Результат интеллектуальной деятельности: СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а точнее к станам холодной прокатки труб с движущейся возвратно-поступательно рабочей клетью, масса инерции которой может компенсироваться за счет противовесов, эксцентрично расположенных на кривошипно-шатунном механизме, соединенном через шатуны с рабочей клетью.
Известен стан холодной прокатки труб, см. патент РФ №2247613, кл. B21B 21/00, заявл. 05.09.2003 г., опубл. 10.03.2005 г. (фиг. 3а, 3б). Известный стан холодной прокатки труб содержит возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, размещенные в ней валки с калибрами и шестернями, приводной кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью, который включает горизонтально расположенные кривошипный и уравновешивающие валы с размещенными между шатунами шестернями и противовесами для уравновешивания сил инерции от рабочей клети. Валки с калибрами в рабочей клети установлены горизонтально. Приводной механизм расположен ниже уровня рабочей клети. Шатуны закреплены к основанию рабочей клети.
Недостатком известного стана холодной прокатки труб является значительный опрокидывающий момент на рабочей клети из-за крепления шатунов к основанию корпуса рабочей клети, в результате чего происходит ускоренный износ направляющих клети и станины. Снижается долговечность оборудования, повышаются затраты на ремонт и обслуживание стана.
Следующим недостатком этого стана является необходимость выполнения глубокого фундамента под стан, что ведет к большим затратам средств и затрудняет обслуживание.
Другим недостатком известного стана является недостаточная надежность и долговечность приводного кривошипно-шатунного механизма. Это объясняется тем, что вал с кривошипами установлен на двух подшипниках большого диаметра, при этом диаметр подшипника больше длины хода рабочей клети, а расстояние между подшипниками недопустимо мало - меньше диаметра подшипника более чем в 5 раз. По существу вал стоит на сферической опоре и в работе будет подвергаться знакопеременному перекосу, что приведет к интенсивному износу зубчатой передачи механизма и выходу ее из строя.
Кроме того, уравновесить рабочую клеть противовесами, интегрированными в соответствующие шестерни с расположением их по оси прокатки, невозможно. Масса противовеса кривошипного вала слишком мала и может уравновесить только массы кривошипов с шатунами. При этом масса противовеса уравновешивающего вала выбирается из условия равенства дисбалансов кривошипного вала и уравновешивающего вала для обеспечения остановки клети в любом положении по длине хода. В данном случае масса противовеса будет равна нулю. В итоге уравновешивание клети отсутствует. В случае попытки полного уравновешивания рабочей клети в динамике габариты шестерен кривошипного и уравновешивающего валов резко возрастут, что приведет к увеличению габаритов приводного кривошипно-шатунного механизма, увеличению диаметра подшипников кривошипного вала и снижению надежности и долговечности стана.
Из известных станов холодной прокатки труб наиболее близким по технической сущности является стан холодной прокатки труб, описанный в патенте РФ №2048218, кл. B21B 21/00, заявл. 26.05.1992 г., опубл. 20.11.1995 г. (фиг. 8, 9).
Этот стан холодной прокатки труб содержит возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, размещенные в ней валки с калибрами и шестернями, приводной кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями и противовесами для уравновешивания сил инерции от рабочей клети. Валки с калибрами в рабочей клети расположены горизонтально. Оси крепления шатунов размещены в противовесах.
Недостаток известной конструкции стана холодной прокатки труб заключается в том, что установка валков рабочей клети горизонтально предопределяет наличие небольшого расстояния между шатунами, что не позволяет разместить между шатунами на валах приводного кривошипно-шатунного механизма требуемые по величине уравновешивающие массы (противовесы), поэтому можно обеспечить только частичное уравновешивание сил инерции (≈ до 50%). Неуравновешенность приводного механизма с клетью приводит к повышенным потерям электроэнергии, снижению надежности и долговечности стана.
Недостатком является также использование одного ряда зубчатых шестерен, смещенных от оси прокатки, что создает несимметричное действие усилий на валах привода, возникают знакопеременные перекосы валов, в результате происходит интенсивный износ шестерен, снижение надежности и долговечности стана.
Кроме того, горизонтальная установка валков в рабочей клети затрудняет перевалку клети, увеличивает время простоев стана при замене прокатного инструмента, в результате снижается годовая производительность стана.
