Результат интеллектуальной деятельности: СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к заготовительному производству машиностроительных предприятий при подготовке заготовки к дальнейшим операциям обработки металлов давлением или механической обработке.
Известен способ структурообразования высокопрочных материалов по схеме «песочные часы», при котором цилиндрическую заготовку в холодном состоянии подвергают прямому выдавливанию и осадке в несколько циклов (SU 1741960, МКИ 4 B23J 5/00). Способ включает многократное деформирование заготовки с сохранением ее первоначальной формы и размеров после каждого цикла деформирования, при этом деформирование заготовки в каждом цикле осуществляют путем ее выдавливания с последующей одновременной осадкой выдавленной части заготовки, при этом в каждом последующем цикле деформирования направление выдавливания изменяют на противоположное относительно направления выдавливания в предыдущем цикле.
Недостатком известного способа является обработка заготовок из металла малых размеров и сравнительно малые деформации за цикл.
Известно устройство для осуществления способа пластического структурообразования, содержащее силовой привод, матрицу, выполненную с двумя рабочими каналами одинакового поперечного сечения и длины, пуансон и контрпуансон, при этом матрица выполнена на подвижной в осевом направлении плите и установлена с возможностью поворота с пуансоном и контрпуансоном на 180°, каналы матрицы расположены соосно и сообщены один с другим участком меньшего поперечного сечения, образующим канал для выдавливания, а силовой привод выполнен гидравлическим в виде цилиндра, плунжер которого установлен с возможностью поочередного взаимодействия с пуансоном или контрпуансоном, а корпус - с матрицей (SU 1741960, МКИ4B23J 5/00).
Также известен способ пластического структурообразования, заключающийся в том, что для пластического структурообразования металлов сначала производят закрытую осадку, а затем последовательно обратное и прямое выдавливание с одного торца заготовки. После этого процесс повторяют с другого торца заготовки (RU №2189883, B21J 5/00). В результате осуществления способа обеспечивается получение нанокристаллической структуры металла за меньшее число циклов обработки за счет повышения степени деформации за цикл и увеличение габаритов обрабатываемой заготовки.
Недостатком способа является получение неоднородной неравноплотной структуры металла, поскольку не создается однородное напряженно-деформированное состояние материала, а свободный конец заготовки движется произвольно и металл распределяется неравномерно в канале матрицы, образуя дефекты штамповки, в частности загибы и складки. В процессе обратного выдавливания в верхней свободной от усилия области заготовки происходит выпучивание металла, а у основания заготовки в конце операции с противоположной стороны образуется «раковина». При обратном выдавливании наблюдается значительная непроработка материала заготовки.
На начальном этапе операции прямого выдавливания свободный конец заготовки загибается, и образуется складка. Загибы, складкообразование и незаполнение пустот сопровождают всю операцию прямого выдавливания.
Для осуществления вышеописанного способа разработано устройство для пластического структурообразования металлов, содержащее две матрицы и пуансоны. Один из пуансонов выполнен полым с круглой внутренней кромкой с одного торца. Внутри упомянутого пуансона расположен второй пуансон. Матрица, в которой располагают заготовку, установлена на плите с шероховатой поверхностью. В результате обеспечивается получение нанокристаллической структуры металла за меньшее число циклов обработки за счет повышения степени деформации за цикл и увеличение габаритов обрабатываемой заготовки (RU 2189883, B21J 5/00). Устройство для пластического структурообразования металлов позволяет получить нанокристаллическую структуру металла за меньшее число циклов обработки за счет повышения степени деформации за цикл и увеличение габаритов обрабатываемой заготовки. Данное устройство не обеспечивает получения однородного напряженно-деформированного состояния по всему объему заготовки, а следовательно, и получения однородной равноплотной, с залеченными дефектами литейного происхождения, структуры заготовки, поскольку течение металла неравномерно в канале матрицы. При воздействии пустотелого пуансона в свободной области происходит выпучивание материала, а с противоположной стороны в центре металл заготовки отходит от плиты. При воздействии малым пуансоном свободный конец заготовки загибается, и образуются складки, а также загибы и пустоты.
