Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение относится к области нефтяного машиностроения, в частности к оборудованию для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки для изготовления статоров с равномерной толщиной обкладки из эластомера, применяемых в винтовых героторных гидравлических двигателях для бурения нефтяных скважин.
Статоры с равномерной толщиной обкладки из эластомера (R-Wall) повышают энергетические характеристики, в частности развиваемую мощность и крутящий момент гидравлических забойных двигателей за счет обеспечения максимальной площади поперечного сечения, занятой текучей средой, при одинаковом контурном диаметре, величине эксцентриситета зацепления героторного винтового механизма, числах зубьев обкладки и ротора (RU 2321767, RU 2321768).
Статоры с равномерной толщиной обкладки из эластомера (R-Wall) повышают ресурс и надежность гидравлических забойных двигателей, используются для увеличения крутящего момента на выходном валу в режиме максимальной мощности, допустимой осевой нагрузки за счет увеличения максимального перепада давления в режиме максимальной мощности, обеспечения равномерного натяга во всех фазах контакта зубьев обкладки и ротора, улучшения уплотнения по контактным линиям в зоне полюсов зацепления, снижения контактных нагрузок в зоне максимальных скоростей скольжения, а также за счет синхронизации работы многозаходных многошаговых винтовых камер между зубьями ротора и обкладки статора (RU 2300617, RU 2361997, RU 2373364).
Основные преимущества статоров с равномерной толщиной обкладки из эластомера (R-Wall):
- повышается нагрузочная способность статора, снижаются гистерезисные потери в обкладке, повышаются энергетические характеристики и тормозной момент двигательной секции, что исключает вероятность торможения двигателя при изменении нагрузки и повышает управляемость бурения;
- снижается количество вырабатываемого и сохраняемого тепла, натяг в соединении ротор-обкладка статора меньше зависит от температуры и "разбухания" эластомера, обеспечиваются высокие энергетические характеристики в увеличенном интервале глубины скважины, температуры и буровых растворов на нефтяной основе;
- улучшенные энергетические характеристики двигателя позволяют эффективно использовать его с долотами PDC (Polycrystalline Diamond Compakt) с поликристаллическими алмазами;
- за счет меньшей толщины эластомера при отрыве кусков обкладки не происходит закупорки промывочного узла бурового долота, вследствие этого требуемый интервал скважины может быть добурен до конца, повышается наработка на отказ (www. http://indpg.ru/nefteservis/2013/03/73166.html).
Известна установка для электрохимического фрезерования необработанной внутренней поверхности осевого отверстия трубчатой заготовки, содержащая устройство для удерживания заготовки, электрод, включающий множество смежных зубьев по окружности с канавками между ними, простирающихся между аксиально противоположными передним и задним его краями, устройство для перемещения электрода по оси через отверстие заготовки между ближним и дальним краями заготовки, устройство для подключения заготовки и электрода в роли анода и катода соответственно, устройство для направления жидкого электролита через отверстие для обволакивания электрода и электрохимической обработки необработанного отверстия и формирования винтового отверстия за задним краем электрода, и устройство для уплотнения заднего края электрода к заготовке для герметизации от потока электролита, чтобы изолировать электролит в необработанном отверстии при прохождении электрода через заготовку (US 6413407 В1, 02.07.2002).
В известной установке уплотнительное устройство для герметизации потока электролита прикреплено к заднему краю электрода для перемещения за ним в винтовом отверстии, включает устройство для направления жидкости за задним краем электрода с уплотнительным устройством, предназначенным для отделения жидкости от электролита, при этом уплотнительное устройство включает заднюю направляющую, прикрепленную к заднему краю электрода, и множество смежных направляющих зубьев по окружности с канавками между ними, направляющие зубья для уплотнения винтового отверстия больше зубьев электрода, а также включает наружную направляющую, присоединенную к ближнему краю заготовки, и множество смежных внутренних зубьев по окружности с канавками между зубьями, при этом эти внутренние зубья дополняются зубьями задней направляющей для герметизации от потока электролита и жидкости между ними, зубья электрода и направляющая расположены спирально по окружности для электрохимической обработки спиральных зубьев, а зубья наружной направляющей аналогичным образом расположены по спирали для вращения в винтовом отверстии при перемещении электрода вдоль оси через заготовку.
В известной установке электрод является полым в передней части для направления электролита через него, включает винтовую заднюю направляющую, присоединенную к заднему краю электрода и подогнанную по размеру для герметизации винтового отверстия во время электрохимической обработки, и винтовую переднюю направляющую, прикрепленную к переднему краю электрода и подогнанную по размеру для подвижного зацепления необработанного отверстия, передняя и задняя направляющие поддерживают винтовой электрод аксиально между ними для центрирования внутри заготовки и обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью заготовки.
Недостатками известной установки для электрохимического фрезерования необработанной внутренней поверхности осевого отверстия трубчатой заготовки являются недостаточная производительность при больших съемах металла, высокий расход электроэнергии, низкая точность процесса обработки, а также недостаточная эффективность защиты приводной штанги и электрода от коротких замыканий и механических повреждений.
Недостатки известной установки объясняются тем, что процесс электрохимической обработки в ней предназначен для достижения гладкого винтового зубчатого профиля внутренней поверхности в необработанном отверстии трубчатой заготовки.
Чтобы избежать ухудшения шероховатости обработанной поверхности при дальнейшем воздействии электролита после создания канала нужных размеров, задняя внутренняя направляющая, присоединенная к заднему краю электрода, образует уплотнение за электродом, при этом вода или другая жидкость затем прокачивается под давлением за задней направляющей электрода, чтобы обеспечить промывку оставшегося электролита.
Для достижения гладкой поверхности винтового зубчатого профиля в осевом отверстии трубчатой заготовки, увеличено время окончательной обработки внутренней стенки трубчатой заготовки в отдельной камере под действием электролита, вследствие этого в указанной отдельной камере имеются неизолированные поверхности, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, что не позволяет уменьшить расход электроэнергии и увеличить производительность обработки, изображено на фиг. 2, 3, 5.
Недостатки известной установки объясняются также тем, что площадь поперечного сечения, которую удаляют во время обработки, достаточно велика, постоянный ток составляет 30000 ампер при напряжении 25 вольт, при этом поток электролита 30, прокачиваемого против направления движения электрода 20, подающегося в межэлектродный промежуток и проходящего далее через отверстия 36 электрода 20, не обеспечивает улучшения охлаждения приводной штанги 24, что увеличивает вероятность разрушения и пробоя электрической изоляции и возникновения неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается возможность уменьшения расхода электроэнергии и увеличения производительности обработки, изображено на фиг. 2, 5.
Недостатком известной установки является также недостаточная эффективность защиты приводной штанги от коротких замыканий и механических повреждений, что объясняется тем, что приводная штанга (длиной до 5500 мм) с закрепленным на ней электродом вдвигается в отверстие трубчатой заготовки, расположенной перед электродом, при этом из-за трения устройства уплотнения заднего края электродного модуля в винтовом отверстии заготовки происходит деформация (потеря устойчивости) приводной штанги, разрушение электрической изоляции и возникновение неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается возможность уменьшения расхода электроэнергии и увеличения производительности обработки.
Недостатком известной установки является также то, что гладкий винтовой зубчатый профиль внутренней поверхности в отверстии трубчатой заготовки не обеспечивает требуемую адгезионную прочность привулканизованной затем обкладки из эластомера к профилю внутренней поверхности трубчатой заготовки, изображено на фиг. 2, 12.
Вследствие этого не обеспечиваются свойства материала эластомера в конструкции, например, усталостная выносливость при знакопеременном изгибе с вращением (ГОСТ 10952-75), остаточная деформация и усталостная выносливость при многократном сжатии (ГОСТ 20418-75), температурный предел хрупкости (ГОСТ 7912-74), истирание при скольжении (ГОСТ 426-77).
Недостатком известной установки является также высокая стоимость обслуживания и ремонта, а также недостаточный ресурс, сложность и высокая стоимость изготовления множества винтовых уплотнительных устройств каждого типа (числа зубьев) и размера (контурного диаметра), включающих заднюю направляющую, прикрепленную к заднему краю электрода, и множество смежных направляющих зубьев по окружности с канавками между ними, при этом направляющие зубья больше зубьев электрода для уплотнения винтового отверстия, а также включающих наружную направляющую, присоединенную к ближнему краю заготовки, и множество смежных внутренних зубьев по окружности с канавками между собой, при этом эти внутренние зубья дополняются зубьями задней направляющей для герметизации от потока электролита и жидкости между ними.
Наиболее близкой к заявляемому изобретению является установка для электрохимической обработки геликоидального зубчатого профиля внутренней поверхности трубчатой детали для изготовления статора винтового двигателя или насоса, включающая электрод зубчатой формы, приводную штангу для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории таким образом, чтобы электрод мог электрохимическим методом обрабатывать геликоидальный зубчатый профиль внутренней поверхности трубчатой детали, а устройство для создания траектории потока и направления электролита в первоначальном пространстве между электродом и деталью выполнено таким образом, чтобы электропитание обеспечивало электрический ток через электролит на первоначальном пространстве между электродом и деталью, где траектория потока также включает в себя зону за электродом, в то время как электрод движется вдоль прямолинейной траектории, и электролит может использоваться для создания шероховатости на внутренней поверхности детали после обработки электродом, при этом электрод удерживается внутри детали в течение продолжительного времени для достижения шероховатости внутренней поверхности детали (US 7192260 В2, 20.03.2007).
Известная установка включает электрод для формирования винтовых зубьев в трубчатой детали, приводную штангу для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории, электропитание, соединенное с электродом и имеющее соединение с трубчатой деталью, расположенной вдоль прямолинейной траектории и установленной таким образом, что электрод может проходить в осевом положении внутри трубчатой детали, посредством чего электропитание может обеспечивать электрический ток через электрод (катод) и деталь (анод), при этом траектория потока для направления электролита между электродом и деталью включает зону, обозначенную между частью приводной штанги и деталью за электродом, и включает электрический проводник, соединенный с электропитанием и воздействующий на зону, где электрический ток установлен через электролит внутри зоны, между проводником и деталью, при этом содержит зону значительного размера в направлении прямолинейной траектории, причем электрический ток, проведенный в зону, может травить, и тем самым увеличивать шероховатость окончательно обработанной внутренней поверхности детали после обработки электродом, а электрод удерживается внутри трубчатой детали в течение продолжительного времени, достаточного для достижения шероховатости внутренней поверхности детали.