Другим недостатком известной конструкции стана холодной прокатки труб является то, что размещение осей крепления шатунов в противовесах снижает эффективность этих противовесов, так как часть массы противовесов будет уравновешивать не массу клети, а массы мест установки осей кривошипов, в результате ухудшается степень уравновешенности системы рабочая клеть - привод, снижается коэффициент полезного действия стана.
Следующим недостатком стана является то, что применение в приводном механизме трех валов с противовесами ведет к увеличению металлоемкости и трудоемкости изготовления приводного механизма.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего повысить надежность, долговечность, коэффициент полезного действия и производительность за счет полного уравновешивания инерционных сил от рабочей клети, оптимального размещения противовесов и кривошипов и применения лабиринтных уплотнений.
Поставленная задача достигается тем, что в стане холодной прокатки труб, содержащем возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, размещенные в ней валки с калибрами и шестернями, приводной кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями и противовесами для уравновешивания сил инерции от рабочей клети, согласно изобретению валки с калибрами установлены в рабочей клети вертикально, кривошипный и уравновешивающий валы снабжены дополнительными шестернями, оси крепления шатунов размещены на шестернях кривошипного вала, а приводной кривошипно-шатунный механизм снабжен двумя лабиринтными уплотнениями, каждое из которых размещено между шатуном и зубчатым венцом шестерни кривошипного вала.
Такое конструктивное выполнение стана холодной прокатки труб позволяет повысить надежность и долговечность, улучшить коэффициент полезного действия, поднять производительность.