Наиболее близкими по технической сущности и достигаемому эффекту аналогами являются способ пластического структурообразования металла методом объемной штамповки, включающий закрытую высадку и прошивку заготовки с ее верхнего торца, и последующее обратное выдавливание, и устройство для пластического структурообразования металла методом объемной штамповки, содержащее верхний гидроцилиндр с приводом и плунжером в виде шайбы, установленный в верхнем цилиндре верхний пуансон с полостью для рабочей жидкости, оснащенный приводом, и кольцевую матрицу (RU 2424076, B21J 5/00, 20.07.2011).
Недостатком данного способа является наличие двух зон слабой проработки материала: зоны, непосредственно прилегающей к торцу верхнего пуансона, что обусловливается отсутствием течения металла ввиду плоской формы торца и характера процесса, и зоны сопряжения цилиндрической части матрицы с торцом нижнего пуансона, что обусловлено образованием застойной зоны без течения материала в подобного рода сопряжениях.
Задачей изобретения является получение заготовок с повышенными физико-механическими свойствами, а также с более тонкой структурой с равномерным распределением дислокаций и включений, за счет деформирования металла в состоянии квазивсестороннего сжатия, что обеспечивает залечивание дефектов литейного происхождения и исключение образования новых внутренних и поверхностных дефектов микро- и макроструктуры.
Поставленная задача достигается способом пластического структурообразования металла методом объемной штамповки, включающим закрытую высадку и прошивку заготовки с ее верхнего торца и последующее обратное выдавливание, при этом закрытую высадку и прошивку заготовки с верхнего торца осуществляют воздействием деформирующим усилием на центральную часть упомянутого верхнего торца и усилием противодавления на периферийную часть, а последующее обратное выдавливание заготовки осуществляют в кольцевую полость путем приложения деформирующего усилия к периферийной части верхнего торца заготовки и усилия противодавления к его центральной части, после чего дополнительно осуществляют закрытую прошивку заготовки с ее нижнего торца путем приложения деформирующего усилия к центральной части нижнего торца и усилия противодавления к его периферийной части и последующее обратное выдавливание в кольцевую полость приложением деформирующего усилия к периферийной части нижнего торца заготовки и усилия противодавления к его центральной части.
Приложение регулируемых деформирующих усилий и усилий противодавления на всех этапах позволяет говорить о создании условий квазивсестороннего сжатия, обеспечивающего залечивание дефектов литейного происхождения и исключающего появление новых внутренних и поверхностных дефектов микро- и макроструктуры, а использование закрытой прошивки и обратного выдавливания с помощью нижних матрицы и пуансона обеспечивает наиболее равномерную проработку материала заготовки, в том числе устраняет зону застоя материала в месте контакта материала с торцом пуансонов.
Устройство для пластического структурообразования металла методом объемной штамповки содержит верхний гидроцилиндр с приводом и плунжером в виде шайбы, установленный в верхнем цилиндре верхний пуансон с полостью для рабочей жидкости, оснащенный приводом, и кольцевую матрицу, при этом устройство снабжено размещенными оппозитно к верхнему гидроцилиндру нижним гидроцилиндром с приводом и плунжером в виде шайбы, установленным в нижнем гидроцилиндре нижним пуансоном, выполненным с полостью для рабочей жидкости и оснащенным приводом, кольцевой матрицей и размещенной на нижнем гидроцилиндре обоймой для двух кольцевых матриц, одна из которых является верхней кольцевой матрицей и установлена в обойме с возможностью перемещения посредством плунжера верхнего гидроцилиндра, а вторая является нижней кольцевой матрицей и установлена в обойме на плунжере нижнего гидроцилиндра с возможностью перемещения посредством упомянутого плунжера. При этом верхний и нижний гидроцилиндры выполнены с независимыми приводами, нижний гидроцилиндр установлен на основании, а верхний гидроцилиндр размещен с возможностью перемещения и установки на обойму.
