Результат интеллектуальной деятельности: СПОСОБ ЭКСТРУЗИИ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНЫХ КОМПАУНДОВ
Вид РИД
Изобретение
Настоящее изобретение относится к способу экструзии и устройству для изготовления эластомерных компаундов.
В частности, изобретение касается способа экструзии и устройства для изготовления эластомерных компаундов, предназначенных для изготовления шин колес транспортного средства.
Шина для колеса транспортного средства в общем содержит каркасную конструкцию, включающую по меньшей мере один каркасный слой, имеющий соответственно противоположные концевые отгибы в зацеплении с соответственными кольцеобразными анкерными конструкциями, встроенными в области, обычно определяемые как "борта". С каркасной конструкцией связана ременная конструкция, содержащая один или более слоев ремней, радиально наложенных друг на друга, и каркасный слой, имеющих текстильные или металлические армирующие корды с поперечной ориентацией и/или, по существу, параллельные периферийному направлению продолжения шины. В радиально внешнем положении к ременной конструкции приложено протекторное полотно эластомерного компаунда подобно другим полуфабрикатным изделиям, образующим шину. В дополнение, соответственные боковые стенки эластомерного компаунда приложены в аксиально внешнем положении к боковым поверхностям каркасной конструкции, причем каждая продолжается от одного из боковых краев протекторного полотна, сближаясь с соответственной кольцеобразной анкерной конструкцией, до бортов.
После создания сырой шины, осуществляемой путем сборки соответственных полуфабрикатных изделий, в общем выполняется вулканизирующая и формовочная обработка, которая нацелена на определение структурной стабильности шины посредством образования поперечных связей эластомерных компаундов, а также на нанесение на протекторное полотно, обмотанное вокруг каркаса до вулканизации, оттиска требуемого протекторного рисунка и выполнение штампования характерных графических меток на боковых стенках.
Документ US 5158725 показывает способ непрерывного изготовления эластомерных смесей с помощью использования двухшнекового экструдера. Способ содержит этапы, на которых обеспечивают двухшнековый экструдер, включающий цилиндрический корпус, содержащий два шнека, причем цилиндрический корпус связан с отверстиями подачи и выпускным и вентиляционным отверстиями; вычисляют требуемые скорости подачи, основываясь на вязкости эластомерного компаунда, размере экструдера, пределах крутящего момента и температуры и рабочей скорости экструдера; непрерывно подают эластомер регулируемым образом в экструдер через отверстие подачи; подают дополнительные ингредиенты через отверстие подачи или отверстия; смешивают ингредиенты с эластомером так, чтобы получать компаунд; регулируют давление и температуру компаунда вдоль длины шнека; выгружают компаунд через выпускное отверстие экструдера. После выхода из экструдера компаунд может быть экструдирован через головку, каландрирован с образованием листов, полос, нитей и может быть гранулирован. Различные дополнительные устройства, требуемые для использования в этом непрерывном процессе, могут быть расположены близко друг к другу для получения непрерывного каскадного процесса.
Документ US 4127373 показывает устройство, состоящее из экструдера и двухроликового каландра для изготовления пленок или листов синтетического пластикового материала или резины. Устройство содержит пару каландрирующих роликов, установленных на раме, при этом сопло экструдера направлено к щели между этими роликами. Рама шарнирно установлена таким образом, что она может поворачиваться от сопла для обеспечения быстрого доступа к соплу так, что сопло может очищаться.
Документ GB 1139400 показывает экструдер и пару роликов, взаимодействующих друг с другом. Экструдер содержит цилиндрический корпус, выполненный с возможностью подавать материал в пластичном состоянии к указанным роликам, для выполнения его каландрирования, и раму, удерживающую эти ролики. Экструдер и рама имеют такое свойство, которое позволяет обеспечивать относительное перемещение между ними, если избыточный материал подается экструдером к роликам. Экструзионная головка установлена на цилиндрическом корпусе и соединена с рамой так, чтобы иметь возможность обеспечивать материал в пластичном состоянии от цилиндрического корпуса до роликов. Упругое средство соединяет указанный экструдер с указанной рамой для обеспечения ограниченного относительного перемещения между ними.
Документ US 4124346 показывает способ изменения модели распределения экструдированного потока с помощью концевого мундштука, определяющего форму сечения экструдированного изделия. Концевой мундштук вмещает удаляемую вставку, снабженную рабочей поверхностью, подвергающейся воздействию потока материала под давлением.
Способ состоит из этапов, на которых размещают вставку в мундштуке, экструдируют часть материала и проверяют указанную часть, удаляют вставку и обрабатывают участок рабочей поверхности снова для уменьшения или исключения отклонений от требуемой формы сечения экструдированного изделия.
Заявитель отмечает, что эластомерные компаунды являются термочувствительными и подвергаются подгоранию и вредному и нежелательному процессу вулканизации, если во время экструзии они выходят даже локально за пределы ограничения температуры, которое, в зависимости от типа компаунда, может находиться в пределах от около 90°C до 130°C.
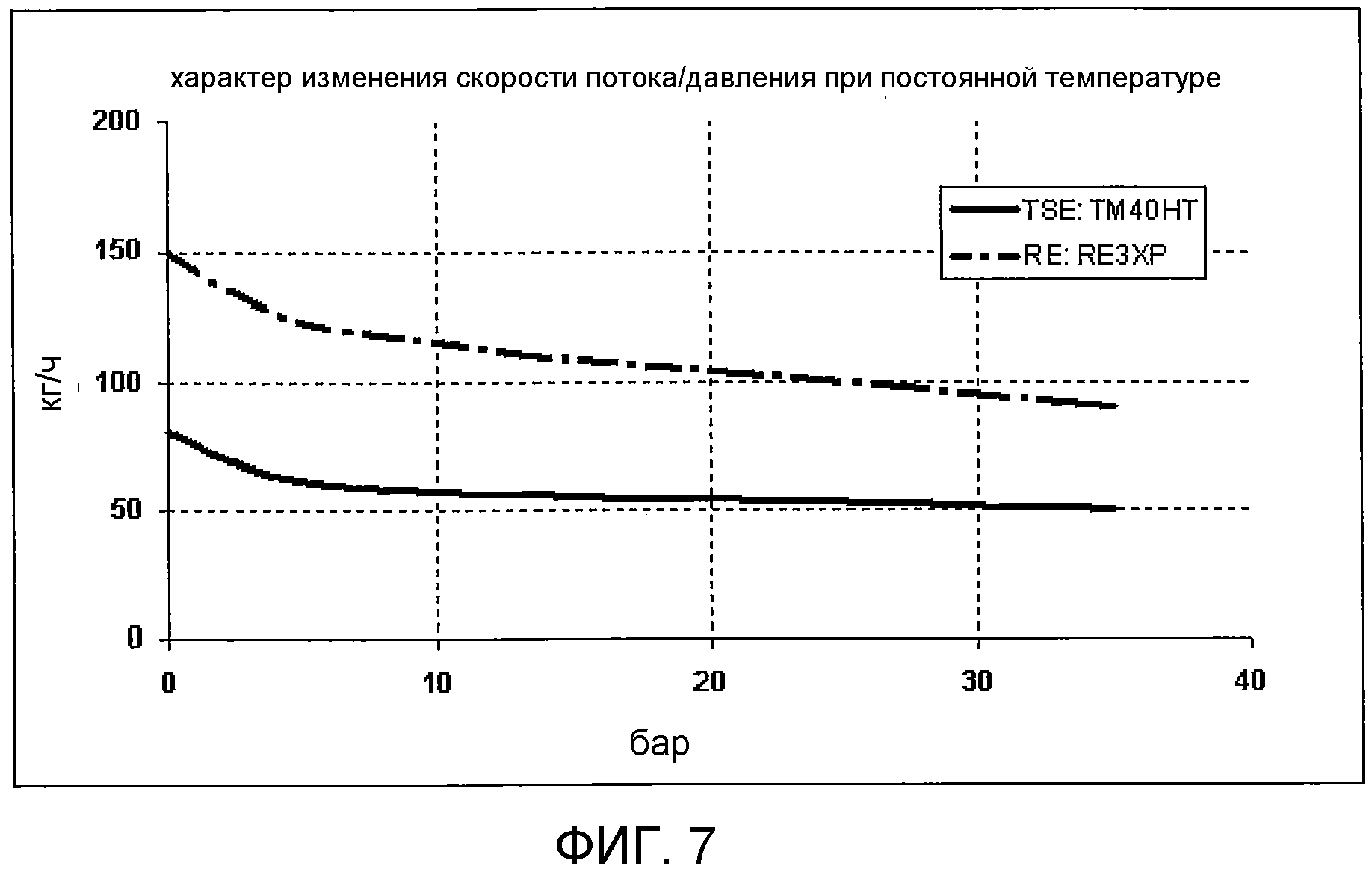
Заявитель дополнительно обнаружил, что при изготовлении эластомерного компаунда посредством экструдера, работающего непрерывно, чем ниже давление в экструзионной головке, тем больше получаемая скорость потока, причем температура выходящего компаунда является такой же. График, показанный на фиг.7, иллюстрирует этот характер изменения. Этот график показывает две кривые: нижняя кривая была получена для двухшнекового экструдера "TSE" (Maris TM40HT, D=40 мм) с неподвижной головкой (мундштуком), верхняя кривая - для кольцевого экструдера "RE" (Extricom RE3XP) с неподвижной головкой (мундштуком). Каждая точка каждой из двух кривых была получена для различного выпускного отверстия мундштука, причем обработанный компаунд является тем же самым. При перемещении слева направо площадь проходного сечения отверстия уменьшается, скорость потока уменьшается и давление увеличивается.
