Результат интеллектуальной деятельности: СБОРНАЯ КОНЦЕВАЯ ФРЕЗА
Вид РИД
Изобретение
Изобретение относится к металлообработке труднообрабатываемых сталей и сплавов, а конкретнее к проектированию и изготовлению сборных концевых цилиндрических фрез с механическим креплением сменных дисковых цельнотвердосплавных рабочих элементов.
Известны цельные обдирочные концевые фрезы с коническим хвостовиком, содержащие рабочую часть, на периферии которых выполнены стружкоразделительные канавки, расположенные в шахматном порядке (см. Ординарцев И.А. и др. Справочник инструментальщика, 1987, стр. 329).
Недостатком данных фрез является повышенная трудоемкость вышлифовки стружкоразделительных канавок, расположенных в шахматном порядке абразивным кругом с рабочим угловым (φ=120°) профилем, который сравнительно быстро теряет свою форму, что приводит к его частой трудозатратной правке.
Другим недостатком является низкий период стойкости и ресурс концевых фрез из быстрорежущей стали при изготовлении деталей из труднообрабатываемых (жаропрочных и титановых) сталей и сплавов.
Все это приводит к повышению себестоимости и снижает конкурентоспособность инструмента.
Наиболее близким по техническому решению является концевая фреза с коническим хвостовиком, напаянными винтовыми твердосплавными пластинами, на периферии которой выполнены стружкоразделительные канавки в шахматном порядке (см. кн. Аршинов В.А. и Алексеев Г.А. Резание металлов и режущий инструмент, М.: Машиностроение, 1967, стр. 316, рис. 270), взятая за прототип.
Недостатком данной фрезы является трудоемкость процесса размещения и напайки винтовых твердосплавных пластин в шахматном порядке на ее периферии, а также изготовления стружкоразделительных канавок между торцами винтовых твердосплавных пластин с применением специального углового алмазного круга, что также приводит к повышению себестоимости и снижению конкурентоспособности инструмента.
Другим недостатком напайных фрез является то, что после их пайки и заточки на твердосплавных пластинах появляются микротрещины и нередко сколы, что приводит к снижению стойкости и ресурса инструмента.
Задачей данного изобретения являются повышение точности и упрощение технологии изготовления, увеличение периода стойкости и ресурса, а также снижение себестоимости и повышения конкурентоспособности инструмента.
Концевая фреза, содержащая конусный хвостовик и рабочую часть с рабочими элементами и стружкоразделительными канавками на периферии, расположенными в шахматном порядке, согласно изобретению отличается тем, что рабочие элементы выполнены в виде стянутых посредством крепежного винта сменных дисковых цельнотвердосплавных рабочих элементов с незатылованными режущими зубьями, торцы которых в диаметральной плоскости выполнены со скосами под углом β=1…3° из условия перекрытия режущих кромок зубьев друг относительно друга в направлении резания, при этом сменные дисковые рабочие элементы установлены из условия смещения их режущих зубьев в торцовой плоскости друг относительно друга на половину их углового шага ε/2 в шахматном порядке и предварительно закреплены между собой по торцам посредством клея, а крепежный винт выполнен с базовым направляющим участком и головкой с жестко-упругими лепестками.