Реализация независимого привода каждого элемента устройства обеспечивает возможность создания необходимых величин усилий деформирования и противодавления, позволяющих реализовать эффект залечивания дефектов литейного происхождения и предотвращения образования новых дефектов, а также дает возможность более эффективного управления процессом структурообразования за счет увеличения числа деформирующих элементов и возможности их независимого перемещения.
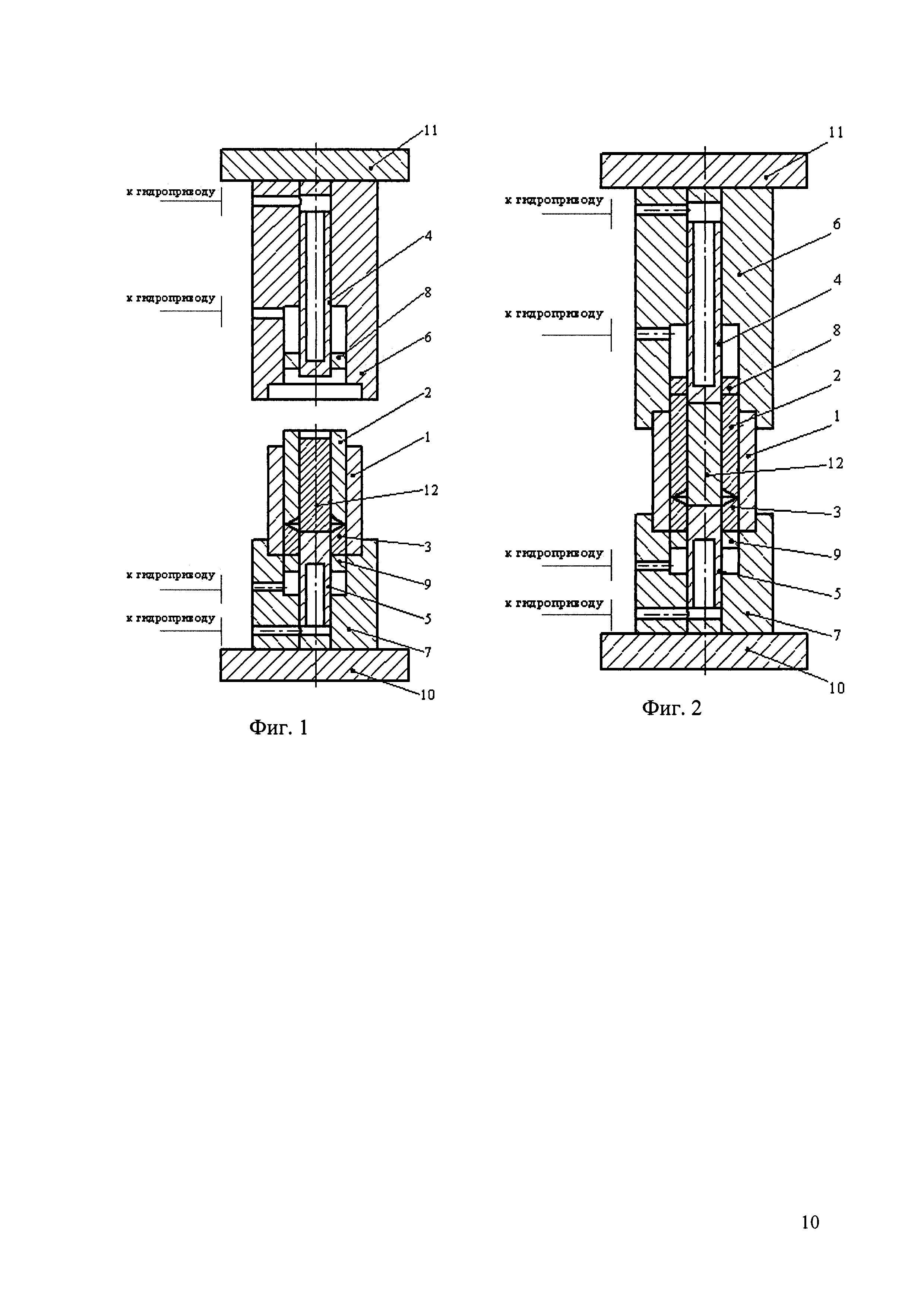
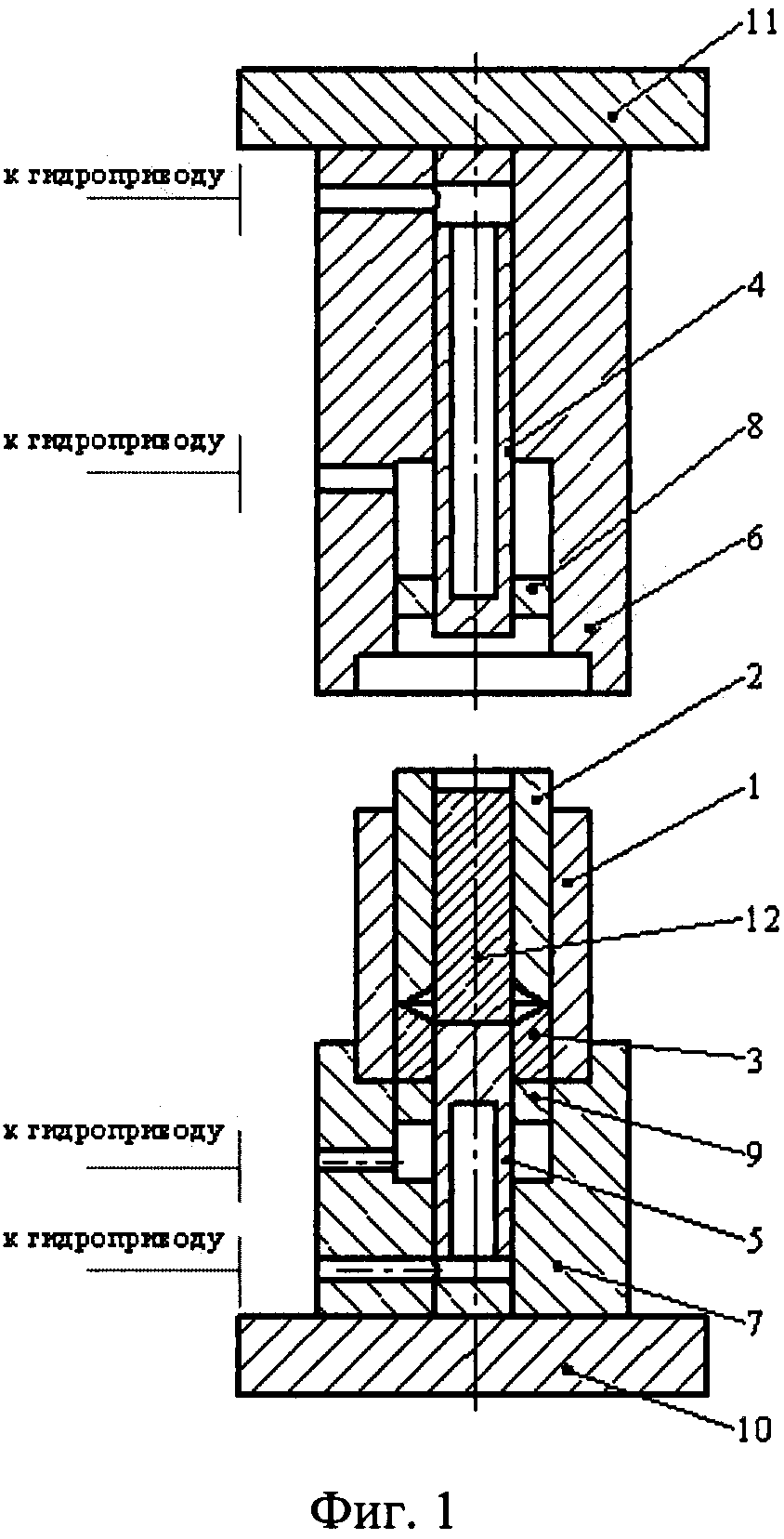
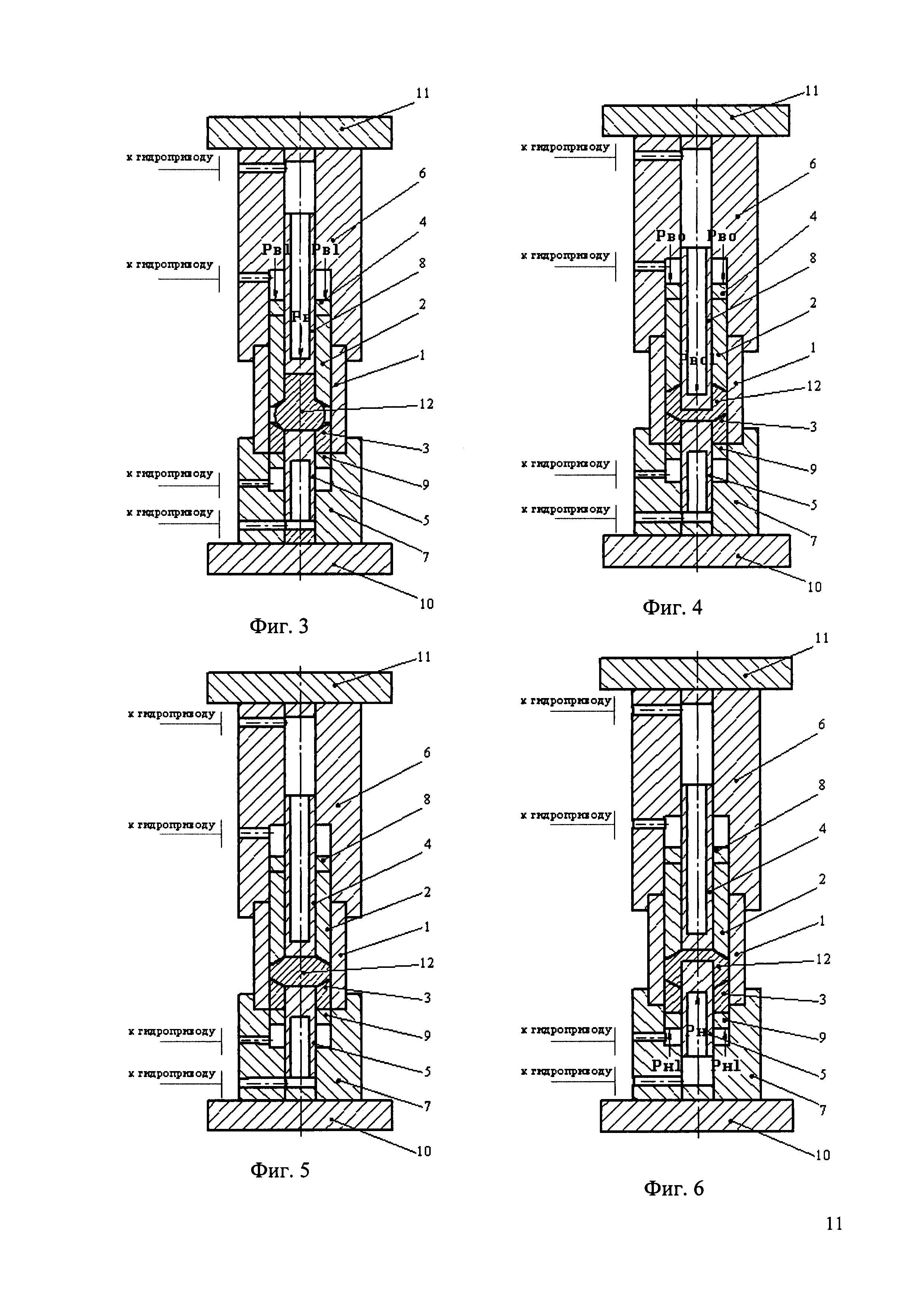
Сущность способа и предлагаемой конструкции приведена на фигурах: фиг. 1 -общий вид изобретения, фиг. 2 - процесс закрытой высадки, фиг. 3 - процесс обратного выдавливания в кольцевую полость верхней матрицей, фиг. 4 - завершающая стадия процесса обратного выдавливания верхней матрицей, фиг. 5 - процесс прошивки нижним пуансоном, фиг. 6 - окончательное положение.
