Результат интеллектуальной деятельности: СТАЛЬ ДЛЯ СВАРКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к стали для сварки, реализующей хорошую характеристику CTOD (к раскрытию в вершине трещины) зоны термического влияния (HAZ) во время сварки при небольшом или среднем количестве подводимого тепла; и к способу ее получения. В частности, настоящее изобретение относится к стали для сварки, реализующей хорошую характеристику CTOD зоны термического влияния, характеристику CTOD FL (линии сплавления) которой, то есть границы между сварным металлом (WM) и зоной термического влияния (HAZ), и IC зоной (межкритической зоны НAZ), то есть границы между HAZ и основным материалом (BM), где вязкость наиболее существенно ухудшается во время сварки при небольшом или среднем количестве подводимого тепла, является превосходной.
Испрашивается приоритет заявки на патент Японии № 2011-257688, поданной 25 ноября 2011 г., содержание которой включено в настоящее описание посредством ссылки.
Предшествующий уровень техники
[0002] В последнее время наряду с развитием холодных областей или подобного потребовалась сталь, которая может быть использована в жестких внешних условиях. Например, требуется высокопрочная сталь, подходящая для стальной конструкции, такой как континентальная шельфовая конструкция, используемая в холодных областях, такая как арктическое или сейсмостойкое здание. Требование к способности к раскрытию в вершине трещины (CTOD) вышеупомянутой стали, используемой в холодных областях, которая является показателем вязкости разрушения, выше, чем требование к стали в уровне техники. Хорошая характеристика CTOD требуется как для основного материала, так и для зоны термического влияния.
[0003] Характеристику CTOD зоны термического влияния (HAZ) оценивают в испытании, в котором делают надрезы в двух местах, включая FL и IC зону. Однако в настоящее время объектом для улучшения характеристики CTOD в большинстве случаев служит только FL.
[0004] Причина, предположительно, заключается в том, что в условиях, при которых температура испытания является менее суровой (например, около -10°С), при удовлетворении характеристике CTOD для FL, характеристика CTOD для IC зоны является достаточной.
[0005] Однако было установлено, что при низкой температуре испытания, составляющей -80°С, которой подвергается сталь, используемая в холодных областях, таких как Арктика, возникает проблема низкой величины CTOD для IC зоны, не вызывающая затруднений даже без ее учета. Поэтому требуется способ улучшения как характеристики CTOD FL, так и характеристики CTOD IC зоны.
[0006] Например, в Патентном документе 1 раскрыт способ, позволяющий обеспечить хорошую характеристику CTOD в сварном шве во время сварки при небольшом или среднем количестве подводимого тепла при температуре испытания, составляющей -60°С. Однако отсутствует описание характеристики CTOD для IC зоны.
[0007] В Патентном документе 2 и Патентном документе 3 раскрыт способ сохранения характеристики CTOD при температуре -60°С посредством удовлетворения параметров РCTOD и CeqH с учетом не только FL, но и IC зоны. Однако авторы настоящего изобретения установили, что при исследовании характеристики CTOD при -80°С стали, полученной на основании данного способа, нужная способность отсутствует. Кроме того, в результате подробного исследования отношения соответствия между способностью CTOD практического сварного шва при -80°С и результатами смоделированного испытания теплового цикла было установлено, что для того, чтобы удовлетворить характеристику CTOD практического сварного шва при -80°С, ТδС0,1, которая является нижней предельной температурой, при которой предельная величина CTOD больше или равна 0,1 мм в смоделированном испытании теплового цикла, должна быть меньше или равна -125°С. Кроме того, было установлено, что для того, чтобы удовлетворить условию ТδС0,1≤-125, необходимо, чтобы следующие параметры удовлетворяли РCTOD≤0,02, а CeqH≤0,225%, с описанием параметров, оговоренных в Патентном документе 2, без введения Ni и в Патентном документе 3 с введением Ni. В данном случае РCTOD представляет собой параметр, используемый для оценки стального компонента, который оказывает действие на ТδС0,1 (FL), представляющий характеристику CTOD FL, а CeqH представляет собой параметр, используемый для оценки стального компонента, который оказывает действие на характеристику CTOD через твердость IC зоны.
РCTOD=[C]+[Cu]/22+[Ni]/67+[V]/3 … Выражение 1
CeqH=[C]+[Si]/4,16+[Mn]/14,9+[Cu]/12,9+[Ni]/105+[V]/1,82 … Выражение 2
В уравнениях каждый элемент представляет содержание (масс.%) элемента в стали.
Однако в данном случае, поскольку ограниченные величины РCTOD и CeqH невелики, необходимо, чтобы количество элемента сплава, который может быть введен, было существенно ограничено. Поэтому высокая прочность стальной плиты толщиной от 6 мм до 100 мм, которую обычно используют в качестве материала для конструкций, не может быть достигнута. Высокая прочность, описанная в настоящем изобретении, означает предел текучести (YS) более или равный 355 Н/мм2, и прочность на растяжение (TS) более или равную 480 Н/мм2. Толщина предпочтительно составляет от 12 мм до 80 мм, предел текучести составляет от 400 Н/мм2 до 550 Н/мм2, а прочность на растяжение меньше или равна 610 Н/мм2.
Для использования в настоящей конструкции более предпочтительно, чтобы толщина составляла от 30 мм до 60 мм, предел текучести составлял от 420 Н/мм2 до 500 Н/мм2, а прочность на растяжение составляла менее или была равна 570 Н/мм2. Несмотря на то, что под сталью подразумевается как стальная плита, так и стальная труба, вышеизложенное относится к стальной плите.
[0008] Между тем, например, в Патентном документе 4 раскрыт способ улучшения характеристики CTOD при низкой температуре в результате введения В. Раскрыт способ улучшения характеристики CTOD посредством регулирования количества вводимого В на уровне от 0,0005% до 0,0020%. Однако целевым свойством Патентного документа 4 является характеристика CTOD при -30°С и -50°С. Что касается стали, полученной на основании данного способа, когда авторы настоящего изобретения исследовали характеристику CTOD при температуре окружающей среды -80°С в условиях дуговой сварки под флюсом (SAW), подразумеваемой в настоящем изобретении, необходимое свойство отсутствовало.
[0009] Кроме того, например, в Патентном документе 5 раскрыт способ улучшения вязкости HAZ в результате введения от 0,0003% до 0,003% В и регулирования количества В в твердом растворе на уровне 0%. Однако данный способ предполагает сварку при большом количестве подводимого тепла, и его целевым свойством является вязкость HAZ при -20°С. Что касается стали, полученной на основании данного способа, когда авторы настоящего изобретения исследовали характеристику CTOD при температуре окружающей среды -80°С в условиях дуговой сварки под флюсом (SAW), подразумеваемой в настоящем изобретении, необходимое свойство отсутствовало.
Документы, относящиеся к известному уровню техники
Патентные документы
Патентный документ 1: нерассмотренная заявка на патент Японии, первая публикация №2007-002271.
Патентный документ 2: нерассмотренная заявка на патент Японии, первая публикация №2010-248590.
Патентный документ 3: международная публикация заявки РСТ WO 2010/134323А1.
Патентный документ 4: нерассмотренная заявка на патент Японии, первая публикация № Н09-1303.
Патентный документ 5: международная публикация заявки РСТ WO 2009/072559А1.
Раскрытие изобретения
Задачи, решаемые изобретением
В HAZ FL подвергают термической истории при самой высокой температуре во время сварки, а IC зону подвергают термической истории при высокой температуре, близкой к температуре плавления, во время многослойной сварки, а затем подвергают термической истории при температуре несколько выше, чем температура Ас1 (температура фазового превращения α→γ во время нагревания). В обеих зонах характеристика CTOD, в частности, проявляет тенденцию к ухудшению. В FL, подвергнутой термической истории при высокой температуре, вязкость ухудшается в результате укрупнения микроструктуры. Поэтому считается, что придание тонкости и равномерности микроструктуре является эффективным. Кроме того, как в FL, так и в IC зоне важно уменьшить большие неметаллические включения, вызывающие трещины. Считается, что для уменьшения неметаллических включений эффективным является снижение содержания О (кислорода в стали). Однако, с другой стороны, при снижении содержания О количество внутрикристаллитного феррита (IGF) снижается, что может вызвать ухудшение характеристики CTOD.
[0012] Что касается вышеописанных проблем, как упомянуто выше, существует потребность в высокопрочной стали для сварки, характеристика CTOD FL и характеристика CTOD (вязкость разрыва) IC зоны которой при -80°С удовлетворяли бы требуемым величинам. Целью настоящего изобретения является разработка высокопрочной стали для сварки, характеристика CTOD FL и характеристика CTOD IC зоны (вязкость разрыва) которой при -80°С удовлетворяли бы требуемым величинам во время многослойной сварки при небольшом или среднем количестве подводимого тепла.
