Результат интеллектуальной деятельности: СПОСОБ ПОВЫШЕНИЯ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ ДЕТАЛИ, ПОЛУЧЕННОЙ ИНКРЕМЕНТНЫМ ФОРМОВАНИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу инкрементного формования детали.
Раскрытие изобретения
Предложен способ инкрементного формования детали, включающий в себя инкрементное формование элемента на детали с помощью первого и второго формующих инструментов, расположенных на противоположных сторонах детали, путем их перемещения по поверхностям детали. После этого уменьшают расстояние между первым и вторым формующими инструментами и переформуют по меньшей мере часть сформированного элемента путем перемещения указанных первого и второго формующих инструментов по поверхностям детали.
Инкрементное формование элемента детали можно осуществлять путем перемещения первого и второго формующих инструментов по траектории между начальным положением и конечным. При этом инкрементное формование элемента детали можно осуществлять путем перемещения первого и второго формующих инструментов по указанной траектории из начального положения в конечное, а переформирование сформированного элемента - путем перемещения первого и второго формующих инструментов по указанной траектории из конечного положения в начальное. В частности, перемещение первого и второго формующих инструментов можно осуществлять по спиральной траектории, совпадающей или не совпадающей с траекторией первоначального формования, в том числе по направлению вращения.
Краткое описание чертежей
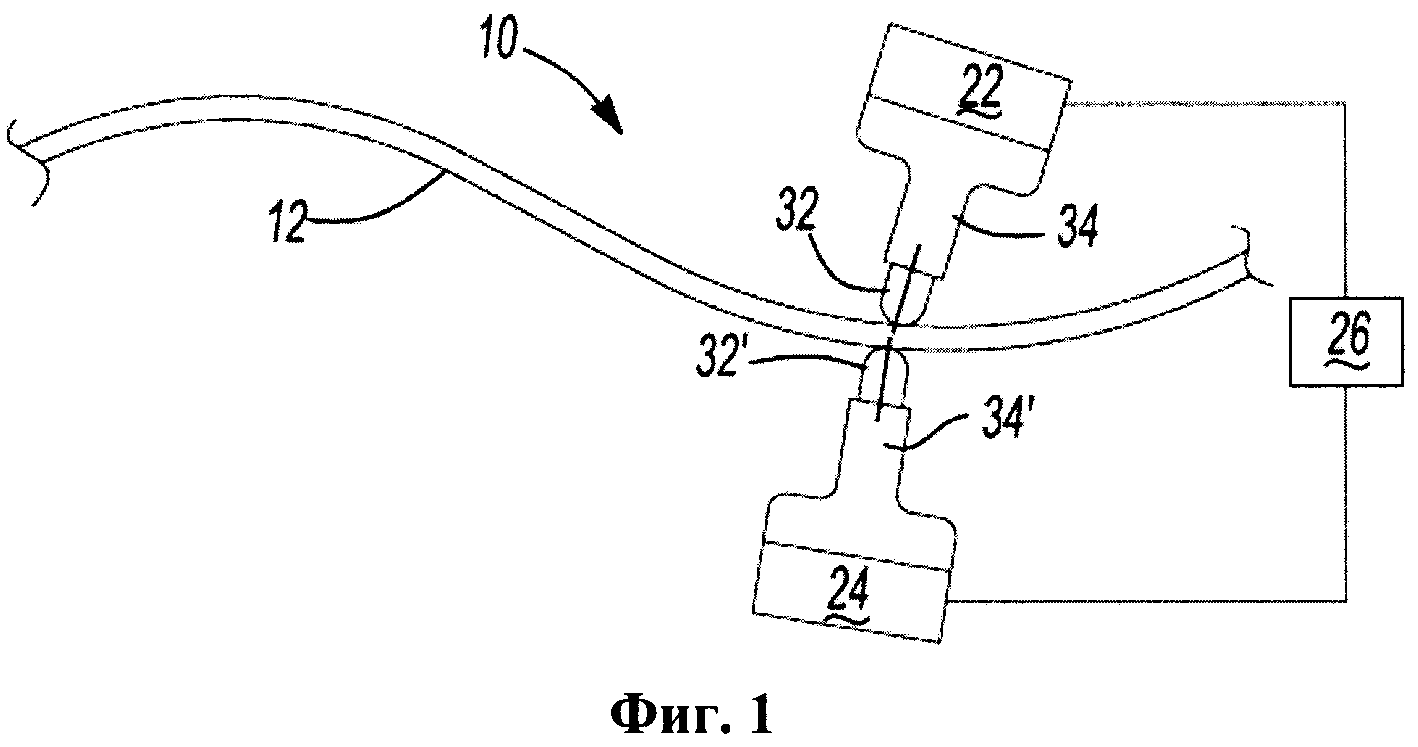
На Фиг. 1 представлен пример вида сбоку системы инкрементного формования детали.