В известной установке приводная штанга соединена с электродом при помощи инструментального конуса, наружная поверхность которого имеет форму усеченного конуса и соединяется с внутренней поверхностью в форме усеченного конуса в приводной штанге и электроде, при этом пространство определяется уплотнением на приводной штанге, контактирующим с винтовыми каналами детали.
В известной установке часть приводной штанги покрыта изолирующей муфтой, а электрический проводник воздействует на зону между частью приводной штанги и деталью, которая является частью приводной штанги, не покрытой изолирующей муфтой.
В известной установке содержится, по меньшей мере, один канал для прохождения электролита мимо направляющей, созданный на наружной поверхности приводной штанги, между приводной штангой и деталью, при этом задняя направляющая образована для создания зоны, где электролит проходит между задней направляющей и приводной штангой для отвода тепла от электрода и передачи на соединение приводной штанги, при этом задняя направляющая содержит множество каналов для прохождения электролита между задней направляющей и приводной штангой с целью отвода тепла от электрода и передачи на соединение приводной штанги.
Отличием изобретения, выбранного в качестве прототипа, от изобретения, выбранного в качестве аналога и описанного в патенте US 6413407 В1, 02.07.2002, является то, что для достижения шероховатости поверхности внутренней стенки трубы статора, увеличено время окончательной обработки внутренней стенки трубы под действием электролита, и тогда электрический ток может продолжать травление внутренней обработанной поверхности, посредством этого достигается шероховатость поверхности, что обеспечивает требуемую адгезионную прочность привулканизованной затем обкладки из эластомера к профилю внутренней поверхности трубчатой заготовки.
Электролит вводится через канал 42 в камеру на входе (приближенную к месту крепления) 44, изображено на фиг. 7.
Во время электрохимической обработки детали 46 электролит проходит по длине приводной штанги 48 между приводной штангой и обработанной частью 47 детали 46, и через канавки 49 в стенке центрального отверстия направляющей детали 50, где проходит приводная штанга, изображено на фиг. 10.
Предпочтительное расположение канавок - параллельно друг другу с интервалами по окружности центрального отверстия задней направляющей детали 50, изображено на фиг. 9.
Поток электролита через эти канавки обеспечивает охлаждение зоны контакта электрода и приводной штанги, при этом электролит проходит затем через электрод 52 в направлении от входа к выходу, т.е. по направлению движения электрода мимо передней направляющей 80 и ниже длины необработанного отверстия 56 детали 46, в камеру, где электролит выпускается и отправляется на повторное использование, изображено на фиг. 9.
Камера 44 имеет внутренний диаметр в соответствии с размером обработанного профиля детали, чтобы удержать вес электрода, перед тем как задняя направляющая входит в деталь, изображено на фиг. 7.
Задняя направляющая 50 направляет поток электролита и удерживает вес электрода, установленного на приводной штанге 48, но она не выполняет функции уплотнения, при этом электролит остается в положении за электродом во время процесса обработки, изображено на фиг. 10.
Изолирующая трубка 60 приводной штанги смещена в положение 62, чтобы открыть кольцевую площадь 64 приводной штанги достаточной длины, тогда электрический ток между направляющим стержнем и деталью будет оказывать травление окончательно обработанной внутренней стенки трубчатой детали.
Недостатками известной установки для электрохимической обработки геликоидального зубчатого профиля внутренней поверхности трубчатой детали являются высокий расход электроэнергии, недостаточная производительность при больших съемах металла, низкая точность процесса обработки, а также недостаточная эффективность защиты приводной штанги и электрода от коротких замыканий и механических повреждений, неполная возможность улучшения охлаждения и сохранение формы и размеров электрода со сложным трехмерным профилем.
Недостаточная эффективность защиты приводной штанги от коротких замыканий и механических повреждений объясняется тем, что приводная штанга с закрепленным на ней электродом вдвигается в отверстие трубчатой заготовки, расположенной перед электродом, при этом из-за трения уплотнительных элементов 86, 92 относительно геликоидального зубчатого профиля внутренней поверхности трубчатой детали происходит деформация (потеря устойчивости) приводной штанги и возникновение неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается возможность уменьшения расхода постоянного тока и увеличения производительности обработки, изображено на фиг. 11.
Неполная возможность снижения расхода постоянного тока через дополнительную камеру для травления внутренней обработанной поверхности при воздействии электролита после создания канала нужных размеров объясняется также тем, что как указано выше "в известной установке часть приводной штанги покрыта изолирующей муфтой, а электрический проводник воздействует на зону между частью приводной штанги и деталью, которая является частью приводной штанги, не покрытой изолирующей муфтой".
Вследствие этого при электрохимической обработке геликоидального зубчатого профиля внутренней поверхности трубчатой детали имеются значительные неизолированные поверхности, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, что не позволяет уменьшить расход постоянного тока и увеличить производительность обработки, изображено на фиг. 7, 10, 11.
Недостатки известной установки объясняются также тем, что площадь поперечного сечения, которую удаляют во время обработки, достаточно велика, постоянный ток составляет 30000 ампер при напряжении 20 вольт, при этом передача электрического тока с таким высоким значением между электродом и приводной штангой не обеспечивает надежной защиты от коротких замыканий электрода и обрабатываемой детали, а поток электролита 30, прокачиваемого в межэлектродный промежуток и проходящего через каналы 49 электрода 52 или через каналы 91 электрода 88, не обеспечивает улучшения охлаждения приводной штанги 48, а также электрода 52 или 88 со сложным трехмерным профилем, что приводит к пробою и разрушению электрической изоляции и возникновению неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается возможность уменьшения расхода постоянного тока и увеличения производительности обработки, изображено на фиг. 7, 10, 11.
Недостатком известной установки является также высокая стоимость обслуживания и ремонта, а также недостаточный ресурс, сложность и высокая стоимость изготовления множества винтовых уплотнительных устройств каждого типа (числа зубьев) и размера (контурного диаметра), включающих заднюю направляющую, прикрепленную к заднему краю электрода, и множество смежных направляющих зубьев по окружности с канавками между ними, при этом направляющие зубья больше зубьев электрода для уплотнения винтового отверстия, а также включающих наружную направляющую, присоединенную к ближнему краю заготовки, и множество смежных внутренних зубьев по окружности с канавками между собой.
Технической задачей изобретения является увеличение производительности процесса обработки, повышение надежности и ресурса установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки (длиной до 6500 мм и диаметром до 245 мм), снижение расхода электроэнергии, а также повышение качества и точности обработки за счет исключения неизолированных поверхностей и предотвращения протекания токов, шунтирующих рабочий ток в межэлектродном промежутке, улучшения охлаждения приводной штанги и электрода потоком электролита до прокачки его через межэлектродный промежуток, повышения точности центрирования электрода в отверстии трубчатой заготовки, предотвращения возможности разрушения приводной штанги, а также обеспечения защиты от коротких замыканий электрода и обрабатываемой детали.
Сущность технического решения заключается в том, что установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки, содержащая раму, устройства для удерживания заготовки, электрод, выполненный с винтовыми зубьями по окружности с канавками между ними, расположенными между передним и задним его краями, оправку для установки в ней упомянутого электрода, приводную штангу с центральным каналом, скрепленную с оправкой и электродом, для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории, привод вращения приводной штанги и скрепленного с ней электрода вокруг оси приводной штанги, привод продольного перемещения приводной штанги и скрепленного с ней электрода по прямолинейной траектории вдоль внутренней поверхности трубчатой заготовки, первую камеру для электролита, присоединенную к ближнему от привода вращения приводной штанги краю трубчатой заготовки, и вторую камеру для электролита, присоединенную к дальнему от привода вращения приводной штанги краю трубчатой заготовки, источник электрического тока, устройство для подключения трубчатой заготовки и упомянутого электрода в виде анода и катода соответственно, при этом приводная штанга снабжена экраном из диэлектрического материала, охватывающим ее наружную поверхность, и является проводником тока к электроду, при этом установка содержит устройства для направления потока электролита через внутреннюю полость трубчатой заготовки для удаления участков металла с внутренней поверхности трубчатой заготовки и формирования винтового зубчатого профиля за задним краем электрода, согласно изобретению содержит дренажную камеру, имеющую собственную радиальную опору для трубчатой заготовки, которая скреплена с рамой и расположена со стороны ближнего от привода вращения приводной штанги края трубчатой заготовки, при этом упомянутый электрод скреплен с краем приводной штанги таким образом, что передний край электрода направлен в сторону приводной штанги, а также содержит уплотнительный модуль с наружным поясом для центрирования электрода в отверстии трубчатой заготовки, размещенный на оправке между передним краем электрода и направленным к нему краем приводной штанги, при этом наружная поверхность электрода расположена соосно относительно наружного пояса уплотнительного модуля, причем приводная штанга выполнена с возможностью расположения уплотнительного модуля внутри трубчатой заготовки в начале электрохимической обработки на ее краю в трубчатой заготовке, присоединяемом ко второй камере для электролита, а в конце электрохимической обработки - с возможностью его расположения на краю трубчатой заготовки, устанавливаемом в собственной радиальной опоре дренажной камеры.
Электрод содержит внутри каждого винтового зуба камеру для электролита, входной канал в камере внутри каждого винтового зуба расположен со стороны переднего края электрода, в стенке каждого винтового зуба выполнено множество отверстий для подачи электролита в межэлектродный промежуток, а также содержит калибрующий диск, плотно контактирующий с задним торцом указанного электрода, и защитный модуль из диэлектрического материала, скрепленный с торцом калибрующего диска, при этом в канавках между зубьями установлены вкладыши из диэлектрического материала, число которых равно числу винтовых зубьев электрода, в поперечном сечении каждый вкладыш выполнен в форме двутаврового профиля, а ребро двутаврового профиля расположено в радиальной плоскости относительно центральной продольной оси электрода, при этом каждый вкладыш образует с калибрующим диском две смежные дополнительные камеры для электролита, разделенные ребром двутаврового профиля, входной канал в каждой дополнительной камере расположен со стороны переднего края электрода, а каждый торец полки двутаврового профиля, расположенной на максимальном радиальном удалении, образует с поверхностью электрода винтовой щелевой канал для подачи электролита в межэлектродный промежуток из указанной дополнительной камеры.
Уплотнительный модуль выполнен в виде трубчатой гильзы и втулки из диэлектрического материала, а на наружной поверхности трубчатой гильзы выполнены кольцевые канавки, в каждой из которых размещен уплотнитель из эластомера.
Вторая камера для электролита, присоединенная к дальнему от привода вращения полой приводной штанги краю трубчатой заготовки, снабжена устройством для поддержания избыточного давления электролита в межэлектродном промежутке.
