Результат интеллектуальной деятельности: КОНСТРУКЦИЯ ДЛЯ ПРИСОЕДИНЕНИЯ ТЕРМОИЗОЛЯЦИОННОГО МАТЕРИАЛА К МЕТАЛЛИЧЕСКОЙ КОНСТРУКЦИИ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к конструкции для присоединения керамического термоизоляционного материала к металлической конструкции, предпочтительно используемой в среде горячих газов. Данное изобретение также относится к способу получения такой конструкции.
Уровень техники
При работе в среде горячих газов присоединение керамического термоизоляционного материала к металлической конструкции требует хорошего контроля уровня напряжений в керамическом термоизоляционном материале, во избежание преждевременного отказа керамического материала. Чтобы достичь этого, представляется интересным разработать соединение керамического материала и металлического материала для наиболее высокой возможной температуры, чтобы свести к минимуму требуемую толщину керамического термоизоляционного материала, таким образом, чтобы уменьшить термические напряжения в элементе из такого керамического материала, так как они непосредственно связаны с температурным градиентом на указанном элементе. Следствием высокотемпературного соединения на температурном градиенте в керамическом слое является высокий уровень напряжения в соединении из-за разницы в коэффициентах термического расширения керамики и металлической подложки. Кроме того, чем выше температура металлического материала в процессе эксплуатации, тем выше будет скорость окисления металлического материала; следовательно, металлический материал, образующий соединение, должен иметь высокую устойчивость к окислению.
В данной области техники известен способ присоединения керамического термоизоляционного материала к металлической конструкции посредством припаивания керамической части к металлической части с использованием активной пайки, реактивной воздушной пайки или металлизации керамического материала. Однако все эти известные решения ограничены температурными свойствами, либо из-за низкой температуры плавления припоя для активной пайки, которые используют (на основе серебра (Ag) или золота (Au)) при использовании активной или реактивной воздушной пайки, либо из-за плохой устойчивости к окислению металла, используемого при металлизации керамического материала, при этом данный металл, используемый для металлизации, обычно представляет собой молибден (Mo) или марганец (Mn).
Другая возможность, известная в данной области техники, состоит в соединении керамического материала и металлического материала посредством механического соединения: это решение позволяет выбирать используемые материалы конкретно за их функциональные характеристики, с минимальными ограничениями по совместимости материалов. Однако при использовании решения, которое заключается в механическом соединении, проблема состоит в том, что в области соединения возникает концентрация напряжений, что приводит к риску местного растрескивания керамического материала, которое может распространяться с катастрофической скоростью через весь керамический материал, что приводит к преждевременному отказу.
Другие решения, известные в данной области техники, состоят, например, в установке керамики в металлическое зажимное устройство, при этом возникают проблемы, аналогичные описанным для упомянутого выше механического соединения, или использовании термостойких цементов, при этом возникает проблема, состоящая в том, что хрупкий соединительный слой с ограниченными механическими характеристиками подвергается высоким уровням напряжения, что приводит к возможному местному растрескиванию, которое может распространяться и вызывать преждевременный отказ керамического материала.
Настоящее изобретение направлено на обеспечение соединительной конструкции, которая позволяет решить вышеупомянутые проблемы предшествующего уровня техники.
Сущность изобретения
Согласно первому объекту, настоящее изобретение относится к конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, при этом конструкция используется в среде горячих газов. Конструкция по изобретению содержит переходный слой, изготовленный из металлического материала, расположенный между керамическим слоем и металлическим слоем, который содержит множество элементов зацепления на одной из его сторон, обращенной к керамическому слою. Согласно конструкции по изобретению, керамический слой содержит множество полостей, предназначенных для соединения с соответствующими взаимно зацепляющимися элементами переходного слоя. Конструкция по изобретению также содержит слой припоя, посредством которого переходный слой прикреплен к металлическому слою.
Изобретение также относится к способу получения конструкции, описанной выше. Способ по изобретению позволяет создать определенную конфигурацию переходного слоя, содержащего множества элементов зацепления на одной из его сторон, обращенной к керамическому слою, посредством процесса лазерной формовки металла.