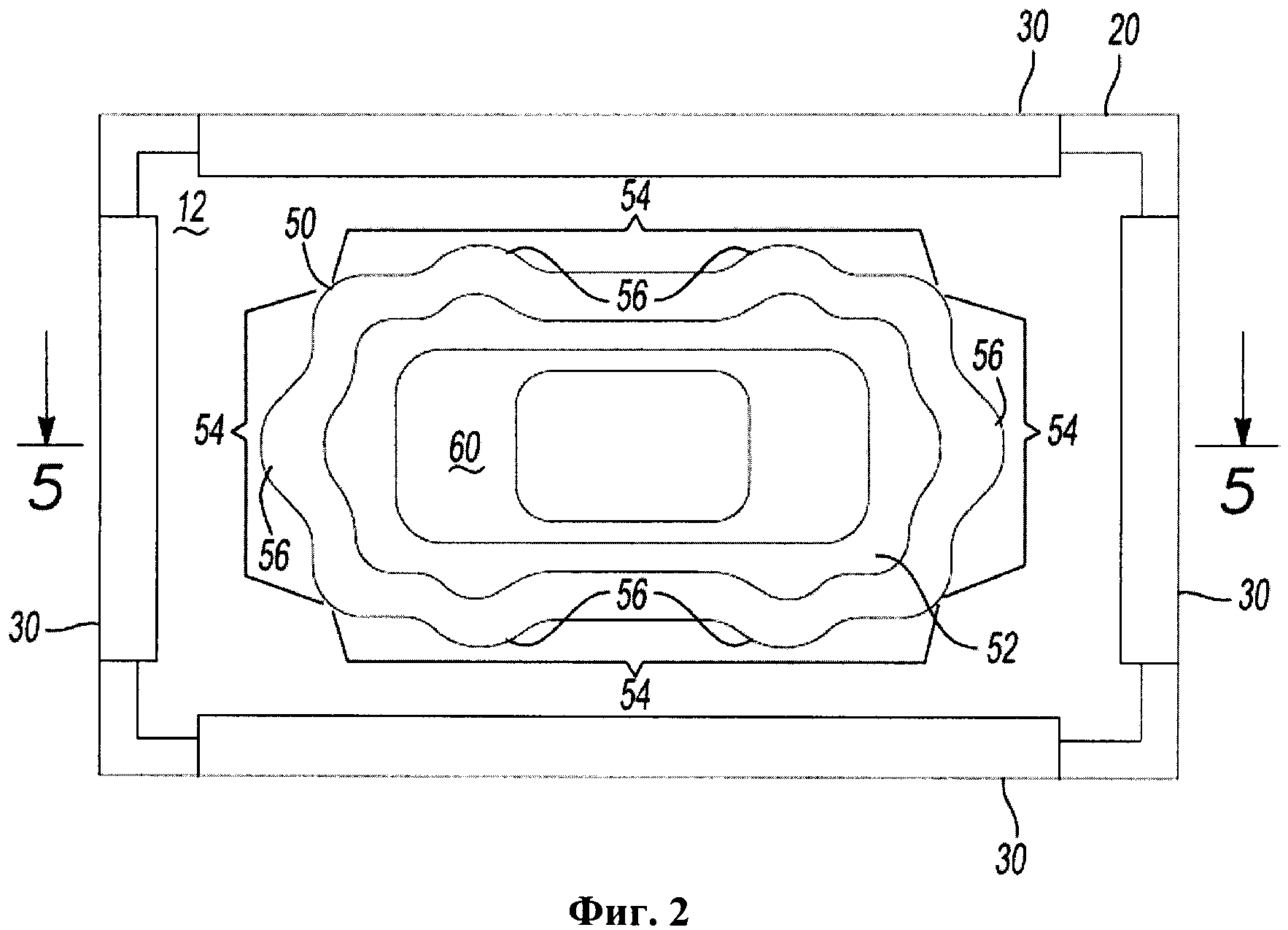
Фиг. 2 представляет собой вид сверху части системы инкрементного формования детали и вариант детали.
Фиг. 3-5 представляют собой примеры вертикальных сечений инкрементно отформованной детали, показанной на Фиг. 2.
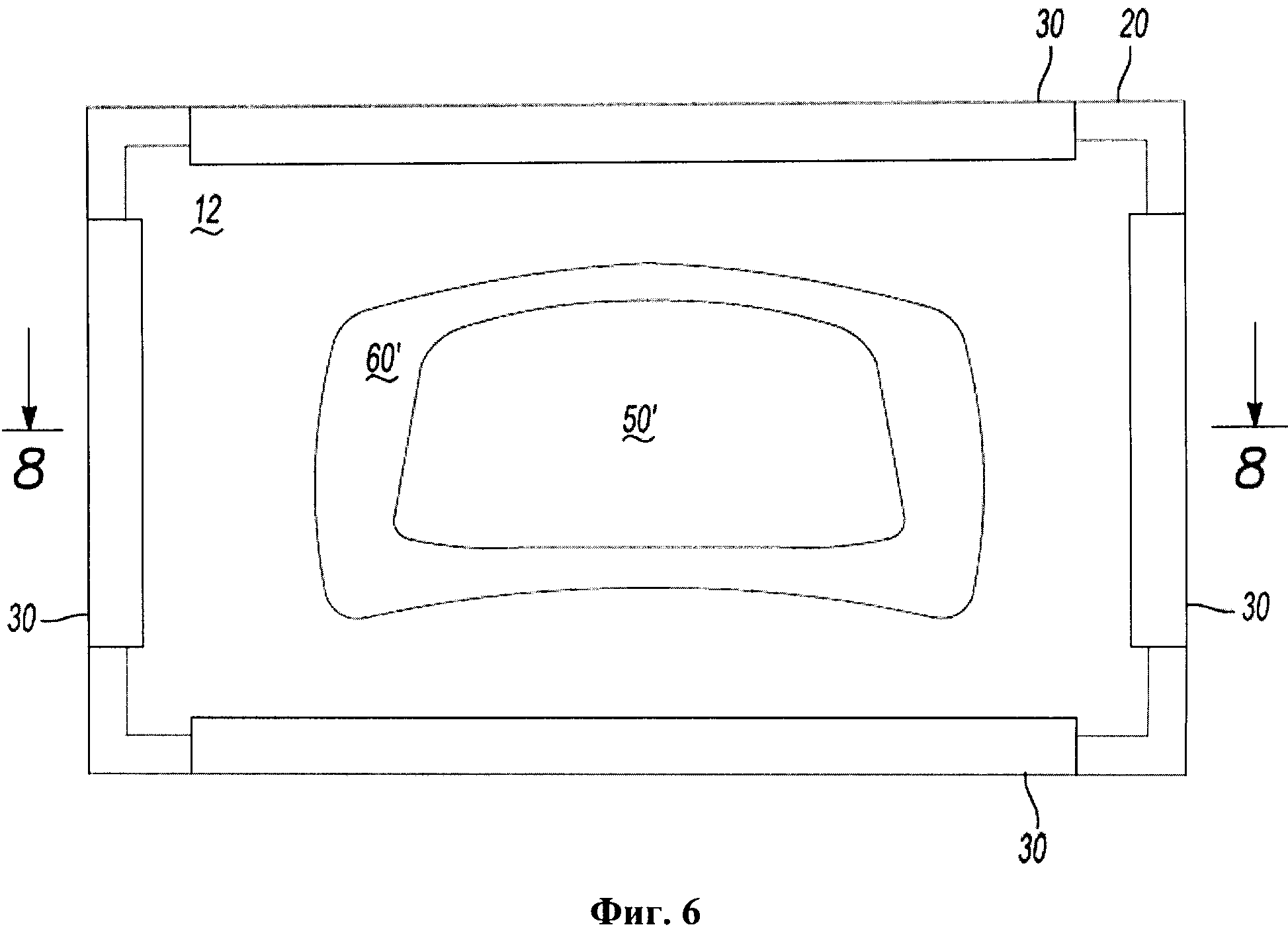
На Фиг. 6 представлен вид сверху части системы инкрементного формования и еще один вариант детали.
