УСТАНОВКА И СПОСОБ ОБРАБОТКИ АНОДНЫХ ПЛАСТИН ДЛЯ ЭЛЕКТРОЛИЗА
Вид РИД
Изобретение
Область техники
Предлагаемые изобретения относятся к области электролитического получения меди и, в частности, к установке и способу обработки анодных пластин для электролиза.
Предшествующий уровень
Анодные пластины для электролиза обычно изготавливаются путем литья, что дает большие разбросы по форме и размерам анодных пластин. Для того чтобы повысить коэффициент использования материала и энергоэффективность изготовления анодных пластин, и для снижения токов короткого замыкания и контактного сопротивления анодных пластин, пластины необходимо обработать на специально предназначенной для этого установке.
Установка обычно включает устройство приема, отделения, очистки и взвешивания анода, устройство выравнивания плоскостности и измерения толщины, устройство сбора дефектных пластин, устройство фрезеровки боковой стороны ушка анода, устройство фрезеровки нижней стороны ушка и устройство укладки.
В известных установках обработки анодных пластин устройство фрезеровки боковой стороны ушка и устройство фрезеровки нижней стороны ушка соединены (т.е. расположены) последовательно. То есть, анодная пластина будет обрабатываться устройством фрезеровки нижней стороны ушка после прохождения через устройство фрезеровки боковой стороны ушка. Поскольку площадь фрезеровки, подлежащая обработке устройством фрезеровки боковой стороны ушка велика, а величина подачи при фрезеровке ушка мала, при большой толщине ушка анодной пластины требуется несколько проходов фрезы устройства фрезеровки боковой стороны ушка. Таким образом, обработка занимает много времени, что приводит к снижению эффективности работы установки для обработки анодной пластины.
Сущность изобретения
Предлагаемое изобретение направлено на решение, хотя бы частичное, по крайней мере, одной из существующих проблем.
Установка для обработки анодной пластины для электролиза согласно вариантам предлагаемого изобретения в широком смысле включает: транспортер для перемещения анодной пластины в поперечном направлении; устройство выравнивания плоскостности и измерения толщины анодной пластины, перемещаемой по транспортеру; устройство фрезеровки нижней стороны ушка анодной пластины, расположенное по одну сторону поперечного транспортера по ходу после устройства выравнивания плоскостности и измерения толщины пластины, и устройство фрезеровки боковой стороны ушка анодной пластины, расположенное по другую сторону поперечного транспортера по ходу после устройства выравнивания плоскостности и измерения толщины пластины.
При расположении устройства фрезеровки нижней стороны ушка и устройства фрезеровки боковой стороны ушка по разные стороны транспортера, когда нет необходимости фрезеровки боковой стороны ушка выровненная и измеренная соответствующим устройством анодная пластина может перемещаться для последующей обработки прямо к устройству фрезеровки нижней стороны ушка. Когда после выравнивания и измерения толщины анодной пластины требуется фрезеровка боковой стороны ушка, пластина перемещается к устройству фрезеровки боковой стороны ушка для соответствующей обработки, а затем - к устройству фрезеровки нижней стороны ушка. Другими словами, устройство фрезеровки боковой стороны ушка и устройство фрезеровки нижней стороны ушка соединены (т.е. расположены) параллельно и работают независимо одно от другого, так что работа одного из этих устройств не будет влиять на работу другого устройства и установки в целом, повышая таким образом эффективность работы установки.
В некоторых конструктивных вариантах, устройство фрезеровки нижней стороны ушка располагается напротив устройства фрезеровки боковой стороны ушка в направлении, перпендикулярном направлению движения транспортера.
Установка также может включать устройство приема анодной пластины и устройство подачи, отделения, выпрямления и взвешивания, выполняющее перемещение к транспортеру принимаемых анодных пластин, разделение принимаемых анодных пластин, вертикальное выпрямление ушек анодных пластин и взвешивание принимаемых анодных пластин, причем устройство приема пластины и устройство подачи, отделения, выпрямления и взвешивания расположены последовательно по ходу перед устройством выравнивания плоскостности и измерения толщины.