Небольшое или среднее количество подводимого тепла означает, например, количество подводимого тепла, составляющее примерно от 1,5 кДж/мм до 5,0 кДж/мм при толщине 50 мм.
Способы решения поставленной задачи
[0013] Авторы настоящего изобретения исследовали условие, при котором удовлетворяется прочность основного материала в виде высокопрочной стали и удовлетворяются характеристики CTOD при -80°С FL и IC зоны, которые представляют собой охрупченные зоны HAZ стали, подвергнутой сварке при небольшом или среднем количестве подводимого тепла (например, от 1,5 кДж/мм до 5,0 кДж/мм при толщине 50 мм).
[0014] В результате было установлено, что посредством снижения содержания О и подавления структуры границ крупных зерен, которая формируется в FL термической истории во время сварки для увеличения доли IGF, характеристика CTOD может быть существенно улучшена. Вышеупомянутый IGF относится к игольчатому ферриту, который формируется в виде лепестков с использованием оксидов Ti в предыдущих аустенитных зернах HAZ в качестве ядра (которое формируется для увеличения периферии вокруг оксидов Ti). Поскольку средний размер зерен IGF составляет 10 мкм или менее и является мелким, измельчающее зерно действие обеспечивается самим IGF. Кроме того, формирование большого количества IGF подавляет формирование крупной структуры, которая формируется из границ зерен и вредна для вязкости, что приводит к уменьшению эффективного размера зерен. В результате IFG существенно способствует улучшению характеристики CTOD.
[0015] Кроме того, было установлено, что введение В является наиболее эффективным в качестве способа увеличения доли IFG. Известно, что в результате введения В температура фазового превращения стали снижается, обеспечивая получение тонкой и равномерной структуры. Однако отсутствуют примеры, иллюстрирующие достаточное введение В для улучшения способностей CTOD при -80°С по следующим причинам: (i) состояние существования В, способного оказывать действие при небольшом добавляемом количестве, меняется в результате связывания с таким элементом, как N или О, присутствующим в стали, поэтому бывают случаи, когда желаемое действие не достигается; и (ii) особенно во время сварки при небольшом или среднем количестве подводимого тепла, когда количество подводимого тепла составляет 1,5 кДж/мм или менее, а скорость охлаждения после сварки высока, бывают случаи, когда характеристики CTOD могут ухудшиться наряду с повышением твердости HAZ в результате введения В. Авторы настоящего изобретения установили, что для сохранения желаемой высокой характеристики CTOD (вязкости разрушения) эффективным является контроль (i) с использованием параметра, способного сохранить количество В, то есть эффективного количества В, необходимого для обеспечения присутствия В в стали в состоянии твердого раствора и оказания желаемого действия; и контроль (ii) с использованием параметра, включающего количество В и количество С.
[0016] Кроме того, авторы настоящего изобретения установили, что для более эффективного использования вышеописанного действия В действенным является содержание в стали мелких оксидов Ti.
[0017] Настоящее изобретение было совершено на основании описанных выше открытий с использованием следующих мер для решения описанных выше задач и достижения описанной выше цели.
(1) Иными словами, согласно аспекту настоящего изобретения разработана сталь для сварки, включающая в качестве компонентов, в масс.%, С: в количестве от 0,015% до 0,045%; Si: в количестве от 0,05% до 0,20%; Mn: в количестве от 1,6% до 2,5%; Ni: в количестве от 0,1% до 1,0%; Ti: в количестве от 0,005% до 0,015%; B: в количестве от 0,0003% до 0,0015%; N: в количестве от 0,002% до 0,006%; O: в количестве от 0,0015% до 0,0035%; P: количество Р ограничено до 0,008% или менее; S: количество S ограничено до 0,005% или менее; Al: количество Al ограничено до 0,004% или менее; Nb: количество Nb ограничено до 0,004% или менее; Cu: количество Cu ограничено до 0,5% или менее; V: количество V ограничено до 0,02% или менее, и баланс, состоящий из Fe и неизбежных загрязняющих примесей, в которой РCTOD в следующем выражении 1 меньше или равно 0,065%, CeqH в следующем выражении 2 меньше или равно 0,225%, FB в следующем выражении 3 больше или равно 0,0003%, а Вр в следующем выражении 4 составляет от 0,09% до 0,30%, при этом в центральной части толщины сечения в направлении толщины количество оксидных частиц, имеющих диаметр эквивалентной окружности 2 мкм или больше, меньше или равно 20 частицам/мм2, а количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, составляет от 1,0Ч103 частиц/мм2 до 1,0Ч105 частиц/мм2,
где:
РCTOD=[C]+[Cu]/22+[Ni]/67+[V]/3 … Выражение 1;
CeqH=[C]+[Si]/4,16+[Mn]/14,9+[Cu]/12,9+[Ni]/105+[V]/1,82 … Выражение 2;
FB=[B]-0,77×([N]-0,29×([Ti]-2×([O]-0,89×[Al]))) … Выражение 3; и
Вр=(884×[C]×(1-0,3×[С]2)+294)×FB … Выражение 4;
при этом в том случае, когда О′ означает O′=[O]-0,89×[Al], если O′≤0, то O′=0,
в том случае, когда Ti′ означает Ti′=[Ti]-2O′, если Ti′≤0, то Ti′=0,
в том случае, когда N′ означает N′=[N]-0,29×Ti′, если N′≤0, то N′=0, и
в том случае, когда FB≤0, FB=0.
[0018] (2) В стали для сварки по п.(1) содержание Cu может составлять менее или быть равно 0,03%.
[0019] (3) В стали для сварки по пп.(1) или (2) содержание В может составлять более или быть равно 0,0006%.
[0020] Как описано выше, в стали согласно настоящему изобретению характеристики CTOD FL и IC зоны, где вязкость наиболее существенно ухудшается во время сварки, такой как многослойная сварка или сварка при небольшом или среднем количестве подводимого тепла, чрезвычайно высоки, в результате чего достигается наилучшая вязкость разрушения. Благодаря этому может быть получена высокопрочная сталь для сварки, подходящая для континентальной шельфовой конструкции, сейсмостойкого здания или подобного, реализующая высокую характеристику CTOD в жестких внешних условиях.
Краткое описание чертежей
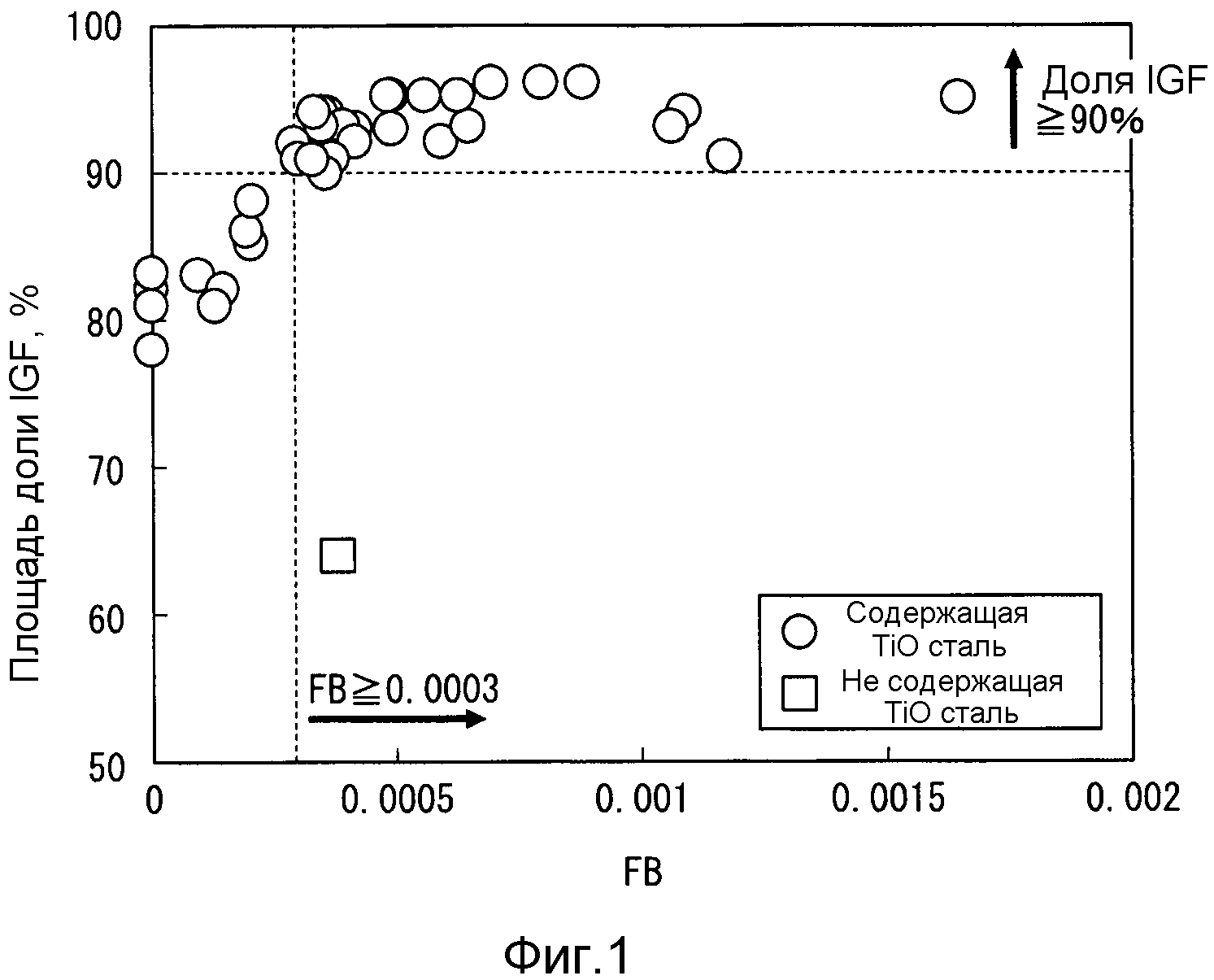
[0021] ФИГ.1 представляет собой диаграмму, иллюстрирующую связь между FB и долей IGF FL сварного шва.