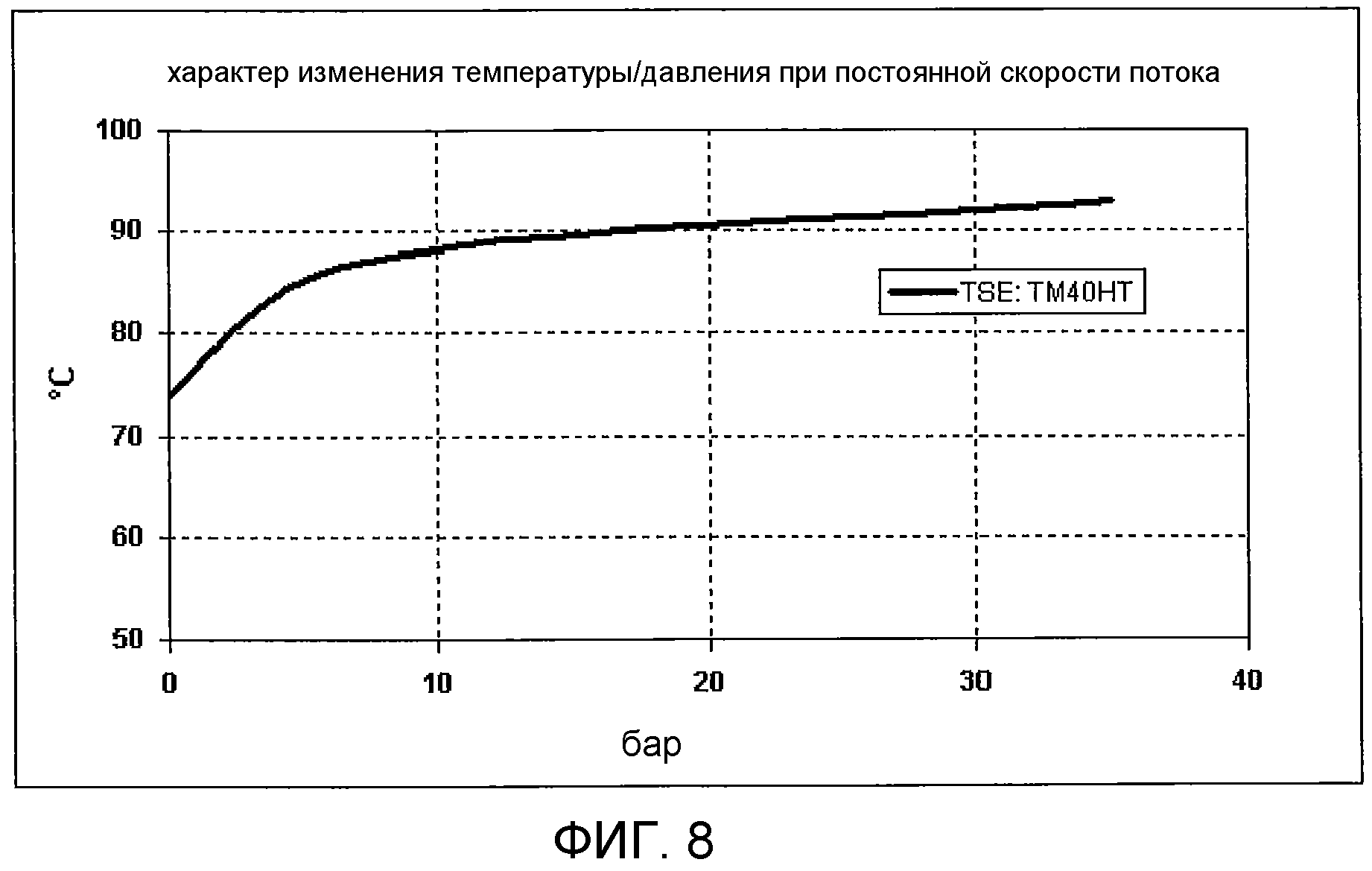
Заявитель дополнительно обнаружил, что увеличению давления в экструзионной головке соответствует увеличение температуры выходящего компаунда, причем скорость потока является такой же. График, показанный на фиг.8, показывает этот характер изменения. Показанная кривая была получена для двухшнекового экструдера "TSE" (Maris TM40HT, D=40 мм) с неподвижной головкой (мундштуком). Каждая точка кривой была получена для различной выпускной насадки мундштука, причем обработанный компаунд является тем же самым. При перемещении слева направо, площадь проходного сечения выпускной конструкции уменьшается, температура и давление увеличиваются.
Заявитель дополнительно отмечает, что при постоянном изменении температуры, которое компаунд может выдерживать, скорость потока компаунда, выходящего из экструдера, может быть увеличена посредством снижения увеличения давления за счет прохода через экструзионную головку. В частности, указанное увеличение давления в неподвижной головке (мундштуке) в общем значительно выше увеличения давления за счет головки, снабженной одним или более роликами (каландром).
В дополнение, заявитель обнаружил, что рост температуры, увеличение скорости потока и давления, являющегося таким же, зависят от свойств эластомерного материала. В частности, температура увеличивается в зависимости от вязкости.
Заявитель учел проблему изготовления различных полуфабрикатных изделий (с различными физико-химическими свойствами компаундов) с помощью одного и того же экструдера при поддержании качества на высоком уровне и согласованности производительности с объемами изготовления промышленного типа.
К тому же, заявитель обнаружил, что в пространстве, занимаемом компаундами, на производстве по изготовлению шин обычно необходимо управлять большим количеством компаундов, так как каждый компонент каждого типа шин может нуждаться в особом компаунде.
Заявитель дополнительно отмечает, что выбирая тип экструзионной головки, основываясь на свойствах (например, вязкости, адгезивности, сырой прочности) обрабатываемого эластомерного материала, возможно максимизировать скорость потока указанного материала, выходящего из экструдера, сохраняя увеличение давления на требуемом уровне и температуру ниже критических значений для данного типа компаунда.
В дополнение, заявитель обнаружил, что делая возможным выполнение быстрой и простой замены одного типа головки на другой тип на том же экструдере, скорость потока для каждого отдельного компаунда может быть оптимизирована без применения большого количества требуемых экструдеров и, в результате, без необходимости наличия больших пространств для их размещения.
Конкретнее, в первом аспекте настоящее изобретение относится к способу экструзии для изготовления эластомерных компаундов, содержащему этапы, на которых
i) оценивают физико-химические свойства изготавливаемого компаунда;
ii) выбирают и устанавливают одну из множества заменяемых экструзионных головок (5) в разгрузочном отверстии (2b) экструзионного устройства (1) как функцию по меньшей мере одного из указанных физико-химических свойств или оставляют разгрузочное отверстие (2b) свободным для того, чтобы поддерживать температуру компаунда и/или выходное давление указанного экструзионного устройства ниже критических пороговых значений для указанного компаунда;
iii) вводят по меньшей мере один предшественник указанного изготавливаемого компаунда через по меньшей мере одно отверстие (2а) подачи экструзионного устройства (1);
iv) смешивают и выполняют перемещение указанного по меньшей мере одного предшественника вдоль камеры (3) экструзионного устройства (1), содержащей по меньшей мере один экструзионный шнек (4);
v) выпускают компаунд через указанную экструзионную головку (5) или разгрузочное отверстие (2b), оставленное свободным.