В некоторых конструктивных вариантах устройство приема пластины и устройство подачи, отделения, выпрямления и взвешивания располагаются по другую сторону поперечного транспортера около его входного конца.
Установка также может включать устройство сбора дефектных пластин, выполняющее функции сбора и удаления дефектных анодных пластин, которое располагается по ходу после устройства фрезеровки нижней стороны и устройства фрезеровки боковой стороны ушка.
В некоторых конструктивных вариантах, устройство сбора дефектных пластин располагается по другую сторону поперечного транспортера около его выходного конца.
В некоторых вариантах, установка может также включать подъемное устройство и устройство укладки-транспортировки анодных пластин, расположенное по ходу после первого по очереди устройства фрезеровки в направлении, перпендикулярном поперечному направлению.
Способ обработки анодных пластин для электролиза согласно второму объекту предлагаемого изобретения включает: перемещение анодной пластины в поперечном направлении с помощью поперечного транспортера; выравнивание плоскостности и измерение толщины анодной пластины во время ее перемещения в поперечном направлении; оценку необходимости фрезеровки боковой стороны ушка выровненной и измеренной анодной пластины; фрезеровку нижней поверхности ушка выровненной и измеренной анодной пластины устройством фрезеровки нижней стороны ушка, если анодной пластине не требуется фрезеровка боковой поверхности ушка; и фрезеровку боковой поверхности ушка, а затем фрезеровку нижней поверхности ушка анодной пластины соответствующими устройствами, если требуется фрезерование боковой поверхности ушка.
Способ обработки анодной пластины для электролиза согласно вариантам предлагаемого изобретения позволяет улучшить эффективность обработки.
В некоторых вариантах, способ также включает оценку необходимости сортировки выровненных и измеренных анодных пластин перед оценкой необходимости фрезеровки боковой стороны ушка, и удаление и сбор дефектных анодных пластин, если выровненные и измеренные анодные пластины имеют дефекты.
Способ также может включать укладку анодных пластин с отфрезерованными нижними поверхностями ушка с помощью подъемного устройства и устройства укладки и транспортировки анодных пластин.
Другие особенности и преимущества конструктивных вариантов предлагаемого изобретения частично будут даны в дальнейшем описании, или будут видны из описания, или могут быть установлены при осуществлении предлагаемого изобретения.
Краткое описание чертежей
Эти и другие особенности и преимущества конструктивных вариантов предлагаемого изобретения будут более понятны и наглядны из последующего описания с отсылками к прилагаемым чертежам, на которых:
Фиг. 1 - схема установки для обработки анодных пластин для электролиза согласно предлагаемому изобретению;
Фиг. 2 - диаграмма операций способа обработки анодных пластин для электролиза согласно предлагаемому изобретению.
Подробное изложение изобретения
Детали изобретения будут раскрыты при описании конструктивных вариантов. Описанные конструктивные варианты со ссылками на чертежи являются иллюстративными, пояснительными и используются для общего понимания предлагаемого изобретения. Они не должны рассматриваться как ограничивающие данное изобретение. Одни и те же или аналогичные элементы и элементы, имеющие те же или такие же функции, обозначены одинаковыми числовыми позициями по всему описанию.
В описании, если специально не оговорено иное, соотносительные термины «центральный», «продольный», «боковой», «передний», «задний», «правый», «левый», «внутренний», «наружный», «нижний», «верхний», «горизонтальный», «вертикальный», «над», «под», «верх», «низ», а также производные от них (например, «горизонтально», «вниз», «вверх» и т.д.) следует понимать как относящиеся к ориентации только при демонстрации на чертежах и пояснениях к ним. Соотносительные термины даются для удобства описания и не требуют, чтобы предлагаемое устройство было сконструировано или работало бы именно в такой ориентации.
