или их части) гофрирующего вала и верхнему контактному участку гофрированного листа;
в результате чего на верхний контактный участок гофрированного листа может наноситься линия клейкого вещества.
В соответствии с другим аспектом настоящего изобретения представлена установка для изготовления двухслойного гофрированного картона путем приклеивания пористого гофрированного листового материала, имеющего один или несколько гребней, на практически плоский пористый лист; при этом указанная установка включает:
- клеевой аппликатор, конфигурация которого позволяет наносить клейкое вещество на каждый гребень гофрированного листового материала; и
- прижимной механизм, предназначенный для прижатия плоского листового материала к гребню гофрированного материала;
характеризующаяся тем, что
конфигурация наносящего устройства позволяет наносить дозированное количество клейкого вещества на верхние контактные участки каждого гребня гофрированного листового материала, и при этом конфигурация прижимного механизма позволяет прижимать плоский листовой материал к гофрированному листовому материалу с заданным значением давления, удерживая его в течение заданного времени для образования соединения между ними.
Соответственно, установка для изготовления двухслойного гофрированного картона по настоящему изобретению имеет много таких же характеристик, как и некоторые существующие машины. В частности, рифленый лист формируется путем пропускания листового материала между входящими в зацепление зубьями первого и второго гофрирующих валов. Рифленый лист удерживается на втором гофрирующем валу, диаметр которого больше, чем у первого гофрирующего вала, с помощью вакуума, созданного внутри второго гофрирующего вала.
По мере вращения второго гофрирующего вала рифленая бумага проходит через наносящее устройство, где клейкое вещество наносится на верхний контактный участок рифленого листа. В предпочтительном варианте воплощения изобретения наносящее устройство содержит валик, имеющий гофрированную поверхность, в целом описанную выше.
Гофрированная поверхность клеевого валика и рифленая поверхность валика НК (как описано выше) имеют соответствующую конфигурацию, позволяющую наносить капельки или линию клейкого вещества на верхнюю контактную поверхность гребня рифленого листа. В этом состоит отличие от традиционных машин, в которых наносящее устройство обычно имеет поверхность с насечкой, позволяющую наносить относительно широкую полосу или линию клейкого вещества на гребень гофры. Следовательно, в традиционных машинах существует тенденция наносить большее количество клейкого вещества, чем это необходимо, в результате чего это клейкое вещество не может полностью удерживаться в пределах верхнего контактного участка.
В предпочтительном варианте воплощения изобретения прижимной механизм представляет собой бесконечный натяжной ремень.
Бесконечный ремень может иметь такую конфигурацию, которая позволяет ему перемещаться вокруг множества валов, а эти валы расположены таким образом, что ремень прижат к лицевому слою на протяжении прохождения лицевого слоя и рифленого листа вокруг наружной поверхности второго гофрирующего вала.
Такого расположения можно добиться, поместив два крайних направляющих вала на некотором расстоянии вокруг наружной поверхности второго гофрирующего вала; при этом расстояние между ними определяет расстояние, вдоль которого ремень контактирует с лицевым слоем. Эти два крайних направляющих валика можно смонтировать таким образом, чтобы оказывать давление (через ремень) на лицевой слой вначале тогда, когда он контактирует с рифленым листом, а потом - непосредственно перед тем, как двухслойный рифленый лист будет сходить со второго гофрирующего вала.
Натяжение ремня можно регулировать путем регулировки одного или нескольких остальных валов таким образом, чтобы ремень оказывал давление на лицевой лист, прижимая его к рифленому листу.
Поскольку в данном процессе не требуется нагревание, то можно применять стандартный резиновый ремень вместо более дорогостоящих материалов, применяемых с нагреваемыми валиками. Применение стандартного резинового ремня позволяет меньше повреждать поверхность лицевого слоя, а следовательно, получать более качественный продукт.
В других вариантах воплощения изобретения бесконечный ремень может быть изготовлен из пластмассы или синтетического материала.
Преимущество данного способа, применяемого при температуре окружающей среды, состоит в том, что бесконечный ремень можно изготовить из теплочувствительных материалов, например, из пластмассы, синтетических материалов или некоторых видов резины, которые не могут применяться в традиционных процессах, требующих нагревания.
В одном предпочтительном варианте воплощения изобретения конфигурация бесконечного ремня позволяет удерживать листовые материалы прижатыми друг к друг в течение по меньшей мере 2 секунд.
В одном предпочтительном варианте воплощения изобретения конфигурация бесконечного ремня позволяет удерживать листовые материалы прижатыми друг к друг в течение периода времени от приблизительно 2 секунд до приблизительно 4 секунд, как указано выше.
Другими словами, настоящее изобретение позволяет эффективно изготовлять двухслойный гофрированный картон, не требуя подачи дополнительного тепла для выполнения процесса.
Эта особенность достигается путем комбинации нанесения дозируемого количества клейкого вещества на верхний контактный участок и последующего прижатия облицовочного листа к рифленому листу с заданным значением давления в течение заданного времени прессования до образования соединения.
В соответствии со следующим аспектом изобретения предоставлена установка, приклеивающая практически плоский пористый листовой материал к гофрированному листовому материалу в непрерывном процессе; при этом установка содержит большой гофрирующий вал, входящий в зацепление с меньшим гофрирующим валом; при этом диаметр меньшего вала находится по меньшей мере в диапазоне между 0,16-0,2 м, а диаметр большого гофрирующего вала находится по меньшей мере в диапазоне 0,4-2,0 м.
Способность формировать двухслойный гофрированный картон при температуре окружающей среды дает одно или несколько следующих преимуществ над существующими способами.
Экономия энергии и пониженный выброс парниковых газов в атмосферу по сравнению с традиционными способами за счет устранения необходимости нагревания гофрирующих валов и высушивания бумаги. Это устраняет потребность в паре высокого давления, получение которого требует значительных затрат энергии.
Экономия на стоимости оборудования. Поскольку нагревания не требуется, то, соответственно, не требуются средства на бойлеры, трубопроводы и оболочки для содержания пара высокого давления. Кроме того, поскольку машина работает при комнатной температуре, то ее можно изготовить из более простых и дешевых материалов, не ограничивающий перечень которых включает керамику, пластмассы и дерево. Поскольку эти материалы в целом легче поддаются обработке и имеют меньший вес, чем материалы (обычно закаленная сталь), применяемые в традиционных машинах, использующих пар, то изготовление машины может обойтись дешевле, а ее опорная конструкция может быть легче, что в свою очередь означает дополнительную экономию на стоимости материалов.
Экономия пространства. Устранение оборудования, требуемого для нагревания, в итоге может позволить установке занимать меньше пространства, чем традиционные нагреваемые машины.
Повышенная безопасность. Поскольку машина работает при комнатной температуре, то устраняется опасность, связанная с получением и применением пара высокого давления.
Экономия производственных расходов. Кроме снижения энергопотребления данный способ может позволить значительно уменьшить потребление клейкого вещества.
Важной особенностью установки по настоящему изобретению является то, что она может иметь размеры и стоимость, позволяющие применять ее для производства двухслойного гофрированного картона на месте его применения. Традиционные машины с нагреванием в типичном случае имеют большие размеры, потребляют много энергии, их изготовление и эксплуатация требуют больших затрат. Поэтому такие машины обычно располагаются в централизованных местах производства, откуда полученный двухслойный гофрированный картон или изготовленные из него изделия отправляются потребителям.
Размер установки по настоящему изобретению можно варьировать, главным образом благодаря отсутствию оборудования для нагревания. Поэтому размер установки по настоящему изобретению можно выбрать приемлемым для установки и эксплуатации ее на территории потребителя, например, для изготовления упаковки на месте. Это может обеспечить потребителю экономию средств, поскольку потребитель сможет контролировать запасы, и не нужны будут средства на транспортировку и перегрузку, требуемые при удаленном производстве.
В соответствии с еще одним аспектом настоящего изобретения представлено применение принципа:
RP=DHT/BT
при строительстве объекта по производству двухслойного картона;
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания клейкого вещества в минутах.
В соответствии с еще одним аспектом настоящего изобретения представлено применение клейкого вещества на водной основе для производства двухслойного картона.
В соответствии с еще одним аспектом настоящего изобретения представлено применение клейкого вещества, которое может представлять собой дисперсию, содержащую сополимер винилацетата.
В соответствии с еще одним аспектом настоящего изобретения представлена установка для изготовления гофрированного листа материала из пористого плоского листового материала посредством автоматизированного процесса; при этом установка содержит:
- гофрирующий вал;
- приспособление в виде бесконечной рифленой конвейерной ленты;
при этом поверхность бесконечной конвейерной ленты содержит множество примыкающих друг к другу гофров, конфигурация которых соответствует зубьям гофрирующего вала.
В соответствии с еще одним аспектом настоящего изобретения представлена установка для изготовления двухслойного гофрированного листа материала из пористого материала посредством автоматизированного процесса; при этом установка содержит:
- гофрирующий вал;
- приспособление в виде бесконечной рифленой конвейерной ленты; при этом поверхность бесконечной конвейерной ленты содержит множество примыкающих друг к другу гофров, конфигурация которых соответствует зубьям гофрирующего вала;
- прижимной механизм, конфигурация которого позволяет удерживать свежеизготовленный гофрированный листовой материал прижатым к рифленой поверхности конвейерной ленты в то время, как клеевой аппликатор наносит клейкое вещество;
- приспособление в виде бесконечного натяжного ремня, удерживающее плоский листовой материал и гофрированный листовой материал прижатыми друг к другу на время формирования соединения между ними.
Квалифицированному специалисту в данной области будет понятно, что кроме замены большого гофрирующего вала на бесконечную рифленую конвейерную ленту большинство, если не все особенности и аспекты, описанные ранее при рассмотрении настоящего изобретения, равным образом применимы и к этому линейному бесконечному пластинчатому конвейеру. Исключение составляют аспекты, присущие только большому гофрирующему валу. Например, скорость производства, заданное время прессования, клейкие вещества, подходящие пористые листовые материалы - все это относится к указанному линейному устройству.
Поверхности бесконечного рифленого конвейера можно придавать различные формы, не выходя за пределы объема настоящего изобретения.
В одном предпочтительном варианте воплощения настоящего изобретения поверхность бесконечной рифленой конвейерной ленты может быть сформирована из множества шарнирно связанных полос из жесткого материала, имеющих рифленую (гофрированную) кромку или поверхность.
