Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ ТРУБ И СВАРНАЯ СТАЛЬНАЯ ТРУБА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу производства стальных труб и к стальным трубам и, в частности, к способу производства сварных стальных труб и к сварным стальным трубам.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Трубопроводы применяются для транспортировки нефти, природного газа и тому подобного. Такие трубопроводы изготавливают из множества магистральных труб. В качестве магистральных труб используются сварные стальные трубы, представленные, например, стальными сварными прямошовными трубами большого диаметра (трубами UOE).
Сварные стальные трубы производят, например, следующим способом. Широкие концевые участки стального листа изгибают на С-прессе (подвергают С-формовке). Подвергнутый С-формовке стальной лист изгибают на U-прессе (подвергают U-формовке). Подвергнутый U-формовке стальной лист подвергают формовке на О-прессе (подвергают О-формовке). В результате получается по существу круглая в поперечном сечении незамкнутая труба, в которой широкие концевые части стального листа располагаются против друг-друга. В незамкнутой трубе концевые части по ширине, противоположные друг-другу по окружности, сварены прихваточными швами. После этого на незамкнутой трубе производится сварка внутренней поверхности и сварка наружной поверхности. В ходе описанных процессов получается сварная труба. Для улучшения округлости сварной трубы, ее сварной трубы подвергают расширению на пресс-расширителе для раздачи труб. В результате получается целевая сварная стальная труба (в этом примере стальная труба UOE).
Пример пресс-расширителя для раздачи труб описан, например, в JP2006-28439A. Пресс-расширитель для раздачи труб включает в себя головку для раздачи труб. Головка для раздачи труб расширяет сварную трубу по всей ее длине при движении в осевом направлении сварной трубы относительно сварной трубы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
При использовании в трубопроводе расширенной сварной стальной трубы требуется, чтобы сварная стальная труба обладала превосходным сопротивлением продольному изгибу. Трубопровод может быть уложен в зоне вечной мерзлоты с холодными климатом, как в Канаде, или в сейсмическом регионе, подобном Японии. Когда поверхность земли движется в вертикальном направлении в результате таяния вечной мерзлоты и возникновения землетрясения, сварная стальная труба, образующая трубопровод, подвергается такому движению. Желательно, чтобы сварная стальная труба могла подавить возникновение продольного изгиба даже в случае, если она подвергается такому движению.
Целью настоящего изобретения является предложение способа производства сварных стальных труб, обладающих превосходным сопротивлением продольному изгибу.
Способ производства сварной стальной трубы согласно варианту реализации настоящего изобретения включает в себя следующие операции: получение сварной трубы; раздача сварной трубы по всей ее длине с использованием головки для раздачи труб для формирования сварой стальной трубы, так что отношение длин волн D волнистости, выражаемое формулой (1), составляет не больше 0,8, или не меньше 1,8:
D=p/λ, (1)
где р является длиной волны волнистости в продольном направлении сварной стальной трубы и λ является длиной волны продольного изгиба (прогиба) по Тимошенко, определяемой следующей формулой (2):
λ=3,44×(r×t)1/2, (2)
где r является внутренним радиусом сварной стальной трубы и t является толщиной стенок сварной стальной трубы.
Способ производства сварных стальных трубы согласно варианту реализации настоящего изобретения обеспечивает производство сварных стальных труб, обладающих превосходным сопротивлением продольному изгибу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 показан вид в разрезе сварной трубы.
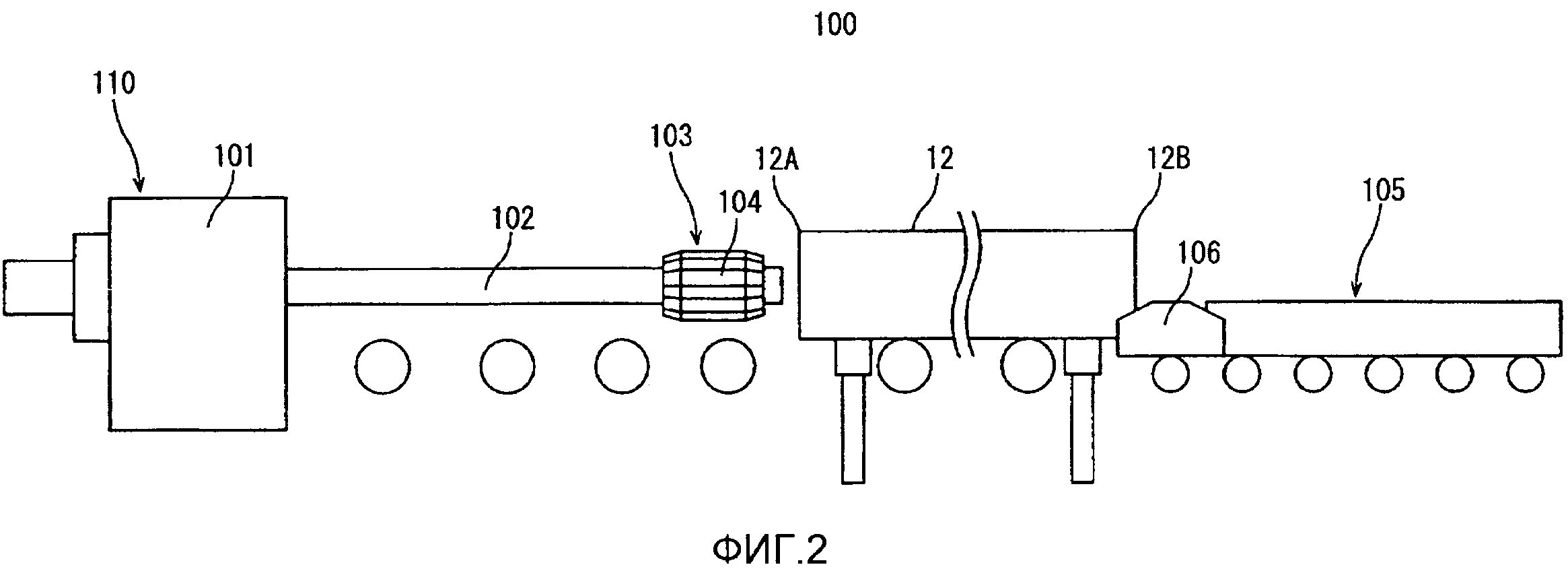
На фиг. 2 показан вид сбоку пресс-расширителя для раздачи труб.