Приводная штанга снабжена множеством центрирующих колец, контактирующих с поверхностью отверстия трубчатой заготовки, при этом каждое из центрирующих колец выполнено разъемным в меридианном направлении и установлено в кольцевой канавке на наружной поверхности экрана из диэлектрического материала, охватывающего наружную поверхность приводной штанги.
Выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки таким образом, что она содержит дренажную камеру, имеющую собственную радиальную опору для трубчатой заготовки, которая скреплена с рамой и расположена со стороны ближнего от привода вращения приводной штанги края трубчатой заготовки, при этом упомянутый электрод скреплен с краем приводной штанги таким образом, что передний край электрода направлен в сторону приводной штанги, а также содержит уплотнительный модуль с наружным поясом для центрирования электрода в отверстии трубчатой заготовки, размещенный на оправке между передним краем электрода и направленным к нему краем приводной штанги, при этом наружная поверхность электрода расположена соосно относительно наружного пояса уплотнительного модуля, причем приводная штанга выполнена с возможностью расположения уплотнительного модуля внутри трубчатой заготовки в начале электрохимической обработки на ее краю в трубчатой заготовке, присоединяемом ко второй камере для электролита, а в конце электрохимической обработки - с возможностью его расположения на краю трубчатой заготовки, устанавливаемом в собственной радиальной опоре дренажной камеры, обеспечивает увеличение производительности процесса обработки, повышение надежности электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки (длиной до 6500 мм и диаметром до 245 мм), снижение расхода электроэнергии, а также повышение качества и точности электрохимической обработки за счет исключения неизолированных поверхностей и предотвращения протекания токов, шунтирующих рабочий ток в межэлектродном промежутке, улучшения охлаждения приводной штанги и электрода потоком электролита до прокачки его через межэлектродный промежуток, повышения точности центрирования электрода в отверстии трубчатой заготовки, предотвращения возможности разрушения приводной штанги, а также обеспечения защиты от коротких замыканий электрода и обрабатываемой детали.
Выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки таким образом, что электрод содержит внутри каждого винтового зуба камеру для электролита, входной канал в камере внутри каждого винтового зуба расположен со стороны переднего края электрода, в стенке каждого винтового зуба выполнено множество отверстий для подачи электролита в межэлектродный промежуток, а также содержит калибрующий диск, плотно контактирующий с задним торцом указанного электрода, и защитный модуль из диэлектрического материала, скрепленный с торцом калибрующего диска, при этом в канавках между зубьями установлены вкладыши из диэлектрического материала, число которых равно числу винтовых зубьев электрода, в поперечном сечении каждый вкладыш выполнен в форме двутаврового профиля, а ребро двутаврового профиля расположено в радиальной плоскости относительно центральной продольной оси электрода, при этом каждый вкладыш образует с калибрующим диском две смежные дополнительные камеры для электролита, разделенные ребром двутаврового профиля, входной канал в каждой дополнительной камере расположен со стороны переднего края электрода, а каждый торец полки двутаврового профиля, расположенной на максимальном радиальном удалении, образует с поверхностью электрода винтовой щелевой канал для подачи электролита в межэлектродный промежуток из указанной дополнительной камеры, снижает вероятность пробоя и разрушения электрической изоляции приводной штанги, обеспечивает сохранение формы и размеров электрода со сложным трехмерным профилем при действии градиентов температур, увеличивает производительность и точность обработки, повышает надежность и ресурс установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки за счет улучшения охлаждения приводной штанги и электрода потоком электролита до прокачки его через межэлектродный промежуток, повышения точности центрирования электрода в отверстии трубчатой заготовки, исключения неизолированных поверхностей и предотвращения протекания токов, шунтирующих рабочий ток в межэлектродном промежутке, предотвращения возможности разрушения приводной штанги, а также обеспечения защиты от коротких замыканий электрода и обрабатываемой детали.
Выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки таким образом, что уплотнительный модуль выполнен в виде трубчатой гильзы и втулки из диэлектрического материала, а на наружной поверхности трубчатой гильзы выполнены кольцевые канавки, в каждой из которых размещен уплотнитель из эластомера, повышает точность центрирования электрода в отверстии трубчатой заготовки, уменьшает стоимость обслуживания и ремонта, повышает ресурс и снижает стоимость уплотнителей из эластомера (стандартных колец круглого поперечного сечения) за счет простого и надежного уплотнения находящегося под избыточным давлением уплотнительного модуля при его перемещении вдоль отверстия трубчатой заготовки.
Выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки таким образом, что вторая камера для электролита, присоединенная к дальнему от привода вращения полой приводной штанги краю трубчатой заготовки, снабжена устройством для поддержания избыточного давления электролита в межэлектродном промежутке, преимущественно управляемой заслонкой, повышает точность поддержания необходимых параметров технологического процесса, по существу, избыточного давления и температуры электролита в межэлектродном промежутке, уменьшает потери давления, обеспечивает стабильные размеры и форму сложного трехмерного профиля рабочей поверхности электрода, повышает точность обработки и эффективность защиты приводной штанги и электрода от коротких замыканий и механических повреждений, снижает расход электроэнергии и время обработки.
Выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки таким образом, что приводная штанга снабжена множеством центрирующих колец, контактирующих с поверхностью отверстия трубчатой заготовки, при этом каждое из центрирующих колец выполнено разъемным в меридианном направлении и установлено в кольцевой канавке на наружной поверхности экрана из диэлектрического материала, охватывающего наружную поверхность приводной штанги, обеспечивает повышенную точность центрирования приводной штанги (длиной до 6500 мм, из медного сплава) и электрода в отверстии трубчатой заготовки, уменьшает стоимость обслуживания и ремонта, повышает качество и точность обработки за счет устранения прогибов приводной штанги под действием собственного веса, а также повышает эффективность защиты приводной штанги от механических повреждений и коротких замыканий.
Ниже изображена установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки, например, длиной 6500 мм и диаметром 245 мм, предназначенной для изготовления статора с равномерной толщиной обкладки из эластомера (R-Wall).
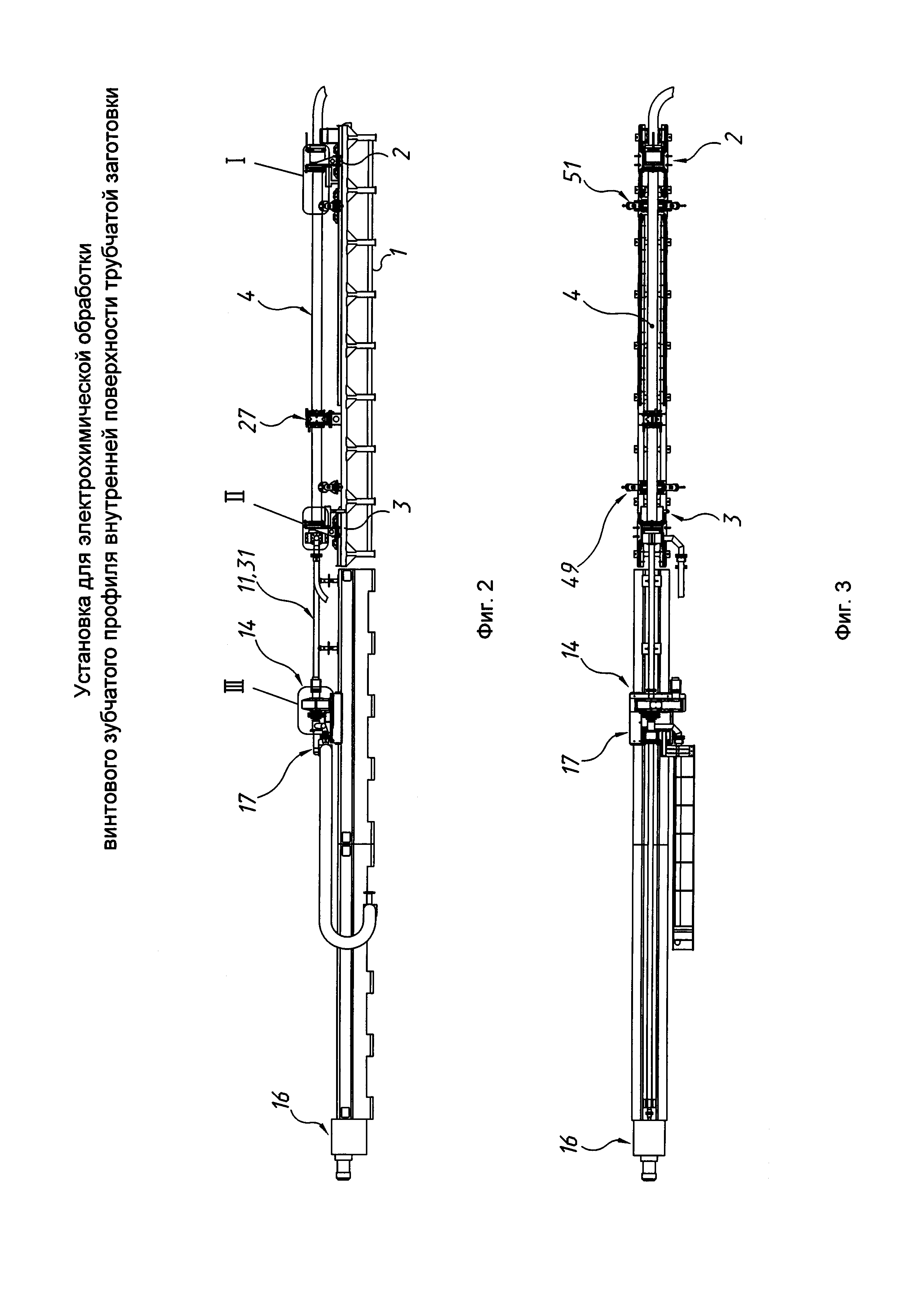
На фиг. 1 - изометрическое изображение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки.
На фиг. 2 изображен общий вид установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки.
На фиг. 3 изображен вид сверху на установку для электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки.