В некоторых предпочтительных вариантах воплощения изобретения такая полоска может иметь форму пластины.
Еще в некоторых предпочтительных вариантах воплощения изобретения полоска может представлять собой брусок с прямоугольным поперечным сечением.
На противоположных торцах (по отношению к предполагаемому направлению движения вдоль конвейера) каждого из этих брусков или пластин имеются соединительные участки, позволяющие соединять соседние полоски шарнирным соединением, образуя бесконечную рифленую конвейерную ленту.
В другом предпочтительном варианте воплощения изобретения поверхность бесконечного рифленого конвейера может быть выполнена в форме бесконечной ленты. В некоторых из этих вариантов воплощения изобретения лента может содержать гибкий базовый слой и рифленый жесткий наружный слой; при этом конфигурация наружного слоя позволяет двигаться вокруг валов составляющих часть устройства конвейера.
Поверхность бесконечного рифленого конвейера можно изготовлять из различных материалов, не выходя за пределы объема настоящего изобретения.
В одном предпочтительном варианте воплощения изобретения бруски/пластинки изготовлены из стали.
В других вариантах воплощения изобретения бруски/пластины могут быть изготовлены из пластмассы, дерева или композитных материалов.
Еще в одном предпочтительном варианте воплощения изобретения бруски/пластинки могут быть изготовлены из плексигласа.
Зубья гофрирующего агрегата и гофры на бесконечном конвейере можно выбрать с различными профилями, не нарушая пределы объема настоящего изобретения, при условии, что форма этих гофров позволяет им входить в зацепление с зубьями гофрирующего вала. Например, профиль зубьев на валике может иметь любую из форм: А, В, С, D, Е, F или G.
В одном предпочтительном варианте воплощения изобретения зубья/гофры могут быть образованы V-образными канавками.
В некоторых предпочтительных вариантах воплощения изобретения поверхность бесконечного конвейера может содержать ряд отверстий, проходящих от верхней до нижней поверхности и расположенных в целом по всей длине поверхности бесконечного конвейера. Функция этих отверстий состоит в том, чтобы обеспечивать подачу вакуума к гофрированному листовому материалу для удержания его на гофрах поверхности бесконечного конвейера.
В одном предпочтительном варианте воплощения изобретения эти отверстия могут быть выполнены в форме прорезей, располагающихся в шахматном порядке вдоль всей поверхности бесконечного конвейера.
Формы прижимного механизма могут быть разнообразными, не выходя за пределы объема настоящего изобретения.
В тех вариантах воплощения изобретения, где пластины не имеют указанных выше отверстий, прижимной механизм может быть выполнен в форме двух или большего числа удлиненных пальцев, проходящих сквозь радиальные канавки в гофрирующем валу и в клеевом валике. В альтернативном варианте гофрирующий вал и клеевой валик могут быть собраны из секций с зазорами между секциями, в которых могут располагаться указанные пальцы. Пальцы крепятся к подпружинивающему приспособлению, благодаря чему пальцы получают возможность удерживать гофрированный листовой материал прижатым к пластинчатому конвейеру.
В предпочтительных вариантах воплощения изобретения прижимной механизм может быть выполнен в виде вакуумной камеры, расположенной внутри пластинчатого конвейера и имеющей конфигурацию, позволяющую подавать вакуум к пластинкам по мере их прохождения через вакуумную камеру.
Конфигурация бесконечной конвейерной ленты может быть такой, которая позволяет ей двигаться вокруг множества валиков и хорошо известна в данной области. Валики располагаются таким образом, что лента удерживается в контакте с лицевым листом по мере продвижения лицевого и рифленого листов вокруг наружной поверхности рифленой бесконечной ленты конвейера, выполняющей функции второго гофрирующего вала.
Рифленой бесконечной конвейерной ленте, образованной из множества примыкающих друг к другу пластин, можно придавать различную конфигурацию, не выходя за пределы объема настоящего изобретения.
В предпочтительном варианте воплощения изобретения пластинчатый ленточный конвейер может содержать одну или несколько гибких лент, к которым крепятся пластины. Эти ленты двигаются вокруг валиков под воздействием приводного механизма, как известно в данной области.
Клеевой аппликатор может принимать различные формы.
Клеевой аппликатор в предпочтительном варианте может представлять собой рифленый клеевой валик, который входит в зацепление (прижимается) с зубьями пластин. Клеевой валик получает клей от подбирающего клей валика и связанного с ним лотка с клеем.
Однако устройству для нанесения клея можно придавать и другие конфигурации, в целом описанные выше.
В соответствии с другим аспектом настоящего изобретения представлена установка для изготовления трехслойного гофрированного картона в непрерывном автоматизированном технологическом процессе; при этом установка содержит:
i) модуль установки для изготовления двухслойного гофрированного картона, содержащий:
- гофрирующий вал;
- бесконечный рифленый ленточный конвейер, имеющий бесконечную рифленую конвейерную поверхность, содержащую множество примыкающих друг к другу гофров; при этом гофры имеют конфигурацию, соответствующую зубьям гофрирующего вала;
при этом модуль имеет такую конфигурацию, что листовой материал, проходящий между соответствующими входящими в зацепление зубьями гофрирующего вала и бесконечного рифленого ленточного конвейера, становится гофрированным и удерживается первым прижимным механизмом до контакта с устройством нанесения клея и контакта с плоским листовым материалом и вторым прижимным механизмом в форме бесконечного натяжного ремня, который удерживает соответствующие плоский и гофрированный листы прижатыми друг к другу для образования соединения между ними;
ii) ламинирующий модуль, содержащий:
- два линейных устройства, расположенных по вертикали друг напротив друга, имеющих вид бесконечных натяжных ремней, принимающих в пространство между собой:
а) плоский листовой материал; и
б) двухслойный гофрированный листовой материал, полученный из модуля гофрирующего агрегата;
при этом клеевой аппликатор наносит клейкое вещество на двухслойный гофрированный картон и/или на плоский листовой материал до ввода их в расположенные друг напротив друга бесконечные натяжные ремни, удерживающие плоский листовой материал и двухслойный гофрированный картон прижатыми друг к другу для образования соединения между ними.
В соответствии с еще одним аспектом настоящего изобретения представлен способ склеивания, предназначенный для применения при изготовлении пористого двухслойного или трехслойного гофрированного картона, характеризующийся этапом применения по меньшей мере одного устройства в виде линейного натяжного ремня и одного устройства в виде бесконечного рифленого конвейера для удержания гофрированного листового материала и плоского листового материала прижатыми друг к другу для образования соединения между ними.
В соответствии с еще одним аспектом настоящего изобретения представлен способ, в целом описанный выше, в котором гофрированный листовой материал и плоский листовой материал удерживаются прижатыми друг к другу в течение периода прессования, вычисляемого по формуле:
BT=DHT/RP,
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания применяемого клейкого вещества в минутах, и это значение определяет период прессования.
В соответствии с еще одним аспектом настоящего изобретения представлен двухслойный картон, изготовленный с помощью способа, в целом описанного выше.
В соответствии с еще одним аспектом настоящего изобретения представлен трехслойный картон, изготовленный с помощью способа, в целом описанного выше.
В соответствии с дополнительным аспектом настоящего изобретения представлен трехслойный картон, изготовленный из двухслойного картона с помощью способа, в целом описанного выше.
В соответствии с еще одним аспектом настоящего изобретения представлен двухслойный картон, изготовленный из плоского листа с заранее напечатанным на нем материалом, приклеенного непосредственно к гофрированному листовому материалу при температуре окружающей среды.
В соответствии с еще одним аспектом настоящего изобретения представлен трехслойный картон с заранее напечатанным на нем материалом, изготовленный путем приклеивания плоского листа с заранее напечатанным на нем материалом непосредственно к гофрированному листовому материалу, являющемуся частью двухслойного картона, изготовленного при температуре окружающей среды.
В предпочтительном варианте плоский лист с предварительно напечатанным на нем материалом приклеивается к двухслойному картону сразу же после его формирования в непрерывном автоматизированном поточном процессе.
В соответствии с еще одним аспектом настоящего изобретения представлен трехслойный картон, изготовленный путем приклеивания двух плоских листов с заранее напечатанными на них материалами непосредственно к нижней и верхней поверхностям гофрированного листового материала при температуре окружающей среды.
Очевидно, что плоские листы с напечатанным на них материалом приклеиваются к гофрированному листовому материалу таким образом, что поверхность (поверхности) с печатью становится (становятся) наружной поверхностью (поверхностями) двухслойного/трехслойного картона.
Применение предпочтительных вариантов воплощения устройства в виде бесконечного линейного натяжного ремня и бесконечной пластинчатой конвейерной ленты может дать следующие преимущества:
предоставление способа повышения скорости производства согласно формуле: RP=DHT/BT, где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания в минутах.
В частности, скорость производства не ограничивается фактором X, как у нелинейных гофрирующих установок (т.е. имеющих входящие в зацепление друг с другом большой и малый гофрирующие валы) с размерами, определяемыми по формуле C=(RP.BT)/X, где С - это длина окружности большего вала (т.е., π2r), RP - это скорость производства в метрах в минуту, ВТ - это время схватывания применяемого клейкого вещества в минутах, а X - это процентная доля окружности, к которой прикладывается давление со стороны бесконечного натяжного ремня. Эта формула выводится на основании того факта, что DHT равняется Х(π2r). Максимальное значение X для большого гофрирующего вала представляет собой ограничивающий скорость фактор, поскольку диаметр большого гофрирующего вала не может значительно превышать 2 метра ввиду того, что в таком случае он будет невероятно тяжелым. В отличие от этого, длину линейного гофрирующего устройства можно легко и практически без ограничений увеличивать, если это понадобится.
Предоставление указанных выше преимуществ холодного процесса над традиционной технологией для производства не только двухслойного, но также и трехслойного гофрированного картона.