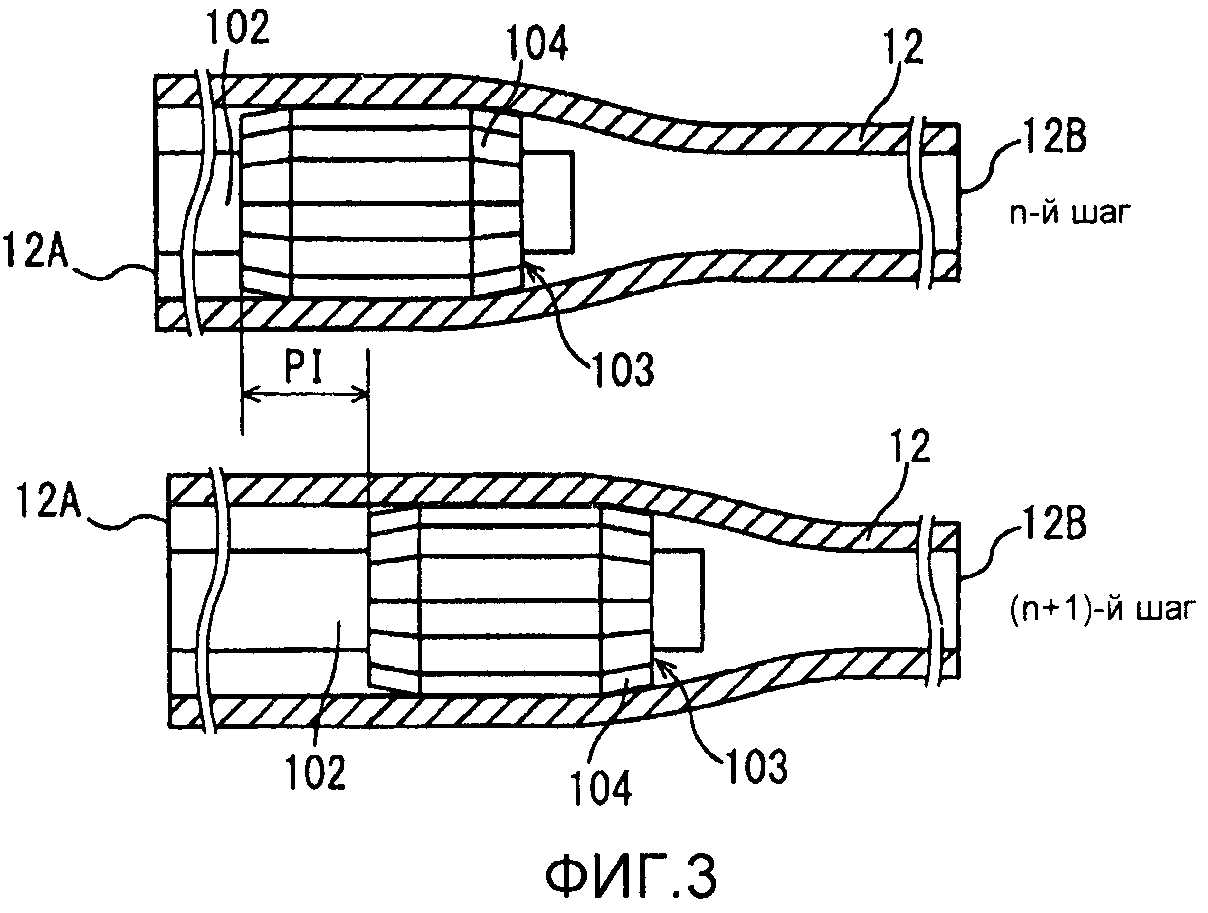
На фиг. 3 показан вид в частичном разрезе, демонстрирующий операцию раздачи стальной сварной трубы согласно настоящему варианту реализации.
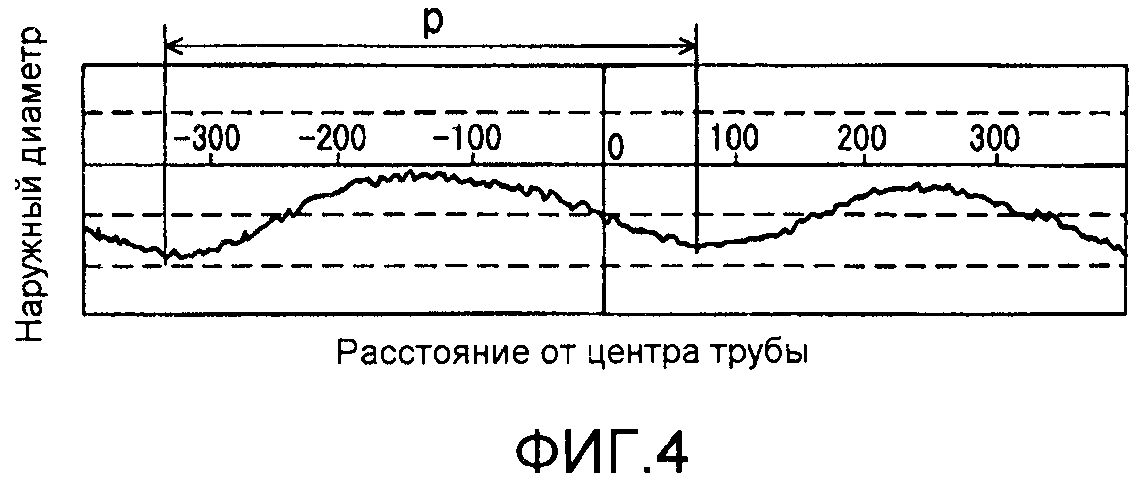
На фиг. 4 показан график, демонстрирующий волнистость поверхности полученной сварной стальной трубы.