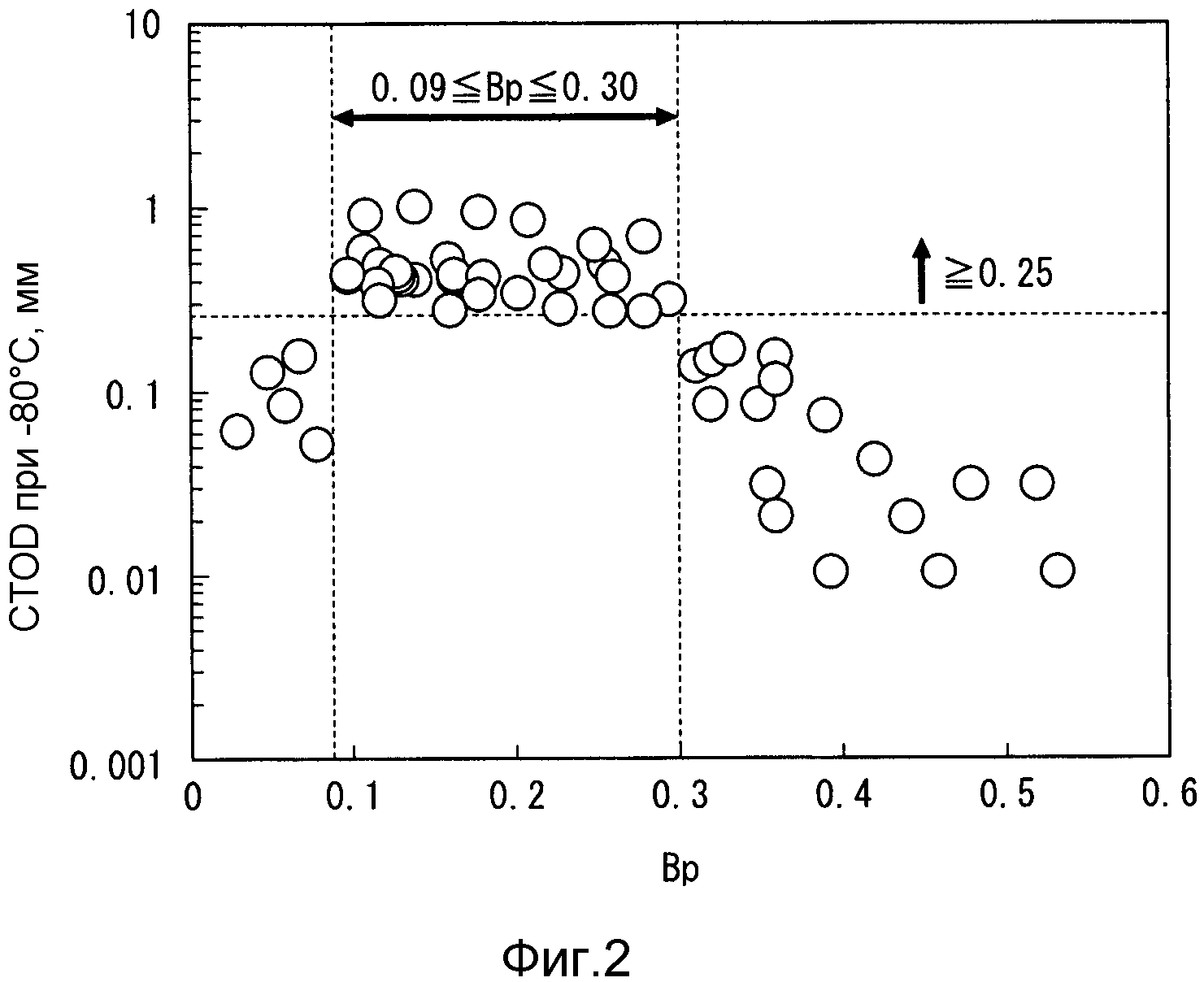
Фиг.2 представляет собой диаграмму, иллюстрирующую связь между Вр и минимальной величиной характеристики CTOD сварного шва для FL при -80°С.
Варианты воплощения изобретения
[0022] Согласно варианту воплощения настоящего изобретения, как описано выше, с целью улучшения микроструктуры FL вводят В. В сегрегируется на бывших границах аустенитных зерен и оказывает действие по снижению энергии границ зерен, существенно замедляя ферритное превращение стали. Поэтому грубая структура, такая как феррит, которая формируется из границ зерен структуры HAZ, включая крупные аустенитные зерна, подавляется. Далее, благодаря использованию В в комбинации с методом использования неметаллических включений на основе оксидов, представленных оксидами Ti в виде ядер превращения внутрикристаллитного феррита (IGF), микроструктура FL существенно улучшается. Данный процесс осуществляют с целью увеличения содержания IGF благодаря подавлению зернограничного превращения, ускоряя ферритное превращение, начиная от неметаллических включений на основе оксидов, присутствующих на границах зерен в виде ядер превращения, растворяемым В. Необходимо уменьшить количество крупных включений, поскольку крупные включения становятся источником трещин, поэтому мелкие включения являются предпочтительными в качестве ядер превращения.
[0023] Для достижения описанного выше действия необходимо, чтобы В в растворе (эффективный В; FB) оставался в стали, содержащей заданное количество неметаллических включений на основе оксидов в качестве ядер внутрикристаллитного превращения. Однако с другой стороны, действие по замедлению ферритного превращения по границам зерен, полученных в результате введения В, предполагает улучшение прокаливаемости. Поэтому твердость FL повышается благодаря улучшению твердой структуры, вызванному повышением прокаливаемости, из-за чего возникает опасность ухудшения вязкости разрушения. Поэтому, как описано ниже, целесообразно избегать повышения твердости FL в результате введения В для сохранения требуемого количества твердорастворного В.
[0024] Было установлено, что для того, чтобы удовлетворить характеристику CTOD практического сварного шва при -80°С с сохранением В, присутствующего в стали в твердорастворном состоянии (эффективный В), необходимо эффективно использовать результаты введения В по улучшению и униформизации микроструктуры FL, параметр FВ, который определяется с помощью уравнения 3 и представляет собой количество эффективного В, и параметр В Вр, который определяют с помощью уравнения 4 как параметр, позволяющий избежать повышения твердости HAZ, вызванного В.
FB=[B]-0,77×([N]-0,29×([Ti]-2×([O]-0,89×[Al]))) … Выражение 3
при этом в том случае, когда O′=[O]-0,89×[Al]′≤0, то O′=0;
в том случае, когда Ti′=[Ti]-2O′≤0, то Ti′=0,
в том случае, когда N′=[N]-0,29×Ti′≤0, то N′=0, и
в том случае, когда FB=[B]-0,77×N′≤0, то FB=0.
Вр=(884×[C]×(1-0,3×[С]2)+294)×FB … Выражение 4
В описанных выше уравнениях каждый элемент представляет количество (масс.%) элемента в стали.