Повышение надежности и долговечности, улучшения коэффициента полезного действия достигается за счет полного уравновешивания инерционных сил от рабочей клети противовесами кривошипного и уравновешивающего валов приводного кривошипно-шатунного механизма. Происходит разгрузка узлов и механизмов стана, снижаются общие затраты электроэнергии при сохранении полезной работы.
Это достигается также за счет установки валков рабочей клети вертикально, что позволяет увеличить расстояние между шатунами, в которое свободно размещаются требуемые габариты противовесов кривошипного и уравновешивающего валов приводного кривошипно-шатунного механизма. Это позволяет выполнить приводной кривошипно-шатунный механизм с минимальным количеством валов и двухпоточным симметричным относительно вертикальной плоскости, проходящей через ось прокатки. Кроме того, с применением лабиринтных уплотнений, каждое из которых установлено между шатуном и зубчатым венцом шестерни кривошипного вала, исключается попадание технологической смазочно-охлаждающей жидкости в систему циркуляционной смазки, что продлевает срок службы подшипников и зубчатых зацеплений механизмов.
Увеличение годовой производительности стана достигается за счет уменьшения простоев при замене прокатных валков. Замена вертикальных валков в клети осуществляется с минимальной разборкой стана.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
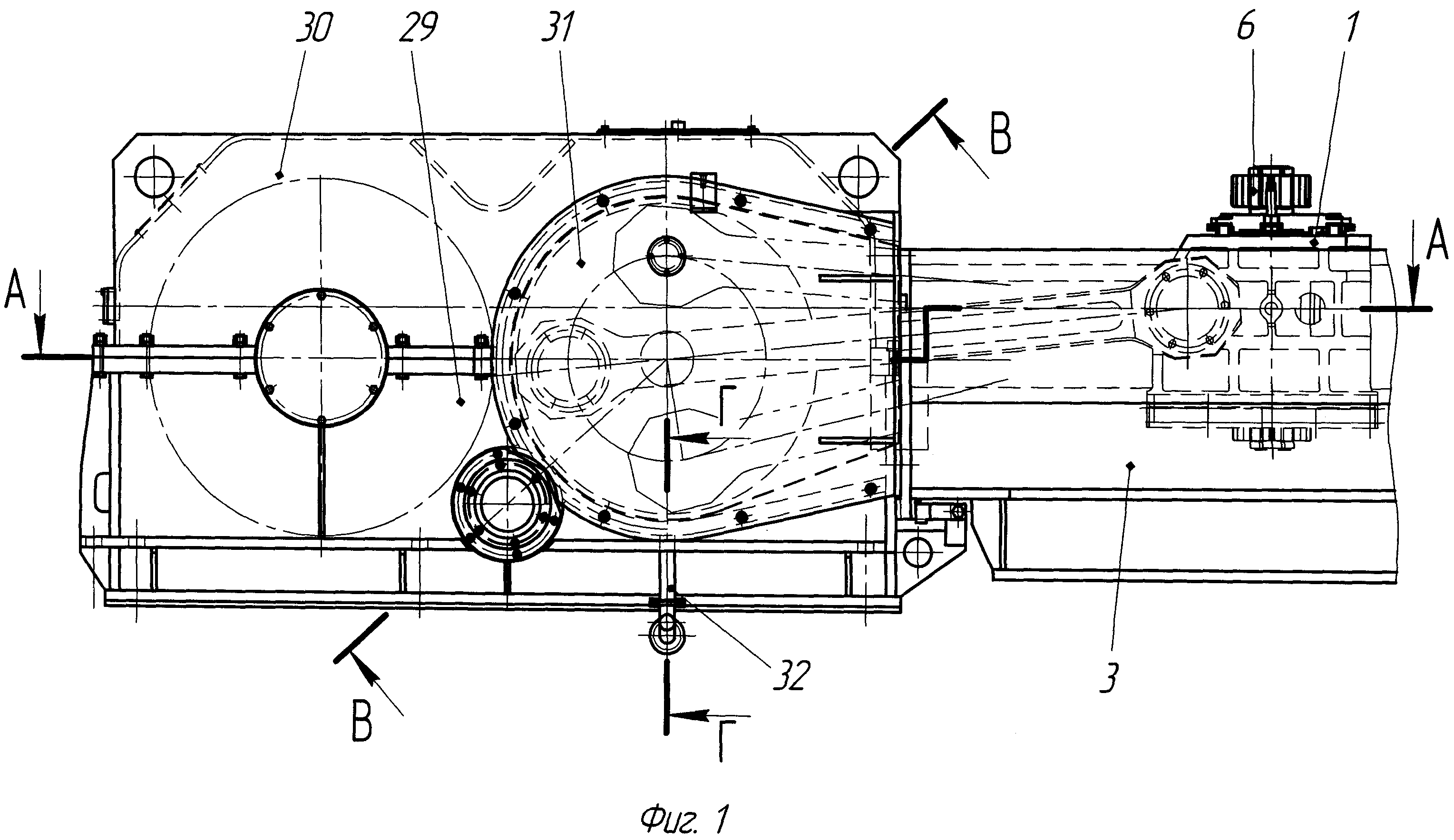
на фиг. 1 изображен стан холодной прокатки труб, общий вид;
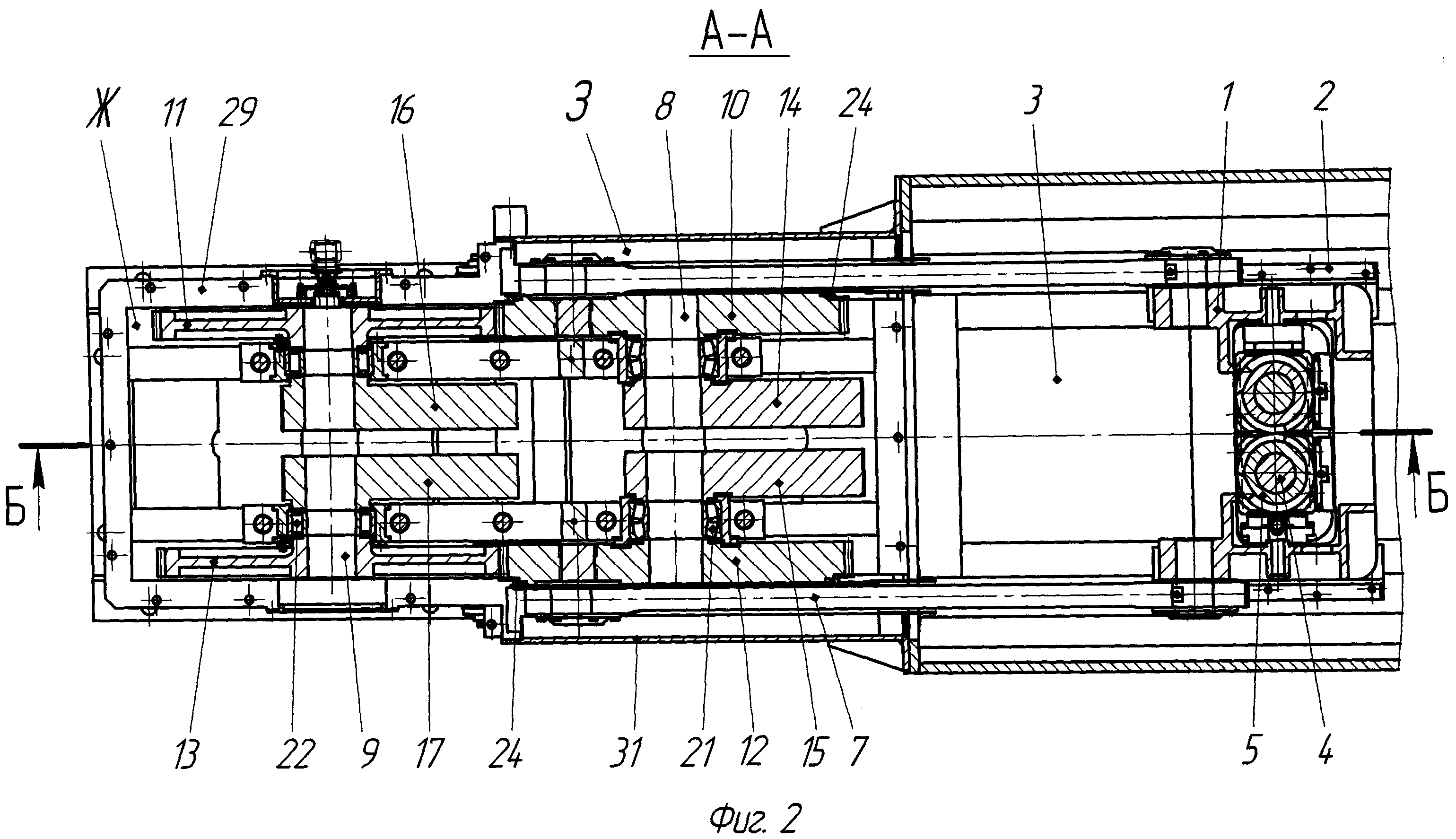
на фиг. 2 - разрез А-А на фиг. 1;
на фиг. 3 - разрез Б-Б на фиг. 2;
на фиг. 4 - разрез В-В на фиг. 1;
на фиг. 5 - разрез Г-Г на фиг. 1;
на фиг. 6 - место Д на фиг. 5;
на фиг. 7 - разрез Е-Е на фиг. 3.