Устройство пластического структурообразования металлических заготовок содержит обойму 1, расположенные в ней верхнюю 2 и нижнюю 3 кольцевые матрицы, с установленными в них верхним 4 и нижним 5 пуансонами, встроенными в верхний 6 и нижний 7 гидроцилиндры, оснащенными плунжерами 8 и 9, выполненными в виде шайб, движущихся независимо. При этом нижний гидроцилиндр 7 установлен на основании 10, а верхний гидроцилиндр 6 закреплен на подвижной плите 11.
Способ осуществляют следующим образом.
Металлическая заготовка подвергается последовательно закрытой высадке (фиг. 2) и прошивке, суть обратному выдавливанию, под действием деформирующего усилия PB на верхний торец заготовки. При этом на периферийную часть заготовки воздействует противодавление PB1. Затем заготовка выдавливается в кольцевую полость, суть обратное выдавливание (фиг. 3), с помощью деформирующего усилия PB0, приложенного к периферийной части, а к верхнему торцу прикладывается противодавление PB01. После завершения процесса обратного выдавливания в кольцевую полость (фиг. 4) начинается процесс прошивки с нижнего торца заготовки (фиг. 5) деформирующим усилием PH при одновременном воздействии противодавления PH1. Далее заготовка подвергается обратному выдавливанию в кольцевую полость под действием усилия PH0 на периферийную часть и противодавления PH0 на нижний торец заготовки. По завершении процесса цикл начинается с закрытой прошивки с верхнего торца заготовки и повторяется необходимое число раз.
Устройство работает следующим образом.
Металлическую заготовку 12 устанавливают в полость, образованную верхней и нижней матрицами 2 и 3, расположенными в обойме 1, размещенной на нижнем гидроцилиндре 7 с нижним плунжером 9, закрепленным на неподвижном основании 10, и ограниченную снизу нижним пуансоном 5 (фиг. 1). Затем сверху на заготовку 12 устанавливают верхний пуансон 4, расположенный в верхнем гидроцилиндре 6 с размещенным в нем верхним плунжером 8, закрепленным на подвижной плите 11 (фиг. 2). Затем, под воздействием рабочей жидкости, верхний пуансон 4 начинает двигаться вниз и создает усилие деформирования PB, под воздействием которого осуществляется закрытая высадка (фиг. 3) и прошивка. Одновременно нижние матрица 3 и пуансон 5 удерживаются в исходном положении посредством давления рабочей жидкости в полости нижнего пуансона 5 и гидроцилиндра 7, а верхняя матрица 2 поднимается вверх под воздействием заготовки 12, оказывая противодавление PB1 за счет давления рабочей жидкости на верхний плунжер 8. По завершении процесса прошивки верхним пуансоном 4 начинается операция обратного выдавливания в кольцевую полость с периферийной части заготовки 12 усилием PB0 с помощью верхней матрицы 2, приводимой в движение верхним плунжером 8, на который воздействует давление рабочей жидкости (фиг. 4). При этом нижние пуансон 5 и матрица 3 остаются неподвижными за счет давления рабочей жидкости в полости нижнего пуансона 5 и гидроцилиндра 7, а верхний пуансон 4 перемещается вверх под воздействием заготовки 12, осуществляя противодавление PB01 посредством рабочей жидкости в полости верхнего гидроцилиндра 6. Обратное выдавливание в кольцевую полость верхней матрицей 2 происходит до тех пор, пока заготовка 12 не приобретет форму цилиндра с усеченными кромками (фиг. 5). Затем производят прошивку заготовки 12 нижним пуансоном 5 с усилием PH, создаваемым рабочей жидкостью в его полости. Одновременно верхние матрица 2 и пуансон 4 остаются неподвижными и удерживаются давлением жидкости в верхнем гидроцилиндре 