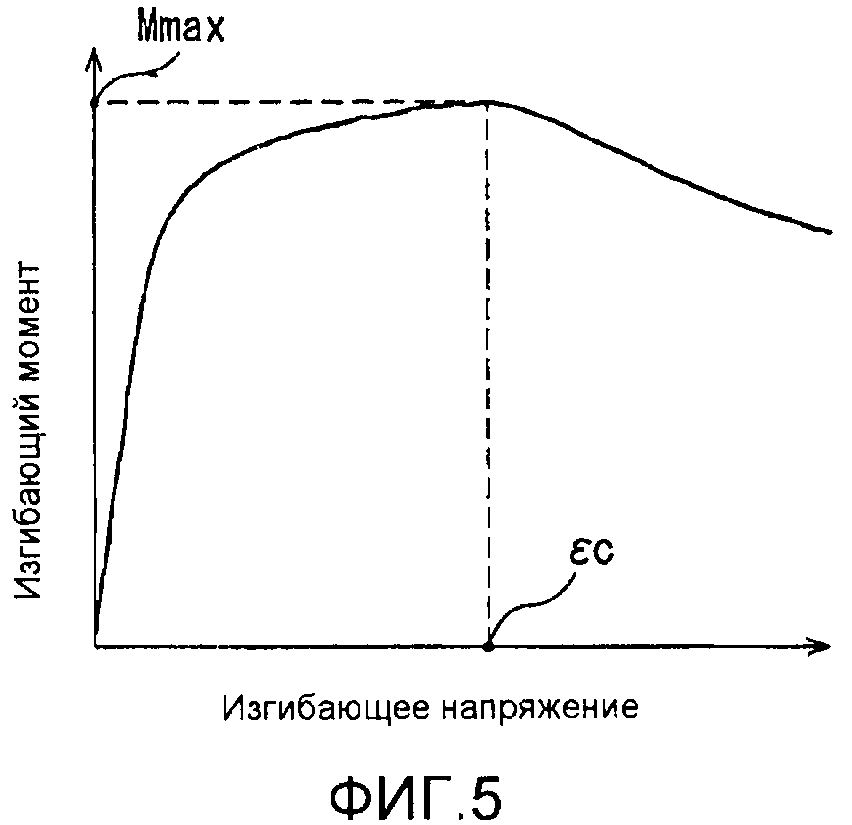
На фиг. 5 показан график, демонстрирующий типичную зависимость между изгибающим моментом и изгибающим напряжением.
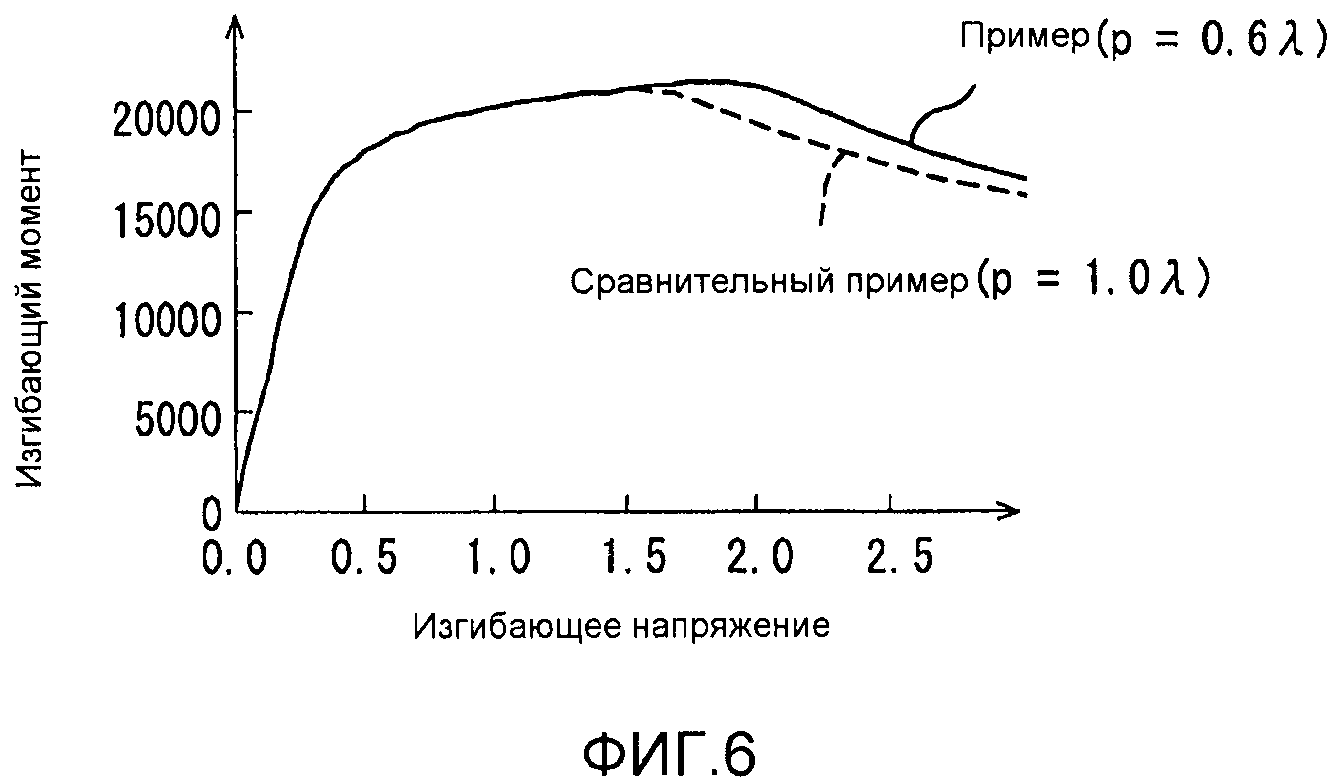
На фиг. 6 показан график, демонстрирующий типичную зависимость между изгибающим моментом и изгибающим напряжением сварной стальной трубы.