Фиг. 7 и 8 представляют собой примеры вертикальных сечений инкрементно отформованной детали, показанной на Фиг. 6.
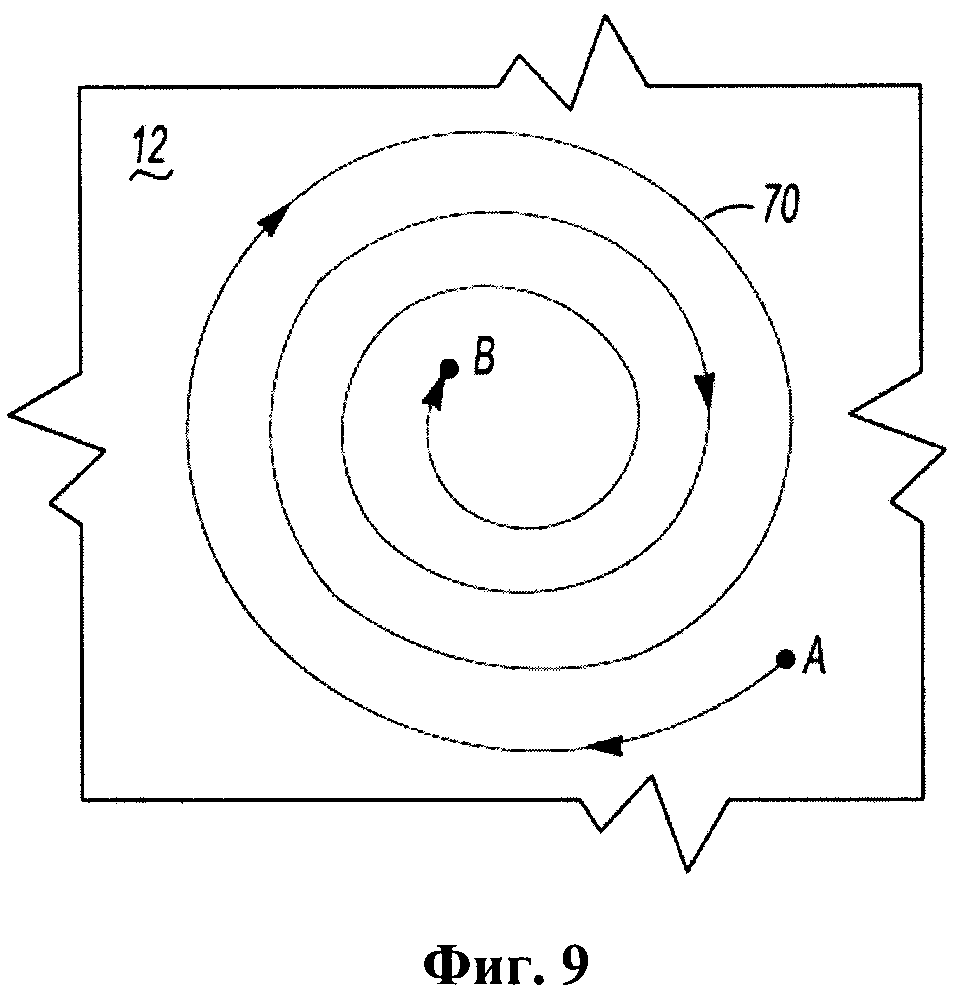
Фиг. 9 представляет собой пример траектории движения инструмента для инкрементного формования детали.
Фиг. 10 и 11 представляют собой различные примеры траекторий инструмента для переформования детали, показанной на Фиг. 9.
Осуществление изобретения
В данном описании подробно раскрыты варианты воплощения настоящего изобретения; однако следует понимать, что раскрываемые варианты являются лишь примерами изобретения, которое может быть воплощено в различных и альтернативных формах. Фигуры не обязательно представлены в масштабе, некоторые компоненты могут быть увеличены или уменьшены, чтобы показать детали конкретных компонентов. Кроме того, любая или все детали, относящиеся к одному варианту, могут быть объединены с любым другим вариантом. Таким образом, конкретные компоненты конструкции и функциональные детали, раскрываемые в данном описании, должны рассматриваться не как ограничивающие, а как репрезентативная основа для формулы изобретения и/или как репрезентативная основа для объяснения специалистам в данной области техники различных способов осуществления настоящего изобретения.
На Фиг. 1 и 2 изображен пример системы 10 для инкрементного формования детали 12. Деталь 12 может быть изготовлена из любого подходящего материала, который имеет желаемые формовочные характеристики, такого как металл, металлический сплав, полимерный материал или их комбинации. В одном из вариантов может быть использована деталь 12 из листового металла. В одном или более вариантов деталь 12 может быть использована в исходной конфигурации, которая является в основном плоской, или по крайней мере частично предварительно сформирована в неплоскую конфигурацию.
Система 10 может быть использована для инкрементного формования детали. В инкрементном формовании желаемую конфигурацию детали формируют посредством осуществления ряда малых последовательных (инкрементных) деформаций. Небольшие последовательные деформации могут быть осуществлены посредством движения одного или более инструментов вдоль или поперек одной или более поверхностей детали. Движение инструмента может быть выполнено по предопределенной или запрограммированной траектории. Кроме того, траекторию движения инструмента можно программировать в режиме реального времени, основываясь на данных об измерениях, например, от датчика нагрузки. Таким образом, инкрементное формование может происходить поэтапно, поскольку по меньшей мере один инструмент передвигают, и не происходит удаления материала из детали. Более подробно такая система 10 описана в патентной заявке U.S. №12/369,336, которая принадлежит заявителю и включена в настоящее описание посредством ссылки. Краткое описание некоторых компонентов такой системы 10 предоставлено ниже.
