Результат интеллектуальной деятельности: СПОСОБ ПРИГОТОВЛЕНИЯ БАЗАЛЬТОФИБРОАРМИРОВАННЫХ КОМПОЗИЦИЙ ДЛЯ ДИСПЕРСНОАРМИРОВАННОГО ПЕНОБЕТОНА
Вид РИД
Изобретение
Изобретение, относится к промышленности строительных материалов, а именно к составам бетонных смесей, используемых при изготовлении сборных и монолитных железобетонных изделий и конструкций. А также может быть отнесено к композициям пенобетона с применением дисперсного армирования волокнами и может быть использовано для производства изделий в стационарных условиях и непосредственно на стройплощадке.
Известен способ получения пеногипсовой массы для строительных изделий (1), включающий перемешивание полуводного гипса, добавки и водного раствора пенообразователя. Перемешивание нагретых до температуры 30-40°С указанных компонентов осуществляют в непрерывно действующем кавитационном активаторе-дезинтеграторе без принудительной подачи воздуха со скоростью вращения ротора не менее 3000 мин -1 в течение 1-1,5 мин. В качестве добавки используют двуводный гипс, измельченный до размера 1-1,5 см. Указанные компоненты используют в соотношении в соответствии с требуемой на выходе плотностью указанных изделий.
Полученная масса для строительных изделий по данному способу не является аналогом предлагаемой массе, но способ получения и использование определенного вида оборудования имеет положительные стороны.
Использование кавитационного активатора-дезинтегратора позволяет повысить физико-химические свойства исходных материалов. Достигается это за счет дробления и совместного перемалывания частиц смеси, что уменьшает размеры частиц и соответственно увеличивает площадь поверхности компонентов.
Известна бетонная смесь (2), включающая портландцемент, кварцевый песок, минеральное волокно и воду, в качестве минерального волокна содержит базальтовое волокно диаметром 13-17 мкм и длиной 6-12 мм, кроме этого дополнительно содержит суперпластификатор «Полипласт СП-4» при следующем соотношении компонентов, масс.%: портландцемент - 28-30, кварцевый песок - 56-60, указанное минеральное волокно - 0,05-0,18, указанный суперпластификатор - 0,12-0,18, вода - остальное. Данная бетонная смесь получена следующим образом: суперпластификатор «Полипласт СП-4» предварительно растворяют с небольшим количеством воды затворения (10-15% от общего объема) в ультразвуковом диспергаторе (УЗД) с частотой 20 кГц в течение 1 минуты до получения однородного раствора и вводят в бетонную смесь после предварительного перемешивания портландцемента, кварцевого песка, фибровых волокон и оставшейся воды затворения.
Известна композиция для изготовления дисперсно-армированного пенобетона (3), включающая, масс.ч: портландцемент 100, кварцевый песок с модулем крупности, мк, равным 0,9-1,2, 60-80, базальтовое волокно 0,1-0,5, 0,3-0,6%-ный водный раствор пенообразователя «Laston» 50-70. Белковый пенообразователь «Laston» производства фирмы «Laston» SPA, Италия, соответствующий ASTM 869-80, представляет собой водный раствор животной крови со стабилизаторами, кратностью пены рабочего раствора с объемной долей пенообразователя 3% не менее 8, устойчивостью пены не менее 360 сек. Пенообразователь «Laston» плотностью 1,3 г/см3 смешивают с водой до получения концентрации 0,3-0,6%, что соответствует расходу товарного пенообразователя в количестве 2 л на 50 л воды. Из полученного рабочего раствора взбивают пену до кратности 4-12, выраженной отношением объема пены к объему рабочего раствора. Готовую пену направляют в растворосмеситель и при непрерывном вращении рабочего органа засыпают в него базальтовое волокно, кварцевый песок и портландцемент в заданном соотношении. Смеситель останавливают при исчезновении белых пятен пены.