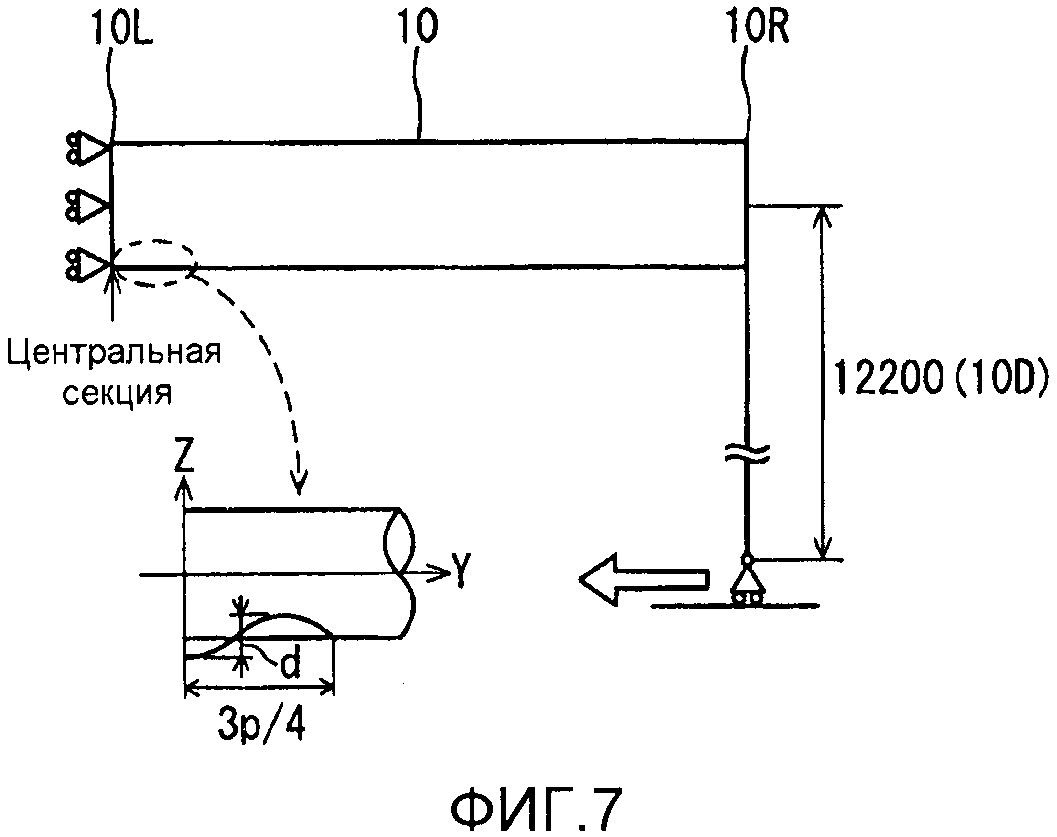
На фиг. 7 показана схематическая диаграмма модели анализа методом конечных элементов, который используется для получения графика с фиг. 6.
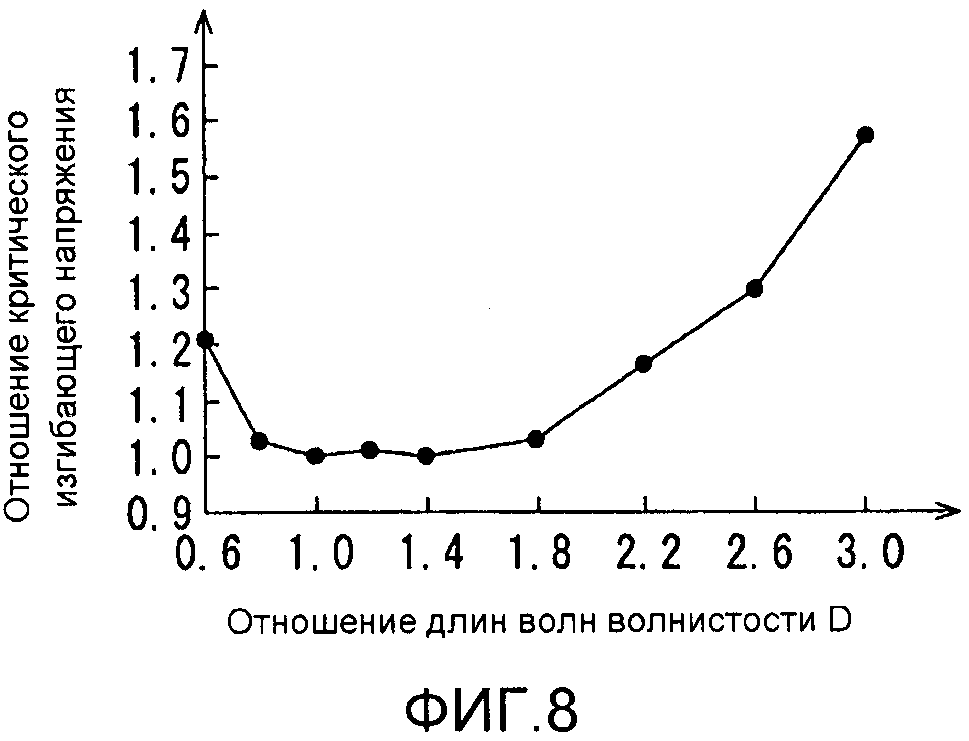
На фиг. 8 показан график, демонстрирующий взаимозависимость между критическим отношением изгибающего момента и упомянутым отношением длин волн волнистости с использованием модели анализа методом конечных элементов с фиг. 7.
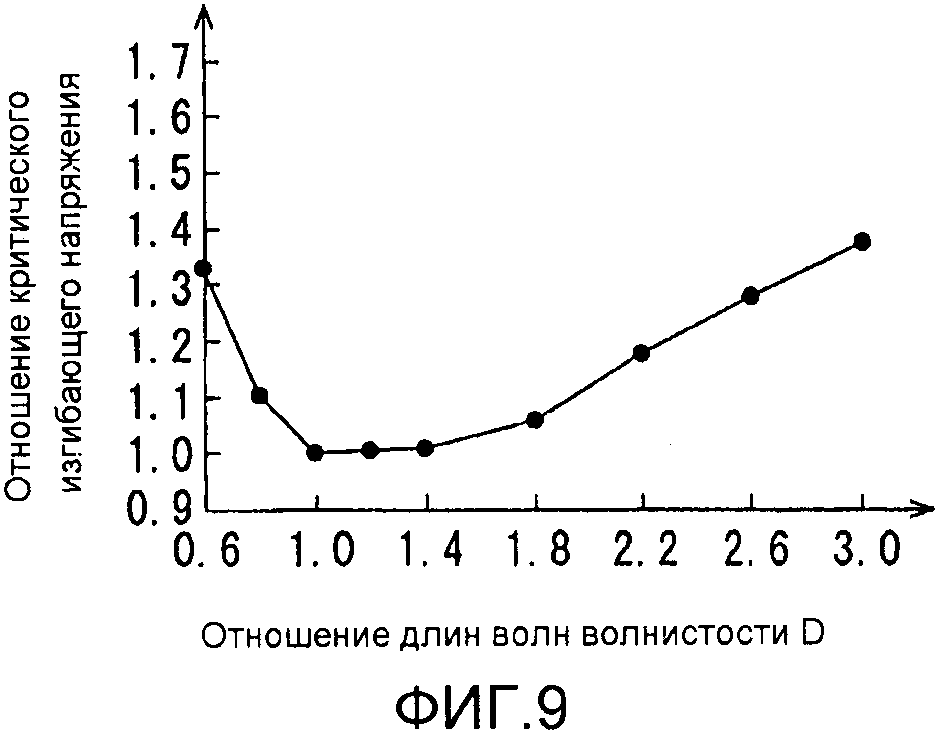
На фиг. 9 показан график, демонстрирующий взаимозависимость между критическим отношением изгибающего момента и отношением длин волн волнистости с использованием модели анализа методом конечных элементов при условиях, отличающихся от условий для фиг. 8.