Система 10 может содержать совокупность компонентов, которые облегчают формование детали 12. Такими компонентами могут быть: фиксирующее приспособление 20, первый манипулятор 22, второй манипулятор 24 и контроллер 26.
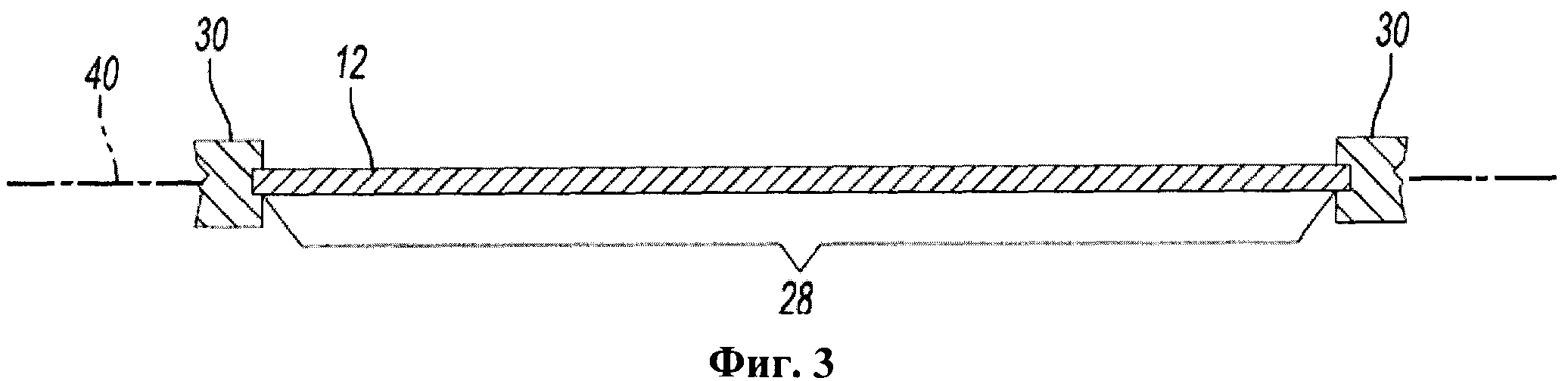
Фиксирующее приспособление 20 может обеспечивать опору детали 12. Фиксирующее приспособление 20 может быть изготовлено в виде рамы, которая по крайней мере частично определяет отверстие 28 (изображено на Фиг. 3). Деталь 12 может быть расположена в отверстии 28 или хотя бы частично перекрывать его, когда деталь 12 помещена в фиксирующее приспособление 20.
Фиксирующее приспособление 20 может иметь совокупность зажимов 30, которые могут быть выполнены с возможностью захватывать деталь 12 и прилагать к ней усилие. Зажимы 30 могут быть расположены вдоль нескольких сторон отверстия 28 и могут иметь любую подходящую конфигурацию и механизм действия. Например, зажимы 30 могут приводиться в действие вручную, с помощью пневмо-, гидро- или электропривода. Более того, зажимы 30 могут быть выполнены с возможностью обеспечивать фиксированное или регулируемое количество нагрузки, прилагаемой к детали 12.
Первое и второе позиционирующее устройство или манипуляторы 22, 24 могут регулировать положение первого и второго формующих инструментов 32, 32′. Первый и второй манипуляторы 22, 24 могут иметь несколько степеней свободы, например гексаподные манипуляторы, которые могут иметь по меньшей мере шесть степеней свободы. Манипуляторы 22, 24 могут быть выполнены с возможностью двигать прикрепленный инструмент вдоль нескольких осей, таких как оси, проходящие в различных ортогональных направлениях, как оси X, Y и Z.
Первый и второй формующие инструменты 32, 32′ могут быть помещены в первый и второй держатели 34, 34′ соответственно. В одном или более вариантах первый и второй держатели 34, 34′ инструментов могут быть расположены на шпинделе и выполнены с возможностью вращения вокруг соответствующей оси вращения.
Формующие инструменты 32, 32′ могут передавать усилие для формования детали 12 без удаления материала. Формующие инструменты 32, 32′ могут иметь любую подходящую форму, включая, но не ограничиваясь перечисленным, плоскую, изогнутую, сферическую или коническую формы или их комбинации.
Один или более контроллеров 26 или блоки управления могут быть предназначены для управления работой системы 10. Контроллер 26 может принимать информацию от системы компьютерного проектирования (CAD) или координировать данные и обеспечивать числовое программное управление (CNC), чтобы сформировать деталь 12 в соответствии с желаемыми характеристиками. Кроме того, контроллер 26 может проводить мониторинг и управлять работой измерительной системы, которая может быть предусмотрена для мониторинга пространственных характеристик детали 12 во время процесса формования.
Неподдерживаемая часть детали, например плоский лист металла, может прогибаться или деформироваться под собственным весом в фиксирующем приспособлении. Такой прогиб или деформация могут вызывать значительное отклонение между действительными габаритными размерами инкрементно отформованного участка и спроектированной конфигурацией. Кроме того, остаточные напряжения в инкрементно отформованной детали могут привести к непреднамеренной деформации, которая может вызвать размерные погрешности. По мере формования детали размерные погрешности могут накапливаться. Такие суммарные напряжения могут привести к тому, что деталь выгнется или разломится. Остаточные напряжения могут вызывать изменение формы детали, когда формующие инструменты двигаются от детали или когда они высвобождены из зажимов фиксирующего приспособления.
Чтобы разрешить одну или более указанных проблем, для формования детали могут использоваться способы инкрементного формования, описанные ниже. Способ может подразумевать применение формующих инструментов, расположенных на противоположных сторонах детали.
На Фиг. 2 изображен вид сверху примера детали 12, расположенной в фиксирующем приспособлении 20. Деталь на Фиг. 2 показана в конечной конфигурации после завершения инкрементного формования.
На Фиг. 3-5 проиллюстрирован пример способа инкрементного формования детали. В частности, Фиг. 3-5 представляют собой сечения детали 12 на разных этапах инкрементного формования, выполненные по линии сечения 5-5 на Фиг. 2.