Выражение 3 представляет собой выражение для расчета количества твердорастворного В (количество эффективного В; FB) в стали, получаемого на основании стехиометрического соотношения с учетом величины связующей способности между элементами. В том случае, если количество FB, рассчитанное согласно данному уравнению, больше или равно 0,0003%, то есть если количество эффективного В больше или равно 0,0003%, В, как и ожидается, подавляет структуру границы крупных зерен. В результате в окружающей среде, в которой IGF может быть сформирован из оксидов Ti в стали, как проиллюстрировано на ФИГ. 1, доля IGF в FL составляет больше или равна 90%. Вр является эмпирическим выражением, полученным на основании анализов ряда лабораторных сортов литой стали и параметризованным (максимальной твердостью, выведенной из количества С) × (введенный FB). Чем выше количество FB, тем выше твердость HAZ. В частности, FB в основном влияет на характеристику CTOD при чрезвычайно низкой температуре, как в данном варианте воплощения. Авторы настоящего изобретения установили, что, как проиллюстрировано на ФИГ. 2, в том случае, если количество Вр больше 0,30%, твердость FL существенно повышается, и характеристика CTOD при -80°С не удовлетворяет желаемой величине, которая больше или равна 0,25 мм. Кроме того, в стали для сварки согласно данному варианту воплощения, в том случае, если количество FB составляет более 0,0003%, количество Вр обязательно больше или равно 0,09%. Поэтому участок, на котором количество Вр составляет менее 0,09%, представляет собой участок, на котором действие твердорастворного В, желательное в стали для сварки согласно данному варианту воплощения, не достигается. Соответственно, количество Вр контролируют на уровне, большем или равном 0,09%. Сталь, проиллюстрированная на ФИГ. 2, удовлетворяет диапазону для стали для сварки согласно данному варианту воплощения, за исключением Вр.
В том случае, если количество FB больше 0,0010%, возникает вероятность, что Вр может превысить 0,30%. Поэтому предпочтительно, чтобы верхний предел FB составлял 0,0010%.
[0025] Далее, для того, чтобы удовлетворить характеристику CTOD практического сварного шва при -80°С, важным является следующее условие: количество оксидов, имеющих диаметр эквивалентной окружности 2 мкм или более, меньше или равно 20 частицам/мм2; а количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, составляет от 1,0×103 частиц/мм2 до 1,0×105 частиц/мм2. В том случае, если количество оксидов, имеющих диаметр эквивалентной окружности 2 мкм или более, составляет более 20 частиц/мм2, оксиды вызывают трещину, и характеристика CTOD ухудшается. Кроме того, в том случае, если количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, составляет менее 1,0×103 частиц/мм2, количество оксидов Ti как ядер, используемых для формирования IGF, является недостаточным. В том случае, если количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, составляет более 1,0×105 частиц/мм2, оксиды Ti вызывают трещину. В обоих случаях характеристика CTOD ухудшается.
[0026] Как описано выше, удовлетворение как Вр, так и FB способствует дальнейшему улучшению микроструктуры с одновременным подавлением существенного повышения твердости FL. Кроме того, было установлено, что важным является контроль оксида. В результате было установлено, что при использовании стали, содержащей компоненты и оксид в указанных диапазонах согласно данному варианту воплощения, Вр и FB удовлетворяются; РCTOD≤0,065%, который необходим для сохранения характеристики CTOD при -60°С, удовлетворяется; количество оксидов, имеющих диаметр эквивалентной окружности 2 мкм или более, меньше или равно 20 частиц/мм2, а количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, которые присутствуют в стали в качестве ядер превращения, составляет от 1,0×103 частиц/мм2 до 1,0×105 частиц/мм2, тем самым удовлетворяя характеристику CTOD FL при -80°С. РCTOD больше или равно 0,016% в диапазоне состава каждого элемента, описанного ниже.
[0027] С другой стороны, в жестких внешних условиях, когда температура испытания составляет -80°С, как описано выше, даже в том случае, если характеристика CTOD FL удовлетворяет желаемой величине, характеристика CTOD IC зоны может не удовлетворять желаемой величине. Поэтому авторы настоящего изобретения исследовали IC зону. В результате было установлено, что регулирование количества оксидов, имеющих диаметр эквивалентной окружности 2 мкм или более на уровне 20 частиц/мм2 или менее, и удовлетворение условия CeqH≤0,225% обеспечивает удовлетворение характеристики CTOD при -80°С. В данном случае CeqH больше или равно 0,135% в диапазоне состава каждого элемента, описанного ниже.
[0028] Далее описана причина ограничения стали для сварки согласно данному варианту воплощения. Вначале описана причина ограничения состава стали для сварки согласно данному варианту воплощения. В следующем описании состава «%» означает «масс.%».
С: от 0,015% до 0,045%.
С представляет собой элемент, используемый для достижения прочности; содержание С составляет 0,015% или более. Для того, чтобы получить высокую прочность при низких затратах, содержание С предпочтительно составляет 0,018% или более, или 0,020% или более, 0,025% или более, или 0,030% или более. С другой стороны, в том случае, если содержание С составляет более 0,045%, свойства HAZ ухудшаются, и характеристика CTOD при -80°С не может быть удовлетворена. Поэтому верхний предел содержания С устанавливают на уровне 0,045%. Для получения более высокой характеристики CTOD содержание С предпочтительно составляет менее 0,042% или менее 0,040%.
[0029] Si: от 0,05% до 0,20%.
С точки зрения достижения характеристики CTOD, чем меньше содержание Si, тем лучше. Однако с точки зрения раскисления содержание Si устанавливают на уровне 0,05% или более. Содержание Si предпочтительно составляет 0,08% или более, или 0,10% или более. Однако в том случае, если содержание Si составляет более 0,20%, характеристика CTOD FL ухудшается. Поэтому верхний предел содержания Si устанавливают на уровне 0,20%. Для получения более высокой характеристики CTOD содержание Si предпочтительно составляет 0,18% или менее или 0,15% или менее.
[0030] Mn: от 1,6% до 2,5%.
Mn представляет собой недорогой элемент, оказывающий действие по регулированию микроструктуры, подавлением превращения от границ зерен, что опасно для характеристики CTOD, и несколько ухудшает характеристику CTOD. Поэтому предпочтительным является повышение количества вводимого Mn. В том случае, если содержание Mn составляет менее 1,6%, действие по регулированию микроструктуры является недостаточным. Поэтому нижний предел содержания Mn устанавливают на уровне 1,6%. Нижний предел предпочтительно составляет 1,7%, более предпочтительно - 1,8%. С другой стороны, в том случае, если содержание Mn превышает 2,5%, прокаливаемость FL может оказаться слишком высокой или твердость ICHAZ может быть повышена. В результате, характеристика CTOD ухудшается. Поэтому верхний предел содержания Mn устанавливают на уровне 2,5%. Верхний предел предпочтительно составляет 2,3%, более предпочтительно - 2,2%, а еще более предпочтительно - 2,0%.
[0031] Р: 0,008% или менее.
Р содержится в виде неизбежной загрязняющей примеси и ухудшает вязкость стали во время сегрегации на границах зерен. Чем ниже содержание Р, тем лучше. Однако, поскольку в промышленном производстве существует предел, верхний предел содержания Р устанавливают на уровне 0,008%. Для получения более высокой характеристики CTOD содержание Р предпочтительно составляет 0,005% или менее. Р представляет собой неизбежную загрязняющую примесь, поэтому нижний предел содержания Р составляет 0%.
[0032] S: 0,005% или менее.
S содержится в виде неизбежной загрязняющей примеси. С точки зрения вязкости и характеристики CTOD основного металла, чем ниже содержание S, тем лучше. Однако, поскольку в промышленном производстве существует предел, содержание S предпочтительно составляет 0,003% или менее или 0,002 или менее. S представляет собой неизбежную загрязняющую примесь, поэтому нижний предел содержания S составляет 0%.
[0033] Ni: от 0,1% до 1,0%.
Ni представляет собой эффективный элемент, поскольку Ni вызывает небольшое ухудшение характеристики CTOD, эффективно улучшает прочность основного металла и вызывает небольшое повышение твердости ICHAZ. Однако Ni является дорогостоящим элементом, что приводит к удорожанию. Поэтому содержание Ni устанавливают на уровне 1,0% или менее. Содержание Ni предпочтительно составляет 0,8% или менее, более предпочтительно - 0,7% или менее или 0,6% или менее, а еще более предпочтительно - 0,5% или менее или 0,45% или менее. С другой стороны, для получения эффекта при введении Ni нижний предел содержания Ni устанавливают на уровне 0,1% или менее. С целью более эффективного использования действия Ni предпочтительным является введение 0,2% Ni или более, более предпочтительно - введение 0,25% Ni или более. В том случае, если предпочтительным является улучшение прочности основного металла, а не повышение стоимости сплава, может быть введено 0,4% или более, 0,5% или более, или 0,6% или более Ni.
[0034] Al: 0,004% или менее.
С точки зрения формирования оксида Ti для получения IGF, чем меньше содержание Al, тем лучше. Поэтому верхний предел содержания Al устанавливают на уровне 0,004%. Для получения большего количества IGF и более высокой характеристики CTOD содержание Al предпочтительно составляет 0,003% или менее или 0,002% или менее. Нижний предел содержания Al составляет 0%.
[0035] Ti: 0,005% до 0,015%.