Предпочтительные варианты воплощения настоящего изобретения с применением как линейных, так и нелинейных гофрирующих устройств дают также следующие преимущества:
возможность приклеивать бумагу с заранее напечатанным на ней материалом прямо на гофрированный картон в ходе непрерывного автоматизированного поточного процесса;
возможность производить двухслойный или трехслойный гофрированный картон, выглядящий идеально плоским для невооруженного глаза и не имеющий тенденции к загибанию углов, благодаря тому, что в процессе его изготовления отсутствует нагревание, и действует пассивная система торможения бумаги, разматывающейся из рулона.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дальнейшие аспекты настоящего изобретения станут понятны из последующего описания, представленного только в качестве примера со ссылкой на сопутствующие чертежи, где:
на Фиг. 1А и 1В показан верхний контактный участок на схематичном виде сбоку гофрированного листа до и после его приклеивания к облицовочному листу;
на Фиг. 2 показан схематичный вид в перспективе части установки изготовления двухслойного картона по одному из предпочтительных вариантов воплощения настоящего изобретения;
на Фиг. 3 показан вид в перспективе установки изготовления двухслойного картона по Фиг. 2;
на Фиг. 4 показан схематичный вид в перспективе части установки изготовления двухслойного картона по еще одному из предпочтительных вариантов воплощения настоящего изобретения;
на Фиг. 5 показан схематичный вид в перспективе линейного гофрирующего агрегата для изготовления двухслойного гофрированного картона по одному из предпочтительных вариантов воплощения следующего аспекта настоящего изобретения; и
на Фиг. 6 показан схематичный вид в перспективе установки изготовления трехслойного гофрированного картона по одному из предпочтительных вариантов воплощения следующего аспекта настоящего изобретения, в котором применяется линейный гофрирующий агрегат по Фиг. 6.
На Фиг. 7 показан вид сверху цилиндрического стержня, подробно описанного в варианте воплощения, показанного на Фиг. 2.
На Фиг. 8 показан вид сверху центрирующего стержня, подробно описанного в варианте воплощения, показанного на Фиг. 2.
На Фиг. 9 показан вид сверху выпуклого валика, являющегося деталью устройства бесконечного натяжного ремня подробно описанного в варианте воплощения, показанном в варианте установки по Фиг. 2.
На Фиг. 10 показан схематичный вид в перспективе установки изготовления трехслойного гофрированного картона по одному из предпочтительных вариантов воплощения следующего аспекта настоящего изобретения, в котором применяется агрегат линейной гофрировки, модифицированный по сравнению с показанным на Фиг. 6.
На Фиг. 11 показан участок поверхности бесконечного конвейера в форме конвейерной ленты, состоящей из множества полосок в виде рифленых брусков.
На Фиг. 12 показан вид сбоку рифленого бруска, являющегося деталью конвейерной ленты по Фиг. 11.
На Фиг. 13 показано поперечное сечение рифленого бруска по Фиг. 12.
На Фиг. 14 показан вид в перспективе рифленого бруска по Фиг. 12.
ЛУЧШЕЕ ТЕХНИЧЕСКОЕ ВЫПОЛНЕНИЕ ИЗОБРЕТЕНИЯ
На Фиг. 1А и 1В схематично изображен гофрированный (рифленый) лист бумаги (100), на котором показан верхний контактный участок (101).
Верхний контактный участок включает верхушку (102) гребней (103), а также ту область с каждой стороны, которая приклеивается нанесенным клейким веществом (104) к лицевому листу (105).
На Фиг. 2 и 3 показана часть установки для изготовления двухслойного гофрированного картона, известной как агрегат для производства двухслойного гофрированного картона, и обозначенной в целом стрелкой (200). В агрегате для производства двухслойного гофрированного картона (200) имеется первый (меньший) гофрирующий вал (201) и второй (большой) гофрирующий вал (202). Следует отметить для ясности, что на этом изображении валы (201, 202) показаны не полностью, а собираются из последовательности деталей вала, устанавливаемых друг возле друга на оси (не показано) до получения вала желаемой длины.
В процессе работы пористый листовой материал в виде крафт-бумаги (250) подается к гофрирующим валам (201) и (202). После прохождения через валы (201, 202) крафт-бумага (250) становится гофрированным (рифленым) листовым материалом (251).
На втором валу (202) имеются зубья (203), которые контактируют с поперечными канавками (204) на поверхности наносящего клей (НК) валика (205). Поверхность наносящего клей валика (205) набирает клейкое вещество в виде Adhesin™ Z9040 из клеевой ванны (не показано), а излишек клея снимается с поверхности скребком (206) так, что клейкое вещество остается только в канавках (204). В процессе использования вновь сформированный гофрированный листовой материал (251), прижатый вакуумом ко второму валу (202), проходит между вторым валом (202) и клеевым валиком (205) так, что верхний контактный участок (не показано) гофрированного листового материала входит в канавки (204) вместе с зубьями (203), в результате чего клейкое вещество переносится на верхний контактный участок.
В этот момент плоский (облицовочный) листовой материал (260) в виде крафт-бумаги подается между натяжным устройством (270) с бесконечным ремнем и вторым гофрирующим валом (202) и прижимается к верхним контактным участкам гофрированного листового материала (251). В натяжном устройстве имеется бесконечный натяжной ремень (271), который прикладывает заданное давление к плоскому листу (260), удерживая его прижатым к гофрированному листу (251). Бесконечный ремень (271) прикладывает заданное давление к 76% окружности большого вала (20), как показано стрелкой X. Квалифицированным специалистам в данной области будет понятно, что в некоторых вариантах воплощения изобретения на листовом материале (260) могут быть заранее напечатаны с высоким качеством графические изображения и/или текст.
В устройстве бесконечного натяжного ремня имеется ряд валиков (290-294), натяжение устанавливается путем регулировки положения натяжного ролика (292) по отношению к оси второго большого гофрирующего вала (202). В процессе эксплуатации натяжение ремня (271) сначала устанавливают на такое значение, которое приводит к повреждению лицевой и/или гофрированной бумаги, обычно проявляющемуся в виде складок или разрывов. Затем натяжение ослабляют, постепенно возвращая натяжной валик (292) в точку, где уже не происходит повреждения лицевой/гофрированной бумаги (т.е. натягивающий валик установлен вновь в положение заданного давления).
Соответствующие листы (260, 251) удерживаются прижатыми друг к другу в течение заданного периода времени, определяемого формулой:
BT=DHT/RP,
где RP - это скорость производства в метрах в минуту, DHT - это расстояние в метрах, на протяжении которого два соответствующих листа удерживаются прижатыми друг к другу, а ВТ - это время схватывания в минутах. Таким образом видно, что обозначенная двусторонней стрелкой X процентная доля от 360°, где бесконечный натяжной ремень контактирует с окружностью вала (20), является критически важной для определения расстояния, на котором листы удерживаются прижатыми друг к другу, а, следовательно, и скорости производства.
Окружность второго гофрирующего вала (202) определяется формулой:
С=(RP.BT)/X,
где С - это длина окружности вала (т.е. π2r), RP - это скорость производства в метрах в минуту, ВТ - это время схватывания в минутах, а X - это процентная доля окружности, к которой прикладывается давление со стороны бесконечного натяжного ремня.
Таким образом, если требуется скорость производства 44 м/мин., а время схватывания клейкого вещества составляет 2 с (т.е. 0,0333 мин.), то окружность второго вала составляет 44×0,0333, что равняется; 1,4666 разделить на 76%, что дает в результате 1,93 м. Это означает, что диаметр должен равняться 0,62 м. Другими словами, в этом примере DHT равняется произведению 2πr на 0,76%.
Применяемая в процессе крафт-бумага представляет собой бумагу вторичной переработки или первичную бумагу, желательно плотностью порядка 90-150 г/м2.
Во втором гофрирующем валу (202) имеется сеть каналов (не показано), ведущих от вакуумного насоса (не показано) к поверхности вала (не показано), через которые вакуумный насос создает низкий вакуум внутри второго гофрирующего вала (202). Этот низкий вакуум внутри второго гофрирующего вала (202) удерживает рифленый лист (260) в нужном положении на зубьях (203) второго гофрирующего вала (203).
На Фиг. 2 также видно, что в гофрирующем агрегате (200) имеются первая и вторая направляющие системы в целом обозначенные стрелками (500) и (502).
В первой направляющей системе (500) имеются три цилиндрических стержня (510-512), определяющие зигзагообразный путь бумаги (250), выходящей из рулона (не показано). Направляющая система обеспечивает прямолинейный путь бумаги (250) по мере того, как она разматывается из рулона и подается в агрегат (200). Эти цилиндрические стержни (510-512) не вращаются, а прикладывают силу трения, вынуждающую бумагу двигаться прямолинейно, и препятствуют какому-либо отклонению движения влево или вправо по мере ее выхода из рулона. Дополнительное направляющее воздействие, способствующее работе с бумагой цилиндрических стержней (510-512), оказывают их торцевые фланцы (513) (см. Фиг. 7), препятствующие сползанию бумаги со стержней и нарушению ее совмещения с гофрирующим агрегатом (200).
Во второй направляющей системе (502) имеется первый направляющий стержень (520), на торцах которого имеются раструбы (525) (см. Фиг. 8), конусообразно отходящие от цилиндрической центральной секции стержня, представляющей собой ширину бумаги (260), выходящей из рулона (не показано). Раструбы выступают приблизительно на 50 мм от краев бумаги (260), проходящей по стержню (520). Затем бумага (260) проходит вокруг цилиндрического стержня (521), имеющего фланцевые торцы (см. Фиг. 7). Затем бумага (260) переходит на второй направляющий стержень (522), имеющий раструбы на концах (см. Фиг. 8). Эти стержни (520, 521 и 522) также являются неподвижными, как и стержни первой направляющей системы (500).
До подачи в установку (200) бумага (260) проходит по валику (290) натяжного устройства (270) с бесконечным ремнем. Этот валик (290) имеет выпуклую наружную поверхность (см. Фиг. 9). Автор изобретения обнаружил, что выпуклая наружная поверхность этого валика минимизирует риск стягивания бумаги в центр и образования складок перед подачей в установку (200). Такое стягивание происходит в результате того, что второй направляющий стержень (522), торцевые раструбы которого предотвращают отклонение бумаги вправо или влево при прохождении через этот стержень (522), направляет бумагу в центр.
Квалифицированным специалистам в данной области будет понятно, что относительное положение стержней по отношению друг к другу и к соответствующим валикам в первой и второй направляющих системах (500) и (502) может быть регулируемым таким образом, чтобы к бумаге прикладывалось нужное давление, удерживающее ее в положении совмещения с установкой (200).
В процессе работы натяжное устройство (270) с бесконечным натяжным ремнем через ремень (271) прикладывает давление к лицевой (260) и рифленой бумаге (251) (которая изначально являлась крафт-бумагой 250) в процессе их прохождения по 76% окружности вала (203), как показано стрелкой X: пока двухслойный гофрированный картон (280) не будет сформирован и не выйдет из установки (200).