Краткое описание чертежей
Вышеупомянутые объекты и многие из сопутствующих преимуществ данного изобретения станут более очевидными по мере лучшего понимания изобретения при обращении к последующему подробному описанию, если рассматривать его вместе с прилагаемыми чертежами, на которых:
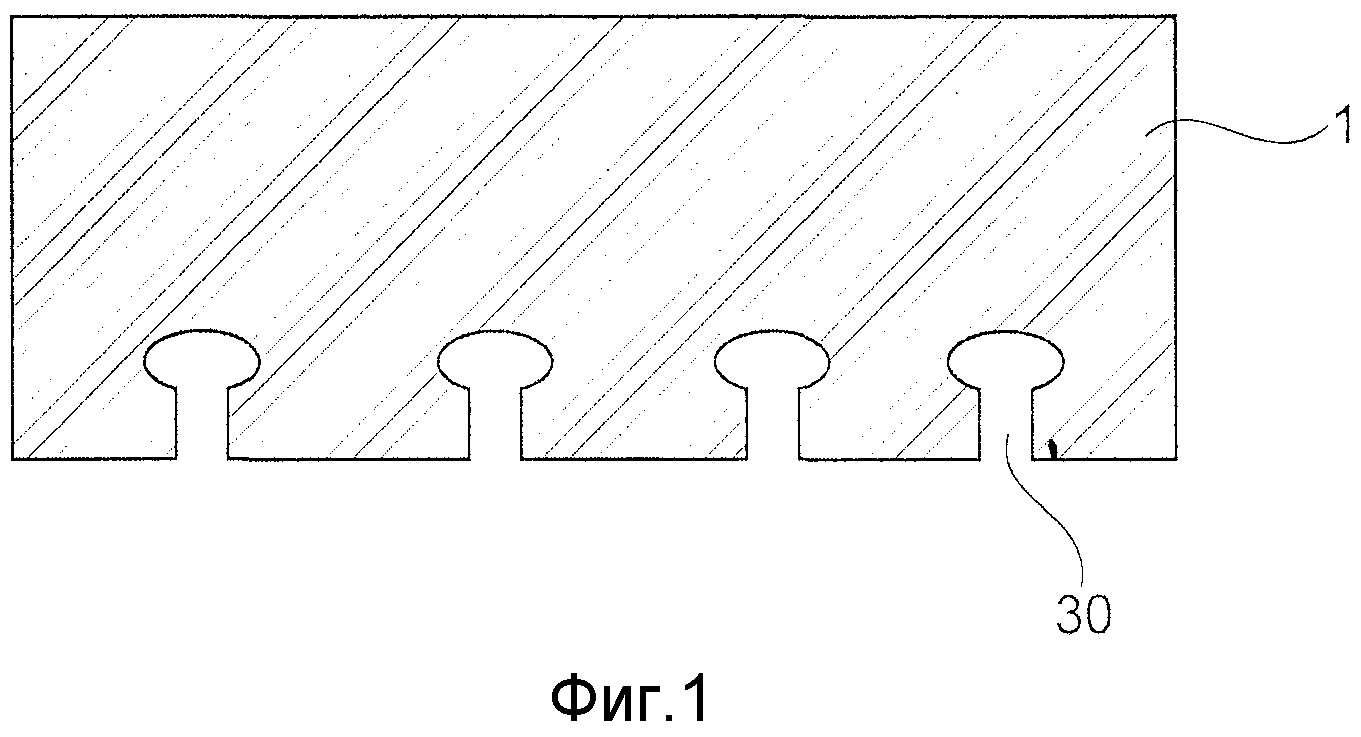
Фиг. 1 - схематичный вид керамического слоя в конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, по изобретению.
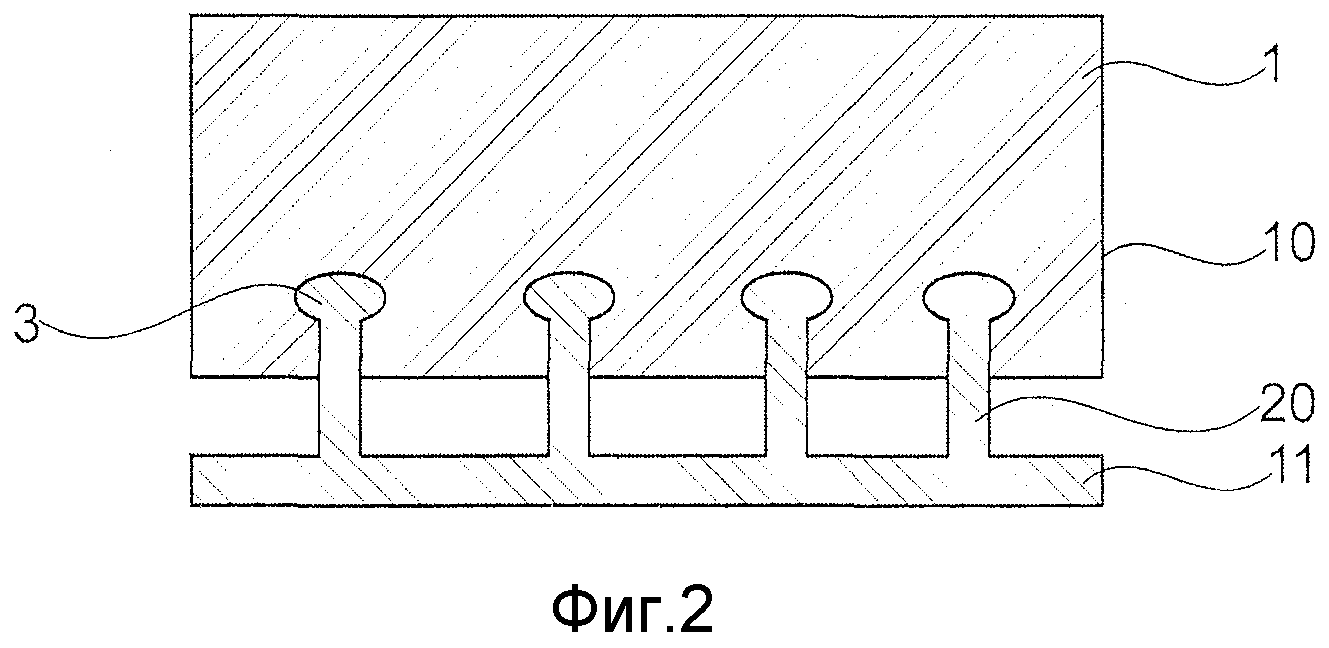
Фиг. 2 - схематичный вид керамического слоя и переходного слоя в конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, по изобретению.