К недостаткам данных способов получения композиций для изготовления дисперсно-армированного бетона относится то, что базальтовое волокно перемешивается одновременно с порцией портландцемента, кварцевого песка и водой затворения с последующим добавлением указанного выше суперпластификатора также растворенного в воде. Повышенное воздействие на базальтовую фибру со стороны заполнителя бетона-песка ведет к многочисленным повреждениям большого числа волокон фибры. Происходит перетирание их на отдельные куски частицами твердого заполнителя, более крупного чем размер диаметра волокна. Все это приводит к снижению прочностных характеристик получаемого материала.
Известен способ приготовления базальтофиброармированных бетонных блоков и конструкций (4) (прототип), включающий приготовление смеси следующим образом: укладку смеси производят в пустообразователь из боковых опалубок, армированный сеткой из непрерывного базальтового волокна в несколько рядов между противоположно стоящими арматурными стержнями и в нижней части из профиля металлического стенового; далее разравнивают и уплотняют с помощью вибробруса; производят выдержку в течение 12 часов в укладываемых формах; после остывания и твердения производят расформовку, включающую раскрытие двух противоположных бортов и снятие арматурных рифленых стержней с отрезанием остатков нитей; затем толкателем перемещают на поддон для окончательного набора прочности с выдержкой не менее 3 суток в нормальных условиях.
Недостатком данного способа является то, что армирование не несет объемного характера и сводится к дискретной установке в теле конструкции отдельных базальтовых нитей, пересекающихся в одной плоскости и образующих сетку. При этом после завершения процесса твердения смеси требуется при распалубке дополнительно отрезать армирующие нити от удерживающих стержней, которые удаляются вместе с опалубкой.
Технический результат предлагаемого решения заключается в увеличении прочности на сжатие и морозостойкости базальтофиброармированных композиций для дисперсно-армированного пенобетона, эксплуатационных характеристик изделий, изготовленных из этого материала.
Технический результат достигается тем, что способ приготовления базальтофиброармированных композиций для дисперсно-армированного пенобетона, включающий приготовление смеси из цемента, кварцевого песка, компонента дисперсного армирования - базальтового волокна и водного раствора пенообразователя, согласно изобретению имеет три стадии. Первая - приготовление цементно-песчаной смеси в циклическом смесителе гравитационного типа, вторая - мокрый домол цементно-песчаной смеси в дезинтеграторе, третья - смешение в турбулентном смесителе со скоростью смешения 500-600 об/мин, мокрой домолотой цементно-песчаной смеси в течение не более 1,0 минуты с пенообразователем до получения необходимой величины по плотности готовой смеси, и базальтовой волоконной фиброй не более 1,0 минуты.
Схема приготовления базальтофиброармированных композиций для дисперсно-армированного пенобетона представлена на фигуре 1.
На фигуре 1 показано: 1 - емкость для песка, 2 - емкость для цемента, 3 - емкость для воды, 4 - смеситель кавитационного типа, 5 - накопитель цементно-песчаной смеси, 6 - героторный насос, 7 - дезинтегратор мокрого помола, 8 - дозатор смеси, 9 - смеситель турбулентный, 10 - стандартные формы.
Сущность предлагаемого способа приготовления дисперсно-армированного пенобетона заключается в следующем.
Прочность базальтофибропенобетона и изделий из него зависит от множества факторов. Прочность готового базальтофибропенобетона, прежде всего, зависит от прочности межпоровых стенок, размеров самих пор и, наконец, характера распределения фибр в массе цементного камня. Таким образом, меры, направленные на повышение активности вяжущих материалов (мокрый домол), применяемых для производства базальтофибропенобетона, положительно сказываются на прочности готового материала и его долговечности.