Ti формирует оксиды Ti и улучшает микроструктуру. Однако при избыточном содержании Ti в FL формируется крупный TiС, и характеристика CTOD ухудшается. Кроме того, в IC зоне в результате формирования TiС может сформироваться твердая структура, или TiС может вызвать трещину. Поэтому соответствующий диапазон содержания Ti составляет от 0,005% до 0,015%. С целью более эффективного использования действия Ti содержание Ti предпочтительно составляет 0,007% или более и более предпочтительно - 0,008% или более. С другой стороны, с целью дальнейшего улучшения характеристики CTOD содержание Ti предпочтительно составляет 0,013% или менее.
[0036] Nb: 0,004% или менее.
Nb эффективен с точки зрения прочности и вязкости основного металла и опасен для характеристики CTOD FL. Поэтому содержание Nb ограничено до 0,004% или менее, то есть до диапазона, при котором характеристика CTOD существенно не ухудшается. Однако с целью дальнейшего улучшения характеристики CTOD содержание Nb предпочтительно ограничивают до 0,003% или менее, или 0,002 или менее и более предпочтительно ограничивают до 0,001% или менее. Нижний предел содержания Nb составляет 0%.
[0037] B: от 0,0003% до 0,0015%.
В представляет собой элемент, который сегрегируется на границах прежних аустенитных зерен HAZ и оказывает действие по подавлению грубой структуры границ зерен, что опасно для характеристики CTOD, а также оказывает действие по униформизации микроструктуры FL. Поэтому содержание В устанавливают на уровне 0,0003% или более. Однако для более эффективного использования действия В содержание В предпочтительно составляет 0,0004% или более или 0,0006% или более. С другой стороны, существует опасность, что в результате избыточного введения В твердость FL может существенно повыситься, а характеристика CTOD может ухудшиться. Поэтому верхний предел содержания В устанавливают на уровне 0,0015%. С целью дальнейшего улучшения характеристики CTOD FL содержание В предпочтительно составляет 0,0013% или менее или 0,0011% или менее.
[0038] N: от 0,002% до 0,006%.
N необходим для формирования нитрида Ti. Однако в том случае, если содержание N составляет менее 0,002%, действие N является слабым. Поэтому нижний предел содержания N устанавливают на уровне 0,002%. Для более эффективного использования действия N нижний предел содержания N предпочтительно устанавливают на уровне 0,0025%, более предпочтительно устанавливают на уровне 0,003%. С другой стороны, в том случае, если содержание N составляет более 0,006%, формируются крупные нитриды Ti, которые вызывают трещины, в результате чего характеристика CTOD ухудшается. Поэтому верхний предел содержания N устанавливают на уровне 0,006%. Для получения лучшей характеристики CTOD содержание N предпочтительно составляет 0,005% или менее. Содержание N предпочтительно составляет 0,0045% или менее или 0,004% или менее.
[0039] O: от 0,0015% до 0,0035%.
C точки зрения формирования оксидов Ti в качестве ядер для формирования IGF FL содержание О устанавливают на уровне 0,0015% или более. Для эффективного использования действия О содержание N предпочтительно составляет 0,0020% или более. Однако в том случае, если содержание О является избыточным, размер и количество оксидов также являются избыточными, в результате чего характеристика CTOD FL и IC зоны ухудшается. Поэтому верхний предел содержания О устанавливают на уровне 0,0035%. Для получения лучшей характеристики CTOD содержание О предпочтительно составляет 0,0030% или менее и более предпочтительно 0,0028% или менее или 0,026% или менее.
[0040] Вышеописанные элементы являются существенными для стали для сварки согласно данному варианту воплощения, также эффективным является введение следующих элементов в рамках диапазона, не ухудшающего действие описанных выше элементов.
[0040] Cu: 0,5% или менее.
Cu представляет собой эффективный элемент, поскольку Cu оказывает действие по улучшению прочности основного металла и вызывает небольшое повышение твердости ICHAZ. Однако в том случае, если содержание Cu составляет более 0,5%, Cu способствует формированию мартенситно-аустенитной (М-А) составляющей и подавляет ее разложение, что приводит к ухудшению характеристики CTOD FL. Соответственно, ограниченный диапазон содержания Cu устанавливают на уровне 0,5% или менее, то есть в диапазоне, который не ухудшает способность CTOD. Однако для получения более высокой характеристики CTOD содержание Cu предпочтительно составляет 0,3% или менее или 0,1% или менее. Для сохранения более стабильной характеристики CTOD предпочтительно, чтобы содержание Cu было ограничено до 0,05% или менее или 0,03% или менее. Нижний предел содержания Cu составляет 0%.
[0042] V: 0,02% или менее.
V представляет собой эффективный элемент для улучшения прочности основного металла. Однако в том случае, если содержание V составляет более 0,02%, характеристика CTOD ухудшается. Поэтому верхний предел содержания V устанавливают на уровне 0,02% или менее, то есть в диапазоне, который не ухудшает способность CTOD. Для сохранения более стабильной характеристики CTOD содержание V предпочтительно составляет 0,01%. Нижний предел содержания V составляет 0%.
[0043] Сталь для сварки согласно данному варианту воплощения содержит описанные выше компоненты либо их количество ограничивают, а также содержит баланс, включающий Fe и неизбежные загрязняющие примеси. Однако, помимо описанных выше компонентов, сталь для сварки согласно данному варианту воплощения может содержать другие легирующие элементы с целью дальнейшего улучшения сопротивления коррозии и горячей обрабатываемости самой стали или в качестве неизбежных загрязняющих примесей, поступающих из вспомогательных сырьевых материалов, таких как скрап. Однако с целью реализации достаточной степени описанного выше действия (такого как улучшение вязкости основного материала) описанных выше компонентов (таких как Ni) предпочтительно ограничивать соответствующие легирующие элементы (Сr, Mo, Ca, Mg, Sb, Sn, As и REM) следующим образом. Количество каждого из легирующих элементов составляет 0%. Даже при намеренном добавлении таких элементов данные элементы могут рассматриваться как неизбежные загрязняющие примеси при условии, что вводимые их количества находятся в рамках описанных ниже диапазонов.
[0044] Поскольку Cr влияет на способность CTOD, содержание Cr предпочтительно составляет 0,1% или менее, более предпочтительно - 0,05% или менее и наиболее предпочтительно - 0,02% или менее. Нижний предел содержания Cr составляет 0%.
Поскольку Мо влияет на способность CTOD, содержание Мо предпочтительно составляет 0,05% или менее, более предпочтительно - 0,03% или менее и наиболее предпочтительно - 0,01% или менее. Нижний предел содержания Мо составляет 0%.
[0045] Поскольку Cа оказывает действие по подавлению формирования оксидов Ti, содержание Ca предпочтительно составляет менее 0,0003%, а более предпочтительно - менее 0,0002% или менее 0,0001%. Нижний предел содержания Cа составляет 0%.
Поскольку Mg оказывает действие по подавлению формирования оксидов Ti, содержание Mg предпочтительно составляет менее 0,0003%, а более предпочтительно - менее 0,0002% или менее 0,0001%. Нижний предел содержания Mg составляет 0%.
[0046] Поскольку Sb влияет на способность CTOD, содержание Sb предпочтительно составляет 0,005% или менее, более предпочтительно - 0,003% или менее и наиболее предпочтительно - 0,001% или менее. Нижний предел содержания Sb составляет 0%.
Поскольку Sn влияет на способность CTOD, содержание Sn предпочтительно составляет 0,005% или менее, более предпочтительно - 0,003% или менее и наиболее предпочтительно - 0,001% или менее. Нижний предел содержания Sn составляет 0%.
Поскольку As влияет на способность CTOD, содержание As предпочтительно составляет 0,005% или менее, более предпочтительно - 0,003% или менее и наиболее предпочтительно - 0,001% или менее. Нижний предел содержания As составляет 0%.
Поскольку REM (редкоземельный металл) оказывает действие по подавлению формирования оксидов Ti, содержание REM предпочтительно составляет 0,005% или менее, более предпочтительно - 0,003% или менее и наиболее предпочтительно - менее 0,002% или менее 0,001%. Помимо описанных выше элементов, сталь для сварки согласно данному варианту воплощения может содержать загрязняющие примеси, неизбежно примешиваемые к ней во время процесса производства или подобное в рамках диапазона, не ухудшающего характеристики данного варианта воплощения. Однако предпочтительно, чтобы сталь для сварки согласно данному варианту воплощения не содержала загрязняющих примесей. Нижний предел загрязняющих примесей составляет 0%.
[0047] Даже при ограничении компонентов стали согласно приведенному выше описанию желаемое действие не может быть достигнуто без соответствующего способа получения. Поэтому при получении стали для сварки согласно данному варианту воплощения предпочтительными являются следующие производственные условия.