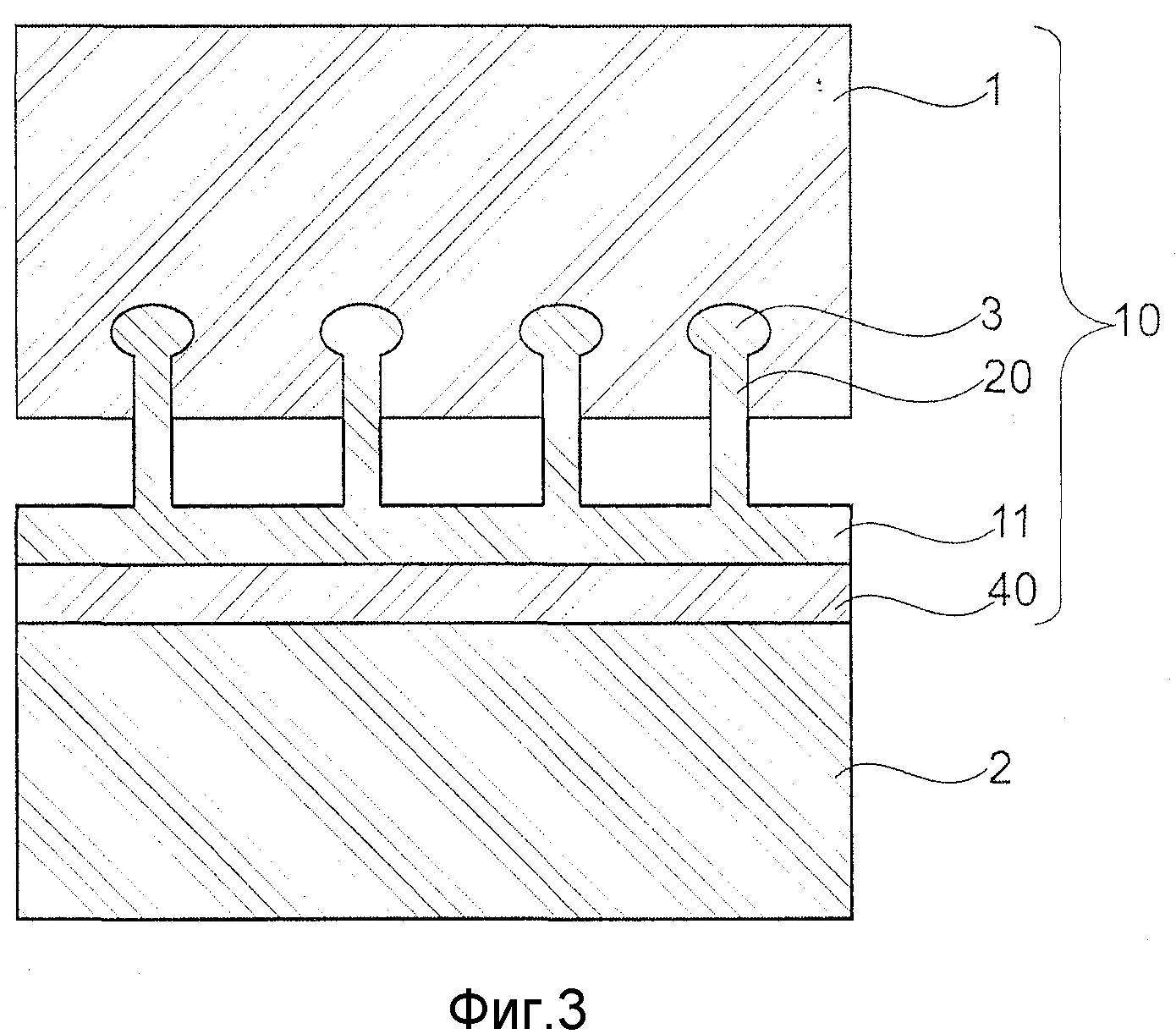
Фиг. 3 - схематичный вид конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, согласно первому варианту осуществления изобретения.
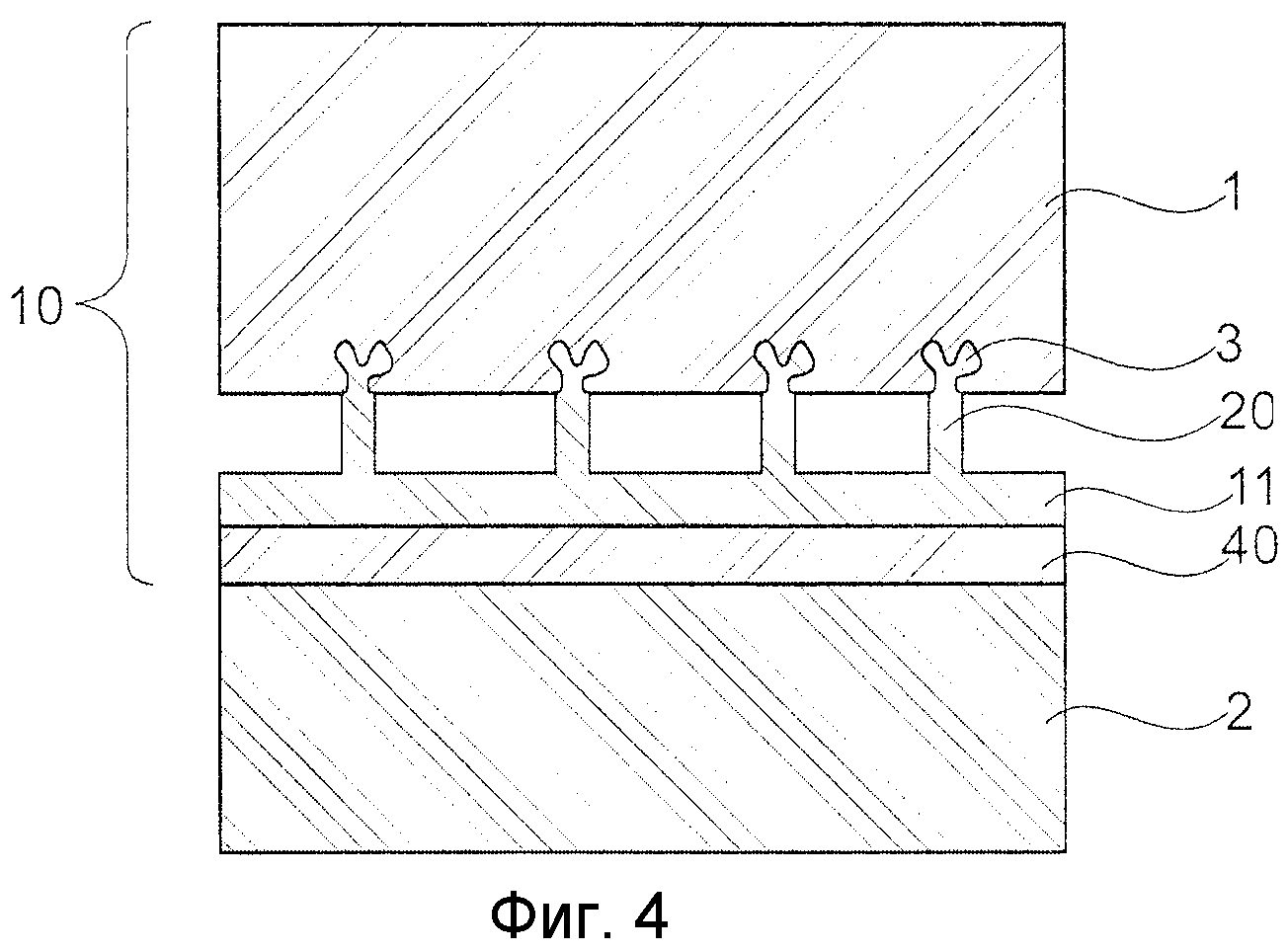
Фиг. 4 - схематичный вид конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, согласно второму варианту осуществления изобретения.
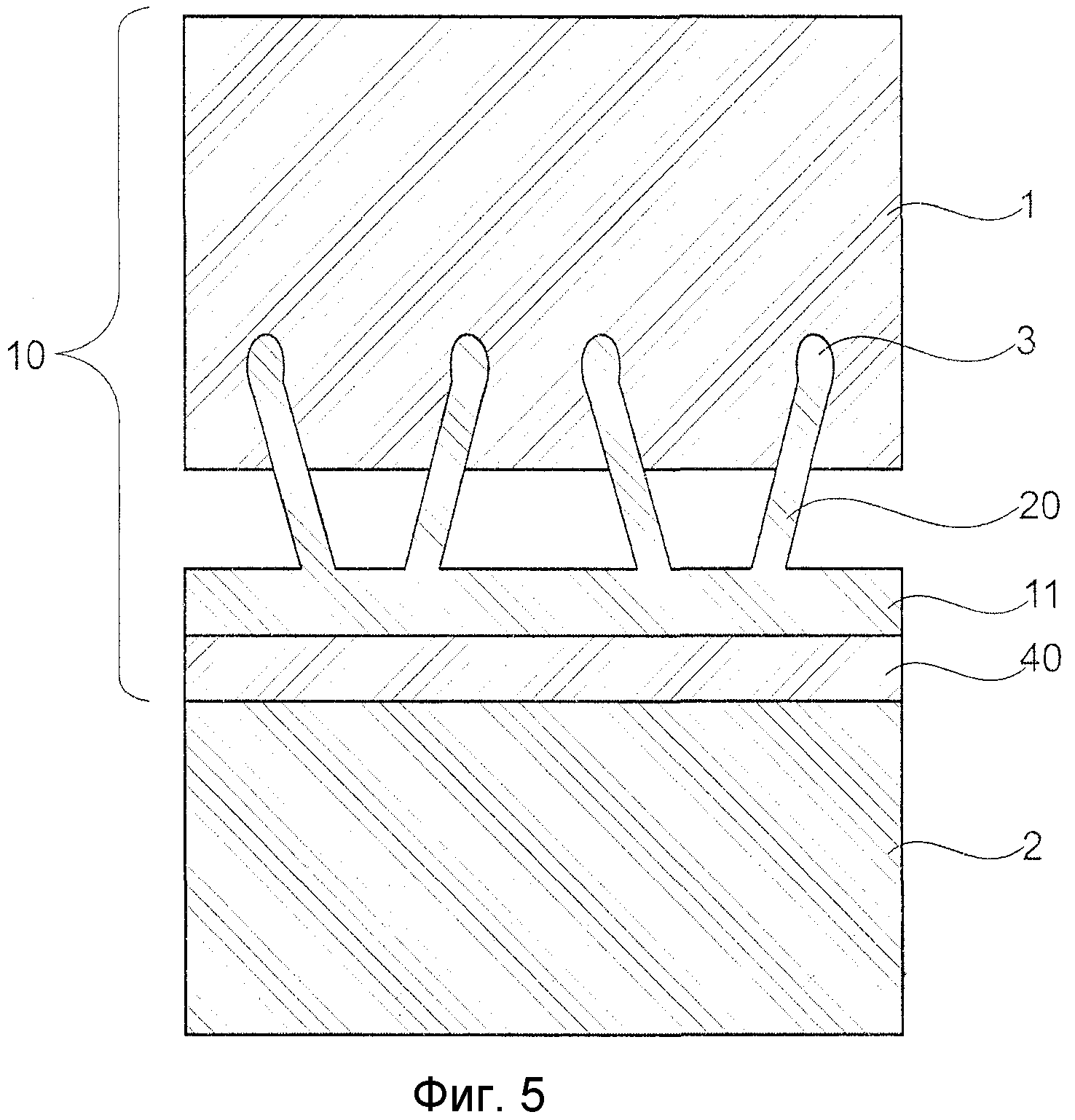
Фиг. 5 - схематичный вид конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, согласно третьему варианту осуществления изобретения.