Цемент и песок дозируются в заданных количествах, в зависимости от необходимой плотности изделий в сухом виде, непосредственно в бетоносмеситель, работающий на малых оборотах. Далее, подается расчетное количество воды, и двигатель переводится в рабочий режим. По водотвердому отношению В/Т выбирается базовый состав цементно-песчаной смеси. Определяющей характеристикой водотвердого отношения является способность его к поризации при изготовлении базальтофибропенобетонной смеси. За исходное В/Т принимают такую величину, которая соответствует значению текучести цементно-песчанной смеси из затворенных минеральных веществ. Текучесть смеси определяется исходя из заданной плотности пенобетона, которая, в свою очередь, характеризуется конкретными заданными цифрами в зависимости от его назначения. Отношение количества воды, взятой для затворения цементно-песчаной смеси, при котором получился требуемый расплыв раствора на вискозиметре Суттарда, к массе сухих компонентов есть исходное значение В/Т отношения. Значение В/Т принимают за исходное, если полученная текучесть раствора отклоняется от принятой не более чем на ±3 см. Скорость вращения миксера и время смешения - стандартные и выбираются в зависимости от характеристик работы оборудования.
При работающем двигателе на малых оборотах открывается донный затвор, и смесь поступает в бак накопитель героторного насоса. Включается героторный насос, который подает приготовленную смесь во включенный дезинтегратор, где производится мокрый домол смеси.
В результате ударного воздействия при достаточно высокой размольной мощности дезинтегратора происходят изменения гранулометрического состава смешиваемых компонентов обрабатываемого материала. Многокомпонентные продукты, полученные в результате дезинтеграторной обработки, характеризуются узким зерновым составом, что позволяет получать высококачественный наполнитель без использования оборудования для классификации и сепарирования.
После этого вторым героторным насосом измельченная цементно-песчаная смесь выгружается в турбулентный смеситель для последующего приготовления базальтофибропенобетонной смеси. Смесь в высокоскоростном турбулентном смесителе перемешивается со скоростью 500-600 об/мин в течение не более 1 мин. Это предварительная операция недлительной подготовки после загрузки устройства, гарантирующая однородность раствора непосредственно при введении в него компонентов для приготовления пенофибробетона. Частота вращения оптимальна для образования внутри замкнутого конусообразного объема смесителя спирального потока. При уменьшении скорости вращения поток смеси под действием гравитации, отражаясь от стенок корпуса, будет «сваливаться», не достигая высоты емкости, не используя всю высоту для эффективного перемешивания. Повышение скорости вращения может привести к нарушению самой формы потока, которая является оптимальной для достижения качественной работы смесителя.
Затем подается любой пенообразователь. Время поризации подбирается опытным путем до получения необходимой величины по плотности готовой смеси. Для получения большей плотности время необходимо сокращать или уменьшать дозировку пенообразователя.
После этого засыпается базальтовая фибра. В зависимости от размеров готовых изделий - блоков, меняется размер отрезков базальтовых нитей (разброс длин, как и в известных аналогах, составляет 6-10 мм) и их количество (разброс, как и в известных аналогах, составляет 0,75%-1,5% от массы твердых составляющих цементно-песчаной смеси). Дисперсное армирование пенобетона отрезками базальтового волокна (ровинга) значительно уменьшает или полностью исключает появление и развитие усадочных трещин в процессе изготовления, твердения и последующей его эксплуатации. В отличие от обычного пенобетона, базальтофибропенобетон, как материал ограждающей конструкции, имеет однородную мелкопористую структуру за счет диспергирования состава при его производстве, обладает повышенными физико-механическими характеристиками, морозостойкостью, пониженной водонепроницаемостью до W14. Смесь перемешивается не более 1 мин. Это минимальное время для равномерного распределения отрезков базальтовых нитей (ровинга) в цементно-песчаной матрице, установленное экспериментальным путем. При этом, за счет непродолжительного перемешивания волокна в смеси составляющих базальтофибропенобетона максимально сохраняется целостность волокна без его перетирания другими частицами смеси и без образования комков, влияющих на прочность материала.
Пример конкретного выполнения.