Предпочтительно, способ дополнительно содержит этапы, на которых
vi) заменяют изготавливаемый компаунд на новый изготавливаемый компаунд;
vii) оценивают физико-химические свойства нового компаунда;
viii) либо заменяют экструзионную головку (5) в разгрузочном отверстии (2b) того же экструзионного устройства (1) другой экструзионной головкой (5), либо удаляют ранее установленную экструзионную головку (5) как функцию по меньшей мере одного из указанных физико-химических свойств, для того, чтобы поддерживать температуру нового компаунда и/или выходное давление указанного экструзионного устройства ниже критических пороговых значений для указанного нового компаунда;
ix) вводят по меньшей мере один предшественник нового компаунда через указанное по меньшей мере одно отверстие (2а) экструзионного устройства (1);
х) смешивают и выполняют перемещение указанного по меньшей мере одного предшественника вдоль камеры (3) экструзионного устройства (1), содержащей по меньшей мере один экструзионный шнек (4);
xi) выпускают новый компаунд через указанную экструзионную головку (5) или разгрузочное отверстие, оставленное свободным.
В соответствии со вторым аспектом настоящее изобретение относится к экструзионному устройству для изготовления эластомерных компаундов, содержащему несущий корпус, продолжающийся вдоль продольной оси и внутри ограничивающий камеру; по меньшей мере один экструзионный шнек, расположенный в камере и параллельный указанной продольной оси; причем на аксиальном конце несущего корпуса камера имеет разгрузочное отверстие для эластомерного изготавливаемого компаунда; по меньшей мере один формоизменяющий мундштук; по меньшей мере одно каландрирующее устройство; причем указанный по меньшей мере один формоизменяющий мундштук и по меньшей мере одно каландрирующее устройство устанавливают альтернативно и заменяемым образом в разгрузочном отверстии так, чтобы образовать экструзионную головку, пригодную для формоизменения выходящего компаунда с образованием заданной формы при поддержании температуры компаунда и/или выходного давления указанного экструзионного устройства ниже критических пороговых значений для указанного компаунда.
Выбор используемой экструзионной головки (либо мундштуков с формоизменяющими щелями различных сечений или каландров) выполняют таким образом, чтобы поддерживать температуру компаунда и/или давление экструзионного устройства ниже допустимого предела для данного типа компаунда.
Таким образом, экструзионное устройство и способ экструзии согласно изобретению обеспечивают скорости потока, согласованные с производством шин в промышленном количестве, получаемые независимо от типа обрабатываемого компаунда, производственную стоимость и пространства, требуемые для установки экструзионных устройств, поддерживаемые в определенных пределах, при этом устройство эффективно используется при последовательном переходе от экструзии одного типа компаунда к экструзии другого компаунда.
В соответствии с третьим аспектом настоящее изобретение относится к способу изготовления шины, содержащему этапы, на которых
- создают сырую шину, содержащую множество структурных элементов и/или предшественников указанных структурных элементов,
- подвергают указанную сырую шину вулканизации и формованию для изготовления указанной шины,
причем по меньшей мере один из указанного множества структурных элементов и/или предшественников указанных структурных элементов содержит невулканизированный эластомерный компаунд, полученный способом экструзии, представленным выше.
Настоящее изобретение в по меньшей мере одном из вышеуказанных аспектов может иметь один или более, далее описанных, предпочтительных признаков.
Предпочтительно, экструзионная головка представляет собой формоизменяющий мундштук или каландрирующее устройство.
Предпочтительно, физико-химические свойства являются вязкостью.
Предпочтительно, физико-химические свойства являются адгезивностью.
Предпочтительно, физико-химические свойства являются сырой прочностью.
В представленном описании и в следующей далее формуле изобретения низкая вязкость эластомерного компаунда означает вязкость от около 30 ML (1+4) до около 50 ML (1+4); высокая вязкость означает вязкость, большую чем около 75 ML (1+4).
В представленном описании и в следующей далее формуле изобретения, выражение "адгезивность компаунда" понимается, как в общем указывающее тенденцию компаунда прилипать к поверхности. В частности, предполагается тенденция компаунда прилипать к поверхности различных компонентов экструзионного устройства, которые могут контактировать с компаундами (или его предшественниками). Эта тенденция обычно может быть классифицирована грубой классификацией ("низкая" адгезивность, "средняя" адгезивность, "высокая" адгезивность), основываясь на наблюдениях и/или эвристических испытаниях. Более точные и количественные оценки могут быть выполнены устройствами, известными как "приборы для определения липкости".
В представленном описании и следующей далее формуле изобретения "сырой прочностью" материала в общем считается прочность (в показателях когезии, стабильности размеров, сопротивления разрыву, упругости, и т.д.) материала в невулканизированном состоянии. Это свойство важно для компаунда для шин, так как оно представляет собой оценку того, как этот компаунд может быть подвержен манипулированию и управлению во время этапов изготовления и/или сборки полуфабрикатных изделий, требуемых для изготовления сырой шины. В этом случае также оценка может быть обычно выполнена грубой классификацией ("высокая" сырая прочность, "средняя" сырая прочность, "низкая" сырая прочность) и/или более количественным образом, используя известные стандарты ASTM.
В случае экструзии компаундов с высокой сырой прочностью, с уменьшенной вязкостью и очень клейких (критических компаундов), будет использоваться постоянный формоизменяющий мундштук. В любом случае, при наличии низкой вязкости материала возможно работать с высокой скоростью потока и приемлемой температурой, т.е. ниже указанного выше предела температуры, несмотря на то, что используется постоянный мундштук.
Если следующая далее обработка выполняется для компаундов с высокой сырой прочностью, большой вязкостью и слабой адгезивностью (некритических компаундов), то же устройство может быть использовано при только одной исключительной замене формоизменяющего мундштука каландрирующим устройством или при оставлении разгрузочного отверстия свободным. В этом случае, несмотря на высокую вязкость материала, небольшое изменение давления, создаваемое при действии каландра, обеспечивает высокую скорость потока и допустимую температуру, требуемую при обработке.
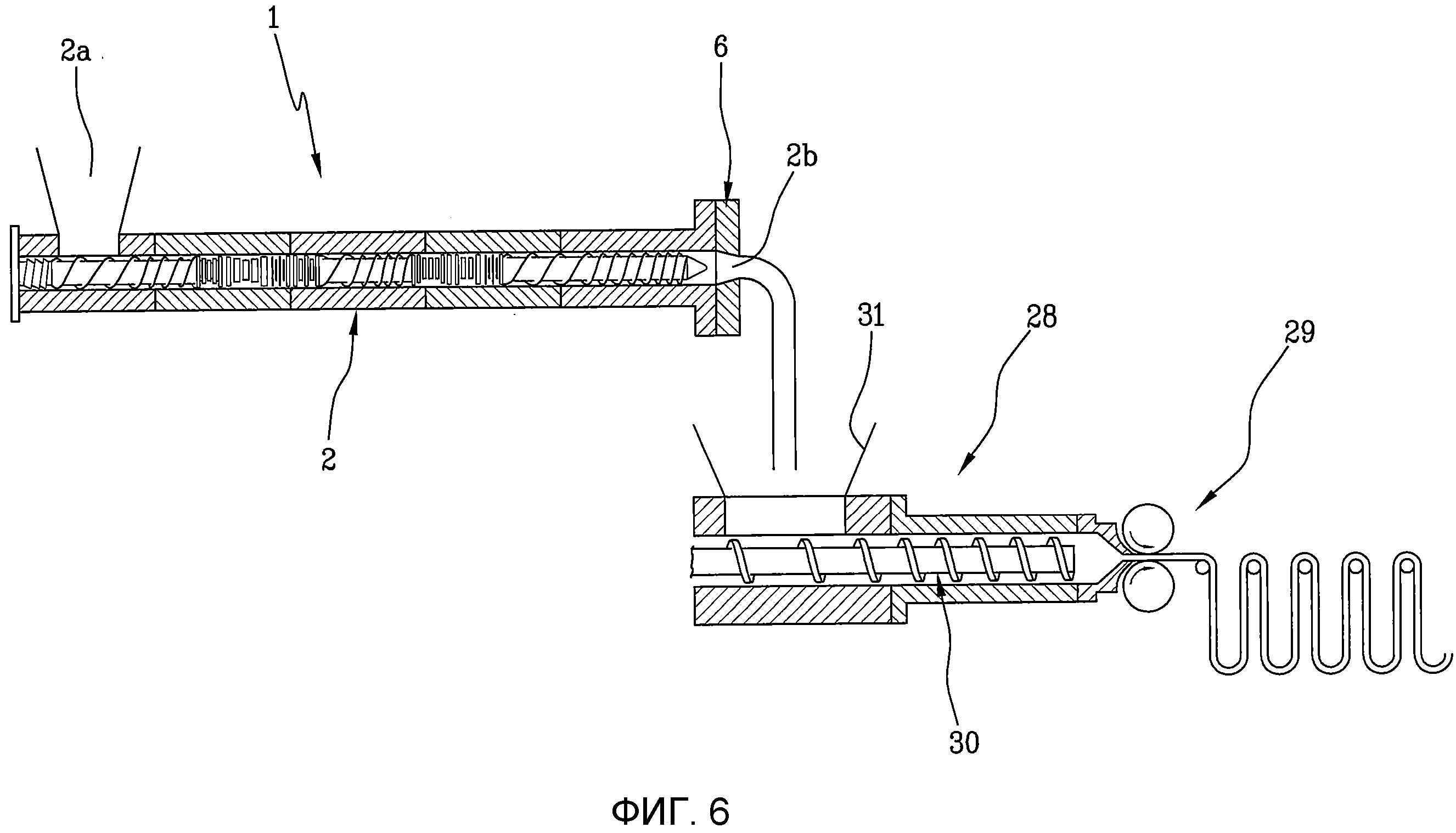
Если разгрузочное отверстие свободно, компаунд, выходящий из экструзионного устройства, может быть введен в вспомогательное формоизменяющее устройство, размещенное каскадом относительно экструзионного устройства и установленное на расстоянии от разгрузочного отверстия. Вспомогательное формоизменяющее устройство представляет собой, например, каландр с одним или двумя роликами или постоянный мундштук, которые установлены на расстоянии от разгрузочного отверстия.