Квалифицированным специалистам в данной области будет понятно, что варианты воплощения изобретения с большим и меньшим входящими в зацепление гофрирующими валами, такими как показанные на Фиг. 2, 3 и 4, могут также применяться для изготовления трехслойного гофрированного картона. Для осуществления этого процесса оборудование также включает установку для изготовления трехслойного картона (не показано), хорошо известную в данной области.
Подразумевается, хотя и не показано, что в вариантах воплощения изобретения, показанных на Фиг. 4, 5 и 6, также задействованы направляющие системы для бумаги, выходящей из рулонов. Направляющие системы могут быть практически такими же, как рассмотренные подробно по Фиг. 2.
На Фиг. 4 показана установка, подобная установке, показанной на Фиг. 2 и 3, а, следовательно, подобные элементы обозначены подобными номерами позиций. Ключевые отличия варианта воплощения изобретения, показанного на Фиг. 4, состоят в том, что радиус большого гофрирующего вала (202) составляет 1 м, а диаметр большого гофрирующего вала (202), показанного на Фиг. 2 и 3, составляет 2 м, а бесконечный ремень (271) прикладывает давление приблизительно к 93% окружности большого вала (202), как показано стрелкой X.
На Фиг. 5 показана установка для изготовления двухслойного гофрированного листового материала, имеющая вид линейного гофрирующего агрегата, в целом показанного стрелкой (300). Эта установка (300) содержит бесконечную рифленую конвейерную поверхность в виде бесконечной пластинчатой конвейерной ленты (301), имеющей множество примыкающих друг к другу рифленых пластин (302), прикрепленных к паре гибких бесконечных лент (не показано), который приводится в движение с помощью приводного механизма, имеющего двигатель (не показано) и пары ведущих шестерен (303). Бесконечный ленточный конвейер содержит ряд холостых валиков (304), удерживающих бесконечную конвейерную ленту (не показано), и пластин (302) на нижней поверхности на фиксированной высоте по отношению к бесконечному натяжному ремню (350). Приводной механизм и валики бесконечного натяжного ремня (350) не показаны, поскольку их устройство хорошо известно в данной области.
В бесконечном пластинчатом ленточном конвейере (301) имеется вакуумный насос (305), способный прикладывать вакуум к свежеизготовленному гофрированному листовому материалу в виде крафт-бумаги (не показано), только что прошедшему между гофрирующим валом (306) и бесконечным пластинчатым ленточным конвейером (301). Отверстия в виде вырезов (307) в пластинах (302) позволяют вакууму воздействовать на гофрированную крафт-бумагу.
После выхода гофрированной крафт-бумаги с гофрирующего вала (306) на верхние контактные участки (не показано) на гребнях (не показано) наносится дозированное количество клейкого вещества (не показано) с помощью клеевого валика (308), имеющего рифленую поверхность (не показано). Следует понимать, что этот клеевой валик (308) может быть таким же, как описанный и пригодный для применения в вариантах воплощения изобретения, показанных на Фиг. 2, 3 и 4. Клейкое вещество набирается из клеевого поддона (не показано) подбирающим клей валиком (308) и переносится на клеевой валик (309).
Предпочтительная конфигурация клеевого валика (308) может позволять ему перемещаться в поперечном направлении по отношению к устройству натяжного ремня (310), что позволяет регулировать положение валика применительно к бумаге меньшей ширины. Плоский лист материала в виде лицевого листа крафт-бумаги (не показано) подается между пластинчатым ленточным конвейером (301) и бесконечным натяжным ремнем (350) в точке, указанной стрелкой (310). Длина (т.е. расстояние), на которой пластинчатый ленточный конвейер (301) и бесконечный натяжной ремень (350) перекрывают друг друга, представляет собой значение DHT.
Нетрудно понять, что длину как бесконечного ленточного конвейера (301), так и бесконечного натяжного ремня (350) можно увеличить с целью повышения скорости производства согласно формуле:
RP=DHT/BT.
На Фиг. 6 показана часть установки для изготовления трехслойного гофрированного листового материала, в целом обозначенная стрелкой (400). В этой установке (400) имеется модуль изготовления двухслойного гофрированного материала, имеющий вид линейного гофрирующего агрегата (401), практически аналогичного описанному выше при рассмотрении Фиг. 5. Как показано, крафт-бумага (402), предназначенная для гофрирования, поступает в линейный гофрирующий агрегат (401), а крафт-бумага (403), которая будет формировать лицевой слой, поступает в линейный гофрирующий агрегат после клеевых валиков (407). Над линейным гофрирующим агрегатом (401) расположен ламинирующий модуль, представляющий собой гофрирующий агрегат для изготовления трехслойного картона (404). Этот гофрирующий агрегат для изготовления трехслойного картона (404) имеет два расположенных друг напротив друга бесконечных натяжных ремня (405, 406) и устройство из клеевого валика и прижимного ролика (407), через которое проходит двухслойный гофрированный картон до подачи в гофрирующий агрегат для изготовления трехслойного картона (404). Узел клеевого валика (407) практически такой же, как и описанный при рассмотрении Фиг. 5. Крафт-бумага (408), образующая лицевой слой трехслойного картона, поступает в установку (400) и продвигается сверху по бесконечному пластинчатому конвейеру (410) линейного гофрирующего агрегата (401) прежде, чем она попадет в гофрирующий агрегат для изготовления трехслойного картона (404) вместе с двухслойным гофрированным картоном в точке, показанной стрелкой (409).
Квалифицированным специалистам в данной области будет понятно, что на плоском листовом материале, применяемом в вариантах воплощения изобретения, показанных на Фиг. 5 и 6, могут в некоторых вариантах воплощения изобретения быть предварительно напечатаны высококачественные графические изображения и/или текст. Например, на плоском листовом материале (403) и (408), показанном на Фиг. 6, может быть заранее напечатанный материал.
На Фиг. 10 показана часть установки для изготовления трехслойного гофрированного листового материала, в целом обозначенной стрелкой (1000). Эта установка (1000) содержит модуль изготовления двухслойного гофрированного картона в виде линейного гофрирующего агрегата (1001), в целом описанный при рассмотрении Фиг. 5. Над этим линейным гофрирующим агрегатом (1001) расположен ламинирующий модуль в виде гофрирующего агрегата для изготовления трехслойного картона (1004). Этот гофрирующий агрегат для изготовления трехслойного картона (1004) имеет два расположенных друг напротив друга бесконечных натяжных ремня (1005, 1006), а также узел в виде клеевого валика и прижимного ролика (1007), через который проходит двухслойный гофрированный картон (не показано), изготовленный линейными гофрирующими агрегатами (1001), до подачи в гофрирующий агрегат для изготовления трехслойного картона (1004). Узел клеевого валика (1007) практически такой же, как и описанный при рассмотрении Фиг. 5. Крафт-бумага (не показана), образующая лицевой слой трехслойного картона, поступает в установку (1000) и продвигается сверху по рифленой поверхности бесконечного конвейера (1010) линейного гофрирующего агрегата (1001) до ее подачи в гофрирующий агрегат для изготовления трехслойного картона (1004) вместе с двухслойным гофрированным картоном в точке, показанной стрелкой (1009).
Одна отличительная особенность установки, показанной на Фиг. 10, по отношению к описанным при рассмотрении Фиг. 5 и 6, относится к форме конвейера линейного гофрирующего агрегата (1001). Поверхность (1010) бесконечного конвейера сформирована рифлеными брусками (1011), показанными на Фиг. 11, в отличие от рифленых пластин, показанных на Фиг. 5, расположенных таким же образом для формирования бесконечной ленты. Рифленые бруски (1011) имеют соединительные участки, представляющие собой пару отверстий (1012) на каждом из концов стержня, в которые могут вставляться шпильки (не показано) для соединения соседних брусков (1011) друг с другом для образования ленты (1010). Эти рифленые бруски (1011) показаны подробнее на Фиг. 12-14, и, в частности, показана рифленая верхняя поверхность (1012) бруска (1011).
В линейном гофрирующем агрегате (1001) имеется лента (1010), которую вращает гофрирующий вал (1020) (с помощью двигателя, который не показан), таким образом зубья вала (1021) сцепляются с гофрами (1012) брусков (1011), двигая ленту (1010). Кроме того, дополнительное усилие для движения ленты может прикладываться ведущими шестернями (1015), вращающимися от отдельного двигателя (не показано) таким образом, что зубья (1016) шестерен могут сцепляться с соединительными шпильками стержней (1011) сквозь зазоры (1017) между соседними брусками (1011) ленты (1010). Эти зазоры (1017) также помогают подавать вакуум сквозь конвейер аналогично тому, как описано выше при рассмотрении Фиг. 5.
Пример 1
Для вычисления скорости производства установки со вторым гофрирующим (т.е. большим) валом диаметром 1,6 м, в которой бесконечный ремень охватывает 76% окружности второго вала, подставив эти значения в новую формулу по настоящему изобретению RP=DHT/BT, получаем значение RP (скорость производства), равное 0,76(π1,6)/0,05, что составляет скорость производства, равную 76 м/мин., при этом 0,05 минут - это время схватывания, равное 3 секундам. Эта скорость производства значительно меньше вычисленной заявителем в WO 2009/000085.
Пример 2
Если изготовителю требуется скорость производства 143 м/мин. с применением клейкого вещества, имеющего значение ВТ, равное 0,033333 мин. (т.е. 2 с), то диаметр второго гофрирующего (т.е. большего) вала, применив новую формулу по настоящему изобретению, DHT, можно представить как 0,93×(π2r), и диаметр можно вычислить так: DHT=RP.BT, что составит (143×0,033333). Затем, чтобы получить диаметр, перепишем уравнение так: 0,93×(π2r)=(143×0,033333), откуда 2r (т.е. диаметр) = ((143×0,033333)/0,76)/π, то есть этот диаметр будет равен 2 м.
Пример 3
Предположим, требуется вычислить скорость производства установки с валом диаметром 2 м, со значением ВТ, равным 0,05 мин. (т.е. 3 с). Применив указанную формулу, получим RP=DHT/BT 0,93(π2)/0,05, что равняется 116 м/мин.