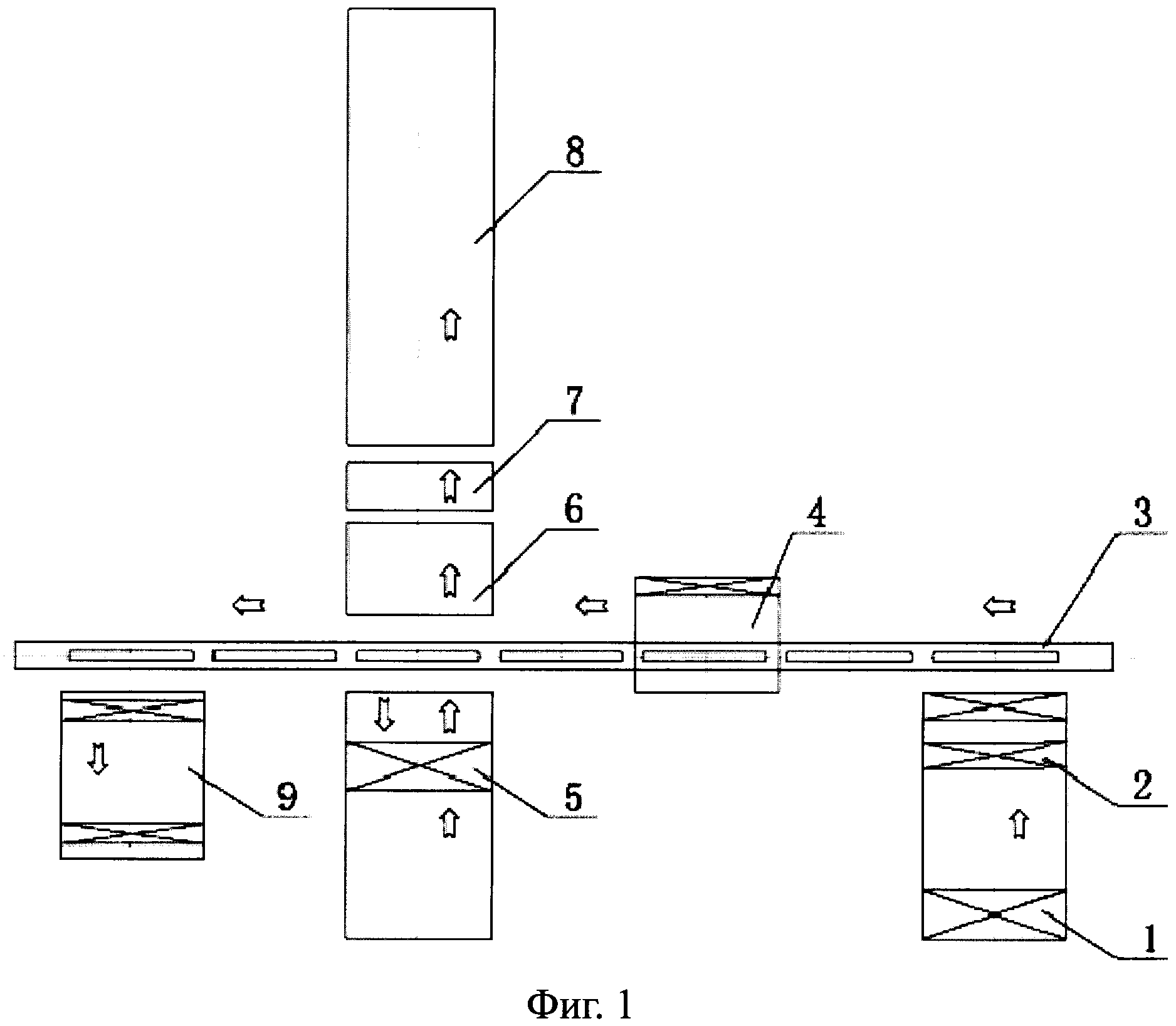
На Фиг. 1 показана схема установки для обработки анодных пластин для электролиза согласно изобретению. Как видно на Фиг. 1, направления стрелок показывают направления перемещения анодных пластин. Установка для обработки анодных пластин для электролиза согласно вариантам предлагаемого изобретения включает поперечный транспортер 3, устройство 4 выравнивания плоскостности и измерения толщины пластины, устройство 5 фрезеровки боковой стороны ушка и устройство 6 фрезеровки нижней стороны ушка.