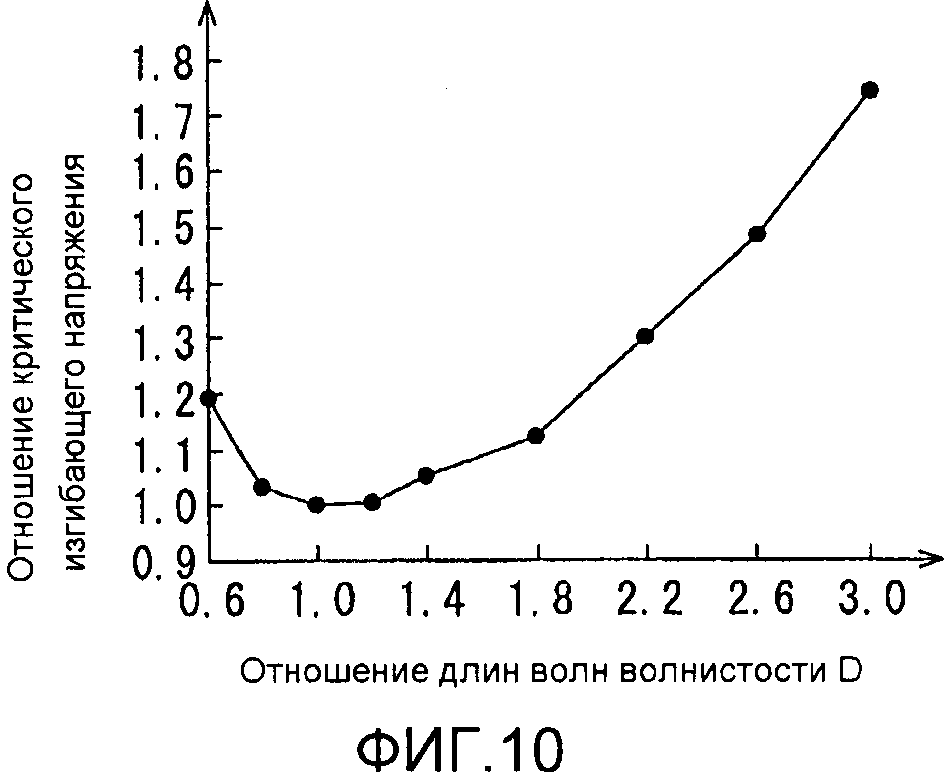
На фиг. 10 показан график, демонстрирующий взаимозависимость между критическим отношением изгибающего момента и отношением длин волн волнистости с использованием модели анализа методом конечных элементов при условиях, отличающихся от условий для фиг. 8 и 9.
ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
Авторы настоящего изобретения провели изучение и исследование сопротивления продольному изгибу сварной стальной трубы. В результате авторы настоящего изобретения обнаружили следующее.
(А) При раздаче сварной стальной трубы по всей ее длине с использованием расширительной головки пресс-расширителя для раздачи труб сварная стальная труба будет обладать волнистостью в осевом направлении. Волнистость в осевом направлении обладает периодичностью. Другими словами, волнистость в осевом направлении имеет длину волны. Длина волны волнистости в осевом направлении формируется в ходе этапа раздачи трубы. Длина волны волнистости определяется на основе относительного шага движения расширительной головки трубы относительно сварной трубы.
(В) На сопротивление продольному изгибу сварной стальной трубы значительное влияние оказывает длина волны волнистости. В частности, в то время, когда длина волны волнистости задана как длина волны продольного изгиба по Тимошенко λ (мм), обозначенная формулой (2), сопротивление продольному изгибу сварной стальной трубы становится минимальным.
λ=3,44×(r×t)1/2, (2)
где r является внутренним радиусом сварной стальной трубы и t является толщиной стенки (мм) сварной стальной трубы.
(С) Если длина волны волнистости сварной стальной трубы на этапе раздачи трубы имеет значение, отличающееся от длины волн продольного изгиба по Тимошенко λ, сопротивление сварной стальной трубы продольному изгибу улучшится.
(D) В частности, в то время, когда длина волны волнистости сварной стальной трубы равна р (мм), можно улучшить сопротивление сварной стальной трубы продольному изгибу путем раздачи сварной трубы по всей длине в ходе этапа раздачи трубы, так что отношение длин волн D волнистости, показанное в формуле (1), составляет не больше 0,8 или не меньше 1,8:
D=p/λ (1)
Основываясь на приведенных выше сведениях, авторы настоящего изобретения завершили следующее изобретение.
Способ производства сварных стальных труб согласно варианту реализации настоящего изобретения включает в себя следующие операции: изготовление сварной трубы; раздачу стальной трубы по всей ее длине путем использования головки для раздачи трубы для формирования сварной стальной трубы так что отношение длин волн D волнистости, определенное в формуле (1), составляет не больше 0,8 или не меньше 1,8.
В этом случае получается сварная стальная труба, обладающая превосходным сопротивлением продольному изгибу.