На Фиг. 3 изображена деталь 12 в исходной конфигурации. Исходной конфигурацией детали 12 может быть конфигурация или форма детали 12 до инкрементного формования. Как показано, исходная конфигурация может быть преимущественно плоской. Следовательно, деталь 12 в одном или более вариантов может быть хотя бы частично расположена вдоль или по существу параллельно плоскости отсчета 40.
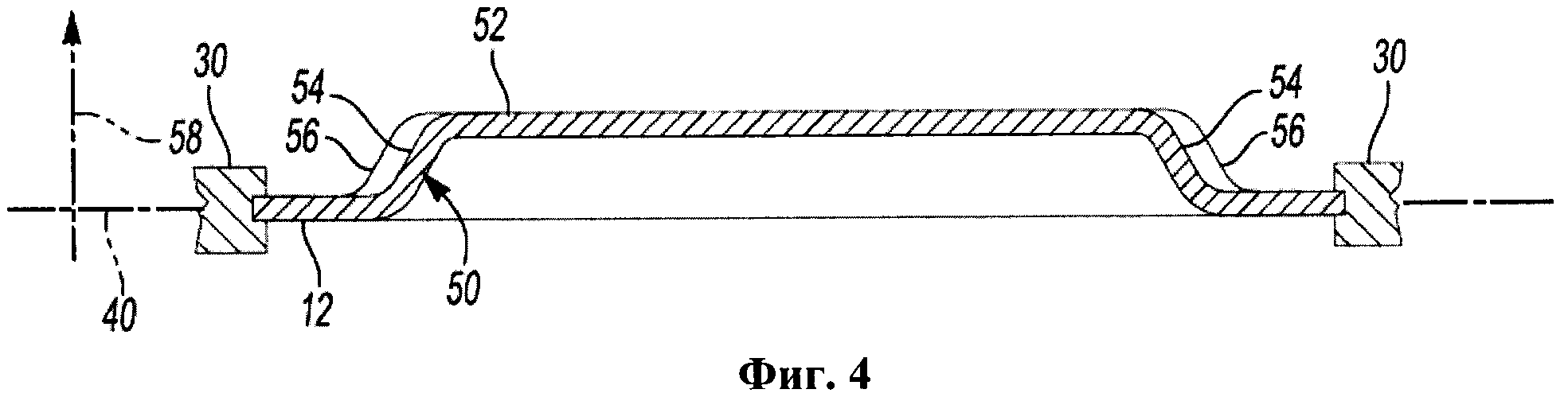
На Фиг. 4 показана деталь 12 после инкрементного формования упрочняющего компонента 50 на детали 12. Упрочняющий компонент 50 может быть расположен на расстоянии от фиксирующего приспособления 20 и зажимов 30. Упрочняющий компонент 50 может хотя бы частично проходить вокруг части детали 12, в которой может быть образован функциональный элемент. Как лучше всего показано на Фиг. 2, упрочняющий компонент 50 может иметь кольцеобразную конфигурацию, которая расположена полностью вокруг или опоясывает область 52, образующую функциональный элемент.
Упрочняющий компонент 50 может иметь одну или более сторон 54, которые могут быть наклонными или находиться под углом от плоскости отсчета 40. Кроме того, каждая сторона 54 может содержать одну или более зон кривизны 56. Зоны кривизны 56 могут быть образованы вдоль наклонной стороны 54 и могут обеспечивать дополнительную опору или жесткость конструкции образующей элемент области 52. Стороны 54 могут быть наклонены под одинаковым углом по отношению к плоскости отсчета 40. Кроме того, противоположные стороны могут иметь одну и ту же конфигурацию.
Упрочняющий компонент 50 может быть частично или полностью сформирован в первом направлении 58 по отношению к фиксирующему приспособлению 20 и/или плоскости отсчета 40. Первое направление 58 может проходить вдоль оси, которая может быть по существу перпендикулярна к несформированной детали 12 и/или плоскости отсчета 40. Кроме того, большая часть упрочняющего компонента 50 может быть сформирована в направлении, совпадающем с направлением, в котором сформирована основная часть элемента 60, по отношению к фиксирующему приспособлению 20 и/или плоскости отсчета 40.
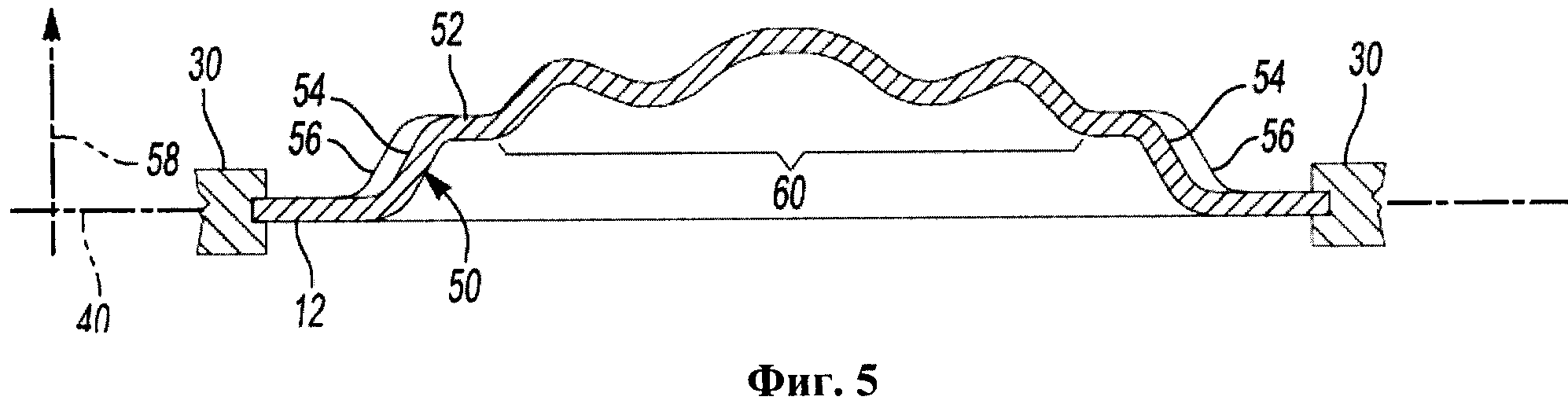
На Фиг. 5 изображена деталь 12 после инкрементного формования на ней функционального элемента. Элемент 60 может быть инкрементно сформирован на участке 52 формования элемента. Также элемент 60 может располагаться на расстоянии от упрочняющего компонента 50 так, что хотя бы часть детали 12, расположенная между упрочняющим компонентом 50 и элементом 60, не будет инкрементно сформирована. Элемент 60 может быть инкрементно сформирован в желаемую конфигурацию при помощи способа, описанного выше.