[0048] Предпочтительным является получение стали для сварки согласно данному варианту воплощения способом непрерывной разливки. Причина заключается в следующем. Согласно данному способу скорость охлаждения при затвердевании расплавленной стали высока, что позволяет избежать формирования крупных оксидов, которые вызывают трещины. В результате большее количество мелких оксидов Ti может быть сформировано в металле. В способе получения стали для сварки согласно данному варианту воплощения предпочтительно, чтобы средняя скорость охлаждения центральной части сляба примерно от точки затвердения до 800°С составляла более или была равна 5°С/мин. Это вызвано необходимостью получения 20 частиц/мм2 оксидов, имеющих диаметр эквивалентной окружности 2 мкм или более, в стали, и получения от 1,0×103 частиц/мм2 до 1,0×105 частиц/мм2 оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм. В том случае, если скорость охлаждения сляба составляет менее 5°С/мин, получение мелких оксидов становится затруднительным, и количество крупных оксидов увеличивается. С другой стороны, даже в том случае, если средняя скорость охлаждения составляет более 50°С/мин, количество мелких оксидов Ti не увеличивается, а возрастает стоимость производства. Поэтому средняя скорость охлаждения может составлять 50°С/мин или менее.
Величина средней скорости охлаждения центральной части сляба может быть получена в результате расчета величины теплопередачи после измерения скорости охлаждения поверхности сляба. Кроме того, средняя скорость охлаждения также может быть получена в результате расчета величины теплопередачи после измерения температуры литья и количества охлаждающей воды.
[0049] Во время прокатки сляба температура повторного нагревания (температура нагревания) предпочтительно составляет от 950°С до 1100°С. В том случае, если температура повторного нагревания составляет более 1100°С, нитриды Ti укрупняются, вязкость основного металла ухудшается и действие по улучшению характеристики CTOD снижается. Кроме того, в том случае, если температура повторного нагревания составляет менее 950°С, прокатная нагрузка повышается, что существенно снижает производительность. Поэтому нижний предел температуры повторного нагревания предпочтительно устанавливают на уровне 950°С. С точки зрения сохранения вязкости основного металла и производительности температура повторного нагревания предпочтительно составляет от 950°С до 1100°С. Однако при необходимости получения более высокой вязкости основного металла температура повторного нагревания более предпочтительно составляет от 950°С до 1050°С.
[0050] После повторного нагревания данный способ предпочтительно включает термомеханическую обработку. Это объясняется тем, что даже в том случае, если сталь реализует высокую способность CTOD, при недостаточной вязкости основного металла она не может быть использована в качестве стали для сварки. Термомеханическая обработка представляет собой обработку, включающую регулирование температуры прокатки до соответствующего диапазона в соответствии с компонентами стали, а затем необязательное осуществление охлаждения водой или подобное. В результате, прочность стали и ее вязкость могут быть улучшены. В качестве условия термомеханической обработки предпочтительно, чтобы совокупное обжатие при прокатке в диапазоне нерекристаллизационной температуры (от 700°С до 850°С) составляло 30% или более.
[0051] Примеры способа термомеханической обработки включают (i) контролируемую прокатку (в дальнейшем обозначаемую просто как CR), (ii) контролируемое, ускоряемое прокаткой охлаждение (CR+ACC; в дальнейшем обозначаемое просто как АСС) и (iii) контролируемое, ускоряемое прокаткой охлаждение-отпуск (CR+ACC+Т; в дальнейшем обозначаемые просто как АСС+Т). Среди перечисленных способов предпочтительным является (ii) контролируемое, ускоряемое прокаткой охлаждение. Примеры соответствующих способов термомеханической обработки описаны ниже. При осуществлении (i) контролируемой прокатки сляб нагревают при температуре от 950°С до 1100°С, прокатывают при совокупном обжатии при прокатке, составляющем 30% или более, в диапазоне нерекристаллизационной температуры (от 700°С до 850°С), а затем охлаждают на воздухе при комнатной температуре. При осуществлении (ii) контролируемого, ускоряемого прокаткой охлаждения применяют такую же методику, как и в (i) до прокатки с последующим ускоренным охлаждением с помощью устройства для охлаждения водой от 650°С или более до 500°С или менее со скоростью охлаждения 5°С/сек или более. При осуществлении (iii) контролируемого, ускоряемого прокаткой охлаждения-отпуска применяют такую же методику, как и в (ii) до ускоряемого охлаждения с последующим отпуском в термической печи при температуре от 400°С до 660°С. После термомеханической обработки даже при повторном нагревании такой стали при температуре, равной или ниже точки превращения Ar3, например, для дегидрогенизационной обработки, характеристики стали для сварки согласно окружающей среде не ухудшаются.
[0052] Примеры
Далее следует описание настоящего изобретения на основании примеров.
Сталь получают в конвертере, расплавленную сталь разливают в виде слябов, и полученные слябы подвергают термомеханической обработке в процессе получения листовой стали. В результате, получают стальные листы с различными компонентами. Затем осуществляют испытание на прочность основного металла и испытание CTOD сварного шва каждого из полученных стальных листов. Используя метод дуговой сварки под флюсом (SAW), обычно используемый во время сварных испытаний, сварное соединение осуществляют с К-образной подготовкой и количеством подводимого тепла, составляющим от 4,5 кДж/мм до 5,0 кДж/мм, таким образом, чтобы сформировать вертикальные линии сплавления (FL).
[0053] В испытании CTOD испытанию подвергают 5 образцов, имеющих размер t(толщина)×2t согласно BS7448, Part 1 (British Standard), при -80°С в условиях формирования надреза с 50% усталостной трещиной в месте, представляющем собой FL (границу между WM и HAZ) или IC (границу между HAZ и BM (основным металлом)). Желаемые минимальные и средние величины CTOD равны 0,25 мм или более.
[0054] Структуру HAZ в зоне FL травят ниталевым травителем и исследуют под оптическим микроскопом и SEM (сканирующий электронный микроскоп). Долю IGF получают, наблюдая изображение структуры в трех полях зрения с произвольным увеличением, измеряя соотношения их площадей визуальным способом и усредняя соотношения площадей.
[0055] Количество оксидов в стали измеряют следующим способом. От каждого сорта стали отбирают образец сечения центральной части в направлении толщины. Используя автоэмиссионный сканирующий электронный микроскоп (FЕ-SEM), исследуют крупные оксиды, имеющие диаметр эквивалентной окружности 2 мкм или более, для измерения их размера и количества. Что касается оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, таким же образом отбирают образец центральной части в направлении толщины. Из образца получают экстракционную реплицированную пленку, которую подвергают электролитическому полированию посредством дифференциального потенциостатического травления с использованием электролитического растворения (SPEED). Экстракционную реплицированную пленку исследуют под автоэмиссионным просвечивающим электронным микроскопом (FE-TEM) при 10000-1000000-кратном увеличении. Используя рентгеноспекрометрию на основе метода энергетической дисперсии (EDX), оксиды, весовое отношение Ti которых, полученное на основании характерных рентгеновских лучей, составляет 10% или более, принимают за Ti-содержащие оксиды. На основании полученных результатов измеряют размер и количество Ti-содержащих оксидов. В результате исследования центральной части толщины сечения каждого образца в направлении толщины в 20 или более полях зрения рассчитывают среднюю величину количества частиц оксида на единицу площади. Причина, по которой позицию для измерения выбирают в центральной части толщины, заключается в том, что на характеристику CTOD особенно сильно влияет вязкость центральной части толщины, на которую влияет пластическое ограничение. Сечение в направлении толщины представляет собой сечение, полученное в результате разрезания стали в направлении толщины (направление от передней поверхности до задней поверхности стального листа).