Предпочтительно операция раздачи сварной трубы по всей ее длине включает в себя подэтапы: установки шага продвижения головки раздачи трубы, так что отношение длин волн волнистости составляет не больше 0,8 или не меньше 1,8, и раздачу сварной трубы по всей его длине по заданному шагу продвижения.
В этом случае длина волны р волнистости будет принимать различное значение в зависимости от длины волны продольного изгиба λ. В результате будет повышено сопротивление продольному изгибу сварной стальной трубы.
Сварная стальная труба согласно варианту реализации настоящего изобретения производится путем раздачи по всей ее длине и имеет волнистость в ее осевом направлении. И отношение длин волн D волнистости, показанное в формуле (1), составляет не больше 0,8 или не меньше 1,8.
Далее сварная стальная труба согласно варианту реализации настоящего изобретения будет описана со ссылкой на чертежи. Одинаковым соответствующим деталям на чертежах присвоены одинаковые ссылочные позиции, и их описание не будет повторяться.
СПОСОБ ПРОИЗВОДСТВА СВАРНЫХ СТАЛЬНЫХ ТРУБ
Способ производства сварных стальных труб включает в себя операции: изготовление сварной трубы и раздачу сварной трубы для получения сварной стальной трубы. Операция изготовления сварной трубы упоминается как «подготовительный этап» и операция раздачи сварной трубы для получения сварной стальной трубы упоминается как «этап раздачи трубы». Каждый этап будет описан подробно.
ПОДГОТОВИТЕЛЬНЫЙ ЭТАП
Сначала изготавливается сварная труба 12, показанная на фиг. 1. В настоящем варианте реализации сварной трубой 12 является, например, прямошовная стальная труба большого диаметра.
Когда сварной трубой 12 является прямошовная стальная труба большого диаметра, сварную трубу 12 изготавливают следующим способом. Сначала получают стальной лист. Приготовленный стальной лист подвергают С-формовке, U-формовке и О-формовке в указанном порядке. В результате получается по существу круглая незамкнутая труба, в которой концевые участки по ширине располагаются против друг-друга.
В незамкнутой трубе концевые части по ширине, противоположные друг-другу по окружности, сварены прихваточными швами. После этого на незамкнутой трубе производится сварка внутренней поверхности и сварка наружной поверхности. В результате получается сварная труба 12 (см. фиг. 1).
ЭТАП РАЗДАЧИ ТРУБЫ
Сварную трубу 12 подвергают раздаче по всей ее длине с помощью пресс-расширителя для раздачи труб. На фиг. 2 показан вид сбоку пресс-расширителя 100 для раздачи труб. Пресс-расширитель 100 для раздачи труб включает в себя основное тело 110 и аксиальное средство 105 подачи. Основное тело 110 включает в себя основной цилиндр 101, стержень 102 в форме вала и головку 103 для раздачи трубы. Основное тело 110 располагается со стороны одного конца 12А сварной трубы 12. Аксиальное средство 105 подачи располагается со стороны другого конца 12В сварной трубы 12.
Задний конец головки 103 для раздачи трубы прикреплен к переднему концу стержня 102. Передний конец головки 103 для раздачи трубы противостоит концу 12А сварной трубы 12. Задний конец стержня 102 прикреплен к основному цилиндру 101.
В головке 103 для раздачи трубы, которая имеет столбчатую форму, по окружности расположено несколько пуансонов 104. Когда тяга (не показана) в стержне 102 тянется в осевом направлении, несколько пуансонов 104 расходятся под влиянием расклинивающего действия. В частности, пуансоны 104 движутся в радиальном направлении на головке 103 для раздачи трубы и расходятся. В этом случае несколько пуансонов 104 тянут и расширяют сварную трубу 12. Когда тяга возвращается, несколько пуансонов 104 также возвращаются в первоначальное положение и завершается один цикл раздачи трубы.
Аксиальное средство 105 подачи располагается на стороне конца 12В сварной трубы 12. Аксиальное средство 105 подачи включает в себя захват 106. Захват 106 сжимает конец 12В сварной трубы 12. Аксиальное средство 105 подачи продвигается в осевом направлении на заданную величину шага при захвате сварной трубы 12 захватом 106. В результате сварная труба 12 подается в сторону основного тела 110 в осевом направлении на заданную величину шага. В результате головка 103 для раздачи трубы движется в сторону аксиального средства 105 подачи относительно сварной трубы 12.
После продвижения аксиальным средством 105 подачи сварной трубы 12 на один шаг в ходе одного цикла, выполняется один цикл шага этапа раздачи трубы посредством головки 103 для раздачи трубы.
На фиг. 3 схематически показана операция раздачи трубы. Как показано на фиг. 3, головка 103 для раздачи трубы движется относительно, как описано выше, со стороны одного конца 12А к стороне другого конца 12В внутри сварной трубы 12. На фиг. 3 показаны положения головки 103 для раздачи трубы во время n-го шага и (n+1)-го шага. После завершения n-го шага этапа раздачи трубы аксиальное средство 105 подачи подает сварную трубу 12 в сторону основного тела 110 (со стороны конца 12А) на шаг продвижения Р1 с ходе (n+1)-го шага. В результате головка 103 для раздачи трубы продвигается в сторону аксиального средства 105 подачи (в сторону конца 12В) относительно сварной трубы 12 на шаг продвижения Р1. После продвижения несколько пуансонов 104 головки для раздачи трубы 103 расходятся для раздачи сварной трубы 12. Описанный выше шаг продвижения Р1 соответствует расстоянию перемещения в ходе одного цикла на этапе раздачи трубы.
Шаг продвижения Р1 должным образом изменяется, например, в зависимости от формы головки 103 для раздачи трубы, силы привода аксиального средства 105 подачи (внешнего усилия, предназначенного для продвижения сварной трубы 12), химического состава и прочности сварной трубы 12, толщины стенок сварной трубы 12 и тому подобного.
Головка 103 для раздачи трубы повторяет операцию раздачи трубы при ее перемещении на шаг продвижения Р1, и относительно продвигается от конца 12А к концу 12В сварной трубы 12. С помощью описанных выше процессов головка для раздачи трубы 103 расширяет сварную трубу 12 по всей ее длине для получения сварной стальной трубы.