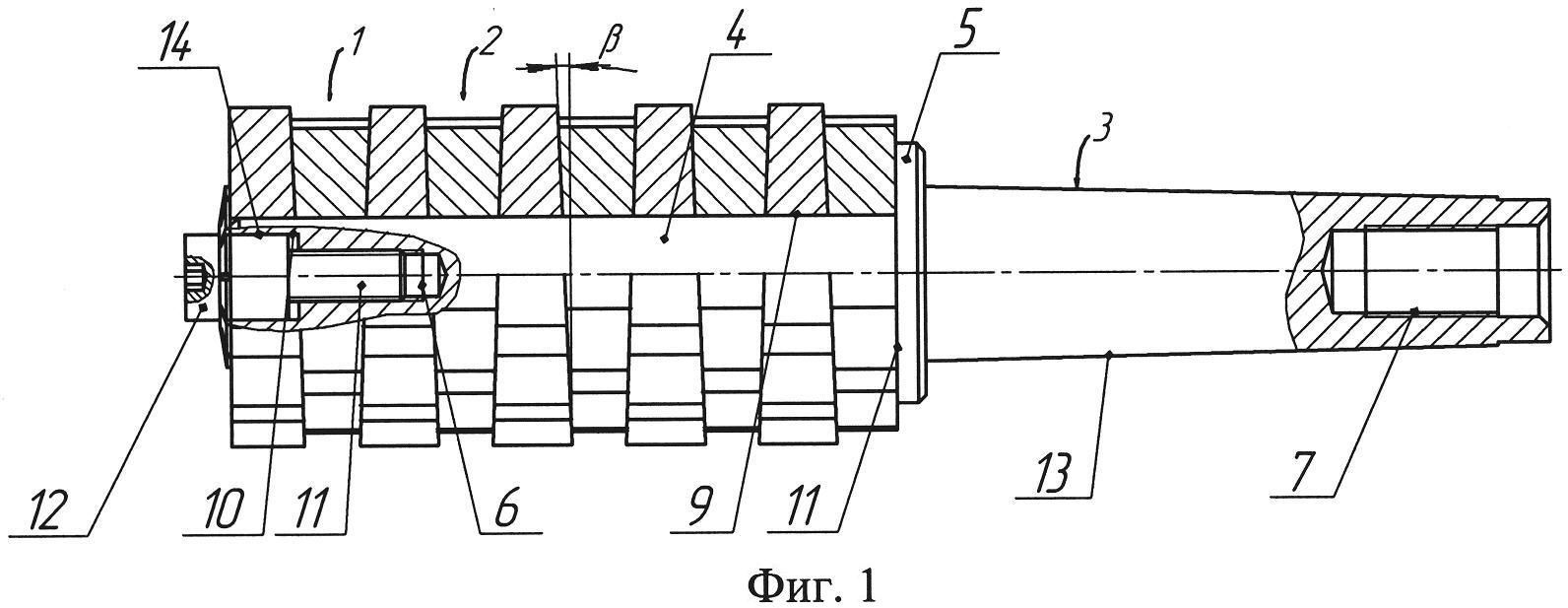
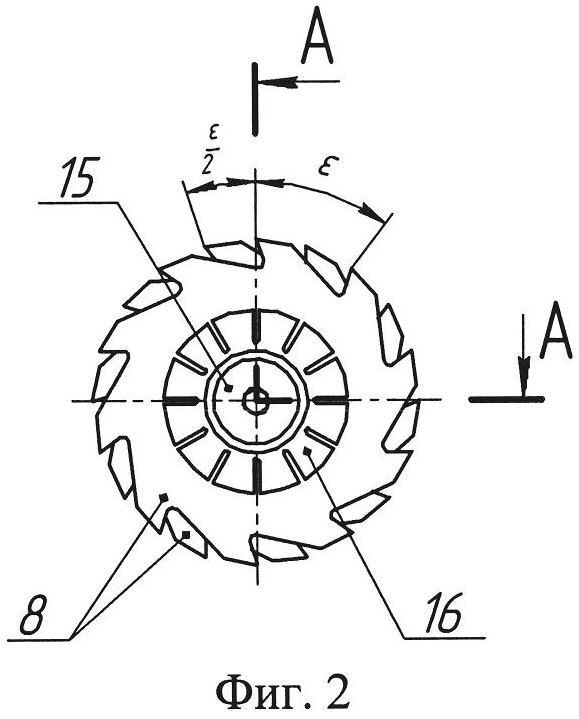
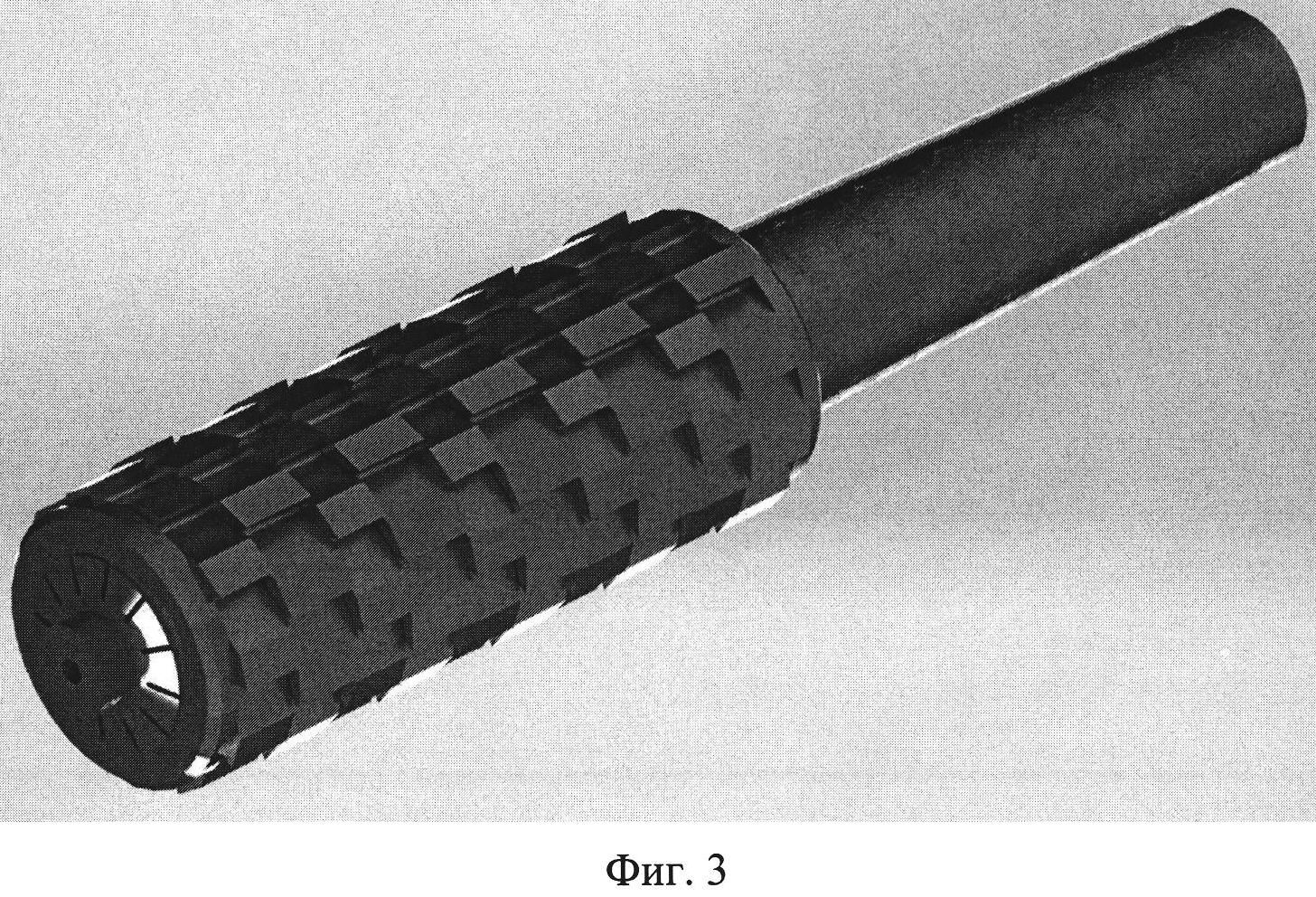
На фиг. 1 изображена конструкция сборной концевой фрезы; на фиг. 2 - вид спереди по стрелке А на фиг. 1; на фиг. 3 - изометрический вид трехмерной модели фрезы.
