Результат интеллектуальной деятельности: СПОСОБ ЧИСТОВОГО ФРЕЗЕРОВАНИЯ КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано на операциях чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой. Изобретение может быть использовано в машиностроительной, авиационной, судостроительной, космической и других отраслях промышленности.
Известен способ чистового фрезерования криволинейных поверхностей, при котором ось фрезы в точке контакта отклоняется от нормали к обрабатываемой поверхности (См., например, SU а.с. №1060349, кл. В23С 3/18, 1983 г.).
Недостатком данного способа является прерывистость процесса резания, наличие гребешков и впадин от перемещения фрезы.
Известен также способ чистового фрезерования концевой сферической фрезой с острыми режущими кромками криволинейной поверхности, при котором ось концевой сферической фрезы устанавливается по нормали в точке контакта с обрабатываемой поверхностью (См., например, SU а.с. №331620, кл. В23С 3/18, 1985 г.).
Недостатком такого способа фрезерования является высокая шероховатость обрабатываемой криволинейной поверхности, находящейся под осью вращения фрезы, где скорость резания минимальна.
Наиболее близким техническим решением к изобретению по технической сущности и достигаемому результату является способ чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью (См., например, RU патент №2351441 С1, кл. В23С 3/18, 10.04 2009). Указанное техническое решение выбрано заявителем в качестве прототипа.
Недостатком такого способа фрезерования является высокая шероховатость обрабатываемой криволинейной поверхности, из-за гребешков и впадин от перемещения фрезы.
Техническим результатом предлагаемого способа является чистовое фрезерование криволинейных поверхностей концевой сферической фрезой.
