Результат интеллектуальной деятельности: СПОСОБ ИСПЫТАНИЯ МЕТАЛЛОВ НА ИЗГИБ С РАСТЯЖЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области механических испытаний металлов и сплавов, а именно к испытаниям на изгиб с растяжением, и может быть использовано при испытании различных конструкций, работающих в сложных условиях нагружения, при расчетах на прочность конструкций, работающих в условиях изгиба с растяжением.
Известны методы механических испытаний образцов, различающиеся по характеру напряженного состояния: растяжение, сжатие, изгиб, кручение. Однако они позволяют оценить механические характеристики материалов только при одном виде нагружения. Известен способ определения штампуемости металла (патент РФ №2171976, G01N 3/28, опубл. 10.08.2001), в котором динамический изгиб выполняют непосредственно после растяжения, производимого до предельно равномерного для данного металла удлинения. Известен способ определения механических свойств металлов (заявка на изобретение №2012145523, G01N 3/08, опубл. 10.05.2014), включающий осевое растяжение плоских и круглых образцов с фиксированной скоростью деформации и температурой испытания, в котором коэффициент динамической вязкости металлов и эффективную энергию разрушения определяют по приведенным математическим зависимостям. Однако указанные способы не позволяют определить механические характеристики материала в сложных условиях нагружения при изгибе с одновременным растяжением.
Наиболее близким техническим решением является способ испытания металлов на изгиб по ГОСТ Р ИСО 7438-2013, принятый за прототип, который включает размещение концов образца из испытуемого металла на двух опорах и определение способности металлов подвергаться пластической деформации при изгибе образца путем воздействия деформирующим усилием по середине образца с помощью оправки. Этим способом можно определить только способность металлов выдерживать пластическую деформацию при изгибе, но он не позволяет определить механические характеристики металла.
Техническая задача, решаемая изобретением, заключается в определении механических характеристик металла при одновременном изгибе с растяжением для обеспечения точности расчетов на прочность конструкций, работающих в условиях изгиба с растяжением.
Поставленная задача решается за счет того, что в способе испытания металлов на изгиб с растяжением, включающем размещение концов образца из испытуемого металла на опорах, воздействие деформирующим усилием по середине образца с помощью оправки и обработку результатов, согласно изобретению, концы образца закрепляют в опорах при помощи захватов с обеспечением поворота каждого захвата, деформирование проводят до разрушения образца с обеспечением минимального трения между образцом и оправкой и по диаграмме нагружения определяют механические характеристики.
Деформирование проводят на оборудовании для статических испытаний с использованием изготовленного приспособления. Концы образца закрепляют в опорах при помощи захватов с обеспечением поворота каждого захвата в опоре, что позволяет одновременно использовать две схемы нагружения образца: изгиб и растяжение. При этом образец не подвергается деформированию (изгибу) по концам его рабочей части за счет обеспечения поворота каждого захвата. С помощью оправки деформирующим усилием воздействуют по середине образца до разрушения образца с обеспечением минимального трения между образцом и оправкой. В результате испытания регистрируют диаграмму нагружения образца, по которой определяют максимальную нагрузку при изгибе с растяжением до разрушения образца и величину его прогиба, определяемую по величине хода оправки. Причем создание минимального трения между образцом и оправкой позволяет с большей точностью определить эти характеристики, необходимые для выбора материала, способного выдерживать высокие нагрузки, и проведения расчетов на прочность конструкций, работающих в сложных условиях нагружения.