На выходе экструдера изменения давления и температуры, созданные головкой, которая в этом случае состоит только из разгрузочного отверстия, являются, по существу, нулевыми. Формоизменение и формирование структуры компаунда выполняются во вспомогательном формоизменяющем устройстве после того, как компаунд частично охлаждается так, чтобы разделить изменения температуры и давления на несколько этапов.
Предпочтительно, при вязкости компаунда больше чем около 75 ML (1+4) может быть установлено каландрирующее устройство. Альтернативно, разгрузочное отверстие может быть оставлено свободным.
Предпочтительно, используя каландрирующее устройство, верхний предел увеличения давления компаунда поддерживается ниже 20 бар, более предпочтительно в пределах диапазона от около 5 бар до около 15 бар.
Предпочтительно, используя формоизменяющий мундштук, верхний предел увеличения давления компаунда поддерживается ниже 60 бар, более предпочтительно в пределах диапазона от около 20 бар до около 60 бар.
Предпочтительно, используя каландрирующее устройство, верхний предел увеличения температуры компаунда поддерживается ниже 10°C, более предпочтительно в пределах диапазона от около 1°C до около 5°C.
Предпочтительно, используя формоизменяющий мундштук, верхний предел увеличения температуры компаунда поддерживается ниже 25°C, более предпочтительно в пределах диапазона от около 10°C до около 20°C.
Предпочтительно, экструзионное устройство содержит первый поддерживающий корпус, поддерживающий формоизменяющий мундштук и перемещаемый между первым положением, в котором он установлен в разгрузочном отверстии, и вторым положением, в котором он расположен на расстоянии от указанного разгрузочного отверстия. Установка формоизменяющего мундштука на подвижном несущем корпусе обеспечивает его быструю замену.
В предпочтительном варианте выполнения, первый поддерживающий корпус установлен на несущем корпусе.
Более предпочтительно, первый поддерживающий корпус шарнирно установлен на несущем корпусе и подвижен при повороте между первым и вторым положениями. Таким образом, формоизменяющий мундштук уже находится вблизи участка экструзионного устройства, с которым он должен быть соединен.
Предпочтительно, формоизменяющий мундштук имеет формоизменяющий канал, ведущий в формоизменяющую щель, причем указанный формоизменяющий канал становится плоским и расширяется при прохождении близко к плоскости, содержащей оси вращения шнеков, до тех пор, пока он не примет форму формоизменяющей щели.
Предпочтительно, экструзионное устройство содержит второй поддерживающий корпус, удерживающий каландрирующее устройство и перемещаемый между первым положением, в котором он устанавливается в разгрузочном отверстии, и вторым положением, в котором он расположен на расстоянии от указанного разгрузочного отверстия. Каландрирующее устройство также просто обслуживать посредством смещения несущего корпуса, на котором оно установлено.
Согласно предпочтительному варианту выполнения, второй поддерживающий корпус содержит тележку, подвижную при перемещении между первым и вторым положениями. Принимая во внимание большую массу каландрирующего устройства, установка указанного устройства на тележку делает его смещения безопасней и проще.
Предпочтительно, экструзионное устройство содержит третий поддерживающий корпус, удерживающий адаптер и перемещаемый между первым положением, в котором он установлен в разгрузочном отверстии, и вторым положением, в котором он расположен на расстоянии от указанного разгрузочного отверстия; во втором положении адаптер функционально помещен между разгрузочным отверстием и каландрирующим устройством. Указанный адаптер позволяет эластомерному компаунду корректно протекать по направлению к проходному отверстию, ограниченному роликами.
Согласно предпочтительному варианту выполнения, третий поддерживающий корпус устанавливается на несущем корпусе.
Более предпочтительно, первый поддерживающий корпус шарнирно установлен на несущем корпусе и подвижен при повороте между первым и вторым положениями. В связи с этим адаптер уже находится вблизи участка экструзионного устройства, с которым он должен быть соединен.
Предпочтительно, третий поддерживающий корпус содержит два выступа, каждый продолжающийся на одной стороне выпускного отверстия указанного адаптера; каждый из выступов является частично вставляемым между роликами каландрирующего устройства и имеет две дугообразных поверхности, причем форма каждого из них соответствует форме и обращена к участку одного из указанных роликов. Выступы выполнены с возможностью латерально ограничивать лист эластомерного компаунда, который сжимается между роликами.
Предпочтительно, экструзионное устройство содержит множество вращающихся в одном направлении экструзионных шнеков, которые параллельны и проникают друг в друга.
Предпочтительно, указанный по меньшей мере один экструзионный шнек или указанные экструзионные шнеки имеют по меньшей мере одну конвейерную область и по меньшей мере одну область пластикации компаунда вдоль его продольного продолжения.
Дополнительные свойства и преимущества станут более ясны из подробного описания предпочтительного, но не исключительного варианта выполнения экструзионного устройства и способа экструзии для изготовления эластомерного компаунда в соответствии с изобретением.
