Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРКИ
Вид РИД
Изобретение
Изобретение относится к области неразрушающего контроля с использованием ультразвуковых (УЗ) волн и может быть использовано для контроля качества сварки металлических деталей, в частности рельсов, при настройке дефектоскопа на чувствительность поиска и оценки дефектов.
Известны различные способы и устройства контроля качества сварки металлических деталей, в частности, рельсов [1] [2], [3], [4], [5], [6], [7], заключающиеся УЗ зондировании деталей в окрестности сварки, приеме и оценке отраженных УЗ сигналов. Все перечисленные способы и устройства позволяют обнаруживать дефекты в сварном стыке и в окрестности сварки (в зоне термического влияния, составляющей 40-80 мм по обе стороны сварного шва).
Недостатком всех перечисленных способов является низкий уровень контроля качества сварки, связанный с тем, что они в процессе контроля реализуют постоянную чувствительность без учета специфики структуры металла контролируемого изделия.
Анализ изломов рельсов возникших в ОАО «Российские Железные Дороги», показывает, что за последнее десятилетие 30-35% изломов происходят из-за дефектов в сварных стыках рельсов. Это вызвано как некачественным выполнением сварки на рельсосварочных предприятиях (РСП), так и низким качеством выпускного контроля на РСП и периодического контроля в процессе эксплуатации. Контрольный пост РСП, осуществляющий приемочный УЗ контроль сварных стыков, в состоянии лишь проконтролировать отсутствие в сварных стыках локальных дефектов при постоянном пороге чувствительности без учета специфики металлов свариваемых рельсов.
Перед началом контроля осуществляют настройку чувствительности УЗ дефектоскопа, установив электроакустический преобразователь (ЭАП) на стандартный образец, снабженный внутренними отражателями с известными характеристиками, которые в общем случае могут существенно отличаться от характеристик контролируемого изделия. Указанные обстоятельства могут привести к значительным ошибкам в настройке и, в конечном счете, - к пропуску опасного дефекта в сварном шве.
Наиболее близким к заявляемому является способ контроля качества сварки металлических деталей, в частности рельсов [8], заключающийся в ультразвуковом зондировании деталей в окрестности сварки, приеме и оценке принятых ультразвуковых сигналов [9]. В указанной «Технологической инструкции» определены способы и направления излучения ультразвуковых зондирующих сигналов, способы приема и настройки чувствительности приемной аппаратуры. Для УЗ зондирования используется эхо-метод. Чувствительность ЭАП в процессе контроля является постоянной и устанавливается равной 24 дБ относительно опорного сигнала от отверстия диаметром 6 мм на глубине 44 мм в стандартном образце СО-3Р [8, стр. 18].
Недостатком способа [8] является низкая точность оценки качества сварки, связанная с тем, что контроль производится при чувствительности аппаратуры, не учитывающей особенности и состояние структуры металла рельса в зоне сварки.
Значение условной чувствительности, равное 24 дБ, было определено в 60-70-е годы прошлого столетия при разработке методики контроля отечественных рельсов, выпускаемых и свариваемых по технологиям указанного периода. В настоящее время на железных дорогах ОАО «РЖД» используются рельсы российских и зарубежных производителей, соединяемые в сварные плети по новым современным технологиям. Их внутренняя структура (в том числе и в зоне сварки) отличается от рельсов более ранних выпусков (в пределах одного производителя), а также в зависимости завода-изготовителя.
В ходе экспериментальных исследований авторами настоящей заявки определено, что для рельсов разных заводов-изготовителей уровень структурных шумов является разным. Так, например, для рельсов типа Р65 российского производства (Нижнетагильский металлургический комбинат) и для японских рельсов, выпускаемых фирмой Nippon Steel, указанная величина отличается на 6 дБ (в два раза!). Приведенный пример показывает, что способ контроля качества сварки, принятый за прототип [8], обладает низкой достоверностью контроля и может привести к значительным недобраковкам.
Задачей, решаемой заявляемым изобретением, является повышение достоверности контроля качества сварки, заключающегося в ультразвуковом зондировании деталей в окрестности сварки, приеме и оценке отраженных ультразвуковых сигналов, за счет того, что дополнительно оценивают отраженные ультразвуковые сигналы от структурных неоднородностей металла в зоне термического влияния и настраивают чувствительность ультразвукового дефектоскопа относительно уровня этих сигналов. При такой настройке чувствительности в процессе контроля учитывается специфика свариваемых металлов (конкретной партии), а также особенности технологии сварки.
Технический результат использования заявляемого способа состоит в повышении оценки качества сварки рельсов за счет учета при настройке дефектоскопа особенностей и состояния структуры металла рельса в зоне сварки.