Скорость подачи инструмента для инкрементного формования элемента 60 может быть меньше, чем скорость, использованная для инкрементного формования упрочняющего компонента. Малая скорость подачи инструмента может улучшать качество обработки поверхности и повышать размерную точность по сравнению с более высокой скоростью подачи инструмента, при этом другие факторы будут оставаться неизменными. Соответственно высокая скорость подачи инструмента может сократить время цикла формования, при этом обеспечивая приемлемую обработку и размерные характеристики в различных условиях, например тогда, когда упрочняющий компонент 50 не является составной частью элемента 60. Кроме того, в дополнение или отдельно от увеличения скорости подачи инструмента могут быть изменены другие параметры инкрементного формования. Например, для ускорения процесса формования могут быть увеличены величина шага формования и размер наконечника инструмента. Более того, при необходимости части детали могут быть переформованы, чтобы улучшить обработку поверхности или размерную точность.
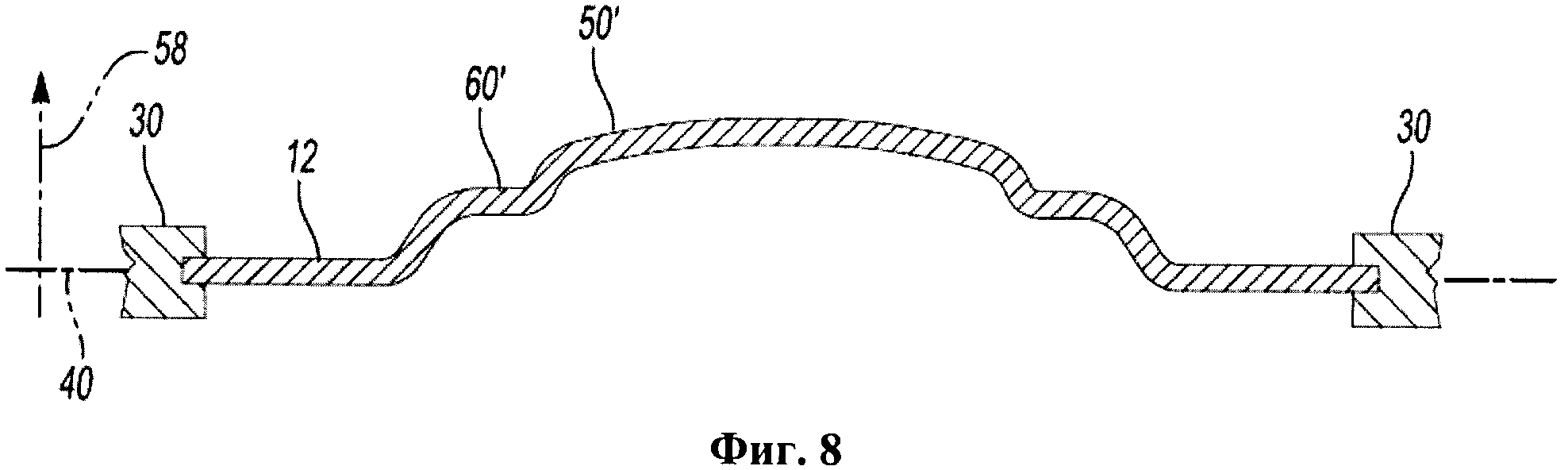
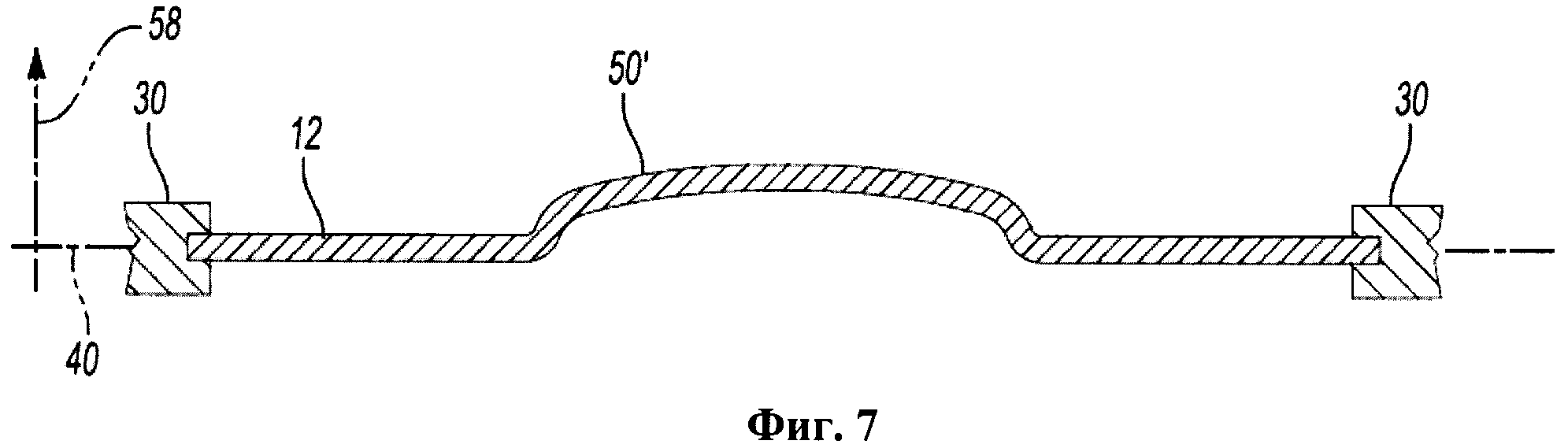
На Фиг. 6-8 проиллюстрирован еще один пример способа инкрементного формования детали. В частности, Фиг. 7 и 8 представляют собой сечения детали 12 на разных этапах инкрементного формования, выполненные по линии сечения 8-8 на Фиг. 6. Кроме того, деталь 12 может быть изначально представлена в исходной конфигурации, как показано на Фиг. 3, что обсуждалось выше.