Стан холодной прокатки труб содержит рабочую клеть 1, возвратно-поступательно перемещающуюся по направляющим 2 станины 3, размещенные в рабочей клети валки 4 с калибрами 5 и шестернями 6, приводной кривошипно-шатунный механизм, соединенный через шатуны 7 с рабочей клетью 1. Приводной кривошипно-шатунный механизм включает горизонтально расположенные кривошипный 8 и уравновешивающий 9 валы, на которых размещены шестерни 10, 11, дополнительные шестерни 12, 13, противовесы 14, 15, 16, 17 для уравновешивания сил инерции от рабочей клети 1 и ведущий вал 18, установленный на подшипниках 19 с шестернями 20. Все шестерни и противовесы размещены между шатунами 7. Кривошипный вал 8 установлен в подшипниках 21. Уравновешивающий вал установлен в подшипниках 22. Валки 4 с калибрами 5 установлены в рабочей клети 1 вертикально и имеют привод. Оси 23 крепления шатунов размещены на шестернях 10, 12 кривошипного вала 8. Между шатунами 7 и зубчатыми венцами шестерен 10, 12 кривошипного вала 8 расположены лабиринтные уплотнения 24, обеспечивающие гидроизоляцию полости Ж, где применяется жидкая циркуляционная смазка от полости 3, в которую попадает технологическая смазка, применяемая при прокатке труб. Лабиринтное уплотнение 24 состоит из кольца 25 с выступом И, который облицован антифрикционными планками 26, резинового шнура 27 и кольца 28 с впадиной К под выступ И кольца 25. Кольцо 25 с резиновым шнуром 27 установлено в разъемном корпусе кривошипно-шатунного механизма между основанием 29 и крышкой 30, а кольцо 28 установлено на шестернях 10, 12 кривошипного вала 8. Для отвода и сбора технологической смазки, попадающей в полости 3, приводной кривошипно-шатунный механизм оснащен крышками 31 и сливным коллектором 32.
Стан холодной прокатки труб работает следующим образом.