6 и полости верхнего пуансона 4 соответственно, а нижняя матрица 3 осуществляет противодавление PH1 на периферийную часть заготовки 12 посредством давления рабочей жидкости в полости нижнего гидроцилиндра 7 (фиг. 6). По окончании прошивки нижним пуансоном 5 начинается процесс обратного выдавливания в кольцевую полость усилием PH0 нижней матрицы 3, приводимой в движение нижним плунжером 9, на который воздействует рабочая жидкость, подаваемая в полость нижнего гидроцилиндра 7. Одновременно на центральную часть заготовки 12 оказывается противодавление PH01 нижнего пуансона 5, обеспеченного давлением рабочей жидкости в его полости. Процесс прекращается при достижении заготовки 12 формы цилиндра с усеченными кромками (фиг. 5). По завершении всего процесса новый цикл начинается с закрытой прошивки с верхнего торца заготовки и повторяется необходимое число раз.
Предлагаемый способ и устройство были опробованы на опытной конструкции в лабораторных условиях при деформировании свинцовых заготовок диаметром 20 мм и длиной 100 мм. Для удержания и подачи верхнего гидроцилиндра использовалась подвижная плита пресса. Высота продеформированной заготовки определялась посредством измерений ходов подвижных частей.
Исследование полученных образцов показало, что течение материала в канале деформирования равномерно, отсутствует выпячивание металла заготовки и складкообразование, материал не отходит от стенок матриц и обеспечивается заполнение пустот.
Деформирование подготовленных заготовок с заранее нанесенной сеткой на плоскости разреза показало, что в материале заготовки создается однородное напряженно-деформированное состояние, заготовка имеет однородную равноплотную структуру с залеченными дефектами литейного происхождения.
Способ и устройство позволяют максимально проработать металл в цикле прессования и получить заготовки, в зависимости от дальнейшего их использования, в виде полого и сплошного цилиндров разных диаметров.
Предложенное устройство целесообразно использовать в заготовительном производстве машиностроительных предприятий для получения заготовок с измельченной однородной равноплотной структурой для дальнейшего изготовления высоконагруженных деталей в машиностроении, авиастроении, медицинской технике, нефтехимии.
Раздаточная коробка транспортного средства с механизмом переключения передач
Способ производства обогащенного печенья с добавлением овсяной муки
Способ получения труб с внутренним винтообразным оребрением и устройство для его осуществления
Торт "графские развалины"
Способ увеличения срока годности мучных кондитерских изделий (варианты)
Призматическая осадительная камера графитовой пыли (варианты)
Творог с антиоксидантными свойствами
Способ определения параметров движения самолета при его посадке
Способ выплавки рельсовой стали в кислородном конвертере
Мартенситная коррозионно-стойкая хромсодержащая сталь с улучшенной обрабатываемостью резанием
Стабилизатор переменного напряжения
Система управления группой электроприводов с параллельными каналами регулирования
Система зажигания для двс с увеличенной энергией разряда
Способ прессования электротехнических изделий из порошковых композиций на основе углерода
Способ производства экструдированных кукурузных хлопьев
Способ определения жесткости технологической системы круглошлифовального станка с чпу
Универсальный коронный электросепаратор
Способ аэрации водоема в период ледостава
Легкообрабатываемая конструкционная хромоникелевая сталь
Способ интегрирующего аналого-цифрового преобразования