На экспериментальный участок поступает: цемент М500 в мешках; просеянный песок с модулем крупности (Мк) не более 1,5 в сухих емкостях и приготовленная вода в полимерных канистрах или баках. Цемент и песок дозируются вручную, в заданных количествах, в зависимости от плотности изделий в сухом виде в смеситель кавитационного типа БП-750, работающий на малых оборотах. Далее, вручную подается расчетное количество воды, и двигатель переводится в рабочий режим. При работающем двигателе на малых оборотах открывается донный затвор, и смесь поступает в бак накопитель героторного насоса типа «Сосна-7-500 М». Включается героторный насос, который подает приготовленную смесь во включенный дезинтегратор типа «Горизонт-300МК-ВА». Изготовленные цементно-песчаные смеси различных рецептур героторным растворонасосом поочередно подавались в турбулентный смеситель типа «Навигатор» и перемешивались в течение 1 мин. Затем подавался пенообразователь ПБ2000 из расчета 0,8 л на 1 куб.м смеси и в течение 3 мин происходила поризация бетонной смеси. После этого засыпалась базальтовая фибра в заданном количестве с размерами волокна 13 мкм × 6 мм (L) и смесь перемешивалась не более 1 мин. Скорость смешения в турбулентном смесителе составила 500 об/мин.
Примеры 2-4 выполнялись также, как и пример конкретного выполнения, описанный выше, но с изменением технологических параметров. В таблицу 1 сведены параметры выполнения способа приготовления базальтофиброармированных композиций по примерам 1-4 и свойства, полученных по этим примерам композиций. Изготовление композиции по примерам 2-4 проводилось по предлагаемой технологии мокрого домола. По примеру 1 композиция была приготовлена без применения технологии мокрого домола.
|
Полученная базальтофиброармированная композиция для дисперсно-армированного пенобетона позволяет повысить эксплуатационные характеристики базальтофибропенобетонных стеновых блоков до следующих значений:
- Предел прочности при сжатии - 2,93 МПа; без фибры 1,2-1,5 МПа
- Морозостойкость - М50
- Трещиностойкость - 0
Применение дезинтегратора мокрого домола в разработанной технологии позволило сократить время технологического процесса, энергопотребление и увеличить эффективность измельчения цементно-песчаной массы в сравнении с другими способами домола с использованием оборудования другого типа (вибромельницы, центробежно-ударные мельницы и др.).
Основным достижением данного способа является уменьшенное воздействие на базальтовую фибру со стороны заполнителя бетона - песка. Следствием этого является сохранность большего числа волокон фибры. Их не перетирают на отдельные куски частицы твердого заполнителя, более крупные, чем диаметр волокон. Все это ведет к повышению прочностных и эксплуатационных свойств получаемого материала.
Источники информации
1. Патент РФ №2421424 от 20.06.2011, З. №2009141197 от 10.11.2009.
2. Патент РФ №2480428 от 27.04.2013, З. №2011144792 от 03.11.2011.
3. Патент РФ №2396233 от 10.08.2010, З. №2009109451 от 16.03.2009.
4. Патент РФ №2393085 27.06.2010, З. №2009101376 от 19.01.2009.
5. Дезинтегратор мокрого помола «Горизонт-300МК-ВА». Руководство по эксплуатации. Д 83-1530.00.000 РЭ. - Тула, 2007.