Далее это описание будет представлено со ссылкой на сопровождающие чертежи, представленные путем неограничивающего примера, причем
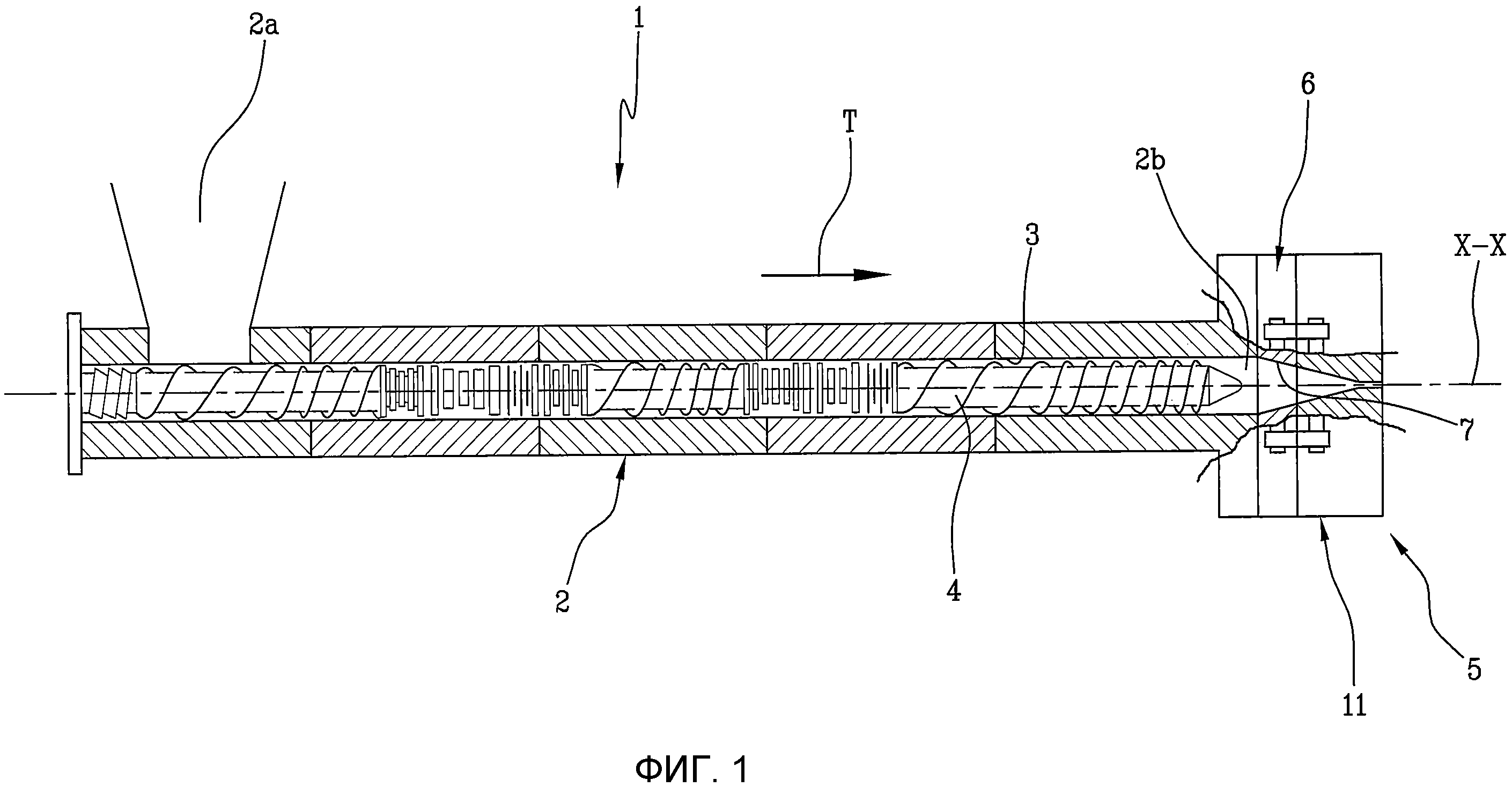
- фиг.1 представляет собой вид сбоку в продольном сечении экструзионного устройства в соответствии с настоящим изобретением в первой рабочей конфигурации;
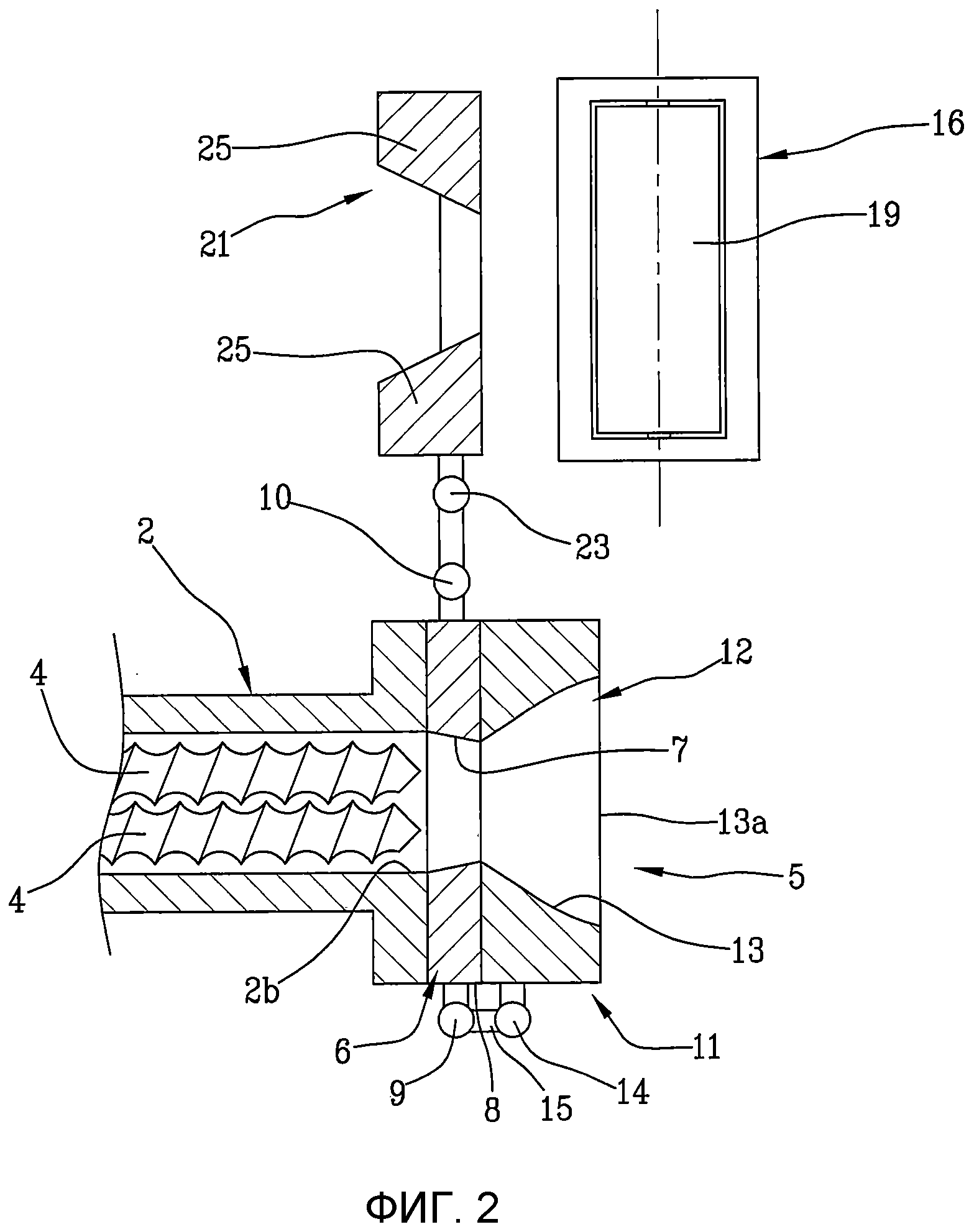
- фиг.2 показывает вид сверху в разрезе увеличенного участка экструзионного устройства фиг.1 в первой рабочей конфигурации;
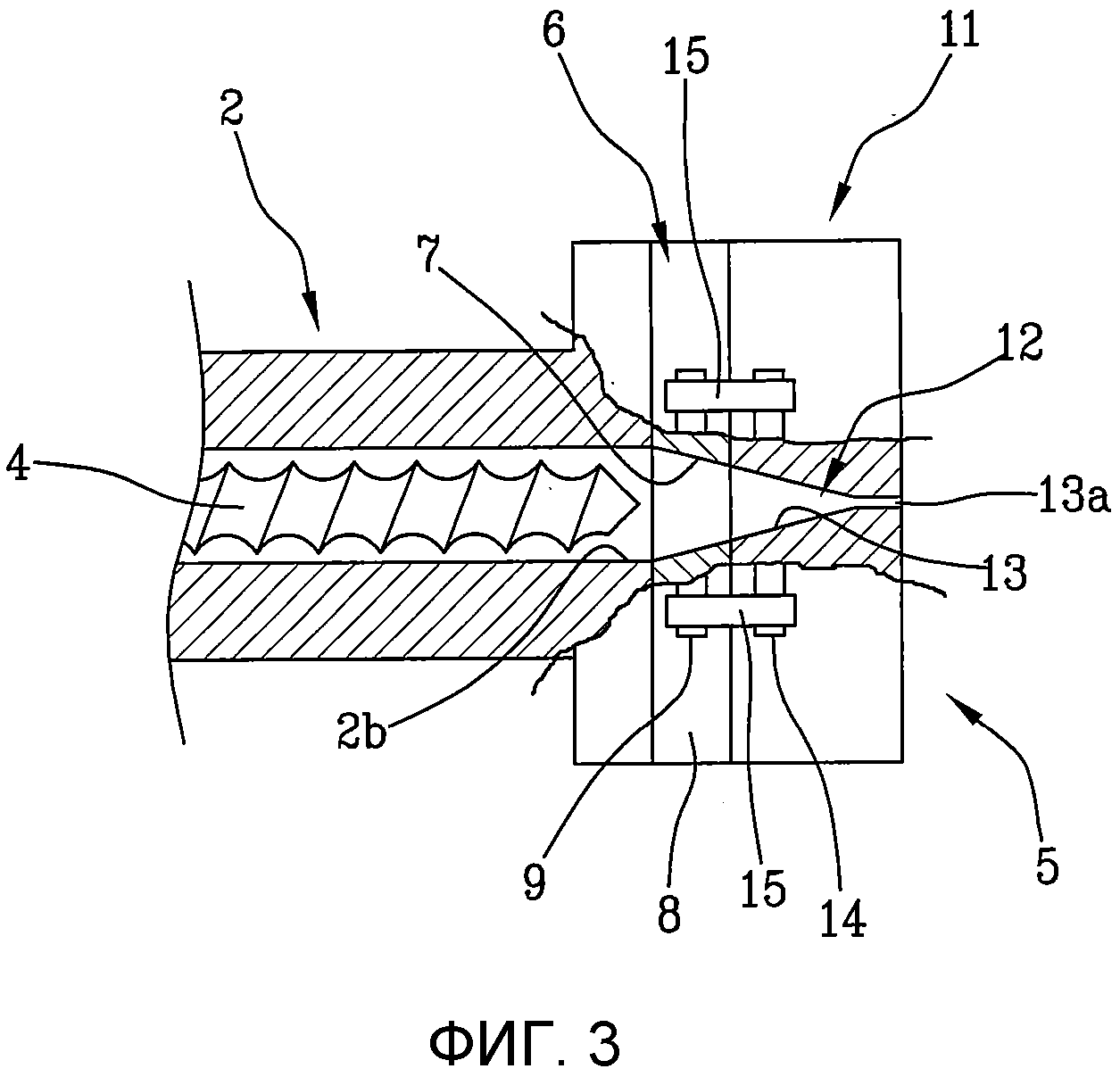
- фиг.3 представляет собой вид сбоку в местном разрезе увеличенного участка фиг.2;