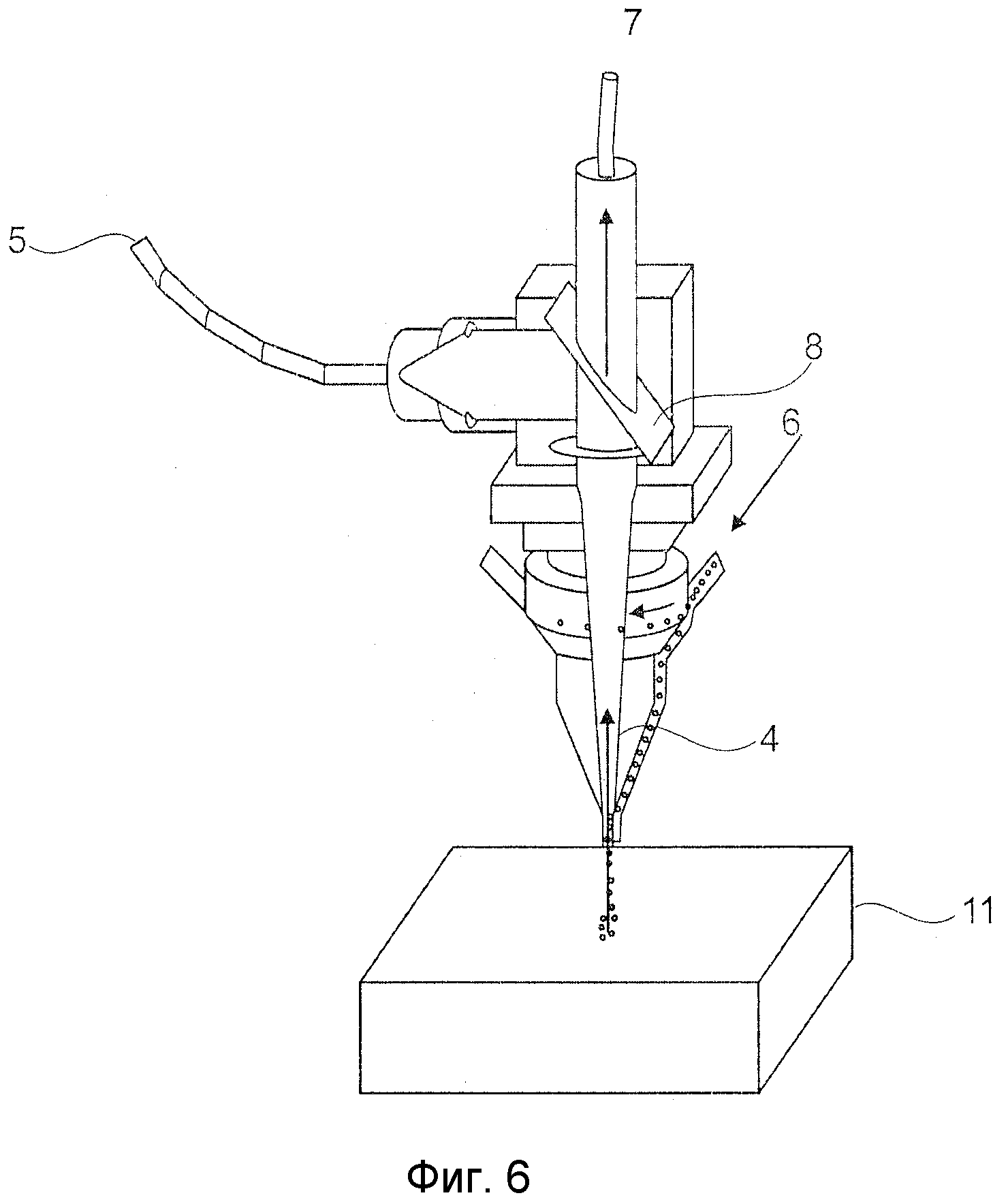
Фиг. 6 - схематичный вид способа по изобретению для создания переходного слоя в конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, по изобретению.