Сборная концевая фреза содержит режущую 2 и крепежную 3 части, закаленный корпус 4 с упорным буртиком 5 и резьбовыми крепежными отверстиями 6 и 7 на его концах, сменные дисковые цельнотвердосплавные рабочие элементы 8, базирующие цилиндрические 9, 10 и торцевую 11 поверхности и специальный крепежный винт 12.
Для обеспечения более точного изготовления инструмента цилиндрические 9, 10 и торцевая 11 базовые поверхности выполнены относительно посадочного конуса 13 корпуса фрезы с одного установа. Сменные дисковые цельнотвердосплавные рабочие элементы с незатылованными режущими зубьями, торцы которых в диаметральной плоскости выполнены со скосами под углом β=1…3° из условия перекрытия режущих кромок зубьев друг относительно друга в направлении резания. Величина угла выбирается в зависимости от предельных значений диаметра фрезы: для малых диаметров - меньший угол β; для больших диаметров - больший угол β.
Для улучшения процесса фрезерования труднообрабатываемых сталей и сплавов сменные дисковые цельнотвердосплавные рабочие элементы установлены из условия смещения их режущих зубьев в торцовой плоскости друг относительно друга на половину углового шага зубьев ε/2 и расположены в шахматном порядке.
Сменные дисковые режущие элементы от осевого смещения ограничены упорным буртиком, выполненным на корпусе, и специальным крепежным винтом. Последний выполнен с базовым направляющим участком 14 и головкой 15 с жестко-упругими лепестками 16.
В отличие от концевой фрезы, взятой за прототип, с напайными винтовыми твердосплавными пластинами упрощается технология изготовления предлагаемой фрезы за счет сокращения ряда операций: исключения установки сложных винтовых твердосплавных пластин на корпусе инструмента; сокращения процесса напайки и долговременного (порядка 4…6 часов) остывания фрез вместе с термическим шкафом; вышлифовки стружкоразделительных канавок с использованием дорогостоящего алмазного круга с специальным угловым (φ=120°) профилем рабочей поверхности. Цилиндрические и торцевая на буртике базовые поверхности корпуса выполнены относительно посадочно-крепежного конуса фрезы с одного установа. Все это позволяет снизить себестоимость изготовления и повысить конкурентоспособность инструмента. Фрезы могут быть изготовлены из стандартных заготовок или изношенных (по возможности) цельнотвердосплавных прорезных фрез.
Сборка концевой цилиндрической фрезы осуществляется следующим образом.
Сначала торцы сменных дисковых рабочих элементов и упорного буртика корпуса очищают и наносят слой быстродействующего клея согласно технологии склеивания. Затем поочередно устанавливают дисковые рабочие элементы, как показано на фиг. 1…3, и стягивают их посредством специального крепежного винта с требуемым усилием. Величина усилия контролируется посредством динамометрического ключа, что обеспечивает надежное закрепление дисковых рабочих элементов и ресурс работы резьбового механизма сборной концевой фрезы. Для создания равномерного распределения нагрузки на торцевой поверхности головки специального крепежного винта выполнены жестко-упругие лепестки.
В случае поломки режущих зубьев на отдельных дисковых рабочих элементах последние заменяют на новые, сокращая при этом расходы на дорогостоящий и дефицитный твердый сплав, что также снижает себестоимость изготовления и повышает конкурентоспособность инструмента.
Таким образом, конструкция сборной концевой фрезы с сменными дисковыми цельнотвердосплавными рабочими элементами повышает точность и упрощает технологию изготовления, увеличивает период стойкости и ресурс инструмента. Фрезы обеспечивают более равномерное фрезерование благодаря снижению вибраций в процессе резания. Изготовление фрез данной конструкции способствует снижению себестоимости и повышению конкурентоспособности инструмента.
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная резьбообразующая плашка
Способ изготовления упругого притира
Сборный резец для контурного точения
Сборная дисковая фреза
Способ бесконтактного фрактального контроля шероховатости гидрофобной поверхности
Способ изготовления имплантата позвонка анатомической формы из костного материала, совместимого с иммунной системой больного