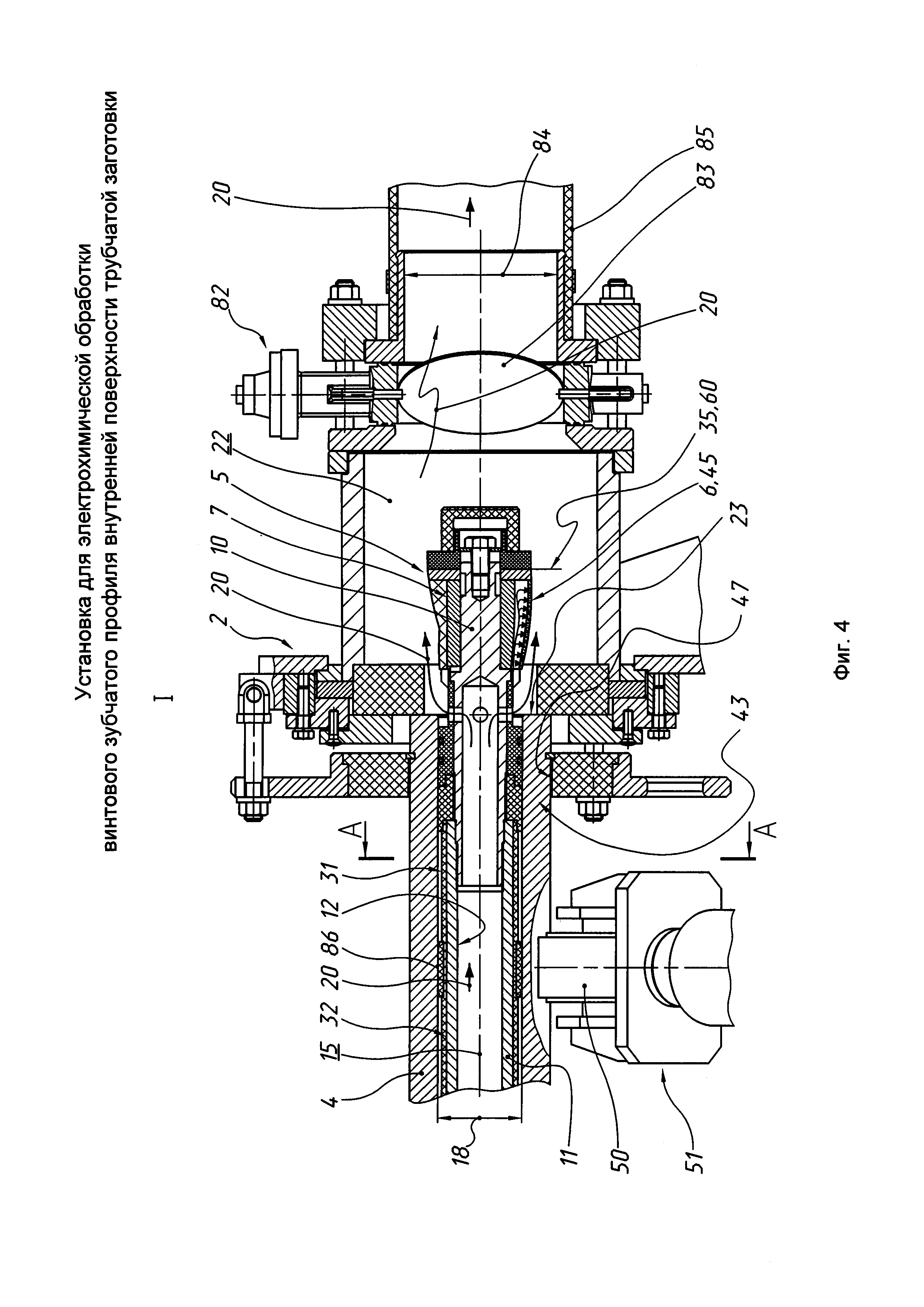
На фиг. 4 изображен элемент I на фиг. 2 приводной штанги, расположенной внутри трубчатой заготовки, электрода, расположенного внутри второй камеры для электролита, а также уплотнительного модуля, установленного во входной части отверстия трубчатой заготовки перед началом электрохимической обработки.
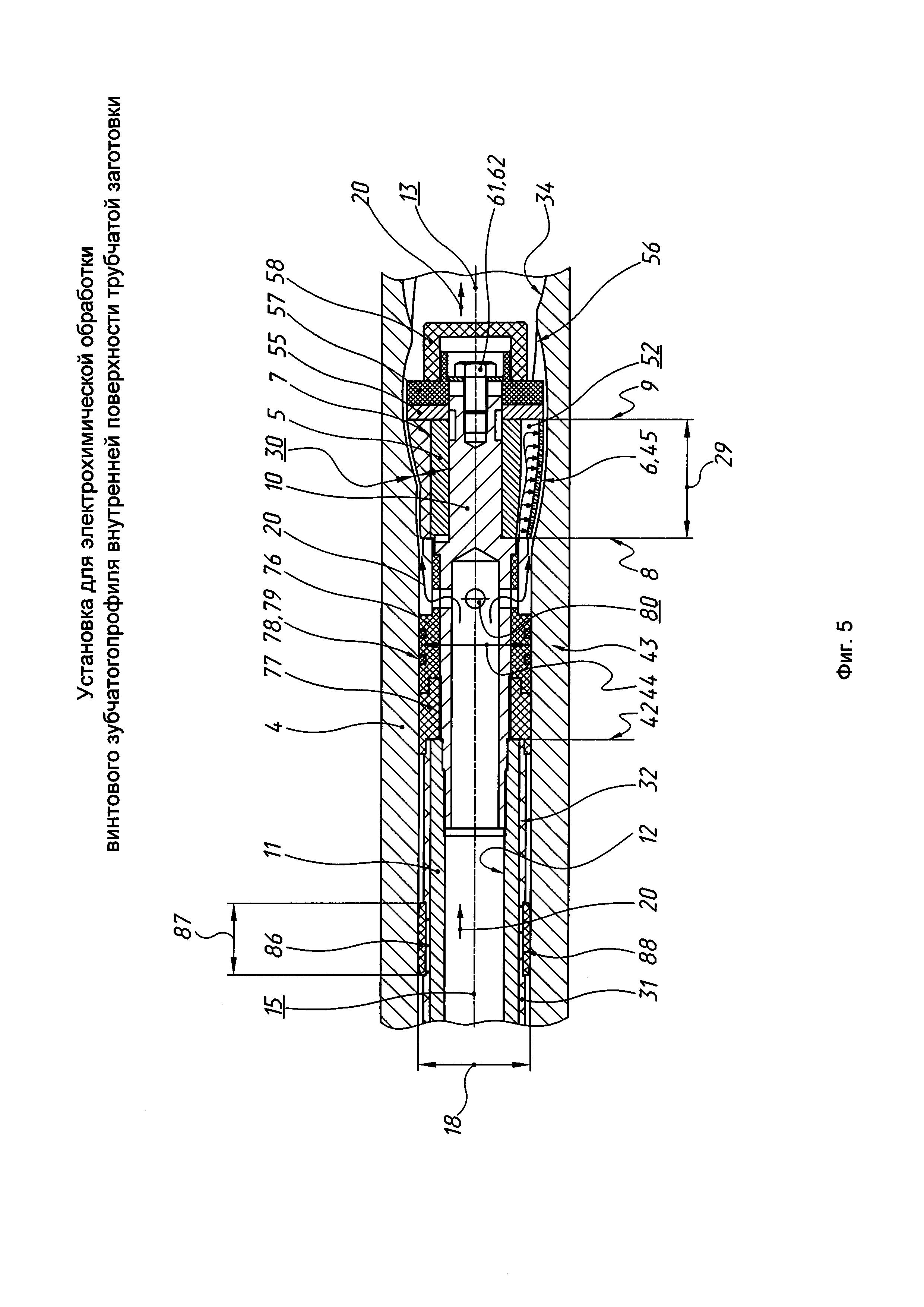
На фиг. 5 изображена приводная штанга, оправка, уплотнительный модуль и электрод, расположенные в средней части трубчатой заготовки.
На фиг. 6 изображен элемент II на фиг. 2 части приводной штанги, а также оправки, уплотнительного модуля и электрода, расположенных в выходной части отверстия трубчатой заготовки в конце электрохимической обработки.
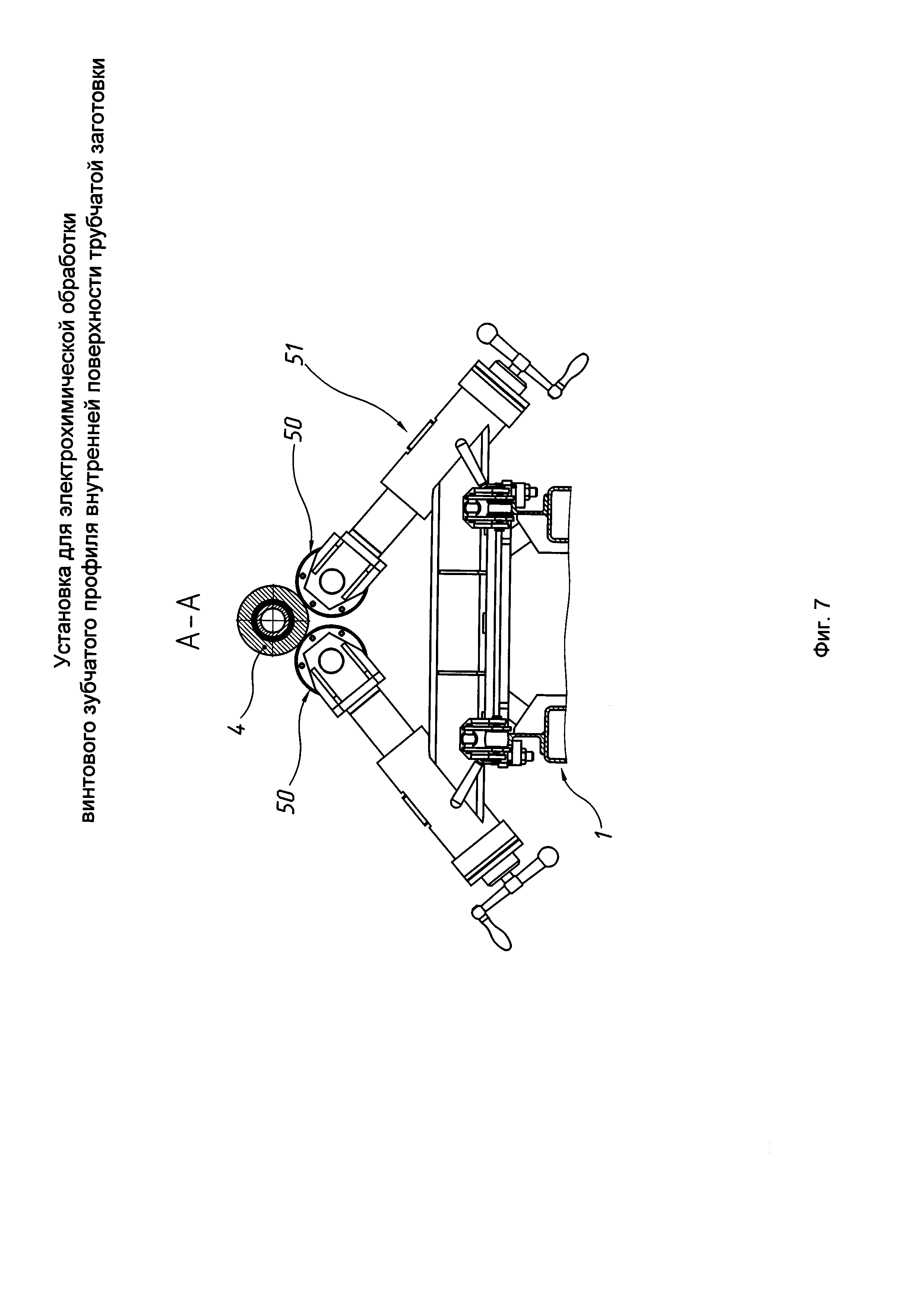
На фиг. 7 изображен разрез А-А на фиг. 4, люнет, перемещаемый вдоль рамы, регулируемый, скрепленный с рамой.