Более точно, поперечный транспортер 3 перемещает анодную пластину в поперечном направлении (левое и правое направления на Фиг. 1) от входного конца к выходному. Во время перемещения соответствующие устройства установки (за исключением поперечного транспортера 3) могут соответственно обрабатывать анодную пластину.
Для данного описания поперечным направлением является направление вправо и влево на Фиг. 1, и поперечный транспортер 3 может перемещать анодную пластину в направлении справа налево на Фиг. 1, где правая сторона - это входная сторона установки, а левая сторона - выходная.
Устройство 4 выравнивания плоскостности и измерения толщины пластины применяется по назначению, когда анодная пластина перемещается на поперечном транспортере 3. Другими словами, когда анодная пластина на поперечном транспортере 3 перемещается к устройству 4, это устройство выравнивает плоскостность анодной пластины и измеряет ее толщину.
Устройство 6 фрезеровки нижней стороны ушка используется для фрезерной зачистки нижней поверхности ушка анодной пластины. Устройство 6 фрезеровки нижней стороны ушка может располагаться по одну сторону поперечного транспортера 3 (например, на верхней стороне поперечного транспортера 3 на Фиг. 1) по ходу после устройства 4 выравнивания плоскостности и измерения толщины пластины. Так, нижняя поверхность ушка анодной пластины может быть отфрезерована после того, как анодная пластина обработана устройством 4 выравнивания плоскостности и измерения толщины пластины.
Устройство 5 фрезеровки боковой стороны ушка используется для фрезерной зачистки боковой поверхности ушка анодной пластины. Устройство 5 фрезеровки боковой стороны ушка может располагаться по другую сторону поперечного транспортера 3 (например, на нижней стороне поперечного транспортера 3) и находиться по ходу после устройства 4 выравнивания и измерения толщины пластины. Таким образом, боковая поверхность ушка анодной пластины может фрезероваться после обработки анодной пластины устройством 4 выравнивания плоскостности и измерения толщины пластины.
В установке для обработки анодных пластин для электролиза согласно предлагаемому изобретению, анодные пластины, выровненные и измеренные устройством 4, могут выборочно перемещаться к устройству 5 фрезеровки боковой стороны ушка или устройству 6 фрезеровки нижней стороны ушка.
Например, первая анодная пластина перемещается к устройству 5 фрезеровки боковой стороны ушка для соответствующей обработки, а вторая анодная пластина, следующая за первой анодной пластиной, может прямо перемещаться к устройству 6 фрезеровки нижней стороны ушка для соответствующей обработки, если для второй анодной пластины нет необходимости фрезеровки боковой стороны ее ушка. Таким образом, работа устройства 5 фрезеровки боковой стороны ушка не будет влиять на работу устройства 6 фрезеровки нижней стороны ушка.
Первая анодная пластина с зачищенной боковой поверхностью ушка перемещается к устройству 6 фрезеровки нижней стороны ушка для зачистки его нижней стороны, а выровненная и измеренная анодная пластина, для которой не требуется зачистка боковой поверхности ушка, может прямо перемещаться к устройству 6 фрезеровки нижней стороны ушка для зачистки его нижней поверхности. Обычно, боковая поверхность ушка фрезеруется в несколько проходов, так что эта операция занимает много времени. На установке согласно настоящему изобретению фрезеровка боковой поверхности ушка не будет влиять на фрезеровку нижней поверхности ушка, что повышает эффективность работы установки.