Указанный технический результат достигается тем, что в способе чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью, используют фрезу с торцевыми зубьями, имеющими притупленные режущие кромки на перемычке с перекрытием ими оси вращения фрезы, при этом фрезе сообщают эксцентричное вращение посредством ее закрепления во втулке-эксцентрике, установленной в шпинделе фрезерного станка, и производят уплотнение поверхностного слоя обрабатываемой поверхности притупленными режущими кромками фрезы и разглаживание поверхностного слоя путем создания плоской площадки, обеспечивающей перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы.
Сущность предложенного способа поясняется рисунками, на которых изображено:
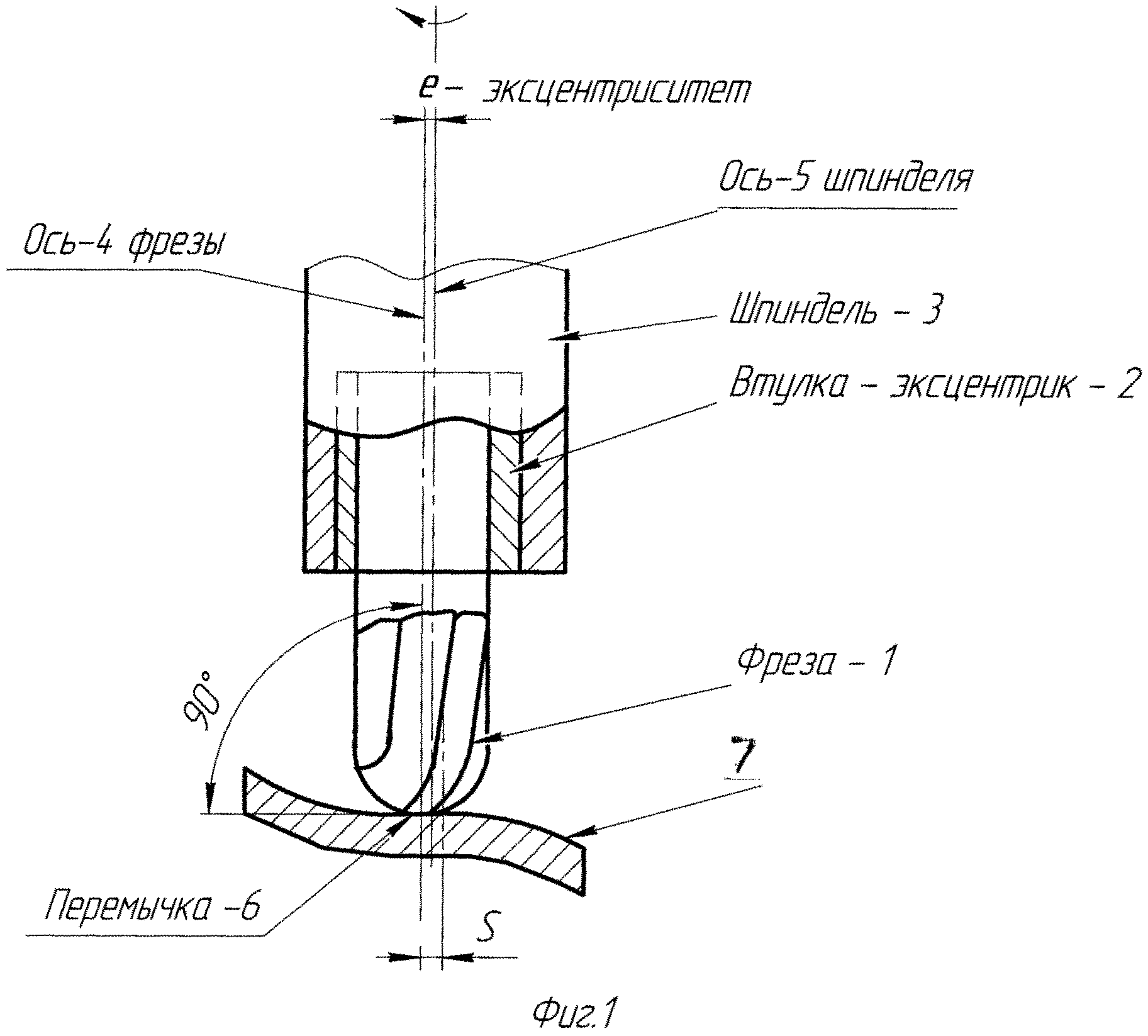
на фиг. 1 - общий вид обрабатываемой криволинейной поверхности пера лопатки;
на фиг. 2 - вид концевой фрезы с торца;
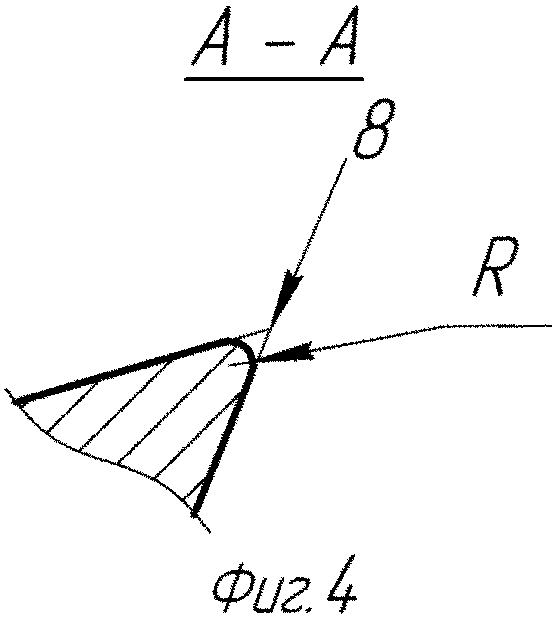
на фиг. 3 - вариант кромки с притуплением углом;
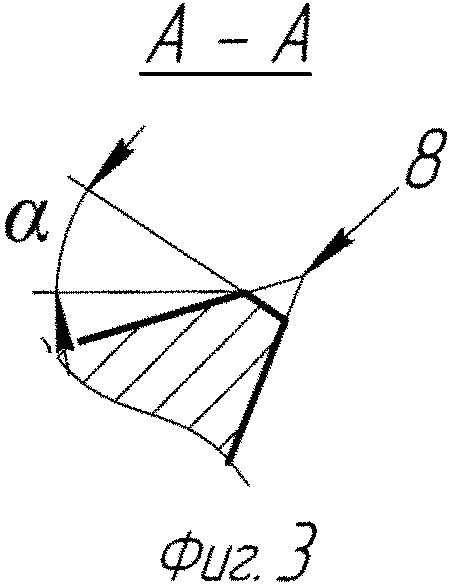
на фиг. 4 - то же самое с притуплением радиусом.
Способ чистового фрезерования криволинейной поверхности пера лопаток концевой сферической фрезой реализуется следующим устройством, содержащим сферическую концевую фрезу 1, закрепляемую во втулке-эксцентрике 2, в свою очередь установленной в шпинделе 3 фрезерного станка. Ось 4 фрезы 1 отстоит от оси 5 шпинделя 3 на величину эксцентриситета-«е». Перемычка 6 фрезы 1 имеет притупление режущих кромок.
Предлагаемый способ чистового фрезерования криволинейной поверхности пера лопаток концевой сферической фрезой осуществляется следующим образом. Фрезе 1 придают вращение вокруг собственной оси 4. Притупленные режущие кромки 8 перемычки 6 при вращении фрезы 1 во втулке-эксцентрике 2 производят уплотнение поверхностного слоя 7 обрабатываемого материала, а вращение фрезы 1 с эксцентриситетом-«е» вокруг оси 5 шпинделя 3 создает плоскую площадку-S, обеспечивающую перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы 1, производящей разглаживание поверхностного слоя обрабатываемого материала.
Использование предложенного способа позволит повысить качество обрабатываемых криволинейных поверхностей пера лопаток ГТД за счет снижения шероховатости поверхностей обрабатываемых деталей.