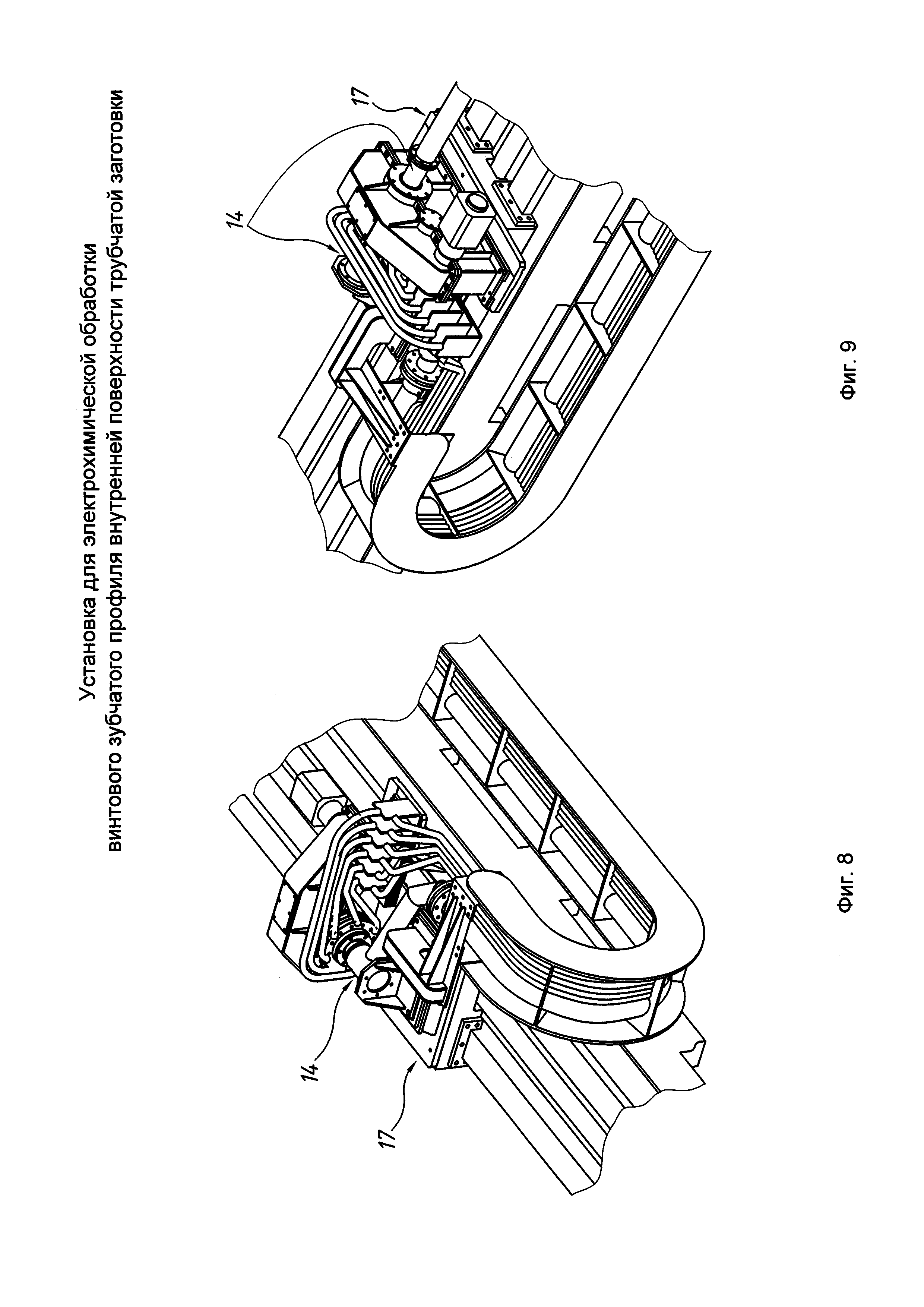
На фиг. 8 изображен блок привода штанги с подвижным кабельным каналом, вид сзади.
На фиг. 9 изображен блок привода штанги с подвижным кабельным каналом, вид спереди.
На фиг. 10 изображен элемент III на фиг. 2 модуля привода штанги с редуктором, модуля подвода постоянного тока (токосъемника) к вращающейся приводной штанге (и электроду) и модуля подвода электролита в приводную штангу.
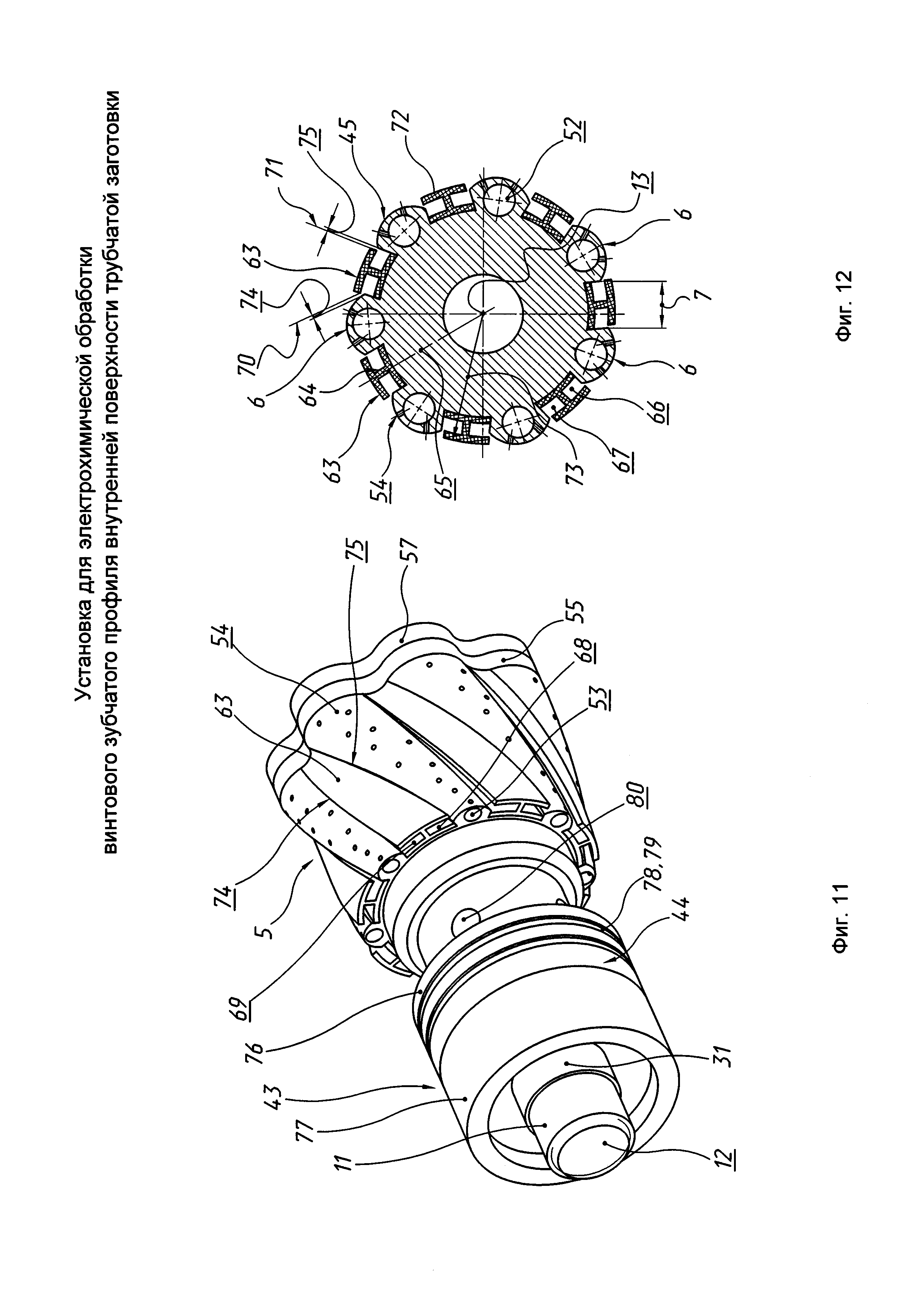
На фиг. 11 - изометрическое изображение уплотнительного модуля и электрода, закрепленных на оправке, показана часть приводной штанги, снабженной экраном из диэлектрического материала, вид со стороны переднего края электрода.
На фиг. 12 изображено поперечное сечение электрода с вкладышами в форме двутаврового профиля, установленными в канавках между зубьями.