На фиг. 4 схематически показано волнистость в осевом направлении наружной поверхности полученной сварной стальной трубы. Ось абсцисс на фиг. 4 обозначает аксиальное расстояние сварной стальной трубы (центр сварной стальной трубы на оси абсцисс в осевом направлении обозначается как «0»), и ось ординат на фиг. 4 обозначает величину волнистости. Как показано на фиг. 4, свойства наружной поверхности сварной стальной трубы не являются постоянными, и волнистость имеет длину волны р в осевом направлении. Далее длину волны обозначают как «длина волны волнистости».
Длина волны р волнистости соответствует шагу продвижения Р1. В частности, длина волны р волнистости является по существу такой же, как шаг продвижения. Подразумевается, что описанная выше волнистость поверхности сварной стальной трубы возникает по следующей причине. Как показано на фиг. 3, задняя часть (n+1)-го участка расширения трубы перекрывает переднюю часть n-го участка расширения. При выполнении раздачи трубы с избеганием перекрывающихся участков участок, на котором не выполняется раздача трубы, может возникнуть между (n+1)-м и n-м участками раздачи. Для того, чтобы избежать такого случая, раздача трубы выполняется так, что (n+1)-й и n-й участки раздачи трубы частично перекрывают друг друга. Подразумевается, что существование такого перекрывающегося участка ведет к возникновению волнистости в осевом направлении поверхности сварной стальной полосы.
В сварной стальной трубе, когда длина волны волнистости р равна длине волны продольного движения по Тимошенко λ, обозначенной формулой (2), способность к деформации сварной стальной трубы становится минимальной и возникает продольный изгиб.
λ=3,44×(r×t)1/2 (2)
На фиг. 5 показан график, демонстрирующий типичную зависимость между изгибающим моментом и изгибающим напряжением, когда изгибающий момент приложен к сварной стальной трубе. Когда изгибающий момент достигает максимального значения Mmax, возникает продольный изгиб. Изгибающее напряжение при максимальном изгибающем моменте Mmax обозначается как критическое изгибающее напряжение εс. Чем больше критическое изгибающее напряжение εс, тем выше становится сопротивление продольному изгибу сварной стальной трубы.
В ходе этапа раздачи трубы сварную трубу раздают по всей длине, так что отношение длин волн волнистости D, определяемое формулой (1), составляет не больше 0,8 и не меньше 1,8 в полученной сварной стальной трубе. В результате улучшается сопротивление продольному изгибу полученной сварной стальной трубы. Причиной этого является следующее.
На фиг. 6 показан график, демонстрирующий зависимость между изгибающим моментом и изгибающим напряжением сварной стальной трубы, имеющей различную длину волны волнистости. График на фиг. 6 определяется следующим образом. Анализ методом конечных элементов (FEA) осуществляется с использованием модели FEA 10,оказанной на фиг. 7. Для FEA использовалось программное обеспечение для анализа методом конечных упругопластических характеристик общего назначения, MSC.Marc. В модели FEA 10, с учетом геометрической симметрии моделировалась 1/4 часть сварной стальной трубы (1/2 часть в осевом направлении и ½ часть в радиальном направлении). Аксиальная длина сварной стальной трубы в 10 раз превышала наружный диаметр OD сварной стальной трубы (10OD). Левый конец 10L модели 10 FEA на фиг. 7 соответствует центру сварной стальной трубы. Правый конец 10R модели 10 FEA соответствует концу сварной стальной трубы. Давление в 12 МПа принято в качестве внутреннего давления. Смещение было приложено к правому концу 10R в осевом направлении модели FEA 10 от точки на расстоянии 10OD внизу от центральной оси модели FEA 10. Как показано на фиг. 7, в качестве первоначальной геометрической неровности на наружной поверхности центральной секции сварной стальной трубы сформировалась длина волны волнистости величиной 3р/4, с пиком амплитуды в центральной секции.
Класс прочности сварной стальной трубы по модели FEA были представлен классом Х80 (условный предел текучести 0,2% не меньше 555 МПа). Наружный диаметр составил 1219 мм (48 дюймов). Толщина стенок составила 24 мм. Длина волны продольного изгиба λ на основании Формулы (2) составила 408 мм.
Две модели FEA, в которых длина волны волнистости р была задана равной 0,6λ и 1,0λ, были исследованы для определения изгибающего момента и изгибающего напряжения в каждой модели FEA. В этом случае амплитуда “d” волнистости модели FEA 10 была постоянной (0,73 мм=0,06% OD). На основании полученных результатов был создан график на фиг. 6.
На фиг. 6 сплошная линия обозначает кривую изгибающего момента - изгибающего напряжения, при длине волны волнистости р=0,6λ. Пунктирная линия на фиг. 7 обозначает кривую изгибающего момента - изгибающего напряжения, при длине волны волнистости р=1,0λ. Когда длина волны волнистости р=0,6λ, величина критического изгибающего напряжения увеличивается по сравнению со случаем, когда длина волны волнистости р=1,0λ. То есть сопротивление продольному изгибу сварной стальной трубы увеличивалось больше, когда длина волны волнистости р имеет значение, отличающееся от длины волны продольного изгиба.
Затем, используя модель FEA 10, показанную на фиг. 7, определили критическое изгибающее напряжение при каждой длине волны р волнистости путем варьирования длины р волнистости в пределах от 0,6λ до 3,0λ. В этом случае толщина стенки сварной стальной трубы в модели FEA 10 составляла 24 мм. Кроме того, другие условия были такими же, как условия FEA при получении графика с фиг. 6.
На фиг. 8 показан график, демонстрирующий описанный выше результат FEA. Ось абсцисс на фиг. 8 обозначает отношение длин волн волнистости D (в безразмерных единицах), показанное в формуле (1).
Отношение длин волн волнистости D=р/λ (1)
Ось ординат на фиг. 8 обозначает отношение изгибающего напряжения (в безразмерных единицах), показанное в формуле (3).
Критическое отношение изгибающего напряжения = критическое изгибающее напряжение при длине волны р волнистости /критическое изгибающее напряжение при длине волны волнистости р=1,0λ (3)
Как показано на фиг. 8, когда отношение длин волн волнистости D возрастает до более чем 1,0, постепенно увеличивается отношение критического изгибающего напряжения, а когда отношение длин волн волнистости D достигает не меньше чем 1,8, отношение критического изгибающего напряжения заметно увеличивается с увеличением отношения длины волнистости D. С другой стороны, когда отношение длин волн волнистости D уменьшается до менее чем 1,0, отношение критического изгибающего напряжения увеличивается, и затем отношение длин волн волнистости D достигает не больше чем 0,8, отношение критического напряжения заметно увеличивается с уменьшением отношения длин волн волнистости D.