На Фиг. 7 деталь 12 показана после инкрементного формования упрочняющего компонента 50′ на детали 12. Упрочняющий компонент 50′ может находиться на расстоянии от фиксирующего приспособления 20 и зажимов 30. Кроме того, упрочняющий компонент 50′ может быть частично или полностью сформирован в первом направлении 58 по отношению к фиксирующему приспособлению 20 и/или плоскости отсчета 40. Также большая часть упрочняющего компонента 50′ может быть сформирована в направлении, совпадающем с направлением, в котором сформирована большая часть элемента 60′ по отношению к фиксирующему приспособлению 20 и/или плоскости отсчета 40.
На Фиг. 8 деталь 12 изображена после инкрементного формования элемента 60′ на детали 12. Элемент 60′ может быть инкрементно сформирован между упрочняющим компонентом 50′ и фиксирующим приспособлением. По меньшей мере в одном варианте воплощения изобретения элемент 60′ может быть инкрементно сформирован полностью вокруг упрочняющего компонента 50′. Более того, элемент 60′ может прилегать по меньшей мере к части упрочняющего компонента 50′. Следовательно, в одном и более вариантах элемент 60′ может быть расположен или инкрементно сформирован вне упрочняющего компонента 50′ или же вместе с ним. Размещение упрочняющего компонента 50′ в пределах элемента 60′ может привести к тому, что упрочняющий компонент 50′ станет составной частью элемента 60′, и это поможет предотвратить выгибание или раскол детали 12 на участке, где находится упрочняющий компонент 50′. Инкрементное формование элемента 60′ вне упрочняющего компонента может включать в себя расположение элемента 60′ снаружи или вокруг хотя бы части упрочняющего компонента 50′ и/или выполнение хотя бы части траектории формующего инструмента в направлении, двигающемся от упрочняющего компонента 50′.
Упрочняющий компонент 50′ может быть изначально сформирован с более высокой скоростью подачи инструмента по сравнению со скоростью, использованной для инкрементного формования элемента 60′. После того как сформирован элемент 60′, упрочняющий компонент 50′ может быть переформирован при меньшей скорости подачи, чтобы обеспечить желаемую обработку поверхности и лучше интегрировать упрочняющий компонент 50′ с элементом 60′. Упрочняющий компонент 50′ в одном или более вариантах может быть сформирован с желаемой геометрией без последующего переформования.
На Фиг. 9-11 проиллюстрированы дополнительные примеры способов инкрементного формования детали. Траектории инструментов и их соответствующие начальные и конечные точки на данных фигурах являются только примерными. Например, начальная точка и конечная точка для каждой траектории инструмента могут быть изменены в обратном направлении.
На Фиг. 9 изображен вид сверху примера траектории инструмента для инкрементного формования детали 12. Траектория 70 инструмента проходит от начальной позиции, обозначенной точкой А, до конечной позиции, обозначенной точкой В. Траектория 70 инструмента в одном или более варианте может быть спиральной и может быть расположена не в плоскости. Кроме того, начальная точка А и конечная точка В могут поменяться местами. Траектория 70 может относиться к траектории движения одного или более формующих инструментов 32, 32′ во время инкрементного формования детали.