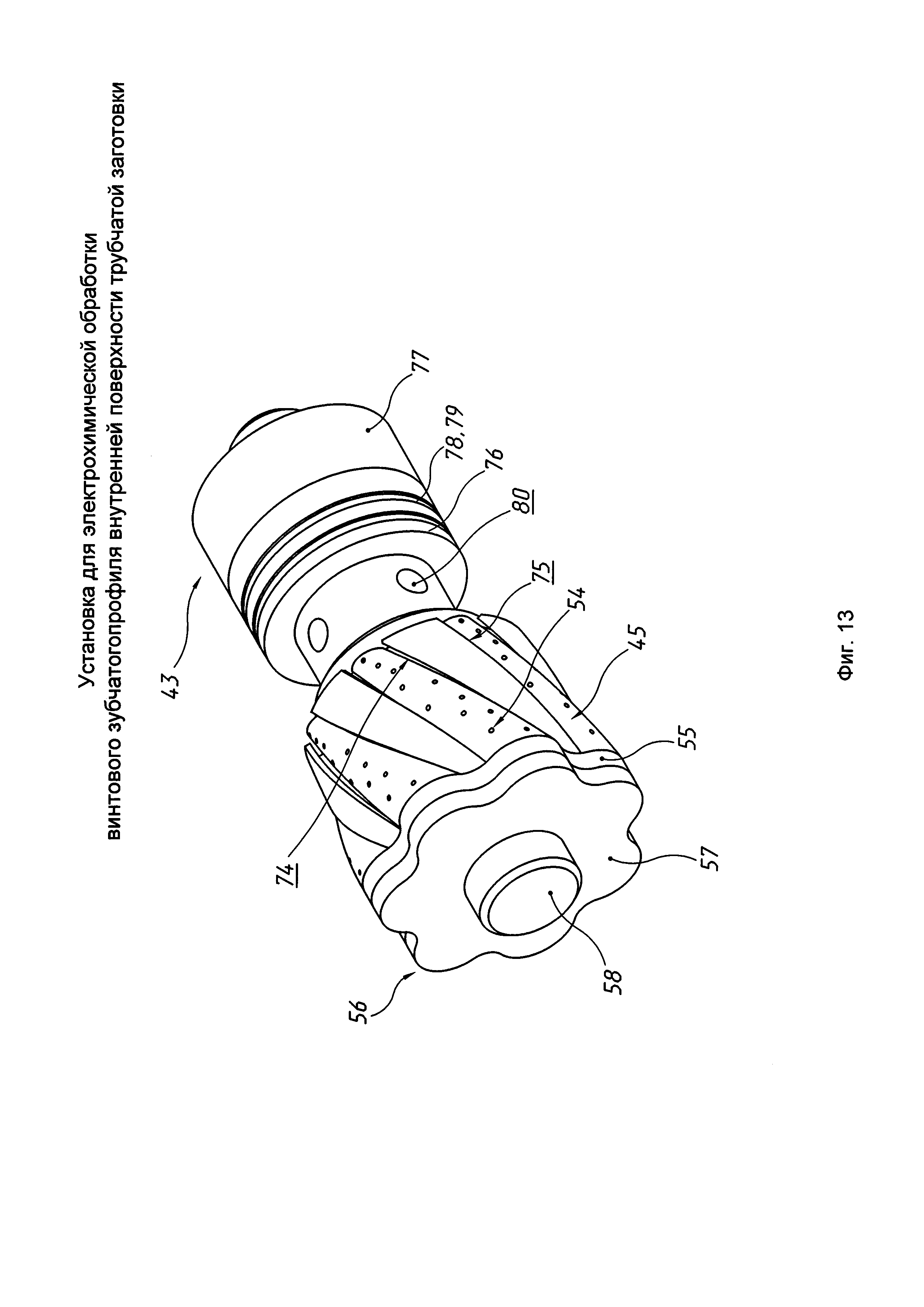
На фиг. 13 - изометрическое изображение уплотнительного модуля и электрода, закрепленных на оправке, вид со стороны заднего края электрода, снабженного защитным модулем из диэлектрического материала.
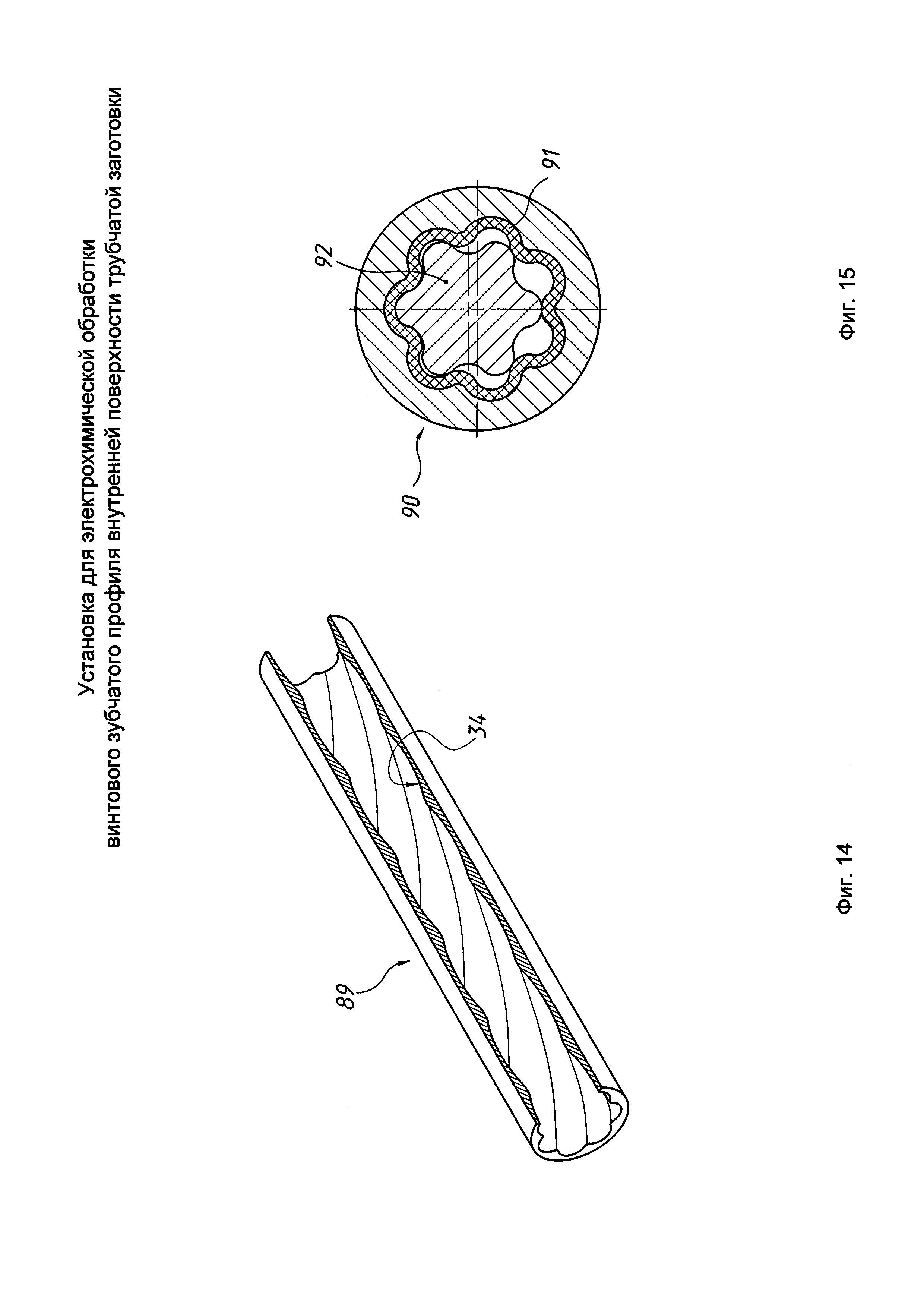
На фиг. 14 - изометрическое изображение статора с равномерной толщиной обкладки из эластомера.
На фиг. 15 изображено поперечное сечение героторного винтового гидравлического двигателя, в котором статор (R-Wall) выполнен с равномерной толщиной обкладки из эластомера.
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки содержит раму 1, устройства 2 и 3 для удерживания заготовки 4, электрод 5, включающий винтовые зубья 6 по окружности с канавками 7 между ними, расположенных между передним краем 8 электрода 5 и задним краем 9 электрода 5, оправку 10 для установки на ней электрода 5, приводную штангу 11 (из медного сплава, длиной 6500 мм) с центральным каналом 12, скрепленную с оправкой 10 и электродом 5, для продвижения электрода 5 вдоль прямолинейной траектории и одновременного вращения электрода 5 вокруг своей оси 13 параллельно прямолинейной траектории, привод 14 вращения приводной штанги 11 и скрепленного с ней электрода 5 вокруг оси 15 приводной штанги 11, привод 16 продольного перемещения суппорта 17, приводной штанги 11 и скрепленного с ней электрода 5 вдоль прямолинейной траектории внутри отверстия 18 трубчатой заготовки 4, изображено на фиг. 1, 2, 4, 5, 6, 10.
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки содержит первую камеру 19 для электролита 20, присоединенную к ближнему от привода 14 вращения приводной штанги 11 краю 21 трубчатой заготовки 4, и вторую камеру 22 для электролита 20, присоединенную к дальнему от привода 14 вращения приводной штанги 11 краю 23 трубчатой заготовки 4, источник электрического тока 24, например, выпрямитель "KRAFT 12000/24", шкафы электрооборудования 25, поз. 26 - блок управления с электрическими выходными сигналами параметров установки, соединенный с компьютером, устройство 27 (токосъемник) для подключения неподвижной трубчатой заготовки 4 в виде анода, устройство 28 (токосъемник) для подключения вращающейся приводной штанги 11 и электрода 5 в виде катода, через поток электролита 20 в межэлектродном промежутке 29, при этом поз. 30 - межэлектродный зазор в межэлектродном промежутке 29, поз. 31 - экран из диэлектрического материала, плотно охватывающий наружную поверхность 32 приводной штанги 11, которая является проводником тока к электроду 5, изображено на фиг. 1, 2, 4, 5, 10.
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии 18 трубчатой заготовки 4 содержит устройство 33 (входной коллектор) для направления потока электролита 20 в первую камеру 19 для электролита 20, далее через центральный канал 12 приводной штанги 11, во внутреннюю полость 18 отверстия трубчатой заготовки 4 для удаления участков металла с внутренней поверхности отверстия 18 трубчатой заготовки 4 и формирования винтового зубчатого профиля 34 за задним краем 35 (металлической части) электрода 5, изображено на фиг. 1, 4, 5, 10.
Гидравлическая система указанной установки для электрохимической обработки содержит бак рабочий поз. 36 с электролитом 20, бак промежуточный поз. 37 с электролитом 20, бак промывки поз. 38 с электролитом 20, насосы поз. 39, 40, модули фильтров 41, а также содержит арматуру (теплообменники, фильтры, вентили, затворы дисковые, датчики давления, температуры, расхода, рукав высокого давления и рукав сливной) и устройства для регулирования параметров электролита, управляемых выходными сигналами блока управления 26, изображено на фиг. 1.
Электрод 5, имеющий множество винтовых зубьев 6 по окружности, расположенных между передним краем 8 и задним краем 9, скреплен с краем 42 приводной штанги 11 таким образом, что передний край 8 электрода 5 направлен в сторону приводной штанги 11, а также содержит уплотнительный модуль 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, размещенный на оправке 10 между передним краем 8 электрода 5 и направленным к нему краем 42 приводной штанги 11, при этом наружная поверхность 45 винтовых зубьев 6 электрода 5 со сложным трехмерным профилем расположена соосно относительно наружного пояса 44 уплотнительного модуля 43, изображено на фиг. 4, 5.