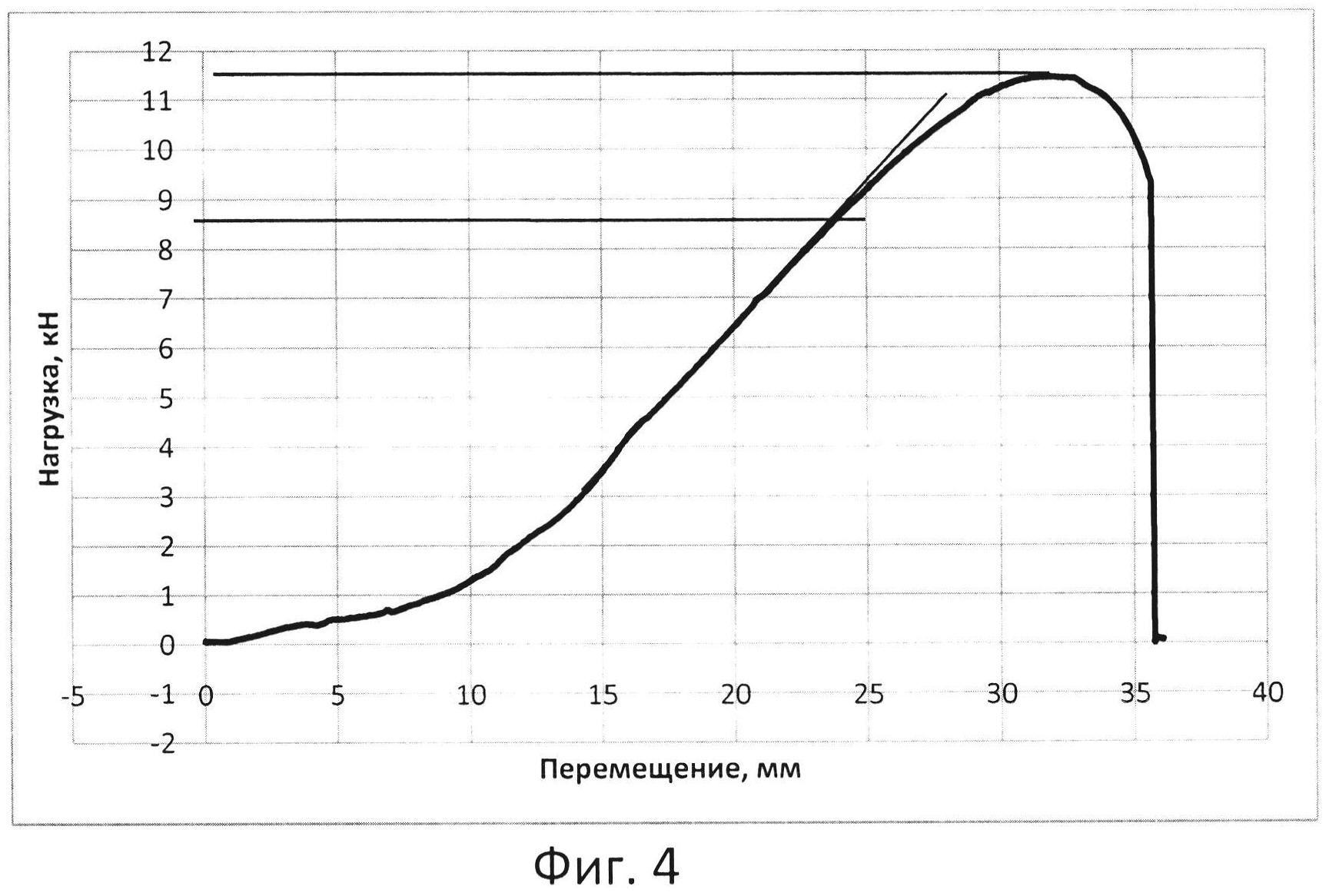
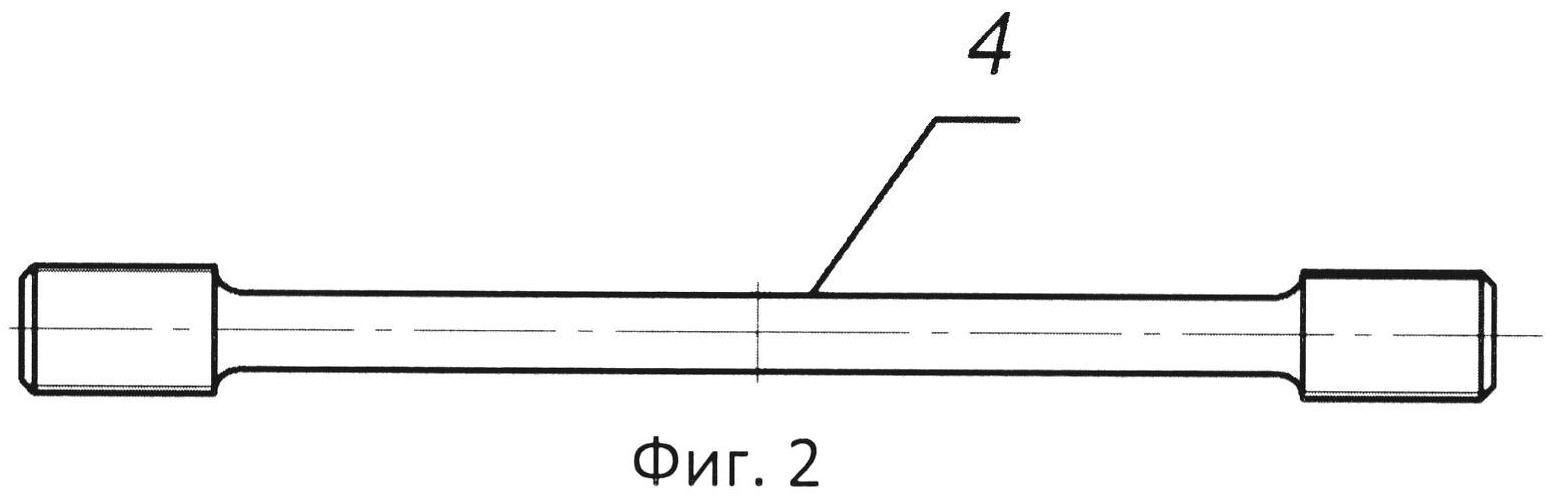
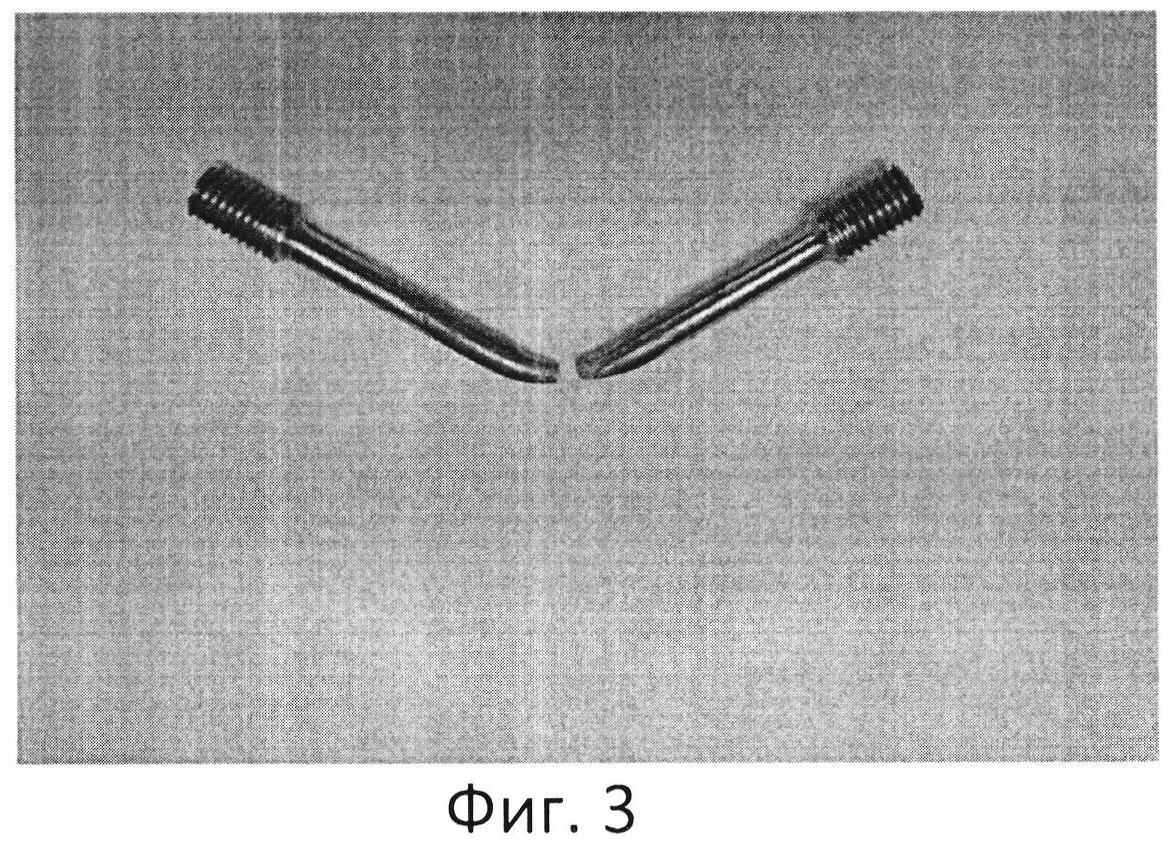
Изобретение иллюстрируется чертежами, где на фиг. 1 изображено приспособление для осуществления способа испытания на изгиб с одновременным растяжением, на фиг. 2 изображен эскиз образца для проведения испытаний, на фиг. 3 показан образец после проведения испытания на изгиб с растяжением и на фиг. 4 - диаграмма нагружения образца при изгибе с растяжением.
Приспособление для реализации предлагаемого способа испытания (фиг. 1) включает основание 1, на котором жестко зафиксированы две опоры 2, выполненные с захватами 3 для закрепления концов образца 4. Захваты 3 размещены в опорах с обеспечением поворота. Оправкой 5 перпендикулярно поверхности образца 4 оказывают воздействие по середине образца. Образец 4 (фиг. 2) изготавливают из испытуемого металла и на концах выполняют, например, резьбу для закрепления образца в захватах.
Способ испытания на изгиб с растяжением проводили на комплексе для статических испытаний с использованием описанного выше приспособления. Каждый конец образца 4 закрепляют в захвате 3. При проведении испытания оправкой 5 перпендикулярно поверхности образца 4 оказывают воздействие по середине образца, оправка начинает давить на поверхность образца в точке, затем постепенно образец охватывает рабочую поверхность оправки, изгибается и растягивается до полного разрушения (фиг. 3). При этом каждый захват 3 с закрепленным в нем концом образца 4 осуществляет поворот в опоре, препятствуя изгибу (деформированию) образца 4 по концам его рабочей части. Для обеспечения минимального трения между оправкой и образцом и получения достоверных результатов на поверхность образца наносят смазку. В результате испытания регистрируют диаграмму нагружения образца (фиг. 4). По диаграмме нагружения определяют максимальную нагрузку при изгибе с растяжением до разрушения образца и перемещение оправки, необходимые для выбора материала, способного выдерживать высокие нагрузки, и проведения точных расчетов на прочность.
В испытательной лаборатории с использованием системы статических испытаний «SHIMADZU» было проведено испытание, в частности, цилиндрических образцов на изгиб с растяжением, изготовленных из листовой стали 3 и 40Х и из труб класса прочности Х80. Размеры образца: длина - 115 мм, диаметр рабочей части - 6 мм, длина рабочей части - 85 мм. Рабочую поверхность образца покрывали смазкой, например диоксидом молибдена. Оправка для воздействия на образец была выполнена радиусом 15 мм.
При проведении испытания оправка перемещается перпендикулярно поверхности образца, например, со скоростью 5 мм/мин и начинает воздействовать на поверхность по середине образца в точке, затем постепенно образец охватывает рабочую поверхность оправки, изгибается и растягивается до полного разрушения. Так как концы образца закреплены в захватах, выполненных с возможностью поворота в опорах, при испытании не происходит деформирования образца по концам его рабочей части. При испытании получают достоверные значения механических характеристик.
В результате испытания были получены диаграммы нагружения каждого образца, при анализе которых определили максимальную нагрузку, которую выдерживает образец, и перемещение оправки при разрушении каждого образца (см. таблицу).

Сравнение полученных показателей дает возможность выбора стали, способной выдерживать больший изгиб и высокие нагрузки, а также обеспечить точность расчетов на прочность конструкций, работающих в условиях изгиба с растяжением.
Использование предлагаемого способа испытания позволяет получить достоверные значения механических характеристик и обеспечить повышение точности расчетов на прочность конструкций, работающих в условиях изгиба с растяжением, в том числе труб, эксплуатирующихся в условиях наклонных скважин, а также проволоки, профиля и труб при изготовлении с намоткой на барабан.
Способ испытания металлов на изгиб с растяжением, включающий размещение концов образца из испытуемого металла на опорах, воздействие деформирующим усилием по середине образца с помощью оправки и обработку результатов, отличающийся тем, что концы образца закрепляют в опорах при помощи захватов с обеспечением поворота каждого захвата, деформирование проводят до разрыва образца с обеспечением минимального трения между образцом и оправкой и по диаграмме растяжения определяют механические характеристики.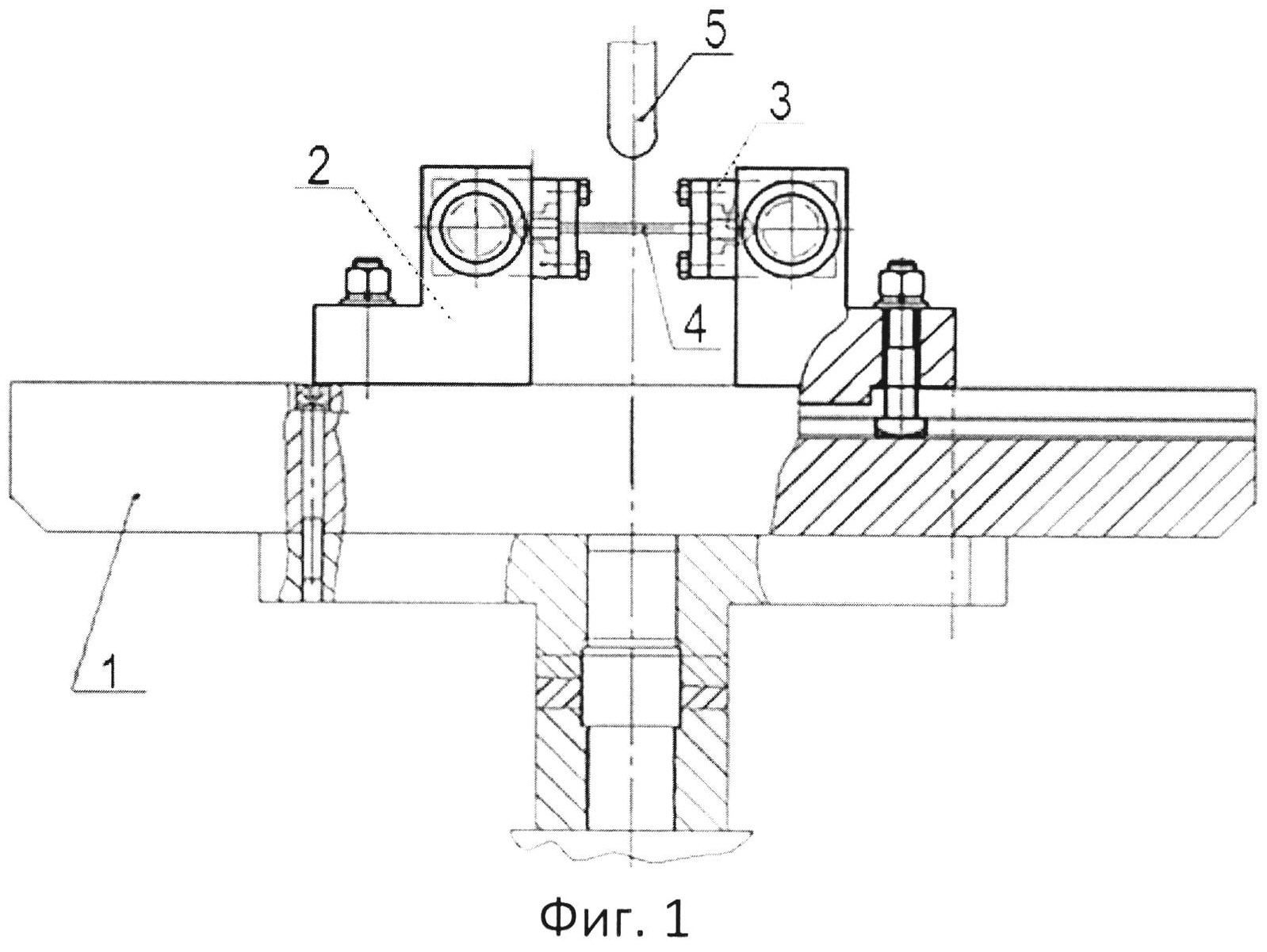
Способ изготовления сварных прямошовных труб прямоугольного или квадратного сечений
Охлаждаемая оправка косовалкового стана и способ ее охлаждения
Устройство управления электрохимическими потенциалами для контроля адгезии покрытия методом катодной поляризации
Способ изготовления горячекатаных бесшовных труб
Агрегат для изготовления бесшовных труб
Способ изготовления горячедеформированных изделий
Смазочная шайба для прессования изделий и способ прессования с применением шайбы
Брикетированная графитовая смазка
Инструмент для прошивки заготовки под прессование
Стальной лист и его применение для трубы магистрального трубопровода
Способ изготовления сварных прямошовных труб прямоугольного или квадратного сечений
Охлаждаемая оправка косовалкового стана и способ ее охлаждения
Устройство управления электрохимическими потенциалами для контроля адгезии покрытия методом катодной поляризации
Способ изготовления горячекатаных бесшовных труб
Агрегат для изготовления бесшовных труб
Способ изготовления горячедеформированных изделий
Смазочная шайба для прессования изделий и способ прессования с применением шайбы
Брикетированная графитовая смазка
Инструмент для прошивки заготовки под прессование
Стальной лист и его применение для трубы магистрального трубопровода