При прокатке трубы вращающийся кривошипный вал 8 приводного кривошипно-шатунного механизма сообщает через шатуны 7 рабочей клети 1 с валками 4 возвратно-поступательное движение стационарной станине 3, при этом калибры 5 периодически обкатывают трубу профилями своих ручьев, осуществляя ее деформацию, в крайних положениях клети, в периоды раскрытия ручьев калибров 5 труба прерывисто поворачивается и подается вперед.
В процессе работы стана сила инерции от рабочей клети уравновешивается суммарной инерционной силой от противовесов приводного кривошипно-шатунного механизма, что обеспечивает минимизацию колебаний крутящего момента на ведущем валу 18 происходит снижение нагрузок на приводной кривошипно-шатунный механизм, повышаются надежность и долговечность стана, снижаются затраты электроэнергии на работу стана.
При прокатке трубы в очаг деформации подается смазочно-охлаждающая жидкость (СОЖ). Основной объем СОЖ стекает в станину 3 и возвращается по сливному трубопроводу в систему технологической смазки, но часть СОЖ разбрызгивается движущейся рабочей клетью и попадает на шатуны 7 приводного механизма, а с них - на оси крепления шатунов 23 и боковые поверхности шестерен 10. В то же время на зубчатые зацепления шестерен 10, 11, 20 и в подшипники 21, 22, 19 приводного кривошипно-шатунного механизма поступает масло из специальной системы жидкой циркуляционной смазки (ЖЦС).
Для исключения смешивания СОЖ и ЖЦС применены лабиринтные уплотнения 24, работающие следующим образом. При вращении кривошипного вала 8 центробежные силы сбрасывают СОЖ и ЖЦС из впадины К вдоль выступа И к кольцу 25, не допуская смешивания смазок. СОЖ стекает в полости 3, собирается коллектором 32 и возвращается в систему технологической смазки. ЖЦС собирается в полости Ж и по сливному трубопроводу возвращается в систему жидкой циркуляционной смазки. На стане не допускается смешивание СОЖ и ЖЦС, что понижает расход смазочных материалов и повышает надежность и долговечность оборудования.
Перевалка валков 4, установленных вертикально в рабочей клети 1, осуществляется быстро с минимальной разборкой стана. Валки 4 в паре извлекаются из клети 1 вертикально вверх и парой устанавливаются на место. Разборки и сборка валков 4 осуществляется в стороне от стана на стенде, при этом стан может продолжать работать, используя другие предварительно подготовленные валки.
Предложенный стан холодной прокатки труб по сравнению с известными позволяет повысить надежность и долговечность, коэффициент полезного действия и производительность за счет полного уравновешивания инерционных сил от рабочей клети, оптимального размещения противовесов и кривошипов и применения лабиринтных уплотнений.
Стан холодной прокатки труб, содержащий возвратно-поступательно перемещающуюся по направляющим станины рабочую клеть, размещенные в ней валки с калибрами и шестернями, приводной кривошипно-шатунный механизм, соединенный через шатуны с рабочей клетью и включающий горизонтально расположенные кривошипный и уравновешивающий валы с размещенными между шатунами шестернями и противовесами для уравновешивания сил инерции от рабочей клети, отличающийся тем, что валки с калибрами установлены в рабочей клети вертикально, кривошипный и уравновешивающий валы снабжены дополнительными шестернями, оси крепления шатунов размещены на шестернях кривошипного вала, а приводной кривошипно-шатунный механизм снабжен двумя лабиринтными уплотнениями, каждое из которых размещено между шатуном и зубчатым венцом шестерни кривошипного вала.




Нажимное устройство рабочей клети стана холодной прокатки труб
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб
Способ и стан для производства сварных прямошовных труб
Устройство для производства изделий из листового металла
Способ резки непрерывно движущихся сварных прямошовных труб на мерные длины и летучая зубчатая дисковая пила для его осуществления
Способ получения производных 5,6-дигидропирроло[2,1-a]изохинолинов
Способ расточки калибров валков трехвалковой клети продольной прокатки
Шариковый шарнир
Способ изготовления труб и устройство для его осуществления
Стан для производства сварных прямошовных труб
Нажимное устройство рабочей клети стана холодной прокатки труб
Способ винтовой прокатки гильз
Валковая дробилка для резания губчатого титана
Способ прокатки труб на редукционно-растяжном стане
Оборудование для термической обработки труб
Линия пакетирования труб