Далее, как будет описано ниже в описанном примере, когда отношение длин волн волнистости D было не больше 0,8 и не меньше 1,8, было можно получить превосходное сопротивление продольному изгибу даже при варьировании толщины стенки сварной стальной трубы.
Поэтому при раздаче трубы сварную трубу 12 раздают по всей длине путем использования головки 103 для раздачи трубы, так что отношение длин волн волнистости D в полученной сварной стальной трубе составляет не больше 0,8 и не меньше 1,8. В результате будет улучшено сопротивление сварной стальной трубы продольному изгибу.
Для достижения состояния, при котором отношение длин волн волнистости D составляет не больше 0,8 и не меньше 1,8, этап раздачи трубы выключает в себя, например, этап установки шага продвижения и этап операции раздачи трубы. При установке шага продвижения шаг продвижения Р1 устанавливают так, чтобы отношение длин волн волнистости D было не больше 0,8 и не меньше 1,8, путем настройки шага продвижения Р1 для перемещения головки 103 для раздачи трубы. При этапе операции раздачи трубы сварная труба 12 раздается по всей длине, в то время как головка 103 для раздачи трубы перемещается на заданный шаг продвижения Р1.
Как описано выше, длина волны волнистости р соответствует шагу продвижения Р1. В частности, длина волны волнистости р по существу равна шагу продвижения Р1.
Поэтому существует возможность легко настроить длину волны волнистости р сварной стальной трубы путем настройки шага продвижения Р1.
Далее, волнообразное вытягивание в осевом направлении может быть выполнено заранее на поверхностях пуансонов 104 головки 103 для раздачи трубы. В этом случае она настраивается так, что полученная длина волны волнистости р не превышает 0,8λ и составляет не меньше 1,8λ. При использовании таких пуансонов 104 волнистость поверхности каждого пуансона 104 передается на сварную трубу в то время, когда поверхность пуансона вытягивает сварную трубу, и длина волны волнистости р, которая не превышает 0,8λ и составляет не меньше 1,8λ, формируется на внутренней и на наружной поверхностях сварной трубы.
Предпочтительно в ходе этапа раздачи трубы сварная стальная трубы раздается так, что отношение длин волн волнистости D не превышает 0,8. Как показано на фиг. 8, изменение отношения критического изгибающего напряжения, связанное с изменением отношения длин волн волнистости, больше в случае, когда отношение длин волн волнистости меньше 1,0, чем в случае, когда отношение длин волн волнистости D больше 1,0. По этой причине в случае, когда отношение длин волн волнистости не превышает 0,8, сопротивление продольному изгибу значительно возрастает. Это может быть связано с тем, что чем меньше длина волны волнистости р, тем выше становится жесткость сварной стальной трубы.
Более предпочтительным на этапе раздачи трубы является раздача трубы так, чтобы отношение длин волн волнистости D полученной сварной стальной трубы было меньше 0,6. В этом случае будет улучшена округлость сварной стальной трубы после раздачи.
ПРИМЕР
Был выполнен описанный выше анализ методом конечных элементов (FEA). В частности, как показано в таблице 1, были приготовлены модели FEA Марка 1 и Марка 2. Толщина стенок сварной стальной трубы модели FEA Марки 1 составила 18 мм. Толщина стенок сварной стальной трубы модели FEA Марки 2 составила 30 мм. Показатели прочности и наружные диаметры моделей FEA марка 1 и Марка 2 были такими же, как в описанной выше модели FEA с толщиной стенки 24 мм. Далее модель FEA с толщиной стенок 24 мм будет упоминаться как Марка 3.
|
В частности, марка прочности для Марки 1-Марки 3 была Х80 (условный предел текучести 0,2% составляет не меньше 555 МПа), и наружный диаметр равнялся 1219 мм (48 дюймов). Длина волны продольного изгиба λ для Марки 1 равнялась 355 мм, и длина волны продольного изгиба λ для Марки 2 равнялась 454 мм. Диапазон длин волн волнистости р, который должен оцениваться анализом, составил от 0,6λ до 3,0λ, как в случае с толщиной стенки 24 мм. Критическое изгибающее напряжение при каждой длине волны волнистости р определяли посредством FEA.Затем с использованием полученного значения критического изгибающего напряжения был создан график, демонстрирующий взаимозависимость между отношением длин волн волнистости D и отношением критического изгибающего напряжения.
РЕЗУЛЬТАТЫ ИСПЫТАНИЙ
На фиг. 9 показан график, демонстрирующий взаимозависимость между отношением длин волн волнистости D и критическим изгибающим напряжением для Марки 1. На фиг. 10 показан график, демонстрирующий взаимозависимость между отношением длин волн волнистости D и критическим изгибающим напряжением для Марки 2.
Как показано на фиг. 9 (Марка 1), фиг. 10 (Марка 2) и фиг. 8 (Марка 3), отношение критического изгибающего напряжения значительно возрастает, когда отношение длин волн волнистости D не больше 0,8 или не меньше 1,8 в любой из Марок 1-3. Кроме того, выяснилось, что в то время, когда отношение длин волн волнистости D было не больше 0,8 или не меньше 1,8, отношение критического изгибающего напряжения достигало не меньше чем 1,03. Другими словами, когда отношение длин волн волнистости D было не больше 0,8 или не меньше 1,8, сопротивление продольному изгибу сварной стальной трубы улучшилось.
Хотя варианты реализации настоящего изобретения были описаны до сих пор в подробностях, все это были просто примеры и настоящее изобретение не ограничивается каким-либо образом описанными выше вариантами реализации.
Промышленная применимость Настоящее изобретение может широко применяться в качестве способа производства сварных стальных труб, в особенности в качестве способа производства сварных стальных труб, которые могут использоваться в трубопроводах. И, в частности, оно подходит в качестве способа производства прямошовных сварных стальных труб большого диаметра (UOE).
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления