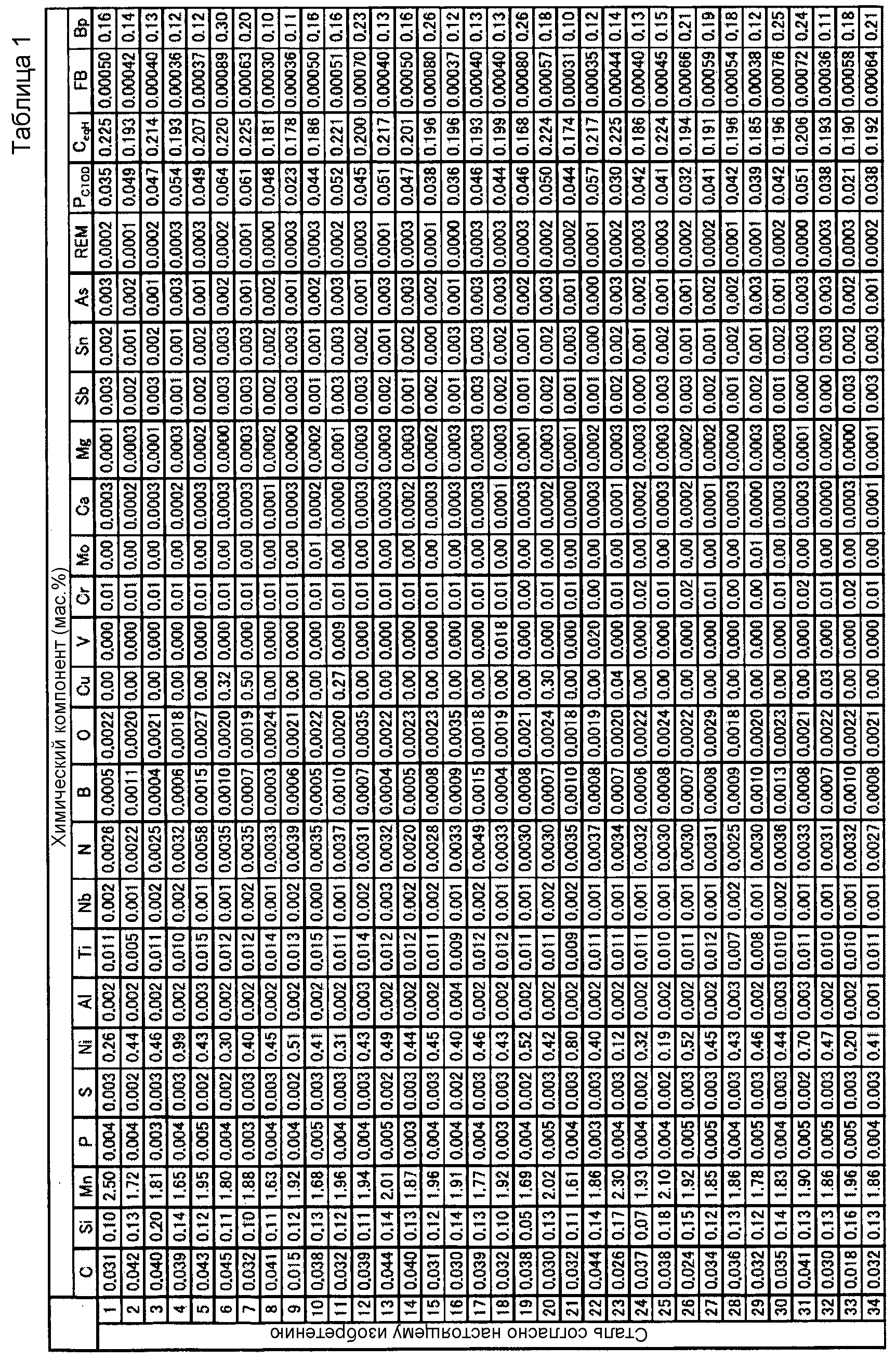
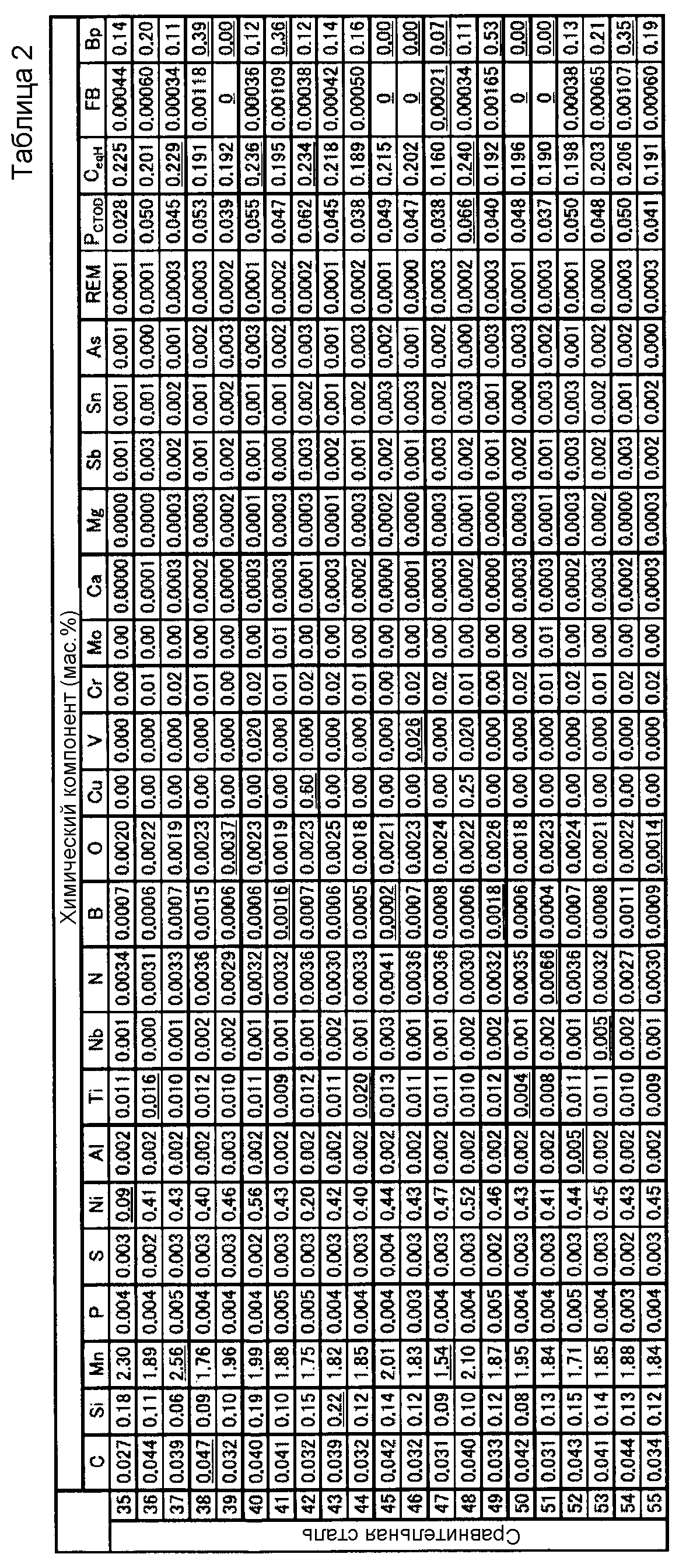
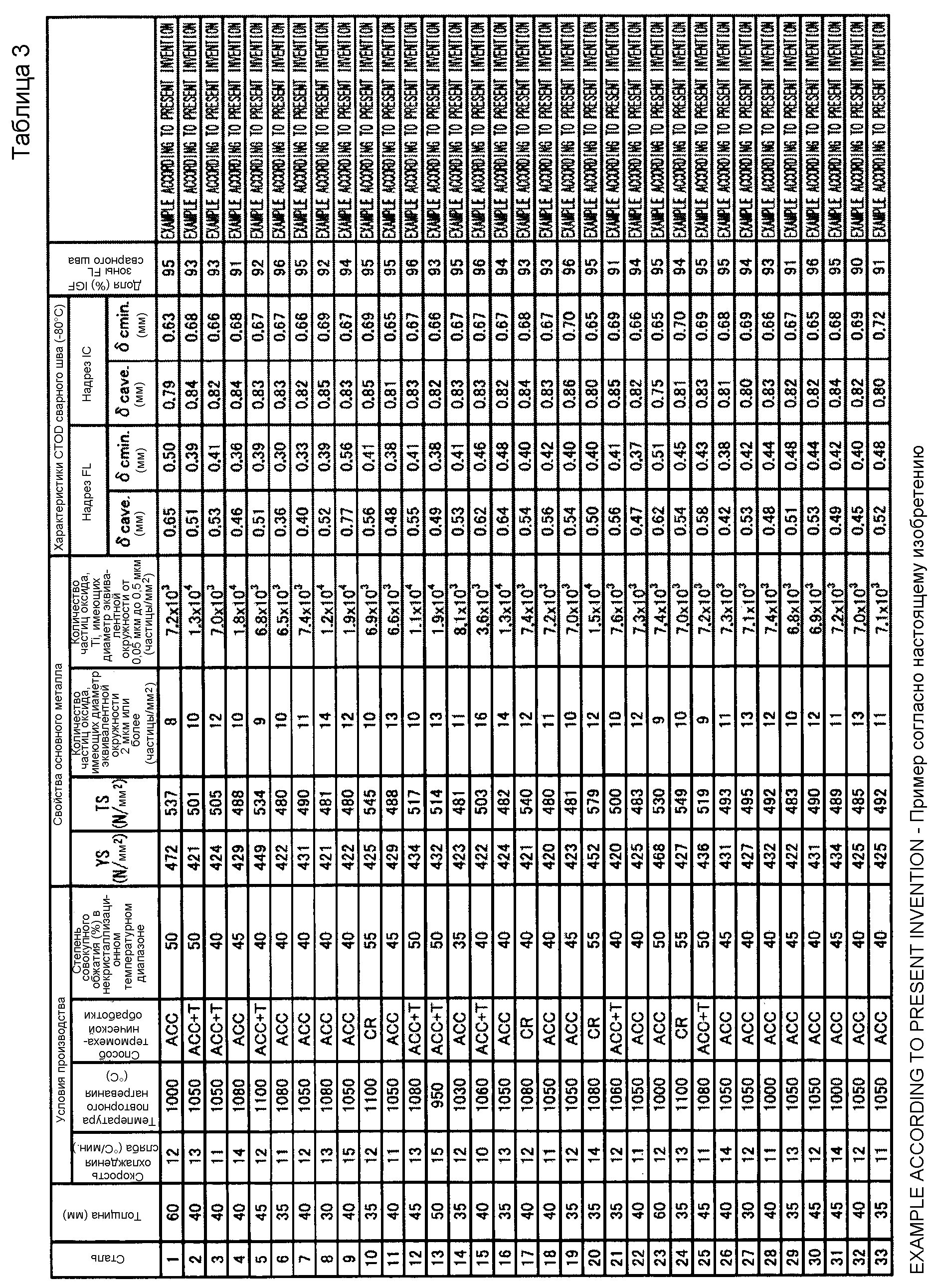
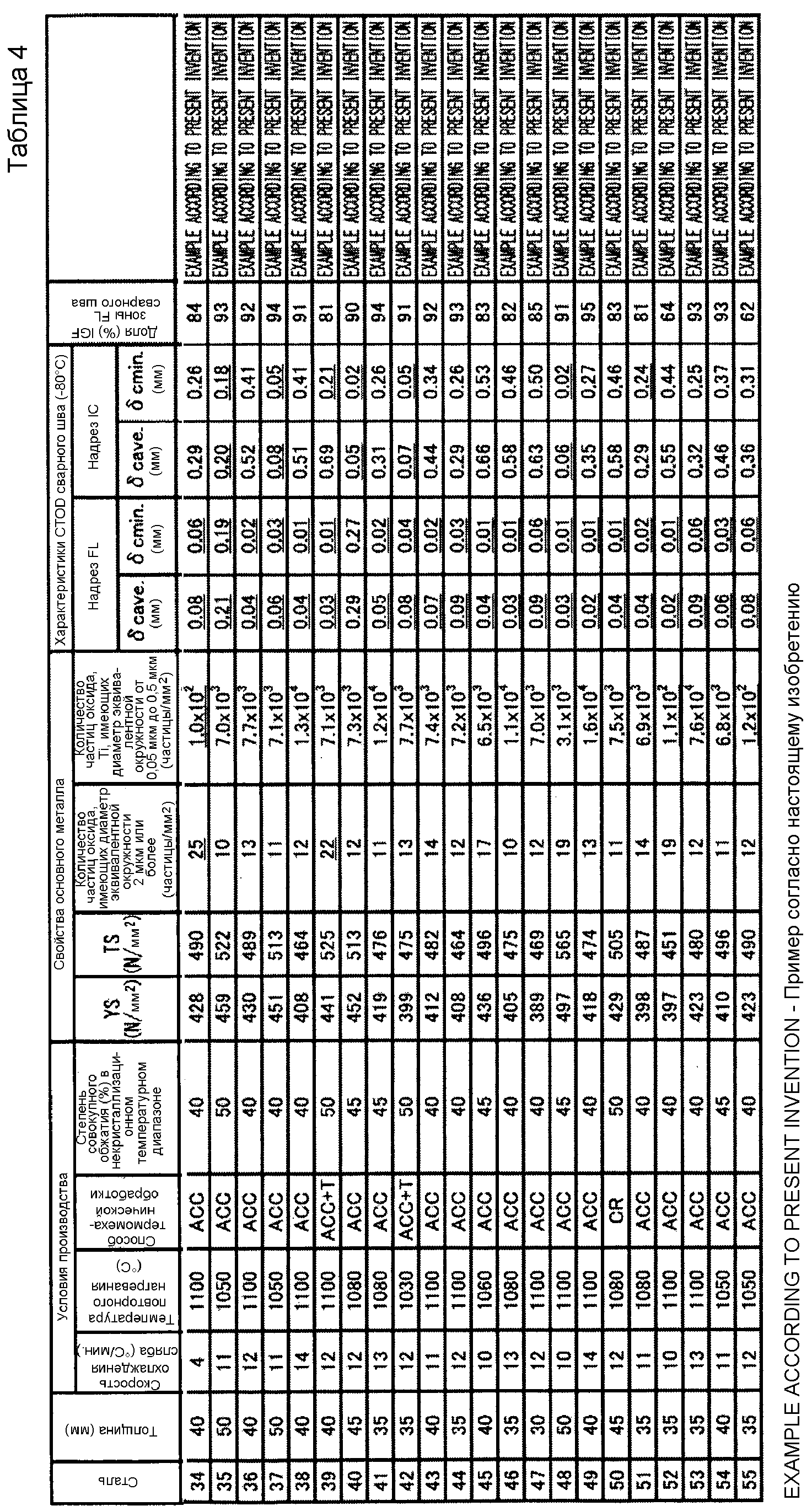
[0056] Таблицы 1 и 2 показывают химические составы сортов стали, а таблицы 3 и 4 показывают условия производства, основные металлы и характеристики CTOD сварного шва. В таблицах 3 и 4 символы термомеханической обработки представляют следующие способы термической обработки.
CR: контролируемая прокатка (прокатку осуществляют в оптимальном температурном диапазоне для прочности и вязкости).
ACC: ускоренное охлаждение (после контролируемой прокатки осуществляют охлаждение водой до температурного диапазона от 400°С до 600°С с последующей контролируемой прокаткой).
АСС+Т: закалка сразу же после прокатки + отпуск (сразу же после прокатки; охлаждение водой осуществляют до комнатной температуры с последующим отпуском).
В химические составы в таблицах 1 и 2 намеренно не включены Cr, Mo, Ca, Sb, Sn, As и REM.
[0057] Среди результатов испытания CTOD сварного шва в таблицах 3 и 4 δCAve представляет собой среднюю величину из пяти результатов испытаний, а δCmin представляет собой минимальную величину из пяти результатов испытаний.
[0058] В сортах стали, полученных согласно настоящему изобретению (сорта стали 1-33 согласно настоящему изобретению), предел текучести (YS) больше или равен 420 Н/мм2, прочность на растяжение (TS) больше или равна 480 Н/мм2, а величина CTOD при -80°С больше или равна 0,30 мм при δCmin надреза FL и больше или равна 0,63 мм при δCmin надреза IC, то есть вязкость разрыва является превосходной. Кроме того, в этот момент доля IGF в структуре HAZ FL составляет 90% или более во всех сортах стали.
[0059] В стали 34 химический состав удовлетворяет химическому составу согласно настоящему изобретению, однако скорость охлаждения сляба не удовлетворяет желательным производственным условиям. В результате, количество частиц оксида, имеющих диаметр эквивалентной окружности 2 мкм или более, или количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, выходит за пределы диапазона согласно настоящему изобретению, и характеристики CTOD FL и IC зоны не удовлетворяют желаемым величинам.