Способ приготовления базальтофиброармированных композиций для дисперсно-армированного пенобетона, включающий приготовление смеси из цемента, кварцевого песка, компонента дисперсного армирования - базальтового волокна и водного раствора пенообразователя, отличающийся тем, что имеет три стадии, первая - приготовление цементно-песчаной смеси в циклическом смесителе гравитационного типа, вторая - мокрый домол цементно-песчаной смеси в дезинтеграторе, третья - смешение в турбулентном смесителе со скоростью смешения 500-600 об/мин мокрой домолотой цементно-песчаной смеси в течение не более 1,0 минуты с пенообразователем до получения необходимой величины по плотности готовой смеси, и базальтовой волоконной фиброй не более 1,0 минуты.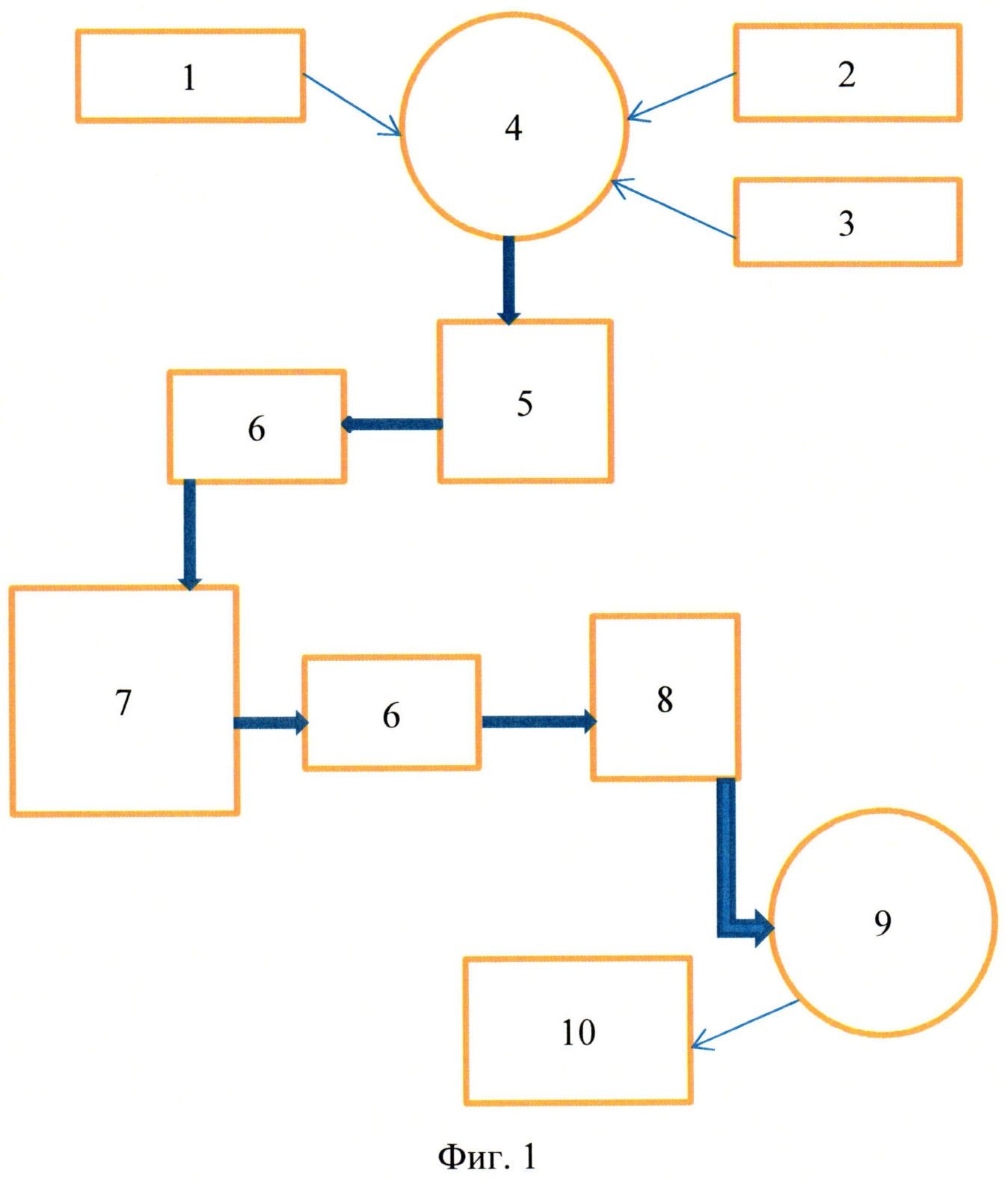
Установка для термической обработки углеродсодержащих волокнистых материалов
Способ термической обработки углеродосодержащих волокнистых материалов
Установка для термической обработки углеродсодержащих волокнистых материалов
Способ термической обработки углеродосодержащих волокнистых материалов
Способ изготовления фиброармированных пеноблоков и плит, линия для изготовления фиброармированных пеноблоков и плит