На практике значение 2 м является предельным или близким к предельному значению диаметра вала для производства гофрированного картона с помощью пары входящих в зацепление друг с другом гофрирующих валов, как описано здесь, как показано на Фиг. 2 или как описано в предыдущей заявке РСТ WO 2009/145642 этого же заявителя. Одна из причин того, почему на практике невозможно применять большой гофрирующий вал с диаметром, значительно превышающим 2 м (например, 2,5 м, 3 м или больше), состоит в том, что вес такого вала будет слишком большим, чтобы его можно было поднимать и перемещать, в особенности в процессе изготовления, обслуживания или ремонта. Кроме того, увеличенный вес вала с диаметром, превышающим 2 м, потребует значительно больше энергии для вращения вала, а, следовательно, увеличит производственные расходы. Кроме того, возникают проблемы с созданием вакуума внутри такого большого вала и, опять же, на это требуется больше энергии. Заявитель считает, что увеличение скорости производства за счет увеличения диаметра большого гофрирующего вала диаметром свыше 2 м не сможет перевесить отрицательный эффект от указанных выше проблем.
Пример 4
Нелинейный гофрирующий агрегат, подобный показанному на Фиг. 4, способен производить двухслойный гофрированный картон с большей скоростью, чем в представленных выше примерах даже при том же времени схватывания клейкого вещества. Например, для получения скорости производства 200 м/мин. при значении ВТ, равном 0,033333 минуты, потребуется бесконечный пластинчатый конвейер, перекрываемый бесконечным натяжным ремнем по длине, равной 6,6 м. Соответствующая формула RP=DHT/BT.
Описанные аспекты настоящего изобретения представлены только в качестве примера, подразумевается, что в них можно вносить изменения и добавления, не выходя за рамки поданной в приложении формулы изобретения.
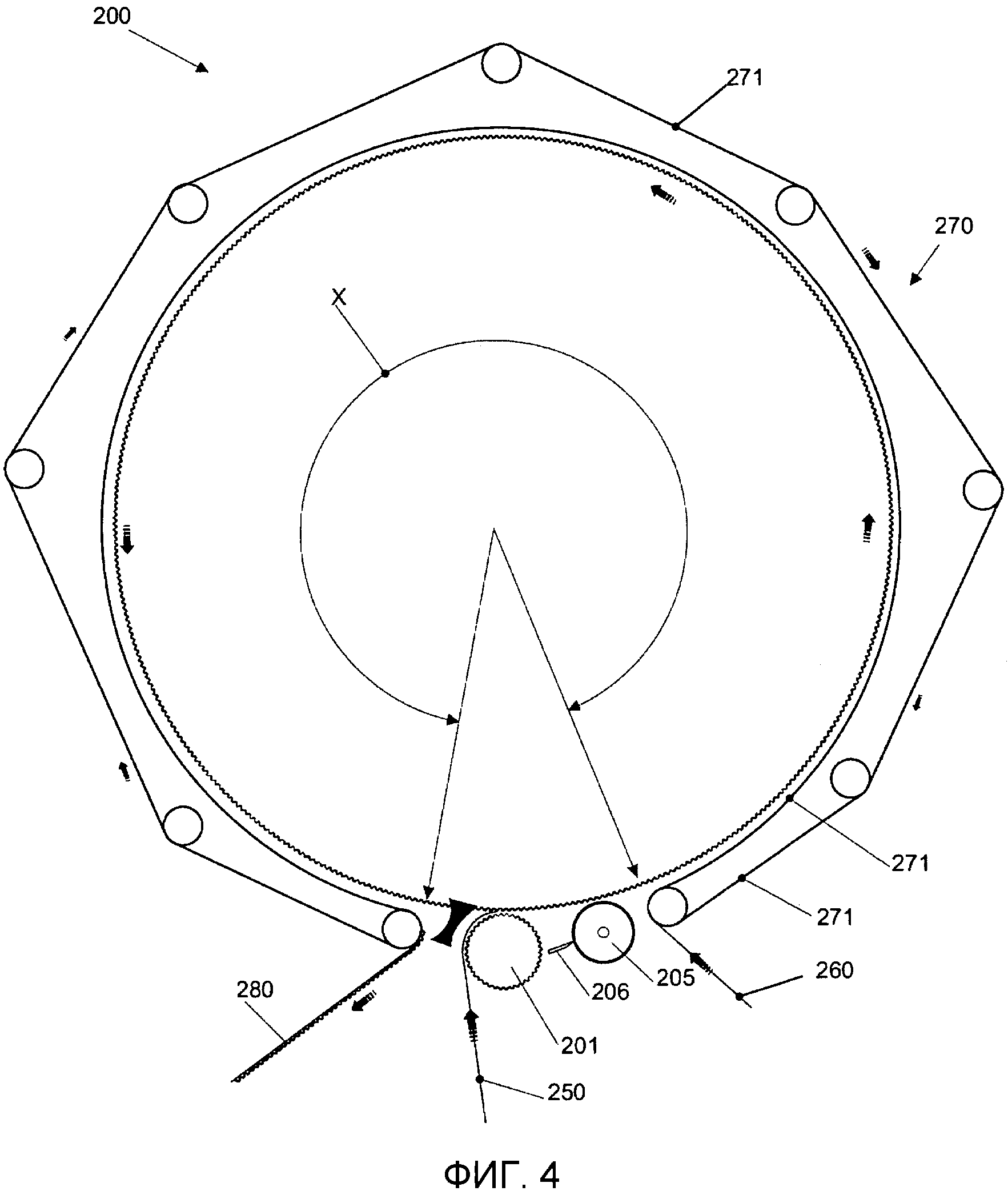