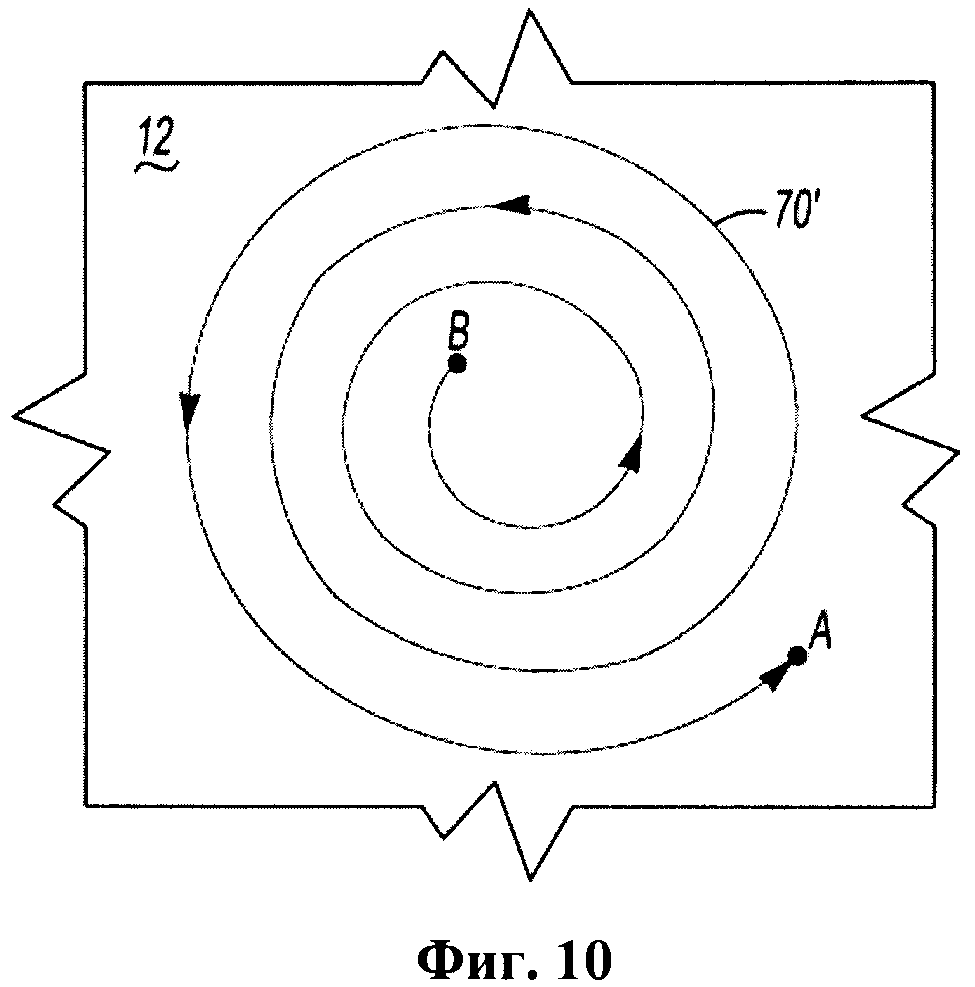
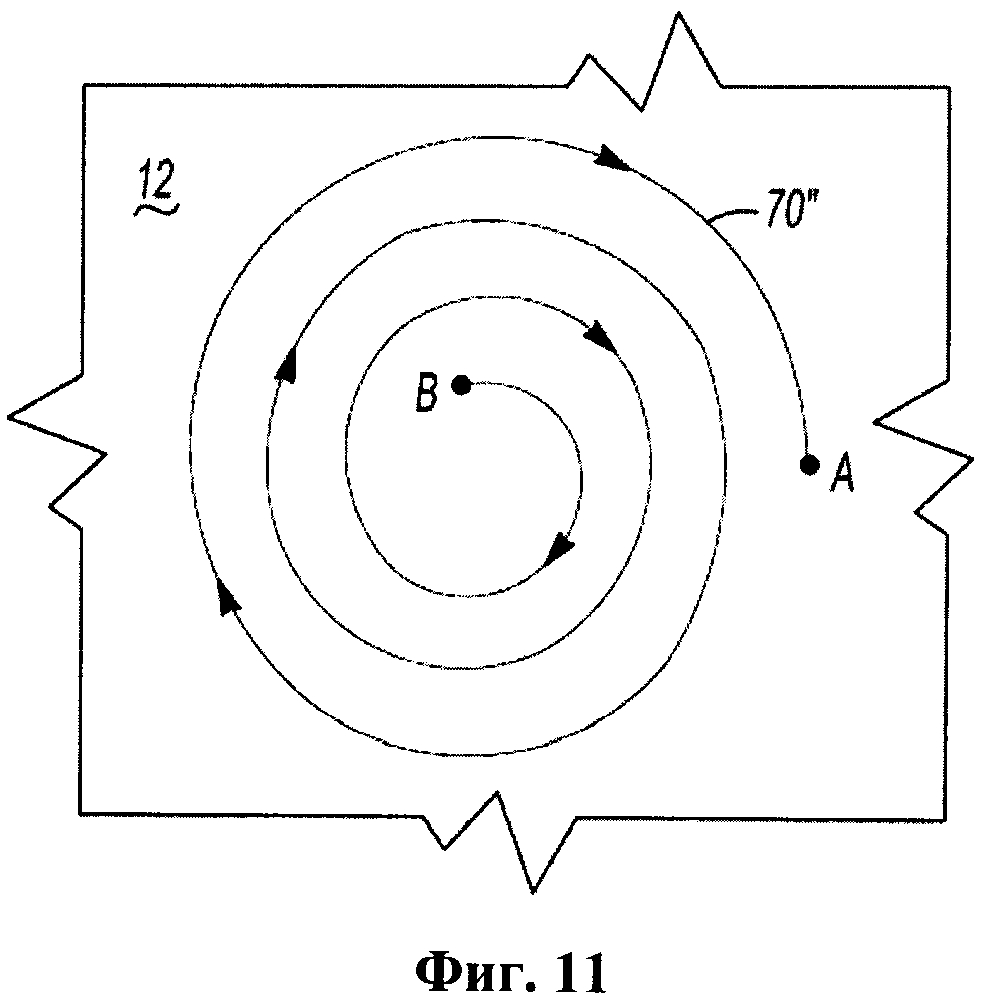
На Фиг. 10 и 11 изображены примеры траекторий инструмента, которые могут быть выполнены после прохода траектории инструмента из точки А в точку В. В обоих вариантах один или более инструментов передвигают из точки В в точку А. Кроме того, пространство или расстояние между формующими инструментами 32, 32′, расположенными на противоположных сторонах детали 12, может быть уменьшено при движении из точки В в точку А по сравнению с пространством между инструментами 32, 32′ при перемещении из точки А в точку В. Движение по таким траекториям указанным образом может сократить остаточные напряжения в детали 12 и уменьшить отскакивание.
На Фиг. 10 траектория инструмента 70′ из точки В в точку А практически идентична траектории инструмента 70 на Фиг. 9, за исключением того, что движение происходит в обратную сторону. Другими словами, конфигурация траектории инструмента почти одинакова на Фиг. 9 и 10, но на Фиг. 10 движение идет в противоположном направлении (например, из точки В в точку А).
На Фиг. 11 траектория инструмента 70" из точки В в точку А не идентична той, что изображена на Фиг. 9. На Фиг. 11 траектория инструмента 70″ - спиральная, движение по ней происходит в другом направлении вращения по сравнению с Фиг. 9. Например, на Фиг. 9 траектория инструмента 70 проходит в первом направлении вращения, которое показано как движение по часовой стрелке, в то время как траектория инструмента 70″ на Фиг. 11 проходит во втором направлении вращения, показанном как движение против часовой стрелки.
Несмотря на то, что воплощения изобретения были проиллюстрированы и описаны, это не означает, что эти воплощения иллюстрируют или описывают все возможные формы изобретения. Наоборот, термины, использованные в настоящем описании, имеют скорее описательный, а не ограничивающий характер, и необходимо понимать, что возможны различные изменения, которые могут быть осуществлены без отступления от сущности и объема изобретения.
Кресло транспортного средства с системой климат-контроля
Активный буфер с камерой и облицовочной панелью, соединенными при формовании
Узел подрамника для соединения частей подвески, имеющей пару колес, с транспортным средством
Система подушки безопасности для транспортного средства
Способ оптимизации расхода топлива в транспортном средстве
Способ и устройство для определения интенсивности движения с помощью электронного контроллера, установленного в транспортном средстве
Осветительный прибор транспортного средства
Устройство для регулировки лампового узла транспортного средства
Дополнительное прикрепляемое приспособление для салона транспортного средства
Система управления закрывающей панелью транспортного средства
Способ изготовления шва с отбортовкой кромок
Устройство для улучшения вакуума в усилителе тормозов