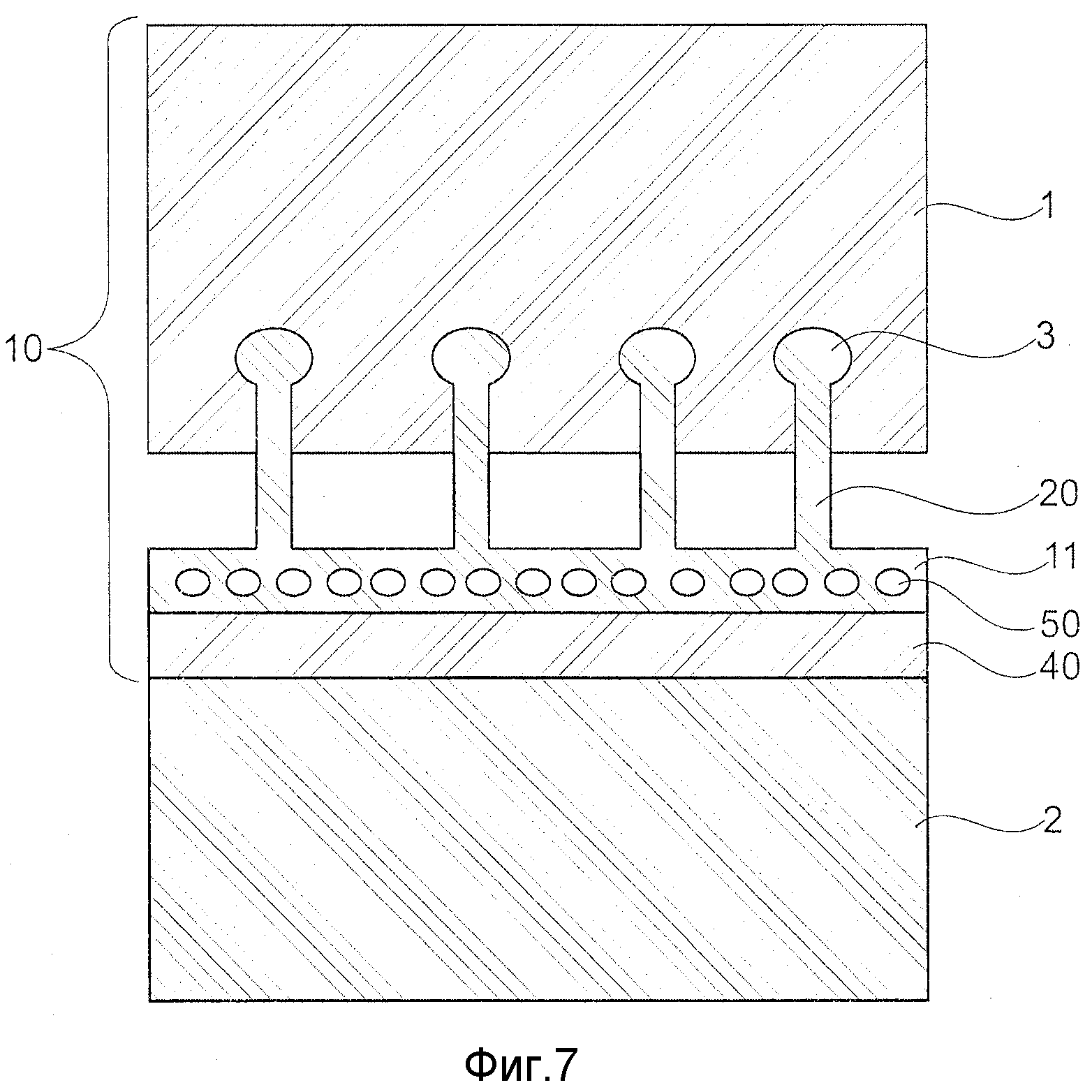
Фиг. 7 - схематичный вид конструкции для присоединения керамического слоя, содержащего термоизоляционный материал, к металлическому слою, согласно четвертому варианту осуществления изобретения.
Подробное описание изобретения
Согласно первому объекту, настоящее изобретение относится к конструкции для присоединения керамического слоя 1, содержащего термоизоляционный материал, к металлическому слою 2, при этом конструкция 10 используется в среде горячих газов, обычно в газовых турбинах. Конструкция 10 содержит переходный слой 11, изготовленный из металлического материала, расположенный между керамическим слоем 1 и металлическим слоем 2, содержащим множеством элементов 20 зацепления на одной из его сторон, обращенной к керамическому слою 1. Согласно конструкции по изобретению, керамический слой 1 содержит множество полостей 30, предназначенных для соединения с соответствующими взаимно элементами 20 зацепления переходного слоя 11. Конструкция 10 по изобретению также содержит слой 40 припоя, посредством которого переходный слой 11 прикреплен к металлическому слою 2.
Изобретение также относится к способу получения конструкции 10, аналогичной описанной выше. Способ по изобретению позволяет создать определенную конфигурацию переходного слоя 11, содержащую множества элементов 20 зацепления на одной из его сторон, обращенной к керамическому слою 1, посредством процесса лазерной формовки металла, как будет разъяснено далее.
Чтобы уменьшить концентрацию напряжений в месте соединения, предложена прочная конструкция для соединения с конструкцией 10 по изобретению, имеющая большое число соединительных контактов (взаимно элементов 20 зацепления и полостей 30); кроме того, геометрическая форма соединений такова, чтобы уменьшить остаточные напряжения. Чтобы достичь этого, керамический слой 1 изготавливают таким образом, чтобы он имел полости 30 (см. Фиг. 1), а затем изготавливают переходный слой 11, чтобы заполнить эти полости 30, что приводит к взаимному зацеплению между керамическим слоем 1 и переходным слоем 11. Изготовление промежуточного слоя 11, следовательно, должно быть точно адаптировано к форме каждой из полостей 30 керамического слоя 1. Этого можно достичь несколькими возможными способами:
1) Керамический слой 1 изготавливают непосредственно с полостями 30, включающими в себя элементы для зацепления, такие как выступы и впадины 3. Каждую изготавливаемую часть сканируют подходящим оптическим устройством, например, трехмерным фотограмметрическим сканером, и исходное положение каждой из полостей 30 сохраняют в файле данных вместе с идентификационным номером, соответствующим номеру детали. Вторым этапом выполняют операцию автоматизированного лазерного формования металла, при этом сопло 4 для порошка, снабжаемое порошком и газом 6, располагают в исходных положениях, где должны быть расположены элементы 20 зацепления, причем порошок местно расплавляют с помощью сфокусированного лазерного луча 5, что позволяет местно расплавленному металлическому порошку заполнить изготавливаемые полости, как показано на Фиг. 6. Позиционирование форсунки 4 для порошка может выполняться либо с помощью робота, либо с помощью ЧПУ (числового программного управления).