Для максимально эффективного ультразвукового контроля сварных стыков рельсов предлагается настраивать его чувствительность относительно уровня сигналов, отраженных от структурных неоднородностей металла бездефектного сварного шва. С этой целью необходимо устанавливать пороговый уровень обнаружения дефектоскопа выше уровня структурных шумов на некоторую величину коэффициента запаса Кз. В этом случае будут выявляться дефекты, размеры которых превышают величину структурных зерен металла шва, но могут представлять собой потенциальную опасность.
Ширина зоны термического влияния сварного стыка составляет 40-80 мм [10] и зависит, прежде всего, от теплового режима, то есть при контактной сварке оплавлением зона влияния тем шире, чем больше время сварки. В указанной зоне присутствуют участки, структура которых характеризуется крупным зерном, вызывающим отражения ультразвуковых сигналов при высокой чувствительности средства контроля.
Существенными отличиями заявляемого способа являются:
Дополнительная оценка отраженных УЗ сигналов от структурных неоднородностей металла деталей в зоне термического влияния. Такая оценка требует увеличения чувствительности приема дефектоскопа.
В прототипе чувствительность дефектоскопа устанавливается на стандартном уровне, обеспечивающем обнаружение дефектов для металлов, структура которых идентична структуре металла стандартного образца.
Настраивают чувствительность ультразвукового дефектоскопа относительно уровня сигналов от структурных неоднородностей, что может быть реализовано путем увеличения порога чувствительности дефектоскопа на некоторый уровень запаса.
В прототипе уровень чувствительности остается постоянным независимо от структуры металла шва свариваемых рельсов.
Заявляемый способ иллюстрируют следующие графические материалы:
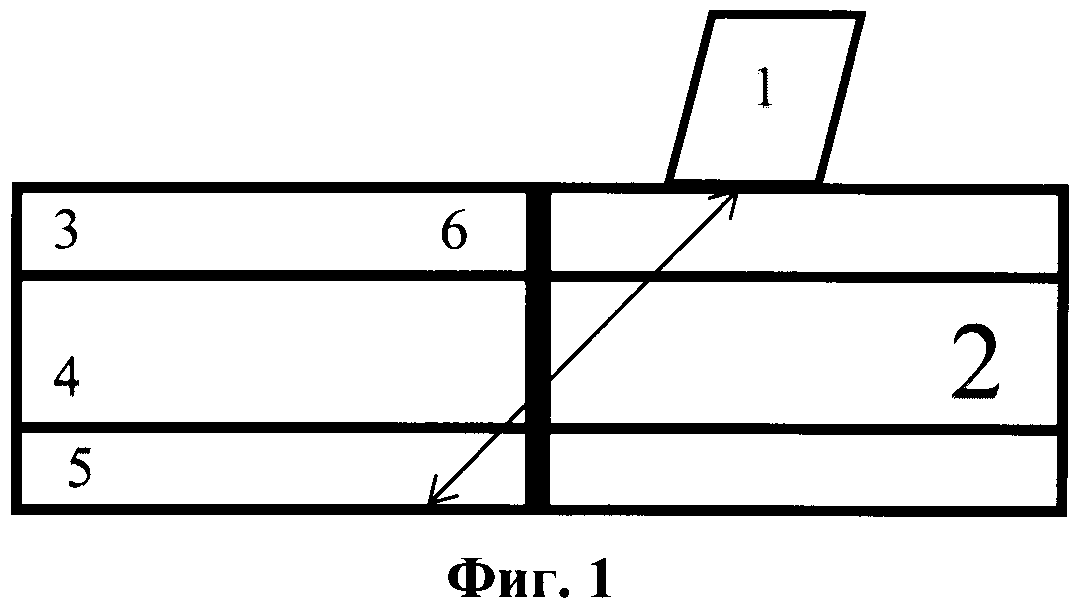
Фиг. 1 - Схема прозвучивания рельса, где:
1 - ЭАП;
2 - рельс;
3 - головка рельса;
4 - шейка рельса;
5 - основание (подошва) рельса;
6 - сварной шов.
Фиг. 2 - Развертки типа А при контроле рельсов разных производителей.
А) - Сигналы контроля зоны сварки рельсов 1-го производителя рельсов (Россия, Нижнетагильский металлургический комбинат).
Б) - Сигналы контроля зоны сварки рельсов 2-го производителя рельсов (Япония, Nippon Steel).
На Фиг. 2 введены следующие обозначения:
7 - зондирующий импульс;
8 - уровень структурных неоднородностей металла;
9 - эхо-сигнал от дефекта;
10 - установленный пороговый уровень дефектоскопа;
11 - заданный уровень запаса Кз.