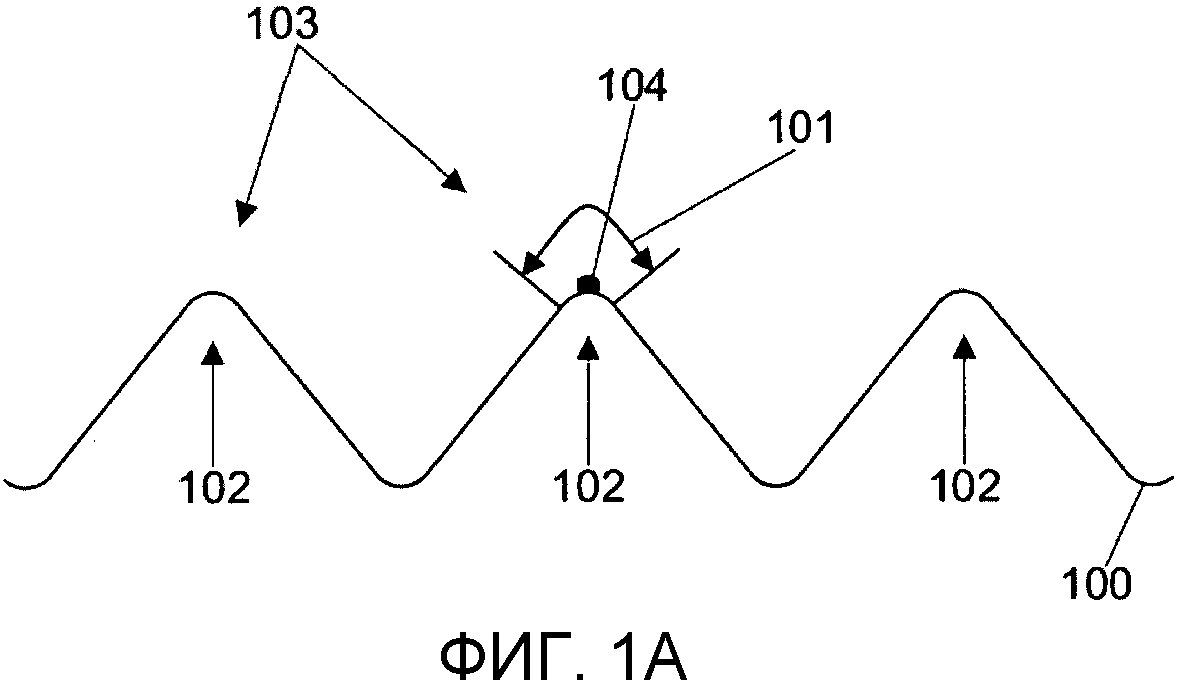
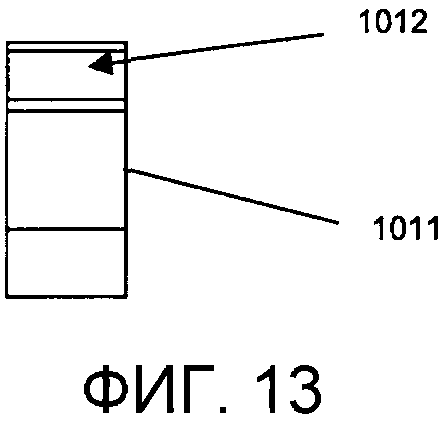

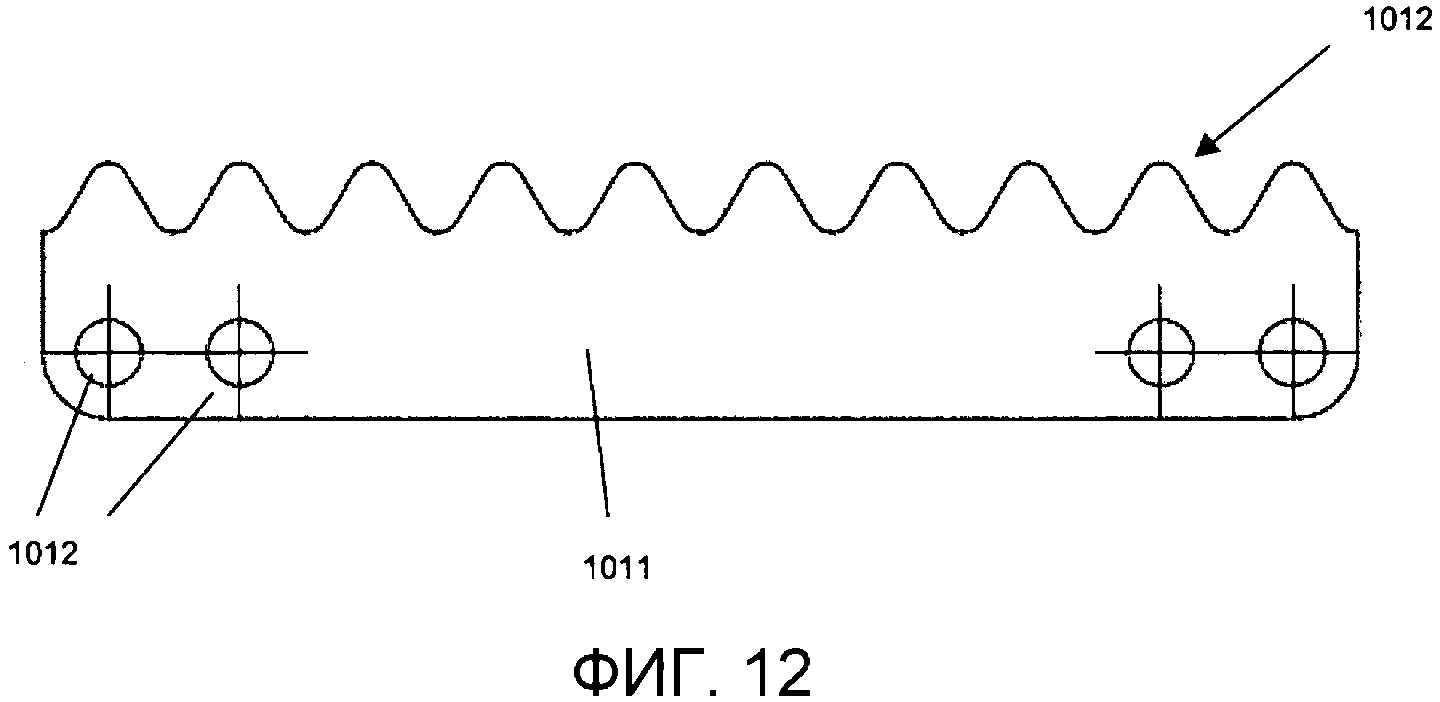
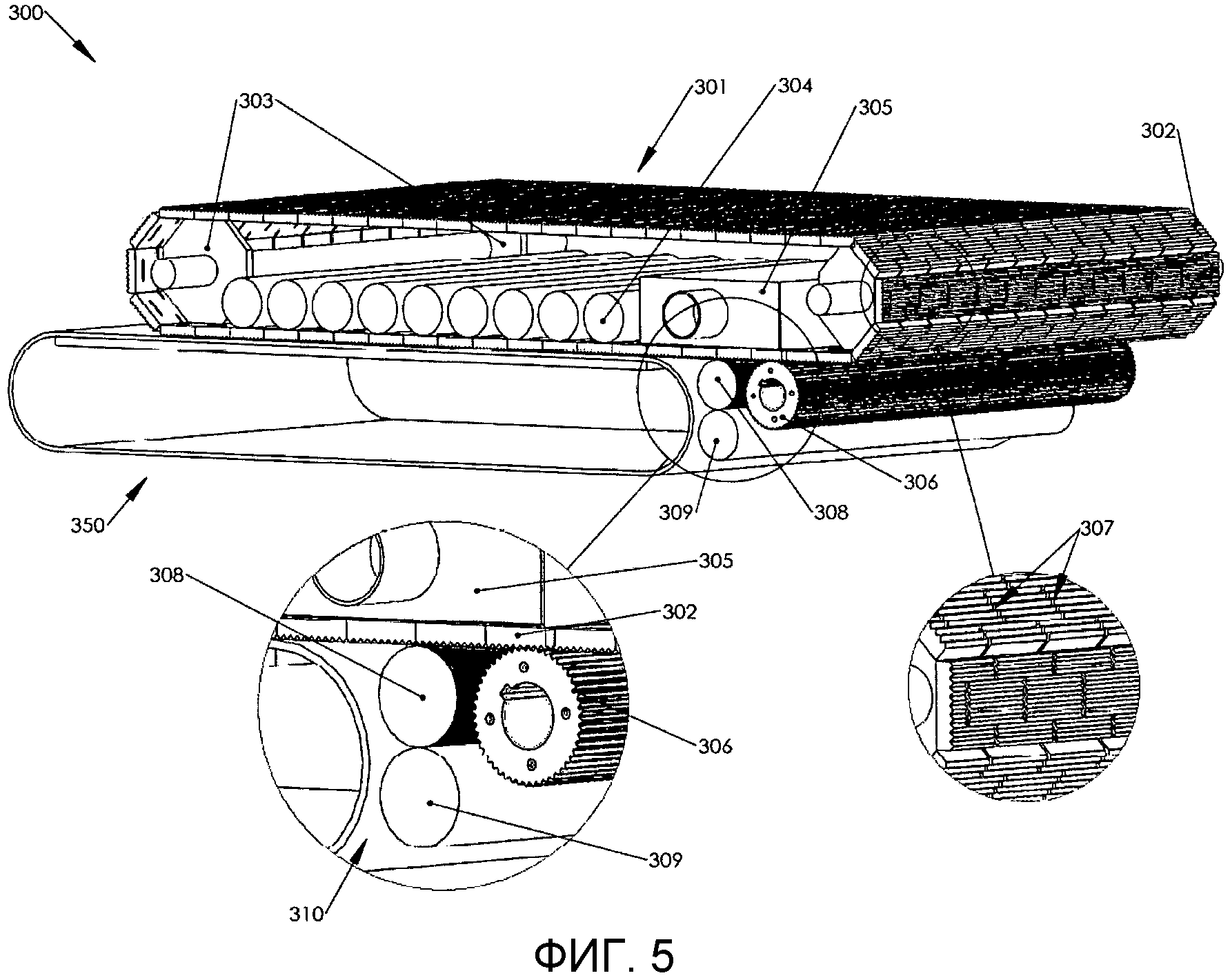

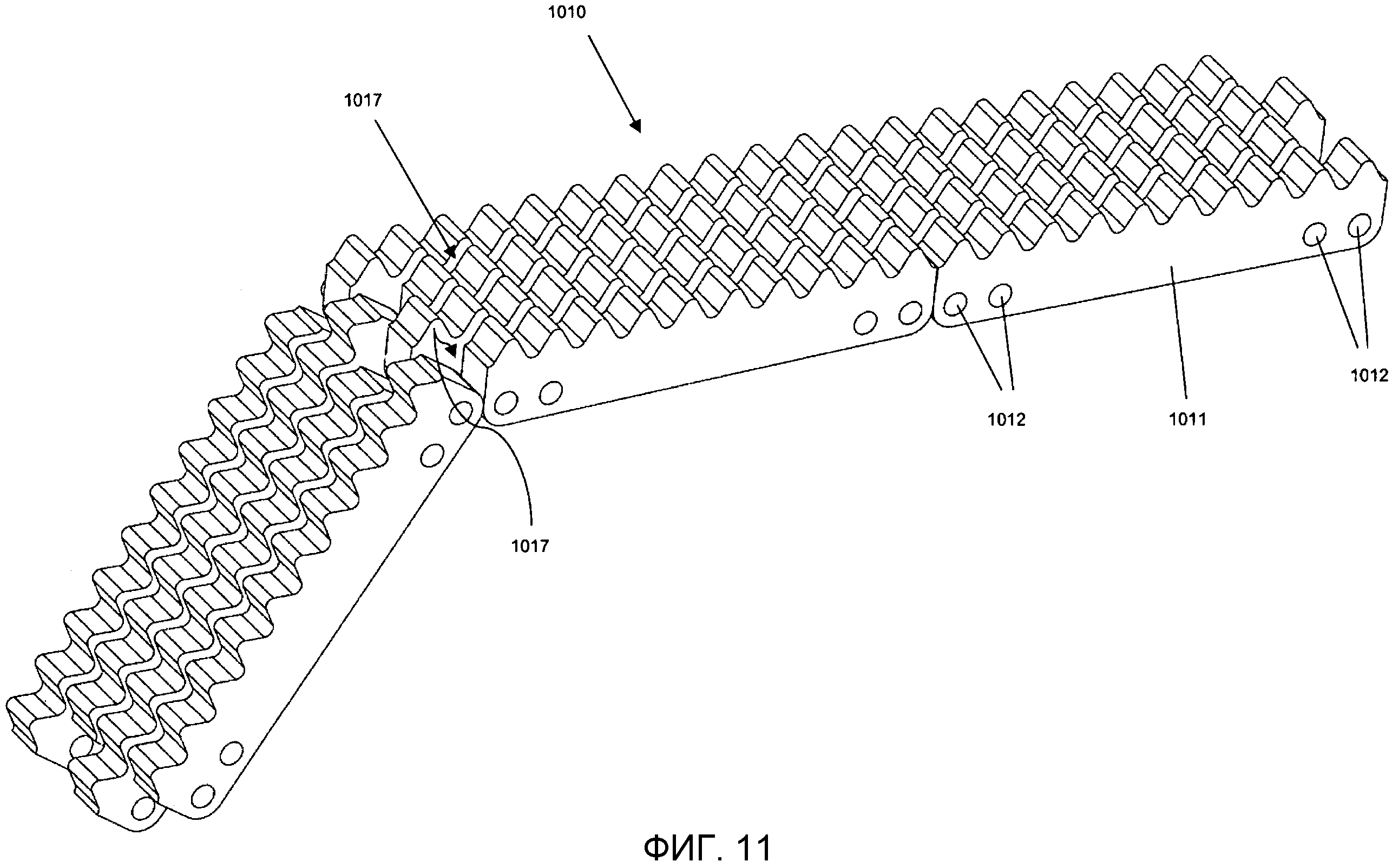
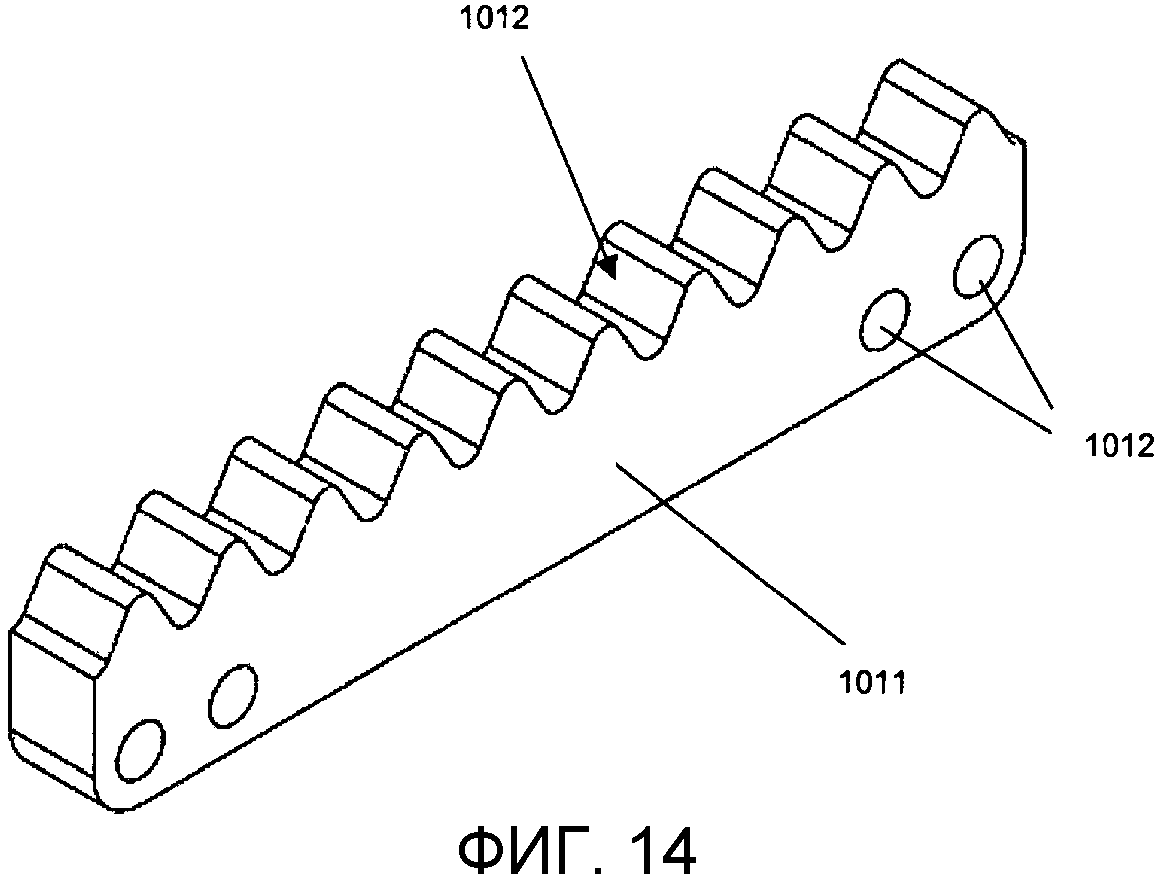
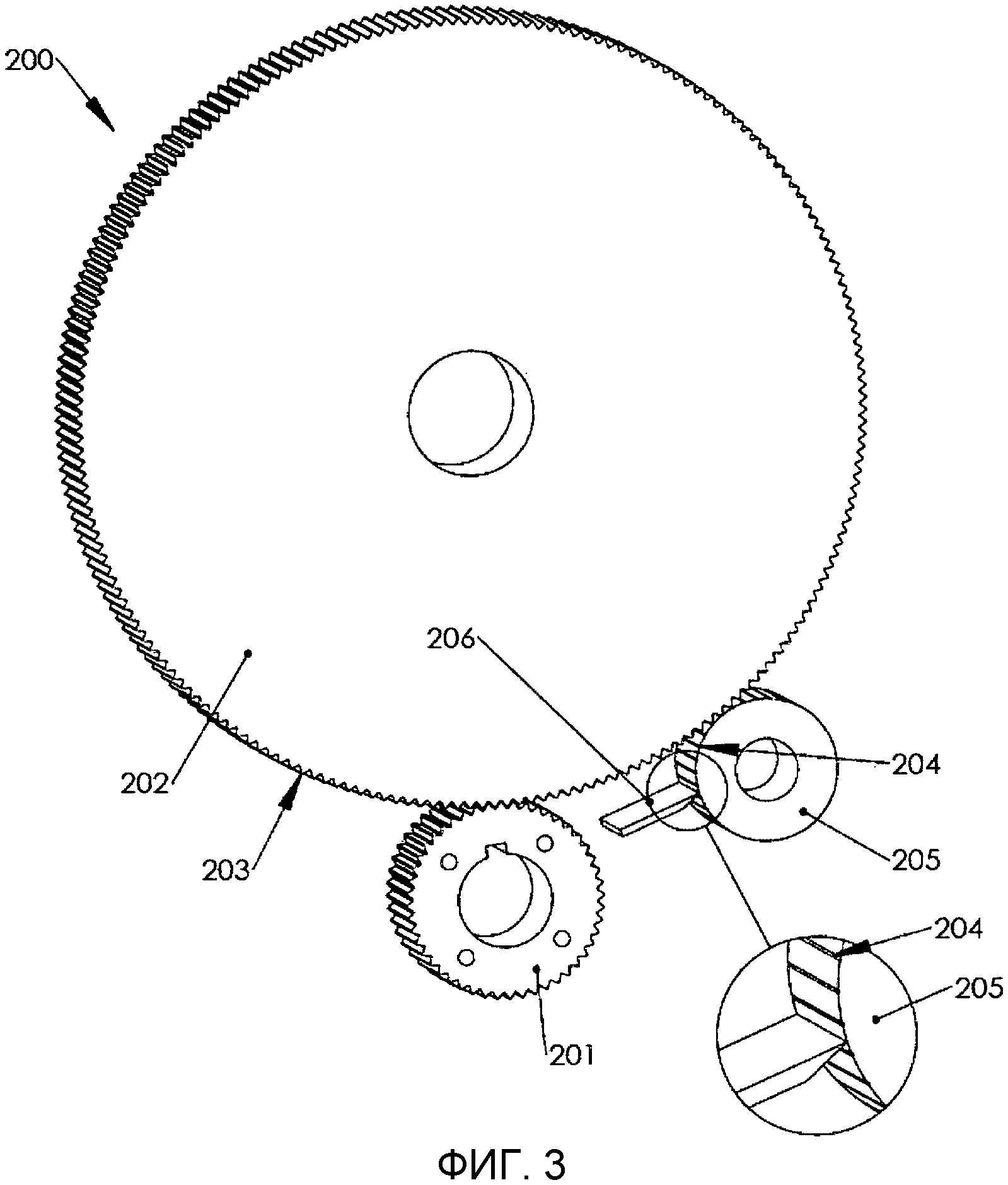

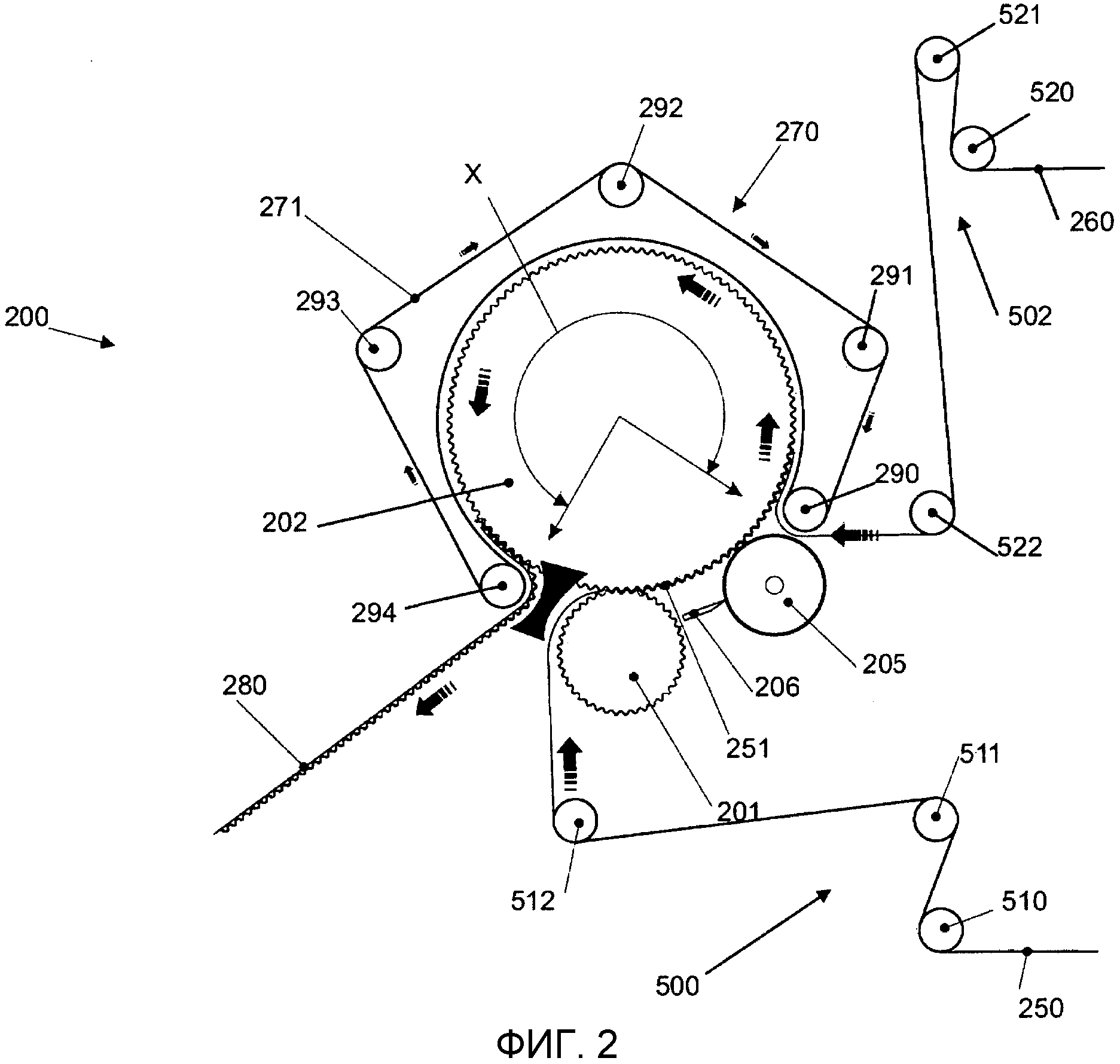
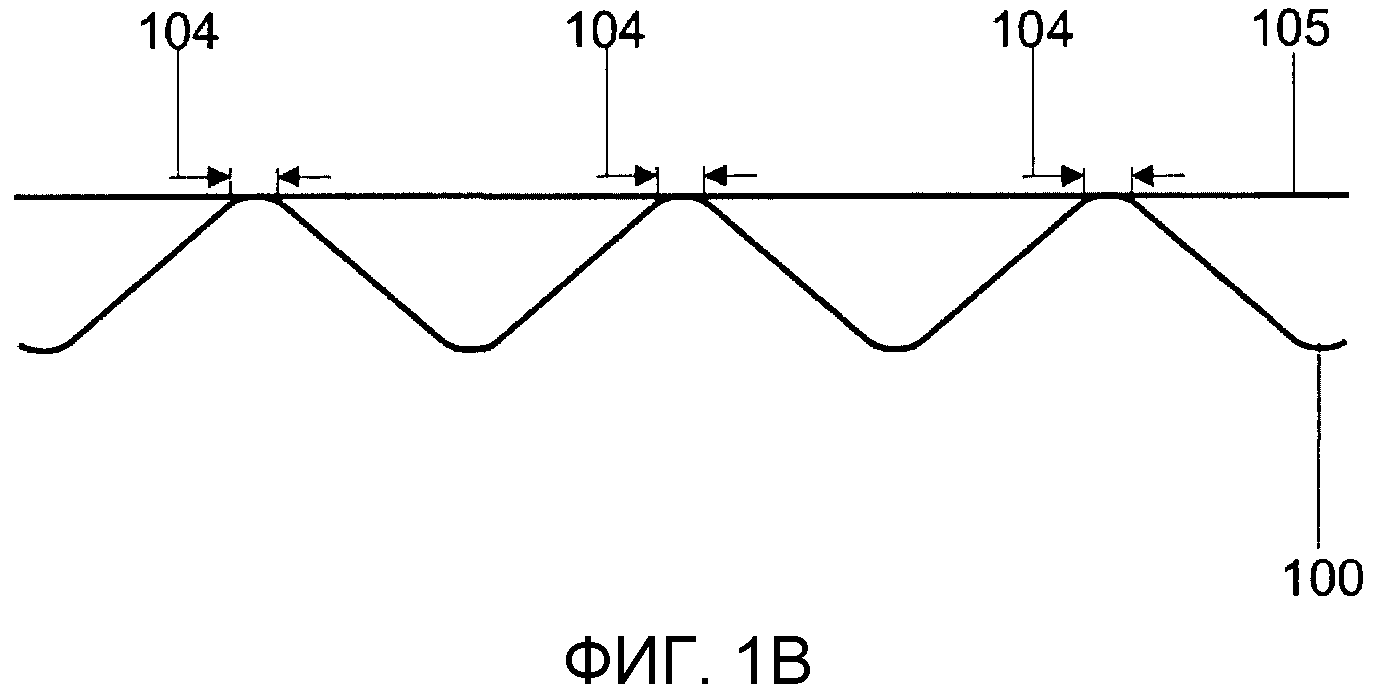
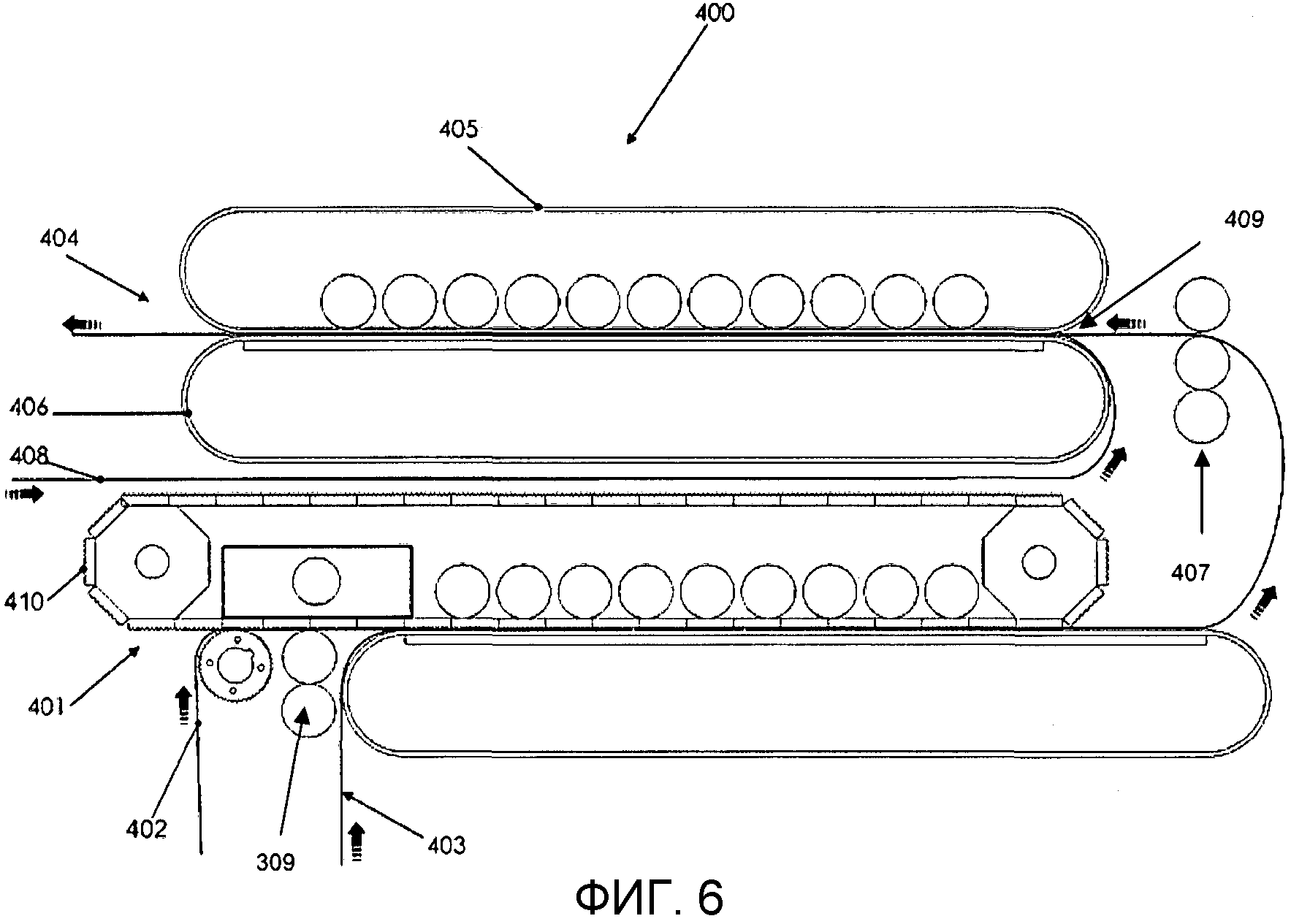
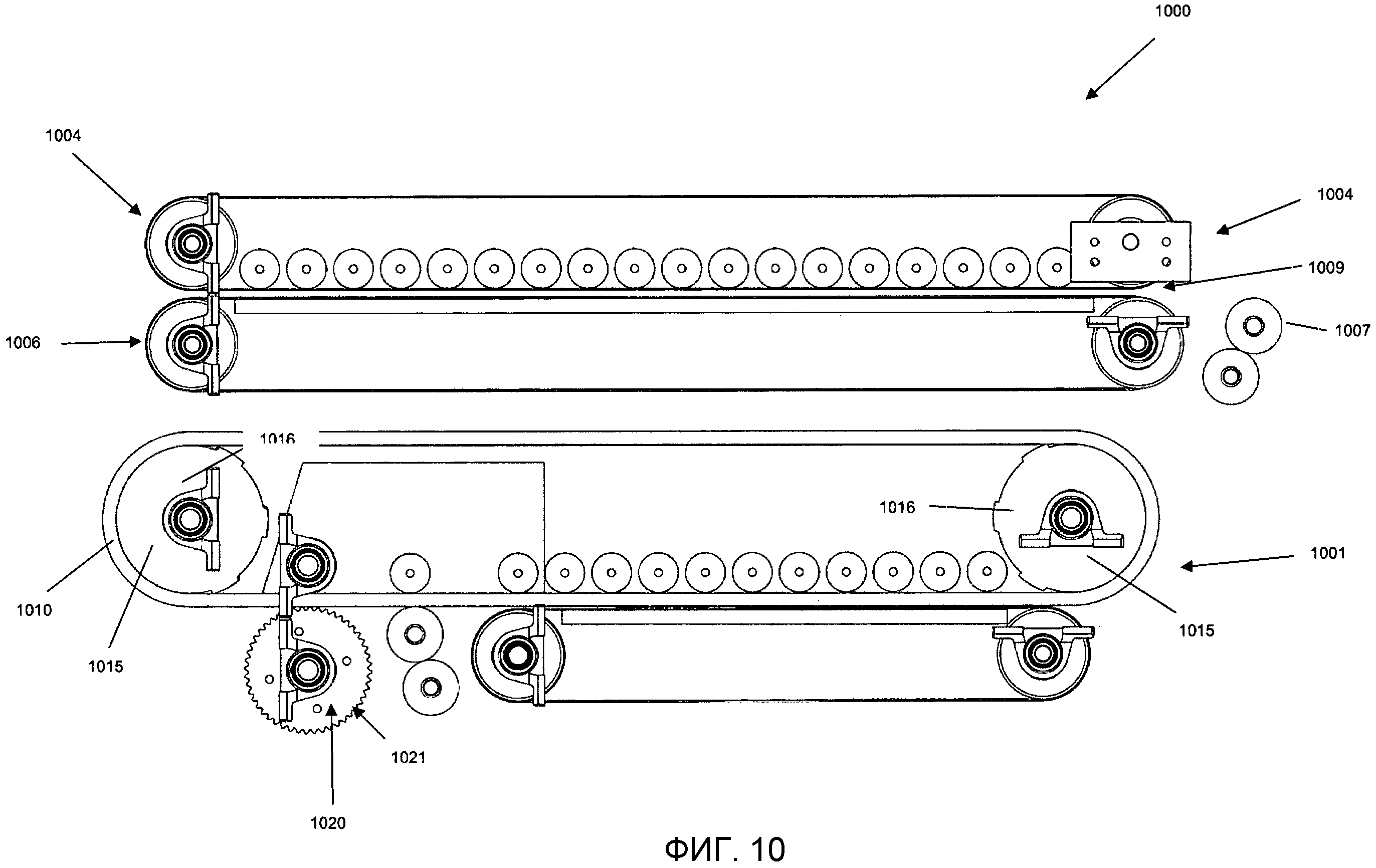
Улучшение валков для гофрирования
Способ изготовления одностороннего гофрированного картона
Улучшение валков для гофрирования
Способ изготовления одностороннего гофрированного картона