2) Другая возможность состоит в том, чтобы создать первый этап, на котором выполняют операцию обработки коротко-импульсным лазером для создания полостей 30 на поверхности керамического слоя 1. Предпочтительно для создания чистых полостей 30, свободных от продуктов плавления, и без образования трещин в керамическом слое 1, выбирают наносекундные или пикосекундные импульсы. Второй этап аналогичен уже описанному выше в пункте 1): однако нет необходимости в сканировании, так как предыдущие позиции обработки можно использовать непосредственно в качестве целевого положения для этапа лазерной формовки металла.
При использовании одного из двух способов, описанных выше, можно создать элементы 20 зацепления множества различных форм, как показано в различных вариантах осуществления изобретения, показанных на Фиг. 3-7. В зависимости от требуемой прочности соединения и функциональных требований к конструкции 10, количество, плотность и степень покрытия керамического слоя 1 элементами 20 зацепления можно регулировать. Другая возможность состоит в том, чтобы заполнить полости 30 металлом таким образом, что металлический наполнитель выступает из керамического слоя 1, образуя металлические выступы. С помощью дополнительной операции шлифования или фрезерования можно получить определенное расстояние между поверхностями керамического слоя 1 вместе с переходным слоем 11 и металлическим слоем 2, что позволяет избежать преждевременного отказа из-за уменьшенного уровня напряжений в точках контакта между керамическими слоями 1 и металлическим наполнителем из-за низкой жесткости металлических выступов.
Металлический материал, подвергающийся лазерной формовке, очень гибкий относительно материала наполнителя, предпочтительно металлического материала наполнителя. В качестве примера, жаростойкие порошковые припои на основе никеля с возможностью эксплуатации при высоких температурах и хорошей устойчивости к окислению, такие как имеющиеся на рынке припои Amdry 915 или Amdry 103, могут быть выбраны в качестве наполнителя. Так как лазерное сопло/сопло для порошка 4 или керамический слой можно наклонять, это дает высокую гибкость, что касается форм элементов 20 зацепления.
В качестве альтернативы (см. Фиг. 1) можно использовать порошковую смесь высокопрочного суперсплава и порошкового припоя с возможностью эксплуатации при высоких температурах. В обоих случаях керамический слой 1, взаимно зацепляющийся с переходным слоем 11, может быть непосредственно соединен с металлическим слоем 2, действующим как несущая конструкция. Если нужно обеспечить определенное расстояние между двумя поверхностями (керамический слой 1 вместе с переходным слоем 11 и металлическим слоем 2), то можно предусмотреть соединение керамического слоя 1 и переходного слоя 11 с металлическим слоем 2 методом пайки с супертвердым припоем. В этом случае устанавливают промежуточное значение температуры пайки между температурой солидуса и температурой ликвидуса сплава наполнителя. Вследствие этого расплавляется только малая часть наполнителя, и металлические соединения (элементы 20 зацепления) сохраняют свою форму, обеспечивая правильное расстояние между керамическим слоем 1 вместе с переходным слоем 11 и металлическим слоем 2.
В предпочтительном варианте осуществления (см. Фиг. 2, 3, 4, 5 и 7) в качестве материала наполнителя используют суперсплав с возможностью выдерживать высокие температуры. В зависимости от местных требований можно выбрать материалы с превосходной устойчивость к окислению, устойчивостью к коррозии, превосходной механической прочностью или подходящей комбинацией этих свойств, такие как Amdry 995, Amdry 963, Haynes 230 или Inconel 738. В этом случае между металлическим слоем 2 и керамическим слоем 1, присоединенным к переходному слою 11, можно нанести дополнительный слой 40 припоя. Однако большая площадь покрытия керамического слоя 1 переходным слоем 11 сильно улучшает смачиваемость и делает пайку намного более надежной. Следовательно, гибкость, что касается материала припоя, используемого для создания слоя 40 припоя, больше, и можно выбрать фольгу для припоя со значительно более высокой эксплуатационной температурой. Можно создать определенный зазор путем выбора длины элементов 20 зацепления таким образом, чтобы образовать металлические выступы между керамическим слоем 1 и переходным слоем 11. Данные выступы имеют низкую жесткость и могут иметь такую конструкцию, что уровень напряжений в точках контакта между элементами 20 зацепления и керамическим слоем 1 достаточно низок, чтобы избежать образования и распространения трещин в керамическом слое 1 как при комнатной температуре, так и во время эксплуатации.