При расположении устройства 6 фрезеровки нижней стороны ушка и устройства 5 фрезеровки боковой стороны ушка по разные стороны поперечного транспортера 3 соответственно, если выровненная и измеренная анодная пластина не требует зачистки боковой поверхности ушка, анодная пластина может прямо перемещаться к устройству 6 фрезеровки нижней стороны ушка для соответствующей обработки. Когда выровненная и измеренная анодная пластина нуждается в зачистке боковой поверхности ушка, пластина будет перемещаться сначала к устройству 5 фрезеровки боковой стороны ушка, а затем - к устройству 6 фрезеровки нижней стороны ушка для последовательной зачистки одной и другой стороны ушка. Иначе говоря, устройство 5 фрезеровки боковой стороны ушка и устройство 6 фрезеровки нижней стороны ушка располагаются параллельно и работают одно независимо от другого. Работа устройства 5 фрезеровки боковой стороны ушка не будет влиять на работу устройства 6 фрезеровки нижней стороны ушка и установки в целом, что повышает оперативность работы установки.
В некоторых вариантах, как показано на Фиг. 1, устройство 6 фрезеровки нижней стороны ушка располагается напротив устройства 5 фрезеровки боковой стороны ушка в направлении, перпендикулярном поперечному направлению. Таким образом, удобно перемещать анодную пластину с отфрезерованной боковой стороной к устройству 6 фрезеровки нижней стороны ушка, что еще повышает эффективность обработки.
В некоторых вариантах, установка может также включать устройство 1 приема пластины, используемое для приема пластины, и устройство 2 транспортировки, отделения, выпрямления и взвешивания для перемещения принимаемых анодных пластин, для отделения анодных пластин, вертикального выпрямления ушек анодных пластин и взвешивания принимаемых анодных пластин.
Устройство 1 приема пластины и устройство 2 транспортировки, отделения, выпрямления и взвешивания расположены последовательно и размещаются по ходу перед устройством 4 выравнивания плоскостности и измерения толщины пластины, как показано на Фиг. 1. Таким образом, анодные пластины могут обрабатываться предварительно, затем постепенно перемещаться на поперечный транспортер 3, который облегчает их дальнейшую обработку.
Более того, устройство 1 приема пластины и устройство 2 транспортировки, отделения, выпрямления и взвешивания расположены с одной стороны поперечного транспортера 3 по соседству с его входным концом. Так, устройство 1 приема пластины и устройство 2 транспортировки, отделения, выпрямления и взвешивания и устройство 5 фрезеровки боковой стороны ушка расположены по одну сторону поперечного транспортера 3 с тем, чтобы обеспечить достаточное рабочее пространство на другой стороне установки.
В некоторых вариантах, как показано на Фиг. 1, установка может также включать устройство 9 сбора дефектных анодных пластин, которое используется для сбора и удаления дефектных анодных пластин и расположено по ходу после устройства 6 фрезеровки нижней стороны ушка и устройства 5 фрезеровки боковой стороны ушка. Так, дефектные анодные пластины, отсортированные устройством 4 выравнивания плоскостности и измерения толщины пластин, могут собираться устройством 9 сбора дефектных анодных пластин, а затем удаляться из установки.
Устройство 9 сбора дефектных анодных пластин может располагаться по одну сторону поперечного транспортера 3 рядом с его выходным концом, оставляя, таким образом, достаточное рабочее пространство на другой стороне установки.
В некоторых вариантах, как показано на Фиг. 1, установка может также включать подъемное устройство 7 и устройство 8 укладки и транспортировки анодных пластин, которые поочередно расположены по ходу после устройства 6 фрезеровки нижней стороны ушка в направлении, перпендикулярном поперечному направлению. Таким образом, анодная пластина, обработанная устройством 6 фрезеровки нижней стороны ушка, может быть уложена и выведена из установки.
Подъемное устройство 7 и устройство 8 укладки и транспортировки анодных пластин могут располагаться по одну сторону поперечного транспортера 3, облегчая процесс обработки анодной пластины.
Другие детали и действия установки для обработки анодной пластины для электролиза согласно предлагаемому изобретению могут быть хорошо знакомы специалистам и в данном описании не приводятся.
Работа установки для обработки анодной пластины для электролиза будет описана со ссылками на Фиг. 1.