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности 34 в отверстии 18 трубчатой заготовки 4 содержит дренажную камеру 46, имеющую собственную радиальную опору 47 из диэлектрического материала для трубчатой заготовки 4, дренажная камера 46 скреплена с устройством 3 для удерживания заготовки 4, а также с рамой 1 и расположена со стороны ближнего от привода 14 вращения края 42 приводной штанги 11 и края 21 трубчатой заготовки 4, при этом трубчатая заготовка 4 удерживается в роликах 48 скрепленного с рамой 1 регулируемого люнета 49, изображено на фиг. 1, 2, 3, 6, 7.
При этом установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности 34 в отверстии 18 трубчатой заготовки 4 имеет аналогичную радиальную опору 47 из диэлектрического материала для трубчатой заготовки 4 со стороны дальнего от привода 14 вращения приводной штанги 11 края 23 трубчатой заготовки 4, соединенную со второй камерой 22 для электролита 20, изображено на фиг. 4.
При этом дальний от привода вращения 14 край 23 трубчатой заготовки 4 удерживается в роликах 50 скрепленного с рамой 1 аналогичного, перемещаемого на раме 1 вдоль отверстия 18 трубчатой заготовки 4 (в зависимости от длины обрабатываемой заготовки 4), люнета 51, изображено на фиг. 1, 2, 3, 4, 7.
В начале электрохимической обработки приводная штанга 11 с экраном 31 из диэлектрического материала, плотно охватывающим наружную поверхность 32 приводной штанги 11 (из медного сплава), которая является проводником тока к электроду 5, расположена внутри отверстия 18 трубчатой заготовки 4, электрод 5, скрепленный с приводной штангой 11, расположен в указанной второй камере 22 для электролита 20, уплотнительный модуль 43, размещенный на оправке 10 между передним краем 8 электрода 5 и краем 42 приводной штанги 11, расположен в отверстии 18 на краю 23 трубчатой заготовки 4, присоединенной к дальнему от привода вращения 14 приводной штанги 11 второй камере 22 для электролита 20, изображено на фиг. 4, 5.
В конце электрохимической обработки указанный уплотнительный модуль 43 расположен в отверстии 18 на краю 21 трубчатой заготовки 4, установленной в радиальной опоре 47 дренажной камеры 46, изображено на фиг. 6.
Электрод 5 (из медного сплава) содержит внутри каждого винтового зуба 6 камеру 52 для электролита 20, входной канал 53 в каждой камере 52 внутри винтового зуба 6 расположен со стороны переднего края 8 электрода 5, в стенке (на поверхности 45) каждого винтового зуба 6 выполнено множество отверстий 54 для подачи электролита 20 в межэлектродный промежуток 29, а также содержит калибрующий диск 55 (из медного сплава), плотно контактирующий с задним торцом 9 указанного электрода 5, и защитный модуль 56, состоящий из двух деталей: торцового экрана 57 и кожуха 58, выполненных из диэлектрического материала, скрепленных между собой при помощи резьбы 59, торцовый экран 57 плотно контактирует с торцом 60 калибрующего диска 55, а калибрующий диск 55 плотно контактирует с задним краем 9 электрода 5 за счет крепления болта 61, снабженного шайбой 62, с оправкой 10, изображено на фиг. 5, 6, 11, 12.
В канавках 7 между винтовыми зубьями 6 установлены вкладыши 63 из диэлектрического материала, число вкладышей 63 равно числу винтовых зубьев 6 электрода 5, в поперечном сечении каждый вкладыш 63 выполнен в форме двутаврового профиля, а ребро 64 двутаврового профиля расположено в радиальной плоскости, например, 65 относительно центральной продольной оси 13 электрода 5, изображено на фиг. 4, 5, 11, 12, 13.
Каждый вкладыш 63 образует с калибрующим диском 55 две смежные дополнительные камеры 66 и 67 для электролита 20, разделенные ребром 64 двутаврового профиля, входной канал 68 и 69 в каждой дополнительной камере, соответственно 66 и 67 расположен со стороны переднего края 8 электрода 5, а каждый торец 70 и 71 полки 72 двутаврового профиля, расположенной на максимальном радиальном удалении 73 от центральной продольной оси 13 электрода 5, образует с наружной поверхностью 45 винтовых зубьев 6 электрода 5 со сложным трехмерным профилем винтовой щелевой канал, соответственно 74 и 75 для подачи электролита 20 в межэлектродный промежуток 29 из указанной дополнительной камеры, соответственно 66 и 67, изображено на фиг. 4, 5, 11, 12, 13.
Уплотнительный модуль 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, выполнен в виде трубчатой гильзы 76 и втулки 77 из диэлектрического материала, на наружной поверхности 44 трубчатой гильзы 76 выполнены кольцевые канавки 78, в каждой из которых размещен уплотнитель 79 из эластомера (стандартные кольца круглого поперечного сечения), про этом в трубчатой гильзе 76 выполнены радиальные отверстия 80 для подачи электролита 20 в межэлектродный промежуток 29 через приводную штангу 11 (из медного сплава, длиной 6500 мм) с центральным каналом 12, скрепленную с оправкой 10 и электродом 5, для продвижения электрода 5 вдоль прямолинейной траектории и одновременного вращения электрода 5 вокруг своей оси 13 параллельно прямолинейной траектории, изображено на фиг. 4, 5, 6, 11, 12, 13.
При этом поз. 81 - разрезное кольцо для продольной фиксации заготовки 4 в собственной радиальной опоре 47 дренажной камеры 46, изображено на фиг. 6.
Вторая камера 22 для электролита 20, присоединенная к дальнему от привода 14 вращения приводной штанги 11 краю 23 трубчатой заготовки 4, снабжена устройством 82 для поддержания избыточного давления электролита 20 в межэлектродном промежутке 29, преимущественно поворотным дисковым затвором 83, при этом поз. 84 - выходной коллектор, расположенный соосно за задним краем электрода 5, снабженного защитным модулем 56, поз. 85 - гибкий рукав сливной, изображено на фиг. 4, 5.
Приводная штанга 11 (из медного сплава, длиной 6500 мм) с центральным каналом 12, выполненная с экраном 31 из диэлектрического материала, плотно охватывающим наружную поверхность 32 приводной штанги 11, скрепленная с оправкой 10 и электродом 5, снабжена множеством центрирующих колец 86, контактирующих с поверхностью отверстия 18 трубчатой заготовки 4, при этом каждое из центрирующих колец 86 выполнено разъемным (из двух частей) в меридианном направлении и установлено в кольцевой канавке 87 на наружной поверхности 88 экрана 31 приводной штанги 11, изображено на фиг. 4, 5, 6.
Кроме того, на фиг. 14 изображен трубчатый остов статора 89 из легированной стали 40ХН2МА с винтовым зубчатым профилем 34 внутренней поверхности.
На фиг. 15 изображено также поперечное сечение одного из винтовых героторных гидравлических двигателей, в котором статор 90 выполнен с равномерной толщиной обкладки 91 из эластомера (R-Wall), поз. 92 - ротор гидравлического двигателя.
Устанавливают кран-балкой трубчатую заготовку 4 в люнеты 50, 51: край 21 трубчатой заготовки 4 устанавливают на ролики 48 неподвижно скрепленного с рамой 1 регулируемого люнета 49, а край 23 трубчатой заготовки 4 устанавливают на ролики 50 скрепленного с рамой 1 аналогичного, перемещаемого на раме 1 в продольном направлении, вдоль отверстия 18 трубчатой заготовки 4 (в зависимости от длины обрабатываемой заготовки 4), люнета 51.
Устанавливают на первый край 21 трубчатой заготовки 4 собственную радиальную опору 47 из диэлектрического материала для трубчатой заготовки 4, скрепляют откидными болтами собственную радиальную опору 47 с дренажной камерой 46, которая скреплена с устройством 3 для удерживания заготовки 4, а также с рамой 1.
Устанавливают приводную штангу 11, снабженную экраном 31 из диэлектрического материала, плотно охватывающим наружную поверхность 32 приводной штанги 11, на собственные люнеты, скрепляют болтами фланец приводной штанги 11 с приводом 14 вращения приводной штанги 11, установленном на суппорте 17, соединенном с приводом 16 продольного перемещения суппорта 17.
Включают привод 16 продольного перемещения суппорта 17 и вдвигают приводную штангу 11, снабженную экраном 31 из диэлектрического материала, плотно охватывающий наружную поверхность 32 приводной штанги 11 в отверстие 18 трубчатой заготовки 4, установленной в люнетах 50, 51, при этом центрирующие кольца 86, каждое из которых выполнено разъемным (из двух частей) в меридианном направлении, устанавливают в кольцевые канавки 87 на наружной поверхности 88 экрана 31 приводной штанги 11, и по мере перемещения приводной штанги 11, центрирующие кольца 87 также перемещаются вдоль отверстия 18 трубчатой заготовки 4.
Оправку 10 с уплотнительным модулем 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, заворачивают по резьбе в приводную штангу 11 (из медного сплава, длиной 6500 мм).
На оправку 10 с уплотнительным модулем 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, скрепленную по резьбе с приводной штангой 11, устанавливают электрод 5, калибрующий диск 55, плотно контактирующий с задним торцом 9 указанного электрода 5, и торцовый экран 57, скрепляют указанные выше электрод 5, калибрующий диск 55 и торцовый экран 57 болтом 61, снабженным шайбой 62, с оправкой 10, затем скрепляют по резьбе 59 кожух 58 и торцовый экран 57, выполненные из диэлектрического материала.
Перемещают вдоль направляющей рамы на второй край 23 трубчатой заготовки 4 вторую камеру 22 для электролита 20, снабженную устройством 86 для поддержания избыточного давления электролита 20 в межэлектродном промежутке 29, преимущественно поворотным дисковым затвором 82, скрепляют откидными болтами собственную радиальную опору 47 с второй камерой 22 для электролита 20, которая скреплена с устройством 2 для удерживания заготовки 4, а также с рамой 1, присоединяют выходной коллектор 84 с гибким сливным рукавом 85.
В начале электрохимической обработки приводная штанга 11 с экраном 31 из диэлектрического материала, плотно охватывающим наружную поверхность 32 приводной штанги 11, которая является проводником тока к электроду 5, расположена внутри отверстия 18 трубчатой заготовки 4, электрод 5, скрепленный с приводной штангой 11, расположен в указанной второй камере 22 для электролита 20, уплотнительный модуль 43, размещенный на оправке 10 между передним краем 8 электрода 5 и краем 42 приводной штанги 11, расположен в отверстии 18 на краю 23 трубчатой заготовки 4, присоединенной к дальнему от привода вращения 14 приводной штанги 11 второй камере 22 для электролита 20.