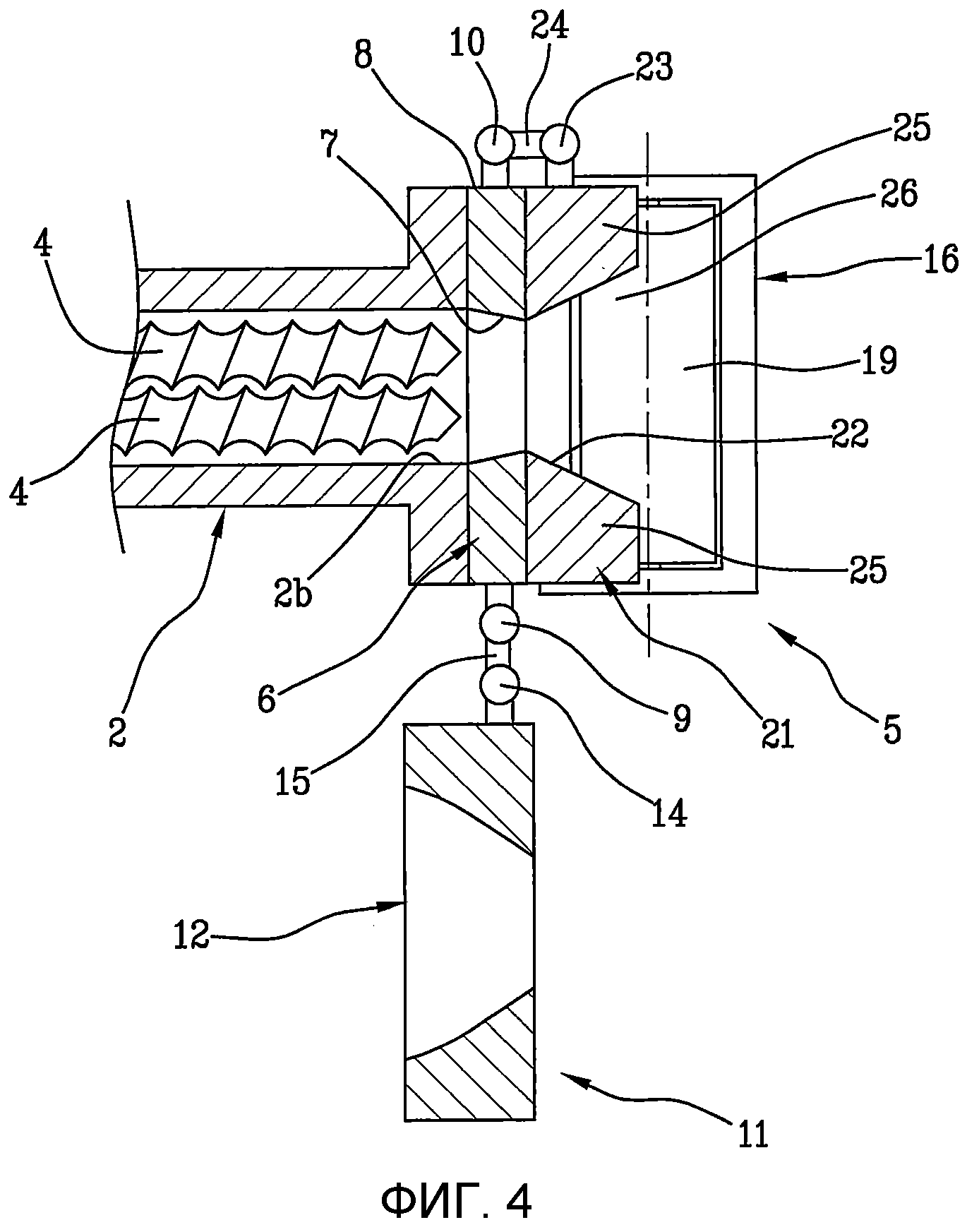
- фиг.4 показывает вид сверху в разрезе увеличенного участка фиг.2 во второй рабочей конфигурации;
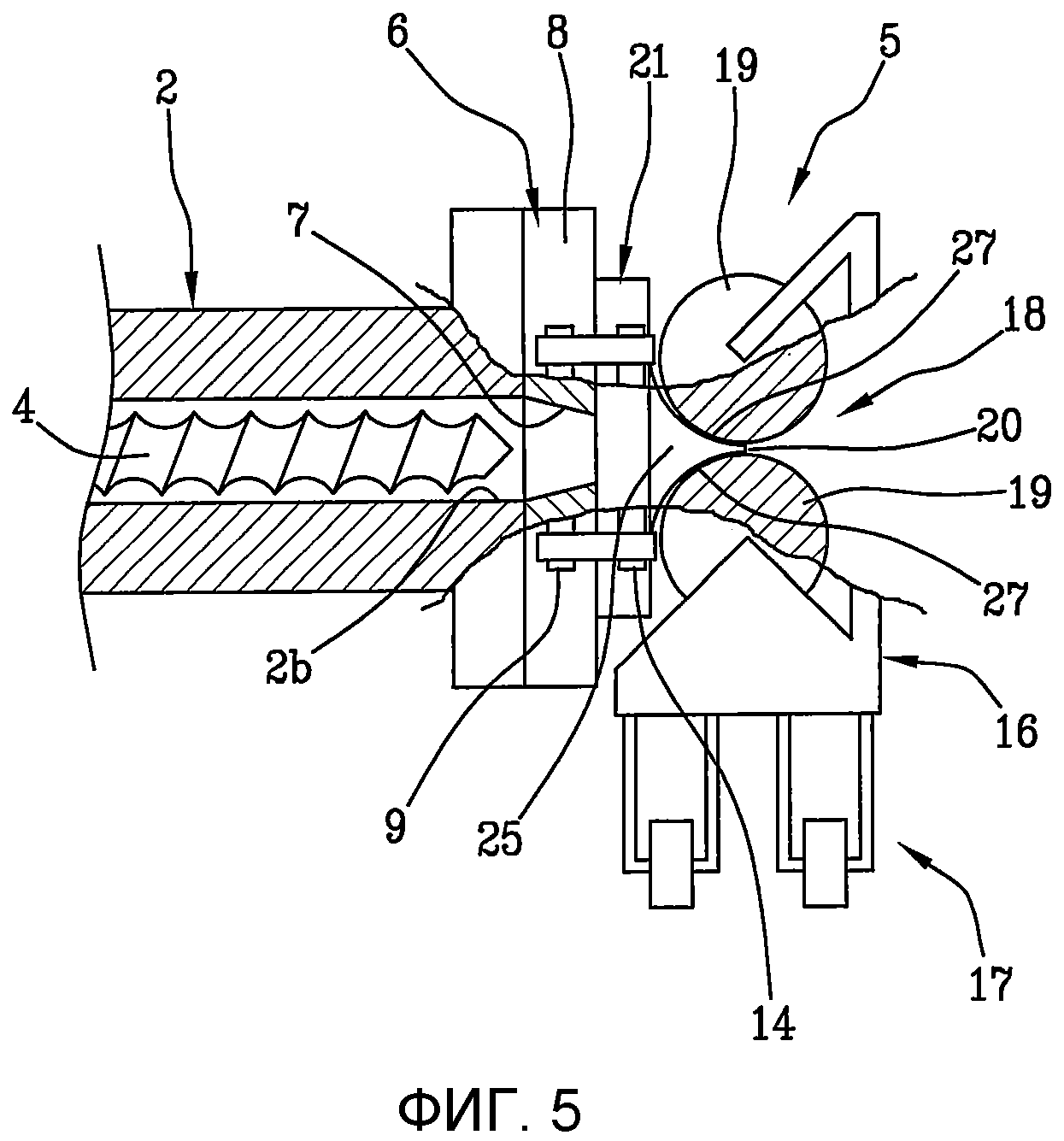
- фиг.5 представляет собой вид сбоку в местном разрезе увеличенного участка фиг.4;
- фиг.6 показывает экструзионное устройство фиг.1 в третьей рабочей конфигурации;
- фиг.7 представляет собой график, иллюстрирующий характер изменения скорости потока/давления при постоянной температуре;
- фиг.8 представляет собой график, показывающий характер изменения температуры/давления при постоянной скорости потока.