Во всех случаях нужно избегать избыточной подачи тепла в керамический слой 1, так как перегрев может вызвать локальное растрескивание или другие повреждения. Чтобы гарантировать это, можно применить регулирование операции лазерного плавления порошка с помощью системы управления с обратной связью (см. Фиг. 6): в этом случае в сопло 4 лазера для порошка встраивают пирометр, который непрерывно измеряет температуру местного участка плавления. Значения температуры анализируют в реальном времени и передают обратно в устройство управления мощностью лазера, которое автоматически регулирует уровень мощности, чтобы поддерживать температуру, оптимальную для процесса плавления. Предпочтительно, чтобы для этого процесса использовалась оптическая система 8 формирования луча, создающая пятно излучения лазера субмиллиметрового диаметра. Для лучшего баланса подачи тепла можно применять дополнительное быстрое колебание луча, используя гальванометрический сканер, встроенный в оптическую систему 8 формирования луча.
Согласно другому варианту осуществления изобретения, керамический слой 1 содержит металлический материал выступающего наполнителя, образующий элементы 20 зацепления: этот керамический слой 1 используют в качестве исходной заготовки для процесса изготовления по аддитивной технологии, который может быть использован для создания переходного слоя 11 между керамическим слоем 1 и металлическим слоем 2. В частности, данную операцию можно выполнить с помощью селективной лазерной плавки (SLM) внутри рабочей камеры с контролируемой атмосферой. С этой целью керамический слой 1 вводят в камеру для селективной лазерной плавки параллельно плоскости, в которой располагают порошок. Селективную лазерную плавку выполняют таким образом, что образуется новый материал, начиная с переходного слоя 11. В качестве особенно интересного решения можно расположить конформные (околостенные) охлаждающие каналы 50, как показано на Фиг. 7, в непосредственной близости от горячей поверхности взаимодействия между керамическим слоем 1 и металлическим слоем 2: затем получаемый в результате гибридный керамико-металлический составной элемент припаивают к металлическому слою 2, как описано выше.
Используя один из технологических маршрутов или этапов, описанных выше, можно изготавливать большие количества стандартизованных элементов из керамического слоя 1 и переходного слоя 11, имеющие конструкцию 10 по изобретению, которые затем можно надежно прикрепить к большому металлическому слою 2, такому как, например, вкладыш камеры сгорания в газовой турбине.
Основные преимущества способа по изобретению с использованием процесса лазерной формовки металла/селективной лазерной плавки позволяют создать механическое соединение между керамическим слоем 1 и металлической конструкцией 2 (несущей конструкцией) с очень низкими остаточными напряжениями и свести к минимуму концентрацию напряжений в керамическом слое 1. Конструкция соединения позволяет компенсировать напряжения из-за термического несовпадения между керамическим изоляционным материалом, образующим керамический слой 1, и металлическим слоем 2. Дополнительную компенсацию напряжений можно получить, выбрав материал наполнителя, который имеет адекватную пластичность в заданном эксплуатационном диапазоне.
Кроме того, по меньшей мере, в одном из вариантов осуществления способа по изобретению, керамический слой 1 не требует обработки перед соединением, и вариабельность керамической формы из-за допусков на изготовление и других эффектов, подобных неконтролируемой усадке во время спекания керамического материала перед его формованием (называемого сырым керамическим материалом), компенсируется этапом лазерной формовки металла с помощью универсального лазера в сочетании с трехмерным сканированием. Местный нагрев во время формования металлического соединения также позволяет уменьшить интенсивность температурного шока в керамическом слое 1 во время изготовления. Все эти преимущества уменьшают вероятность преждевременного растрескивания керамического материала во время соединения керамического слоя 1 вместе с переходным слоем и металлического слоя 2. Кроме того, процесс по изобретению позволяет уменьшить образование трещин во время высокотемпературных операций и непостоянных нагрузок: это уменьшает вероятность преждевременного отказа керамического материала.
Хотя настоящее изобретение было полностью описано в связи с предпочтительными вариантами осуществления, очевидно, что можно осуществлять изменения в рамках объема изобретения, который не ограничивается данными вариантами осуществления, а ограничивается содержимым приведенной ниже формулы изобретения.
Номера ссылочных позиций
10 Конструкция, объединяющая керамику и металл
1 Керамический слой
2 Металлический слой
11 Переходный слой
20 Элементы зацепления
30 Полости в керамическом слое
40 Слой припоя
3 Выступы и впадины элементов зацепления
4 Сопло лазера для порошка
5 Сфокусированный лазерный луч
6 Порошок и газ
7 Пирометр
8 Оптическая система формирования луча
50 Охлаждающие каналы.
Способ удаления co (варианты)
Установка и способ регенерации раствора абсорбента
Устройство и способ усовершенствованного извлечения co из смешанного потока газа при использовании катализатора
Система нагружения буксы с электронным управлением
Диспергирующее устройство распылительного сушильного абсорбера
Устройство и способ улавливания co, основанный на применении охлажденного аммиака, с промывкой водой
Регулируемые щелоковые распылители с множеством отражательных пластин
Наконечник сопла для печи, работающей на пылевидном твердом топливе (варианты)
Тканевая фильтровая система
Способ и устройство проверки и контроля удаления фторида водорода из технологического газа
Способ удаления co (варианты)
Установка и способ регенерации раствора абсорбента
Устройство и способ усовершенствованного извлечения co из смешанного потока газа при использовании катализатора
Система нагружения буксы с электронным управлением
Диспергирующее устройство распылительного сушильного абсорбера
Устройство и способ улавливания co, основанный на применении охлажденного аммиака, с промывкой водой
Регулируемые щелоковые распылители с множеством отражательных пластин
Электростанция с улавливанием и сжатием co
Наконечник сопла для печи, работающей на пылевидном твердом топливе (варианты)
Тканевая фильтровая система