Присоединяют источник электрического тока 24, например, выпрямитель "KRAFT 12000/24", шкафы электрооборудования 25 с токосъемником 27 для подключения неподвижной трубчатой заготовки 4 в виде анода, и с токосъемником 28 для подключения вращающейся приводной штанги 11 и электрода 5 в виде катода, через поток электролита 20 в межэлектродном промежутке 29, а также соединяют блок управления 26 с электрическими выходными сигналами параметров установки с компьютером.
Включают блок управления 26, соединенный с компьютером, автоматически включаются насосы 39, 40, электрооборудование 25, источник электрического тока - выпрямитель 24 "KRAFT 12000/24", привод 16 продольного перемещения суппорта 17, приводной штанги 11 и скрепленного с ней электрода 5 вдоль прямолинейной траектории внутри отверстия 18 трубчатой заготовки 4, привод 14 вращения приводной штанги 11 и скрепленного с ней электрода 5 вокруг оси 15 приводной штанги 11, при этом сила технологического тока - не более 12000 А, напряжение - не более 24 В.
При помощи привода 16 продольного перемещения суппорта 17, приводной штанги 11 и скрепленного с ней электрода 5 вдоль прямолинейной траектории внутри отверстия 18 трубчатой заготовки 4, и привода 14 вращения приводной штанги Ни скрепленного с ней электрода 5 вокруг оси 15 приводной штанги 11, электрод 5, имеющий множество винтовых зубьев 6 по окружности, расположенных между передним краем 8 и задним краем 9, скрепленный с краем 42 приводной штанги 11 таким образом, что передний край 8 электрода 5 направлен в сторону приводной штанги 11, а также содержащий уплотнительный модуль 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, размещенный на оправке 10 между передним краем 8 электрода 5 и направленным к нему краем 42 приводной штанги 11, совершает продольное и вращательное движение, и образует винтовой зубчатый профиль внутренней поверхности 34 в отверстии 18 трубчатой заготовки 4.
Электрохимическую обработку винтового зубчатого профиля 34 внутренней поверхности в отверстии 18 трубчатой заготовки 4 для изготовления статора 89 с равномерной толщиной обкладки 91 из эластомера осуществляют при подключении источника постоянного электрического тока 24, например, выпрямителя "KRAFT 12000/24" при помощи токосъемника 27 к неподвижной трубчатой заготовке 4 в виде анода, и токосъемника 28 для подключения вращающейся приводной штанги 11, снабженной экраном 31 из диэлектрического материала, которая является проводником тока к электроду 5, в виде катода, через поток электролита 20 в межэлектродном промежутке 29, образуемом между внутренней поверхностью 34 обрабатываемой заготовки 4 и наружной поверхностью 45 электрода 5.
Электролит 20 в процессе электрохимической обработки циркулирует по гидравлической схеме: бак рабочий 36 с электролитом 20, бак промежуточный 37 с электролитом 20, бак промывки 38 с электролитом 20, насосы 39, 40, модули фильтров 41, а также арматура (теплообменники, фильтры, вентили, затворы дисковые, датчики давления, температуры, расхода, рукав высокого давления и гибкий рукав сливной) и устройства для регулирования параметров электролита, управляемых выходными сигналами блока управления 26, при этом максимальное давление электролита в системе - 4,0 МПа.
В электрохимическом процессе используют электролит 20 на основе хлорида натрия на водной основе (Na Cl), при осуществлении указанного процесса вода разлагается, а ионы ОН соединяются с ионами железа, образуя FOH, который выпадает в осадок и подвергается фильтрованию в модуле фильтров 41, при этом концентрация электролита - 18…20%, температура электролита - 40C°, водородный показатель электролита - 7…9 pH, максимально допустимое количество продуктов анодного растворения в электролите - 50 г/л.
При использовании в установке для электрохимической обработки винтового зубчатого профиля внутренней поверхности 34 в отверстии 18 трубчатой заготовки 4 электрода 5, который содержит внутри каждого винтового зуба 6 камеру 52 для электролита 20, входной канал 53 в каждой камере 52 внутри винтового зуба 6 расположен со стороны переднего края 8 электрода 5, в стенке (на поверхности 45) каждого винтового зуба 6 выполнено множество отверстий 54 для подачи электролита 20 в межэлектродный промежуток 29, а также содержит калибрующий диск 55, плотно контактирующий с задним торцом 9 указанного электрода 5, и защитный модуль 56, состоящий из двух деталей: торцового экрана 57 и кожуха 58, выполненных из диэлектрического материала, скрепленных между собой при помощи резьбы 59, торцовый экран 57 плотно контактирует с торцом 60 калибрующего диска 55, а калибрующий диск 55 плотно контактирует с задним краем 9 электрода 5 за счет крепления болта 61, снабженного шайбой 62, с оправкой 10, обеспечивается контроль межэлектродного зазора 30 в межэлектродном промежутке 29 за счет использования электронных датчиков давления, температуры и расхода электролита, а также блока управления 26 с электрическими выходными сигналами параметров установки, соединенного с компьютером.
Скорость рабочей подачи электрода, (бесступенчатое регулирование) составляет 10…25 мм/мин, частота вращения штанги (бесступенчатое регулирование) составляет 0…0,45 об/мин.
По истечении времени заданного технологического процесса отключают блок управления 26, соединенный с компьютером, насосы 39, 40, электрооборудование 25, источник электрического тока - выпрямитель 24 "KRAFT 12000/24", привод 16 продольного перемещения суппорта 17, приводной штанги 11 и скрепленного с ней электрода 5 вдоль прямолинейной траектории внутри отверстия 18 трубчатой заготовки 4, привод 14 вращения приводной штанги 11 и скрепленного с ней электрода 5 вокруг оси 15 приводной штанги 11.
Отключают устройство 27 (токосъемник) для подключения неподвижной трубчатой заготовки 4 в виде анода, и устройство 28 (токосъемник) для подключения вращающейся приводной штанги 11 и электрода 5 в виде катода.
Для этого отводят две полумуфты устройства 27 (токосъемника) с колодками от неподвижной трубчатой заготовки 4.
Включают управление реверсом привода 14 вращения приводной штанги 11 и скрепленного с ней электрода 5 вокруг оси 15 приводной штанги 11, синхронизированное с приводом 16 продольного перемещения суппорта 17, приводной штанги 11 и скрепленного с ней электрода 5 вдоль прямолинейной траектории внутри отверстия 18 трубчатой заготовки 4.
Приводная штанга 11 с экраном 31 из диэлектрического материала, электродом 5, уплотнительным модулем 43, размещенным на оправке 10 между передним краем 8 электрода 5 и краем 42 приводной штанги 11, перемещается в положение, которое она занимала в начале электрохимической обработки: в указанной второй камере 22 для электролита 20.
Отсоединяют откидные болты собственной радиальной опоры 47, скрепляющие ее со второй камерой 22 для электролита 20, при этом вторая камера 22 скреплена с устройством 2 для удерживания заготовки 4, а также с рамой 1.
Отсоединяют устройство 2 для удерживания заготовки 4 в местах крепления его крепление с рамой 1, перемещают вдоль направляющей рамы вторую камеру 22 для электролита 20 вместе с устройством 2 для удерживания заготовки 4, отворачивают кожух 58, отворачивают болт 61, снабженный шайбой 62, из оправки 10, снимают электрод 5 вместе с калибрующим диском 55 и торцовым экраном 57 с центрирующего пояска оправки 10, отворачивают оправку 10 с уплотнительным модулем 43 из приводной штанги 11 и размещают их в технологическом месте хранения.
Включают привод 16 продольного перемещения суппорта 17, вытягивают приводную штангу 11 из трубчатой заготовки 4 и устанавливают ее на собственных люнетах, отсоединяют приводную штангу 11 с экраном 31 из диэлектрического материала от привода 14 вращения приводной штанги 11.
Устанавливают технологические заглушки, производят промывку винтового зубчатого профиля внутренней поверхности 34 трубчатой заготовки 4 специальным раствором.
При этом выполнение установки для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки таким образом, что электрод 5, имеющий множество винтовых зубьев 6 по окружности, расположенных между передним краем 8 и задним краем 9, скреплен с краем 42 приводной штанги 11, передний край 8 электрода 5 направлен в сторону приводной штанги 11, а также содержит уплотнительный модуль 43 с наружным поясом 44 для центрирования электрода 5 в отверстии 18 трубчатой заготовки 4, размещенный на оправке 10 между передним краем 8 электрода 5 и направленным к нему краем 42 приводной штанги 11, при этом наружная поверхность 45 винтовых зубьев 6 электрода 5 со сложным трехмерным профилем расположена соосно относительно наружного пояса 44 уплотнительного модуля 43, обеспечивает увеличение производительности электрохимической обработки винтового зубчатого профиля внутренней поверхности трубчатой заготовки, снижение расхода электроэнергии, а также повышение точности электрохимической обработки за счет исключения неизолированных поверхностей и предотвращения протекания токов, шунтирующих рабочий ток в межэлектродном промежутке, улучшения охлаждения приводной штанги и электрода потоком электролита до прокачки его через межэлектродный промежуток, повышения точности центрирования электрода в отверстии трубчатой заготовки, предотвращения возможности разрушения приводной штанги, а также обеспечения защиты от коротких замыканий.
Гидравлический забойный двигатель с алмазной опорой скольжения
Отклоняющее устройство для вырезки окна в обсадной колонне скважины
Стенд для испытаний гидравлических ясов
Видеоэндоскоп для осмотра внутренних поверхностей трубчатых изделий
Фрезерный инструмент для вырезки окна в обсадной колонне скважины
Фрезерный инструмент для вырезки окна в обсадной трубе скважины
Керноотборный снаряд
Гидравлический забойный двигатель
Гидравлический бурильный яс двухстороннего действия
Уплотнительная манжета
Гидравлический забойный двигатель с алмазной опорой скольжения
Отклоняющее устройство для вырезки окна в обсадной колонне скважины
Стенд для испытаний гидравлических ясов
Видеоэндоскоп для осмотра внутренних поверхностей трубчатых изделий
Фрезерный инструмент для вырезки окна в обсадной колонне скважины
Фрезерный инструмент для вырезки окна в обсадной трубе скважины
Керноотборный снаряд
Гидравлический забойный двигатель
Гидравлический бурильный яс двухстороннего действия
Уплотнительная манжета