На чертежах экструзионное устройство для изготовления эластомерных компаундов, предпочтительно используемое для изготовления шин для колес транспортного средства, в общем обозначено ссылочной позицией 1.
Устройство 1 содержит, по существу, цилиндрический несущий корпус 2, который главным образом продолжается вдоль продольного направления "X-X" и удерживает множество (два, например) экструзионных винтовых шнеков 4 (только один из которых показан на фиг.1), расположенных в примыкающем бок о бок отношении внутри его камеры 3. В соответствии с дополнительными вариантами выполнения, которые не показаны, экструзионное устройство может относиться к одношнековому типу или многошнековому типу. В предпочтительном варианте выполнения, не показанном, шнеки (если смотреть в поперечном сечении) расположены, по существу, по кольцу, как описано и проиллюстрировано в известных документах US 2004/0094862 и US 2007/0121421, например.
Несущий корпус 2 имеет по меньшей мере одно отверстие 2а подачи (фиг.1), радиально ведущее в его боковую стенку для обеспечения введения в камеру 3 по меньшей мере одного предшественника изготавливаемого компаунда. Обычно этот предшественник представляет собой ингредиент или ингредиенты, несмотря на то, что не исключен случай всего лишь переработки или перемешивания компаунда, ранее изготовленного другими смешивающими устройствами, без добавления дополнительных ингредиентов. Несущий корпус 2 дополнительно имеет разгрузочное отверстие 2b для готового компаунда, размещенное на дистальном конце указанного корпуса 2. В варианте выполнения, показанном на сопровождающих чертежах, разгрузочное отверстие 2b соответствует открытому продольному концу камеры 3.
Экструзионные шнеки 4 обычно являются самоочищающимися и вращающимися в одном направлении шнеками, проникающими друг в друга. Они поддерживаются с возможностью вращения корпусом 2 и, по существу, продолжаются вдоль всей продольной длины камеры 3. Экструзионные шнеки 4 приводятся во вращение двигателем, не показан, и вдоль их продольной длины имеют области с различными структурными свойствами, позволяющими подвергать компаунд различным этапам указанного способа. Шнеки 4 посредством их вращения заставляют компоненты компаунда перемещаться вперед в заданном направлении перемещения "T", причем в то же время, указанные компоненты обрабатываются так, чтобы изготавливать компаунд и придавать ему требуемые физико-химические свойства до того, как он будет выпущен через разгрузочное отверстие 2b. Например, вдоль указанного направления перемещения "T" компаунда экструзионное устройство 1 имеет область подачи материала, область пластикации, область смешивания и область перемещения по направлению к указанному разгрузочному отверстию 2b. Независимо от особенности последовательности различных областей обработки, представлены области интенсивного смешивания, области перемещения и смешанные области. В областях интенсивного смешивания материал подвергается сдвиговой деформации и аксиальным напряжениям с выделением тепла вследствие вязкости обрабатываемого материала. В этих областях заполнение участка 3 камеры почти завершено, и обрабатываемые материалы находятся, по существу, в контакте со всей соответствующей радиально внутренней поверхностью несущего корпуса 2. В областях перемещения камера 3 заполнена от около 20% до 50%, и материалы подвергаются меньшим напряжениям/деформациям.
Экструзионное устройство 1 дополнительно содержит экструзионную головку 5, расположенную в разгрузочном отверстии 2b, функция которой заключается в формоизменении эластомерного материала, выходящего из экструзионного устройства 1 с образованием требуемого поперечного сечения. Экструзионная головка 5 экструзионного устройства 1 согласно изобретению является заменяемой. К тому же экструзионное устройство 1 содержит соединительный фланец 6, неподвижно установленный в разгрузочном отверстии 2b.
Фланец 6 имеет центральное отверстие 7 для прохождения эластомерного компаунда, текущего через разгрузочное отверстие 2b, и периферийный участок 8, к которому крепятся первый шарнир 9 и второй шарнир 10, причем указанные шарниры расположены в диаметрально противоположных областях фланца 6. Первый и второй шарниры 9, 10 имеют оси шарнирного сочленения, перпендикулярные продольному направлению "X-X".
Экструзионное устройство 1 содержит первый поддерживающий корпус 11, образованный пластиной, удерживающей формоизменяющий мундштук 12, снабженный формоизменяющим каналом 13, заканчивающимся формоизменяющей щелью 13а.
Центральное отверстие 7 фланца 6 в разгрузочном отверстии 2b имеет поперечное сечение, имеющее форму, подобную самому разгрузочному отверстию 2b. При перемещении по направлению к формоизменяющему мундштуку 12 внутренние стенки центрального отверстия 7 сходятся, и поперечное сечение центрального отверстия 7 уменьшается.
Формоизменяющий канал 13 во фланце 6 имеет поперечное сечение, подобное центральному отверстию 7 указанного фланца 6. При перемещении по направлению к формоизменяющей щели 13а формоизменяющий канал 13 становится плоским и расширяется, приближаясь к плоскости, содержащей оси вращения шнеков 4, до тех пор, пока он не примет форму формоизменяющей щели 13а.
Первый поддерживающий корпус 11 имеет периферийный участок, снабженный третьим шарниром 14 с осью шарнира, параллельной оси шарнира первого шарнира 9, и соединенный с первым шарниром 9 рычагами 15.
Посредством вращения вокруг первого 9 и третьего 14 шарниров первый поддерживающий корпус 11 может быть перемещен из первого во второе положение. В первом положении (показанном на фиг.1, 2 и 3) первый поддерживающий корпус 11 обращен к и расположен напротив соединительного фланца 6 и там фиксируется с помощью пригодных средств, которые не показаны. Формоизменяющий мундштук 12 задерживает поток эластомерного материала, который в результате проходит через формоизменяющую щель 13а. Во втором положении (показанном на фиг.4) первый поддерживающий корпус 11 поворачивается на около 180° относительно первого положения и поддерживается, по существу, вблизи фланца 6.
Экструзионное устройство 1 содержит второй поддерживающий корпус 16, который предпочтительно не крепится к несущему корпусу 2, а располагается на тележке 17, обеспеченной колесами или роликами и возможно направляется по рельсе или другому типу направляющей, которые не показаны. Второй поддерживающий корпус 16 удерживает каландрирующее устройство 18, образованное с одним роликом (согласно варианту выполнения, который не показан) или парой противостоящих роликов 19 (фиг.5). Между двумя роликами 19 образовано проходное отверстие 20 для эластомерного компаунда (фиг.5).
Экструзионное устройство 1 содержит третий поддерживающий корпус 21, образованный пластиной, удерживающей адаптер, имеющий переходный канал 22. Переходный канал 22 используется для направления компаунда, выходящего из разгрузочного отверстия 2b, по направлению к проходному отверстию 20 каландрирующего устройства 18.
Третий поддерживающий корпус 21 имеет периферийный участок, снабженный четвертым шарниром 23 с осью шарнира, параллельной оси шарнира второго шарнира 10, и соединенный со вторым шарниром 10 рычагами 24.
Посредством вращения вокруг второго 10 и четвертого 23 шарниров, третий поддерживающий корпус 21 может быть перемещен из первого положения во второе положение. В первом положении (показанном на фиг.4 и 5) третий поддерживающий корпус 21 обращен к и расположен напротив соединительного фланца 6 и там фиксируется с помощью пригодного средства, которое не показано. Третий поддерживающий корпус 21 задерживает поток эластомерного материала, который в результате проходит через переходный канал 22.
Третий поддерживающий корпус 21 содержит два выступа 25, каждый из которых продолжается на одной стороне выпускного отверстия 26 переходного канала 22 (фиг.4). Каждый из выступов 25 имеет клинообразную конфигурацию и имеет две дугообразные противоположные поверхности 27 предпочтительно в виде цилиндрических участков (фиг.5). Две противоположные поверхности 27 каждого выступа 25 соединяются на прямом концевом крае, при этом два концевых края двух выступов 25 взаимно выровнены и, по существу, лежат в плоскости, в которой лежат оси вращения шнеков 4.