Способ чистового фрезерования криволинейной поверхности пера лопаток газотурбинных двигателей концевой сферической фрезой, содержащей торцевые зубья, включающий ее установку с расположением оси вращения по нормали в каждой точке контакта с обрабатываемой поверхностью, отличающийся тем, что используют фрезу с торцевыми зубьями, имеющими притупленные режущие кромки на перемычке с перекрытием ими оси вращения фрезы, при этом фрезе сообщают эксцентричное вращение посредством ее закрепления во втулке-эксцентрике, установленной в шпинделе фрезерного станка, и производят уплотнение поверхностного слоя обрабатываемой поверхности притупленными режущими кромками фрезы и разглаживание поверхностного слоя путем создания плоской площадки, обеспечивающей перекрытие образующихся на обрабатываемой поверхности гребешков и впадин от перемещения фрезы.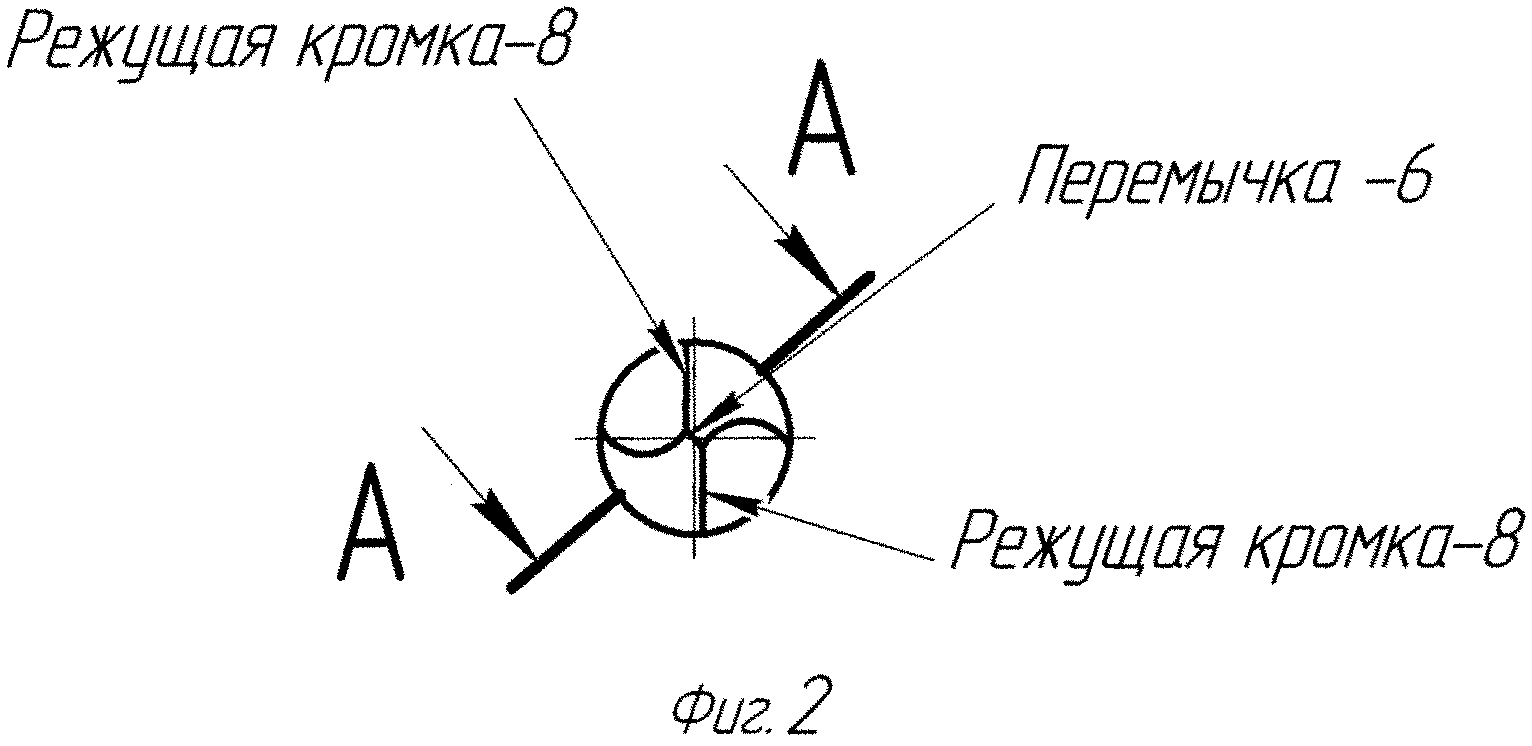
Установка для прокачки поверочной газовой смеси
Способ изготовления детали из литейных никелевых сплавов жс32 и жс32моно
Комплекс для отбора проб воздуха
Комплекс для газохроматографического анализа проб воздуха
Установка для рентгеновского контроля сварных швов цилиндрических изделий
Автоматическое делительное приспособление
Способ определения форм и частот собственных колебаний рабочих лопаток газотурбинных двигателей
Составная протяжка
Протяжка для обработки цельного профиля замка лопатки
Способ диагностирования образования и развития трещины в дисках авиационного газотурбинного двигателя при циклической нагрузке
Установка для прокачки поверочной газовой смеси
Способ изготовления детали из литейных никелевых сплавов жс32 и жс32моно
Комплекс для отбора проб воздуха
Комплекс для газохроматографического анализа проб воздуха
Установка для рентгеновского контроля сварных швов цилиндрических изделий
Автоматическое делительное приспособление
Способ определения форм и частот собственных колебаний рабочих лопаток газотурбинных двигателей
Составная протяжка
Протяжка для обработки цельного профиля замка лопатки
Способ диагностирования образования и развития трещины в дисках авиационного газотурбинного двигателя при циклической нагрузке