Сначала подлежащая обработке анодная пластина отделяется и взвешивается устройством 1 приема пластины и устройством 2 транспортировки, отделения, очистки, взвешивания, а ушки анодной пластины вертикально очищаются устройством 2 транспортировки, отделения, выпрямления и взвешивания. Затем анодная пластина помещается на поперечный транспортер 3.
Далее анодная пластина перемещается поперечным транспортером 3 к устройству 4 выравнивания плоскостности и измерения толщины пластины, где анодной пластине придается плоская форма и измеряется ее толщина с тем, чтобы рассортировать анодные пластины на три вида в зависимости от их толщины.
Тремя видами анодных пластин являются: дефектные анодные пластины, анодные пластины, не требующие фрезеровки боковой стороны ушка, и анодные пластины, требующие фрезеровки боковой стороны ушка.
После сортировки дефектные анодные пластины перемещаются к устройству 9 сбора дефектных анодных пластин и удаляются из установки. Анодные пластины, не требующие фрезеровки боковой поверхности ушка, перемещаются к устройству 6 фрезеровки нижней стороны ушка непосредственно для зачистки нижней стороны ушка. Анодные пластины, требующие фрезеровки боковой поверхности ушка, перемещаются для соответствующей обработки к устройству 5 фрезеровки боковой стороны ушка, после чего анодная пластина перемещается к устройству 6 фрезеровки нижней стороны ушка.
В конце после фрезеровки нижней стороны ушка, анодные пластины укладывают и выводят из установки подъемным устройством 7 и устройством 8 укладки и транспортировки анодных пластин.
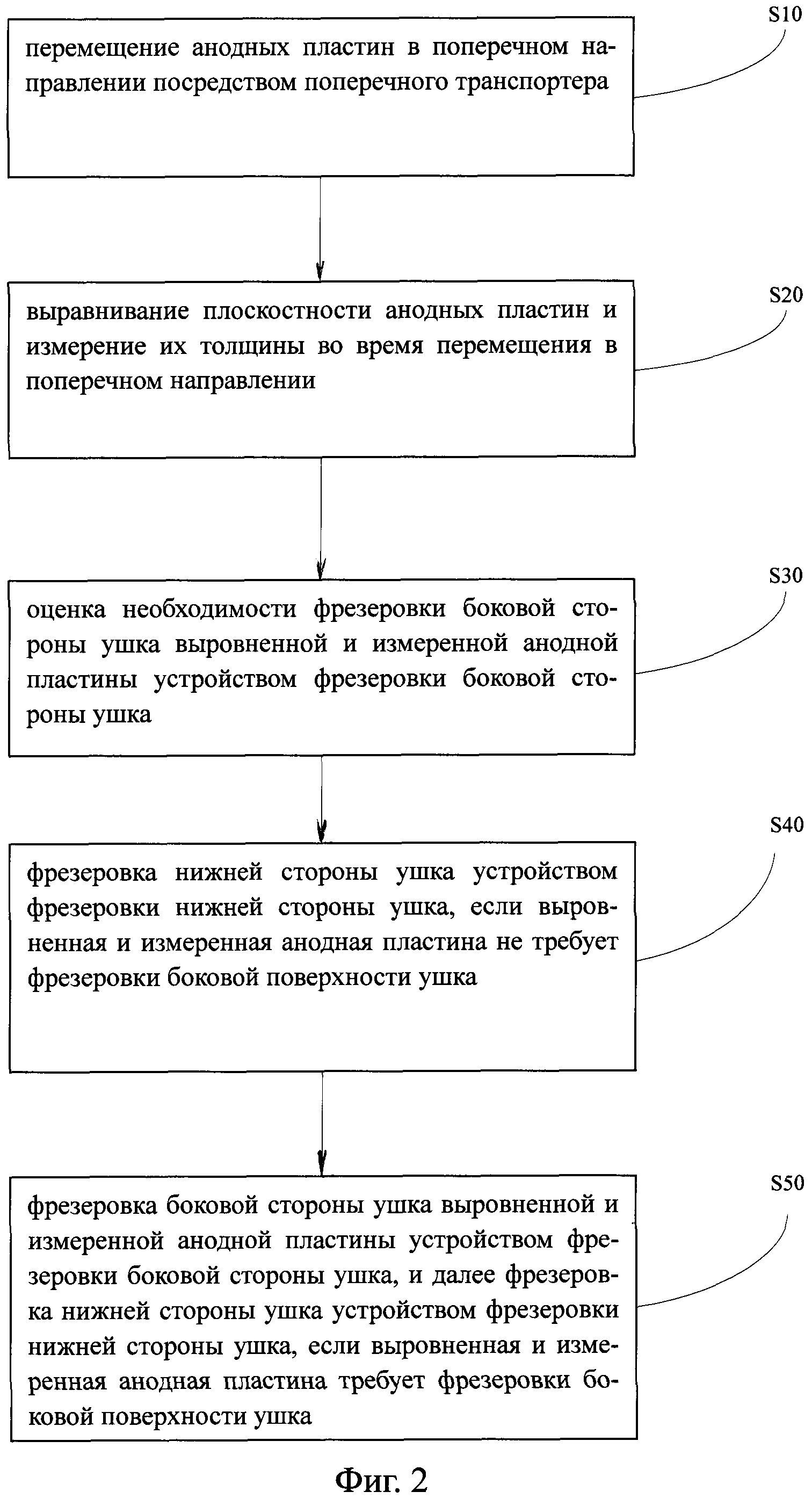
На Фиг. 2 показана схема способа обработки анодных пластин для электролиза согласно предлагаемому изобретению. Способ обработки анодных пластин для электролиза согласно предлагаемому изобретению включает:
Этап S10 - перемещение анодных пластин в поперечном направлении посредством поперечного транспортера 3.
Этап S20 - выравнивание плоскостности анодных пластин и измерение их толщины во время перемещения в поперечном направлении.