Во втором положении (показанном на фиг.2) третий поддерживающий корпус 21 поворачивается на около 180° относительно первого положения и поддерживается, по существу, вблизи фланца 6.
Когда третий поддерживающий корпус 21 находится в первом положении (фиг.4 и 5), второй поддерживающий корпус 16 располагается спереди адаптера 21 таким образом, что проходное отверстие 20 находится в сообщении с переходным каналом 22 и разгрузочным отверстием 2b. Два концевых края вставляются в проходное отверстие 20 роликов 19 каландрирующего устройства 18, и в этом положении каждая из двух дугообразных поверхностей 27 каждого выступа 25 имеет форму, соответствующую и обращенную к участку одного из указанных роликов 19. Два выступа 25 предотвращают компаунд, выходящий из выпускного отверстия 26 переходного канала 22, от выхождения латерально вдоль аксиального направления из проходного отверстия 20, ограниченного роликами 19.
В варианте выполнения вспомогательное формоизменяющее устройство 28 расположено после экструзионного устройства 1 и расположено на расстоянии от разгрузочного отверстия 2b. Вспомогательное формоизменяющее устройство 28 может быть, например, двухроликовым каландром 29, размещенным на конце винтового конвейера 30, имеющего бункер 31, размещенный под разгрузочным отверстием 2b (как показано на фиг.6).
При использовании и согласно способу согласно изобретению, выбор типа используемой экструзионной головки 5 выполняется после управления физико-химическими свойствами обрабатываемого эластомерного компаунда так, чтобы ограничивать температуру и давление, которые компаунд достигает, и избегать опасного подгорания и нежелательной локальной вулканизации во время экструзии.
Например, если компаунд при изготовлении имеет низкую вязкость и является очень липким, формоизменяющий мундштук 12 может быть установлен, приводя первый поддерживающий корпус 11 в первое положение, тогда как третий поддерживающий корпус 21 остается во втором положении, и второй поддерживающий корпус 16 размещается на расстоянии от разгрузочного отверстия 2b. При наличии низкой вязкости материала и несмотря на то, что изменение давления является высоким, невзирая на наличие постоянного мундштука 12, скорость потока является высокой и температура допустимой, т.е. ниже указанного выше предела температуры.
Например, формоизменяющий мундштук 12 используется, если вязкость "μ" эластомерного компаунда имеет значение ниже чем около 50 ML (1+4). При использовании формоизменяющего мундштука 12 верхний предел увеличения температуры "ΔT" компаунда находится между около 10°C и около 20°C, а верхний предел увеличения давления "ΔР" компаунда находится между около 20 бар и около 60 бар (предполагается разница давления/температуры между давлением/температурой компаунда в разгрузочном отверстии 2b и давлением/температурой компаунда в формоизменяющей щели 13а).
На выходе экструзионного устройства 1 получается лист эластомерного материала, сечение которого, по существу, имеет форму, соответствующую форме формоизменяющей щели 13а.
Если в последующем рабочем цикле потребуется обработать новый компаунд, который, например, является очень вязким и слабо адгезивным, достаточно вращать первый поддерживающий корпус 11 до тех пор, пока он не придет в его второе положение, вращать третий поддерживающий корпус 21 до тех пор, пока он не придет в положение напротив фланца 6 и пока тележка 17 не переместится близко к роликам 19 так, чтобы располагать каландрирующее устройство 18 спереди от выпускного отверстия 26 с концевыми краями выступа 25, вставленными в проходное отверстие 20 (фиг.4 и 5).
В качестве примера, каландрирующее устройство 18 используется, если вязкость "μ" эластомерного компаунда больше около 75 ML (1+4). Используя каландрирующее устройство 18, предел увеличения давления "ΔР" компаунда находится между около 5 бар и около 15 бар, и предел увеличения температуры "ΔT" компаунда находится между около 1°C и около 5°C (предполагается разница давления/температуры между давлением/температурой компаунда в разгрузочном отверстии 2b и давлением/температурой компаунда между роликами 19).
На выходе экструзионного устройства 1 получается лист эластомерного материала, сечение которого, по существу, имеет форму, соответствующую форме проходного отверстия 20, латерально ограниченного выступами 25.
Предпочтительно, ролики 19 фронтально перемещаются близко к третьему поддерживающему корпусу 21 с возможностью без затруднений выполнять размещение выступов 25 между роликами 19. С этой целью, предпочтительно, тележка 17 размещается на дугообразной рельсе, имеющей первый участок, близко расположенный к экструзионной головке 5 и, по существу, ортогональный концевому краю выступа 25. В дополнение рельса имеет изогнутый участок, используемый для удержания тележки 17, когда используется формоизменяющий мундштук 12, вблизи переходной области листа компаунда, выходящего из экструзионного устройства 1.
Если в последующем рабочем цикле потребуется обработать другой новый компаунд, который является очень вязким и слабо адгезивным, но имеет такую природу, что прямой проход в каландрирующее устройство 18 будет вызывать недопустимое увеличение температуры и давления, разгрузочное отверстие 2b остается свободным, и компаунд, выходящий из него, вынужден протекать во вспомогательное формоизменяющее устройство 28, размещенное после экструзионного устройства 1 и расположенное на расстоянии от разгрузочного отверстия 2b. С этой целью первый поддерживающий корпус 11 вращается до тех пор, пока он не придет в его второе положение, второй поддерживающий корпус 16 перемещается от экструзионного устройства 1, и третий поддерживающий корпус 21 приводится в его второе положение так, чтобы оставлять разгрузочное отверстие 2b экструзионного устройства 1 и/или отверстие фланца 6 открытым.
Изготовление компаундов, выполняемое вышеописанным устройством и/или способом, является особенно преимущественным в случае изготовления эластомерных компаундов, которые могут вулканизироваться и использоваться для изготовления соответствующих полуфабрикатных изделий или предшественников структурных компонентов шин. Эти полуфабрикатные изделия, например, могут быть (несмотря на то, что пример не является исчерпывающим) каркасным слоем, слоями ремней, сердечником борта шины, наполнителем борта шины, боковой стенкой, протекторным полотном, оболочкой, износостойким вытянутым элементом.
Согласно способам, известным в уровне техники, полуфабрикатные изделия собираются на одной или более опорах и/или барабанах для сборки, для изготовления сырой шины. Эта сырая шина далее отверждается для обеспечения готовой шины.
Согласно известным альтернативным способам, сырая шина может быть изготовлена без изготовления точных полуфабрикатных изделий посредством использования предшественников полуфабрикатных изделий, имеющих в общем вытянутую форму (прорезиненные нити, прорезиненные полосы, содержащие или не содержащие текстильные и/или металлические армирующие элементы). Эти предшественники спирально наматываются и/или располагаются в примыкающем бок о бок отношении (обычно с определенным взаимным перекрытием) на пригодные опоры так, чтобы воспроизводить последовательными витками и/или наложениями сечение и форму каждого соответственно полуфабрикатного изделия. Способы этого типа описаны, например, в Европейских патентных заявках EP 928680 и EP 928702, или в международной патентной заявке WO 01/36185 данного заявителя. Опоры, на которые эти предшественники наматываются и/или располагаются примыкающим образом, могут, например, содержать:
- барабан для сборки, имеющий, по существу, цилиндрическую конфигурацию (например, для нанесения прорезиненных полос для воспроизведения оболочки, одного или более каркасных слоев, боковых стенок и т.д.);
- формоизменяющий барабан, имеющий, по существу, тороидальную конфигурацию для поддержания прорезиненных полос, наложенных для воспроизведения оболочки, каркасного слоя/слоев и полос ремней;
- вспомогательный барабан, имеющий, по существу, цилиндрическую конфигурацию для нанесения полос, выполненную с возможностью образовывать слои ремней и протекторное полотно;
- жесткую опору тороидальной конфигурации, имеющую снаружи такую форму, чтобы, по существу, воспроизводить внешнюю поверхность подлежащей изготовлению готовой шины;
- ременное устройство подачи, связанное с одной из вышеуказанных опор.
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств
Пневматическая шина
Способ и установка для производства покрышек
Способ и устройство для сборки шин
Способ и установка для сборки невулканизированных шин для колес транспортных средств
Способ и установка для производства шин для колес транспортного средства
Способ конструирования шипованной шины и шипованная шина, полученная этим способом
Покрышка для колес большегрузных транспортных средств
Шина для автомобиля
Зимняя шина
Способ и установка для сборки шин для колес транспортных средств