Рассмотрим возможность реализации заявляемого способа.
УЗ исследование сварного стыка рельса в зависимости от задач, местоположения рельса (на рельсовом пути или на РСП) может производиться с использованием различных схем прозвучивания и расположения ЭАП [2-9]. В простейшем случае, Фиг. 1, ЭАП 1 располагается в зоне термического влияния сварки на поверхности катания рельса 2, направлен под некоторым углом вглубь рельса 2 по оси симметрии, т.е. через головку 3 и шейку 4 к основанию 5 рельса, имеющего сварной шов 6. ЭАП 1 излучает УЗ зондирующие сигналы 7 и принимает отраженные сигналы 7. Порог чувствительности УЗ дефектоскопа устанавливают в соответствии с прототипом [8].
Для реализации заявляемого способа увеличивают чувствительность приема УЗ сигналов до начала приема сигналов от структурных неоднородностей металла рельса 8, т.е. оценивают отраженные ультразвуковые сигналы от структурных неоднородностей металла деталей в зоне термического влияния. Затем немного уменьшают чувствительность приема на величину запаса Кз 11, устанавливая уровень обнаружения 10 так, чтобы не реагировать на все шумовые сигналы.
Для прозвучивания всего сварного стыка ЭАП 1 перемещают вдоль рельса, повторяя зондирования. Результаты каждого зондирования отображаются в виде развертки типа А (Фиг. 2), или другими способами отображения информации (развертки типа В, С или D [11]). При приеме эхо-сигнала 9, превышающего пороговый уровень дефектоскопа 10, принимается решение о наличии дефекта в контролируемом изделии.
При таком способе контроля качества сварки для рельсов разных заводов-изготовителей пороговый уровень дефектоскопа будет занимать разное положение по вертикали в зависимости от уровня структурных шумов. При типовой же настройке дефектоскопа [8] его пороговый уровень будет одинаковым для всех рельсов вне зависимости от производителя. В этом случае из-за недостаточно точной настройки чувствительности (без учета структуры свариваемых рельсов) возможен пропуск дефекта и, как следствие, - излом рельса.
Таким образом, в отличие от способа, принятого за прототип, предложенный способ позволяет обнаруживать дефекты в сварных стыках с большей достоверностью.
Предлагаемый способ контроля качества сварки, при котором в качестве опорного сигнала при настройке чувствительности используются отражения от структурных шумов металла в зоне термического влияния, позволяет повысить точность оценки качества сварки и в целом достоверность контроля качества рельсов.
Таким образом, заявляемый способ контроля качества сварки металлических деталей может быть реализован, позволяет повысить достоверность метода ультразвукового контроля и, как следствие, - качество контроля сварных стыков рельсов.
Источники информации
1. http://www.npokz.ru/tekhnicheskaja-informatsija/svarka-mkachestva-svarki/.
2. Патент RU 2308029.
3. Патент RU 2184960.
4. Патент RU 2184374.
5. Патент RU 2184372.
6. Патент RU 34018.
7. Патент RU 2309402.
8. «Технологическая инструкция по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути» ТИ 07.42 - 2004, Москва.
9. Стандарт ОАО «РЖД» СТО 1.11.003-2009 Метод ультразвукового контроля сварных стыков рельсов, Москва.
10. Классификатор дефектов сварных стыков рельсов 1.20.002 - 2008, ОАО «ВНИИЖТ», Москва.
11. Неразрушающий контроль: Справочник: В 8 т./ Под общ. ред. В.В. Клюева. Т.З. И.Н. Ермолов, Ю.В. Ланге. Ультразвуковой контроль. - 2-е изд., испр. - М.: Машиностроение, 2008. - 864 с.: ил.
Способ контроля качества сварки металлических деталей, заключающийся в ультразвуковом зондировании деталей в окрестности сварки, приеме и оценке отраженных ультразвуковых сигналов, отличающийся тем, что дополнительно оценивают отраженные ультразвуковые сигналы от структурных неоднородностей металла деталей в зоне термического влияния и настраивают чувствительность ультразвукового дефектоскопа относительно уровня этих сигналов.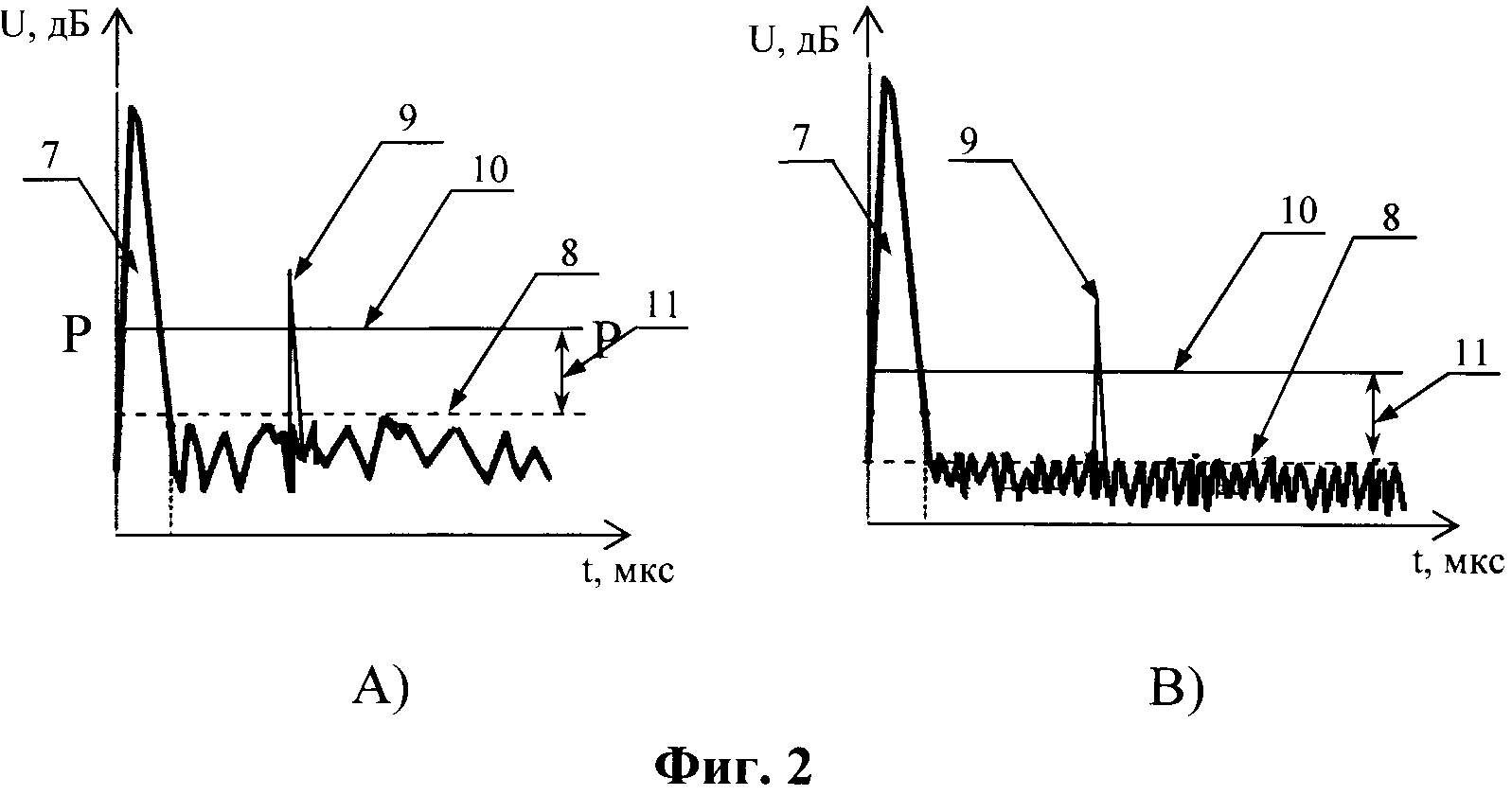
Способ ослабления возбуждения тяговых электродвигателей локомотива
Способ диагностики рельсов
Безопасный локомотивный объединенный комплекс
Железнодорожная длиннобазная платформа для крупнотоннажных контейнеров
Безопасный локомотивный объединенный комплекс
Комплексное устройство контроля безопасности движения поезда
Способ определения времени проведения очередного профилактического обслуживания объекта и система для его реализации
Система для управления устройством лубрикации на локомотиве-рельсосмазывателе
Станционное устройство маневровой автоматической локомотивной сигнализации
Система передачи данных маневровой автоматической локомотивной сигнализации
Способ ослабления возбуждения тяговых электродвигателей локомотива
Способ диагностики рельсов
Безопасный локомотивный объединенный комплекс
Железнодорожная длиннобазная платформа для крупнотоннажных контейнеров
Безопасный локомотивный объединенный комплекс
Комплексное устройство контроля безопасности движения поезда
Способ определения времени проведения очередного профилактического обслуживания объекта и система для его реализации
Система для управления устройством лубрикации на локомотиве-рельсосмазывателе
Станционное устройство маневровой автоматической локомотивной сигнализации
Система передачи данных маневровой автоматической локомотивной сигнализации