Этап S30 - оценка необходимости фрезеровки боковой стороны ушка выровненной и измеренной анодной пластины устройством 5 фрезеровки боковой стороны ушка.
Этап S40 - фрезеровка нижней стороны ушка устройством 6 фрезеровки нижней стороны ушка, если выровненная и измеренная анодная пластина не требует фрезеровки боковой поверхности ушка.
Этап S50 - фрезеровка боковой стороны ушка выровненной и измеренной анодной пластины устройством 5 фрезеровки боковой стороны ушка, и далее фрезеровка нижней стороны ушка устройством 6 фрезеровки нижней стороны ушка, если выровненная и измеренная анодная пластина требует фрезеровки боковой поверхности ушка.
В способе согласно предлагаемому изобретению работа устройства 5 фрезеровки боковой стороны ушка не может влиять на работу устройства 6 фрезеровки нижней стороны ушка и установки в целом, что повышает эффективность работы установки.
Способ также может включать этап оценки годности выровненной и измеренной анодной пластины перед оценкой необходимости фрезеровки боковой поверхности ушка, и удаление и сбор дефектных анодных пластин, если выровненная и измеренная анодная пластина имеет дефекты. Так, дефектные анодные пластины и качественные анодные пластины могут выявляться и распределяться соответственно, что позволяет повысить уровень качества анодных пластин.
В некоторых вариантах способ также включает этап укладки анодных пластин с отфрезерованной нижней поверхностью ушка с помощью подъемного устройства и устройства укладки и транспортировки анодных пластин, таким образом облегчая последующие действия с обработанными анодными пластинами.
Способ согласно предлагаемому изобретению может заметно увеличить эффективность обработки анодной пластины. Другие действия и этапы способа хорошо знакомы специалистам и в данном описании не приводятся.
Хотя были представлены и описаны поясняющие примеры, специалисту должно быть понятно, что в конструктивных вариантах, не отклоняясь от духа и смысла изобретения, могут присутствовать изменения, варианты и модификации предлагаемого изобретения.