[0060] С другой стороны, как ясно видно из таблицы 2, сорта стали 35-55 представляют собой сравнительные примеры, в которых химический состав выходит за пределы диапазона согласно настоящему изобретению. В данных сортах стали следующие условия отличаются от условий согласно настоящему изобретению: содержание С (сталь 38), содержание Si (сталь 43), содержание Mn (сталь 37, сталь 47), содержание Ni (сталь 35), содержание Al (сталь 52), содержание Ti (сталь 36, сталь 44, сталь 50), содержание B (сталь 41, сталь 45, сталь 49), содержание Nb (сталь 53), содержание О (сталь 39, сталь 55), содержание N (сталь 51), содержание Cu (сталь 42), содержание V (сталь 46), РCTOD (сталь 48), CeqH (сталь 37, сталь 40, сталь 42, сталь 48), FB (сталь 39, сталь 45, сталь 46, сталь 44, сталь 50, сталь 51) и Вр (сталь 38, сталь 39, сталь 41, сталь 45, сталь 46, сталь 47, сталь 49, сталь 50, сталь 51, сталь 54). Кроме того, в стали 52 содержание Al отличается от содержания согласно настоящему изобретению. В результате, количество оксидов Ti, имеющих диаметр эквивалентной окружности от 0,05 мкм до 0,5 мкм, не удовлетворяет количеству согласно настоящему изобретению. Величины прочности большинства из сравнительных сортов стали эквивалентны величинам прочности сортов стали согласно настоящему изобретению, хотя величины части сравнительных сортов стали ниже желаемых величин прочности. Однако величины CTOD являются неудовлетворительными. Поэтому сравнительные сорта стали не подходят в качестве стали для использования в жестких внешних условиях.
[0061]
[0062]
[0063]
[0064]
Промышленная применимость
[0065] Согласно данному аспекту настоящего изобретения может быть получена высокопрочная сталь для сварки, реализующая хорошую характеристику CTOD FL и IC зоны во время многослойной сварки при небольшом или среднем количестве подводимого тепла.
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления

