Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕХОДНЫХ ФЛАНЦЕВЫХ ФИТИНГОВ ИЗ АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И НАБОР ОСНАСТКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА (ВАРИАНТЫ)
Вид РИД
Изобретение
Группа изобретений относится к способу изготовления переходных фланцевых фитингов из армированного композиционного материала и к соответствующему набору оснастки для осуществления способа. Под переходными фитингами понимаются узлы соединения трубопроводов (тройники, крестовины, коллекторы), обеспечивающие переход с одного диаметра трубопровода на другой.
В настоящее время армированные композиционные материалы широко используются для изготовления труб различных трубопроводов, в особенности, если они должны иметь такие характеристики как легкость, прочность, жесткость, стойкость к воздействию агрессивных сред. Армированный композиционный материал в общем виде представляет собой армирующий компонент (например, волокна из стекла, базальта, углерода или ткань, выполненная из них), внедренный в материал полимерной термореактивной матрицы (полимерное связующее). После отверждения термореактивный композиционный материал приобретает окончательные физико-механические характеристики и не может вернуться в исходное пластичное состояние.
Технология изготовления труб различных диаметров из армированных композиционных материалов хорошо освоена промышленностью. Однако изготовление сложных трехмерных соединительных элементов (фитингов) трубопроводов - отводов, тройников, крестовин и прочее представляет определенную трудность. Одним из способов создания сложных элементов является объединение основных геометрических форм в требуемые более сложные формы. При этом основной проблемой является обеспечение необходимой прочности в местах соединения. Для соединения элементов из армированных композиционных материалов используются различные способы.
Например, при изготовлении переходного фитинга формируют и отверждают магистральную часть фитинга и отводной патрубок отдельно друг от друга, причем последний изготавливают с одной плоской контактной поверхностью или раздвоенным на одном конце с образованием двух расходящихся копланарных плоских контактных поверхностей. Затем эти два элемента соединяют, склеивая плоскую контактную поверхность (поверхности) патрубка с контактной поверхностью магистральной части термореактивным или склеивающим материалом. Однако механическое напряжение, приложенное к магистральной части фитинга или к отводному патрубку, приводит к возникновению «расслаивающих» сил, под действием которых происходит разрушение фитинга по месту их соединения.
Другие пути решения этой проблемы основаны на концепции введения высокопрочных волокон через объединенную область такими способами, как пришивание одного элемента к другому. Одно из таких решений описано в патентах США №4331419 и 4526790, где места соединения между первым и вторым элементами из композиционных материалов выполнены из волокон, соединенных клеем. Один из элементов раздвоен на одном конце с образованием двух расходящихся копланарных плоских контактных поверхностей, которые соединены со вторым элементом путем сшивания нитью из армирующих волокон, пропитанных термореактивным связующим, проходящей через оба элемента. Затем соединенные элементы и нить подвергаются «совместному» одновременному отверждению.
Патент США №6103337 предусматривает предварительное изготовление заготовок элементов из армирующего материала, соединение их друг с другом армирующей нитью, после чего в них вводят материал матрицы с последующим отверждением. Однако хотя этот процесс имеет много преимуществ, для него непременно требуется, чтобы заготовки были сотканы или созданы другим способом по отдельности и затем сшиты в отдельной операции.
Предложенные способы изготовления трехмерных изделий, в частности, отводных фланцевых фитингов, мало пригодны для серийного производства, т.к. или не обеспечивают необходимой прочности изделий, или сложны и требуют разработки нестандартного оборудования.
Технической задачей предлагаемого изобретения является разработка способа изготовления переходных фланцевых фитингов из армированного композиционного материала, включающего стандартные операции, пригодные для серийного производства, а также набора оснастки для осуществления способа, обеспечивающих высокую механическую прочность изделий.
Для достижения поставленной задачи предлагается два варианта способа изготовления переходных фланцевых фитингов из армированного композиционного материала.
Первый вариант способа изготовления переходных фланцевых фитингов включает раздельное формирование магистральной части фитинга с фланцами и одним или несколькими основаниями отводных патрубков, соответствующих отводных патрубков и фланцев к ним с последующей сборкой готовых деталей. Изготовление магистральной части фитинга осуществляют намоткой стеклоткани, пропитанной полимерным связующим, на предварительно собранную оснастку, включающую цилиндрическую оправку с закрепленными на ее концах рабочими поверхностями навстречу друг другу, матрицами фланцев, установленные на ней в соответствующих местах оправки оснований отводных патрубков. Ширину полосы стеклоткани выбирают, по меньшей мере, равной сумме расстояния между рабочими поверхностями матриц фланцев и двойной высоты фланца. Оба края полосы надрезают на глубину, по меньшей мере, равную высоте фланца; после намотки каждого слоя, надрезанные края стеклоткани уплотняют в матрицах фланцев, над оправками оснований отводных патрубков на стеклоткани выполняют крестообразные надрезы, с каждым слоем меняя их направление. Намотку стеклоткани через несколько слоев чередуют с закладкой в матрицы фланцев лоскутов стеклоткани, пропитанных полимерным связующим до заполнения матриц. Сформированную магистральную часть фитинга с фланцами и основаниями отводных патрубков подвергают термической обработке для отверждения полимерного связующего, снимают с оснастки, механической обработкой удаляют излишки материала с фланцев и оснований отводных патрубков и производят сверление отверстий во фланцах. Отводные патрубки выполняют из композиционного материала любым известным способом, например, намоткой на оправку стеклоровинга или стеклоткани, пропитанных полимерным связующим и последующего отверждения, а фланцы патрубков - прессованием в пресс-форме, например, из соответствующего количества слоев стеклоткани или рубленого стекловолокна, пропитанных полимерным связующим, с последующим отверждением и механической обработкой. Сборку готовых деталей осуществляют установкой патрубков в их основания на магистральной части фитинга, фланцев на патрубки с заполнением межстеночного пространства в местах их установки полимерным связующим с последующим его отверждением.
Второй вариант способа изготовления переходных фланцевых фитингов из полимерного композиционного материала предусматривает раздельное изготовление магистральной части фитинга с основаниями отводных патрубков и фланцев магистральной части фитинга.
Способ включает изготовление магистральной части фитинга с одним или несколькими основаниями отводных патрубков, фланцев магистральной части фитинга, соответствующих отводных патрубков и фланцев к ним и последующую сборку готовых деталей. При этом изготовление магистральной части фитинга осуществляют намоткой стеклоткани, пропитанной полимерным связующим, на предварительно собранную оснастку, включающую цилиндрическую оправку с установленными на ней в соответствующих местах оправками оснований отводных патрубков. После намотки каждого слоя над оправками оснований отводных патрубков на стеклоткани выполняют крестообразные надрезы, с каждым слоем меняя их направление. По окончании намотки изделие подвергают термической обработке для отверждения полимерного связующего, после чего снимают с оснастки и механической обработкой удаляют излишки материала с оснований отводных патрубков. Изготовление фланцев магистральной части фитинга производят намоткой стеклоткани, пропитанной полимерным связующим на предварительно собранную оснастку, включающую цилиндрическую оправку с закрепленной на ней парой матриц фланцев, обращенных друг к другу рабочими поверхностями. Ширину полосы стеклоткани выбирают, по меньшей мере, равной сумме расстояния между внутренними поверхностями матриц фланцев и двойной высоте фланца, а оба края полосы надрезают на глубину, по меньшей мере, равную высоте фланца. Намотку стеклоткани через несколько слоев чередуют с закладкой в матрицы фланцев лоскутов стеклоткани, пропитанных полимерным связующим, до их заполнения. Сформированную пару фланцев подвергают термической обработке для отверждения полимерного связующего, после чего осуществляют разрезку пары фланцев, удаление излишков материала и сверление отверстий. Отводные патрубки выполняют из композиционного материала любым известным способом, например, намоткой на оправку стеклоровинга или стеклоткани, пропитанных полимерным связующим с последующим отверждением, а фланцы патрубков - прессованием в пресс-форме, например, из соответствующего количества слоев стеклоткани или рубленого стекловолокна, пропитанных полимерным связующим, с последующим отверждением и механической обработкой. Сборку готовых деталей осуществляют установкой в любой последовательности фланцев на магистральную часть фитинга, отводных патрубков в их основания с последующей установкой на них фланцев с заполнением межстеночного пространства в местах установки полимерным связующим с последующим его отверждением.
Первый из предлагаемых вариантов способа отличается от второго только способом изготовления магистральной части фитинга. В первом случае магистральную часть фитинга с основаниями отводных патрубков изготавливают заодно с фланцами, а в другом - магистральную часть фитинга с основаниями отводных патрубков и фланцы магистральной части изготавливают раздельно и производят их сборку. Изготовление отводных патрубков и фланцев к ним в обоих случаях осуществляется одинаковыми известными способами.
Решение поставленной задачи достигается также тем, что в любом из вариантов способа, для повышения прочности соединения отводного патрубка с его основанием на магистральной части фитинга, внутреннюю часть основания отводного патрубка выполняют с уширением внутрь магистральной части, например, с обратной конусностью или в виде одной или нескольких кольцевых ступеней, а наружную установочную часть отводного патрубка с соответствующим утолщением;
- а также тем, что любой из вариантов способа изготовления переходных фланцевых фитингов предусматривает дополнительную фиксацию отводного патрубка в его основании на магистральной части фитинга наружной намоткой на него в месте их сочленения ровинга из армирующих волокон, пропитанных полимерным связующим;
- а также тем, что в любом из вариантов способа при изготовлении переходных фитингов, применяемых в составе трубопроводов для транспортировки пожаро-взрывоопасных сред, с целью предотвращения накопления электрических зарядов (статического электричества) на их внутренней поверхности, на рабочие поверхности оснастки предварительно наносят слой электропроводящего материала.
В любом из вариантов способа изготовления переходных фланцевых фитингов в качестве армирующего материала могут использоваться ткань и ровинги из углеродного, базальтового волокна или их композиции.
Указанная техническая задача достигается также тем, что предлагается набор оснастки для осуществления способа изготовления переходных фланцевых фитингов из армированного композиционного материала.
Набор оснастки для реализации первого варианта способа включает оснастку для изготовления магистральной части фитинга, одну или несколько цилиндрических оправок для отводных патрубков и пресс-формы фланцев для этих патрубков. Оснастка для изготовления магистральной части фитинга в свою очередь включает цилиндрическую оправку, устанавливаемые на ней одну или несколько оправок оснований отводных патрубков и пару матриц фланцев. Диаметр цилиндрической оправки определяется требуемым диаметром проходного сечения магистральной части фитинга. Оправки оснований отводных патрубков выполнены с постоянным (цилиндрические) или с переменным сечением (в виде усеченного конуса или цилиндра с буртом в виде одной или нескольких кольцевых ступеней), при этом минимальный диаметр оправки соответствует наружному диаметру отводного патрубка. Размеры и форма матриц фланцев определяются требованиями, предъявляемыми к готовым изделиям. Конструкция пресс-форм фланцев отводных патрубков определяется требуемой формой фланца при условии соответствия внутреннего диаметра посадочного места фланца наружному диаметру отводного патрубка.
Набор оснастки для реализации второго варианта способа изготовления переходных фланцевых фитингов из армированного композиционного материала отличается наличием оснастки для раздельного изготовления магистральной части переходного фитинга и фланцев к ней.
Набор включает оснастку для изготовления магистральной части фитинга, оснастку для изготовления фланцев магистральной части фитинга, цилиндрические оправки для отводных патрубков и пресс-формы фланцев для этих патрубков. Оснастка для изготовления магистральной части фитинга включает цилиндрическую оправку, диаметр которой соответствует внутреннему диаметру проходного сечения магистральной части, и устанавливаемые на ней оправки оснований отводных патрубков. Оправки оснований отводных патрубков выполнены с постоянным (цилиндрические) или с переменным сечением (в виде усеченного конуса или цилиндра с буртом в виде одной или нескольких кольцевых ступеней), при этом минимальный диаметр оправки соответствует наружному диаметру отводного патрубка.
Оснастка для изготовления фланцев магистральной части фитинга включает цилиндрическую оправку, диаметр которой соответствует требуемому наружному диаметру магистральной части, и устанавливаемые на ней матрицы фланцев. Размеры и форма матриц фланцев определяются требованиями, предъявляемыми к готовым изделиям.
Конструкция пресс-форм фланцев отводных патрубков определяется требуемой формой фланца при условии соответствия внутреннего диаметра посадочного места фланца наружному диаметру отводного патрубка.
Варианты осуществления настоящего изобретения и набор оснастки приведены на фиг. 1-9.
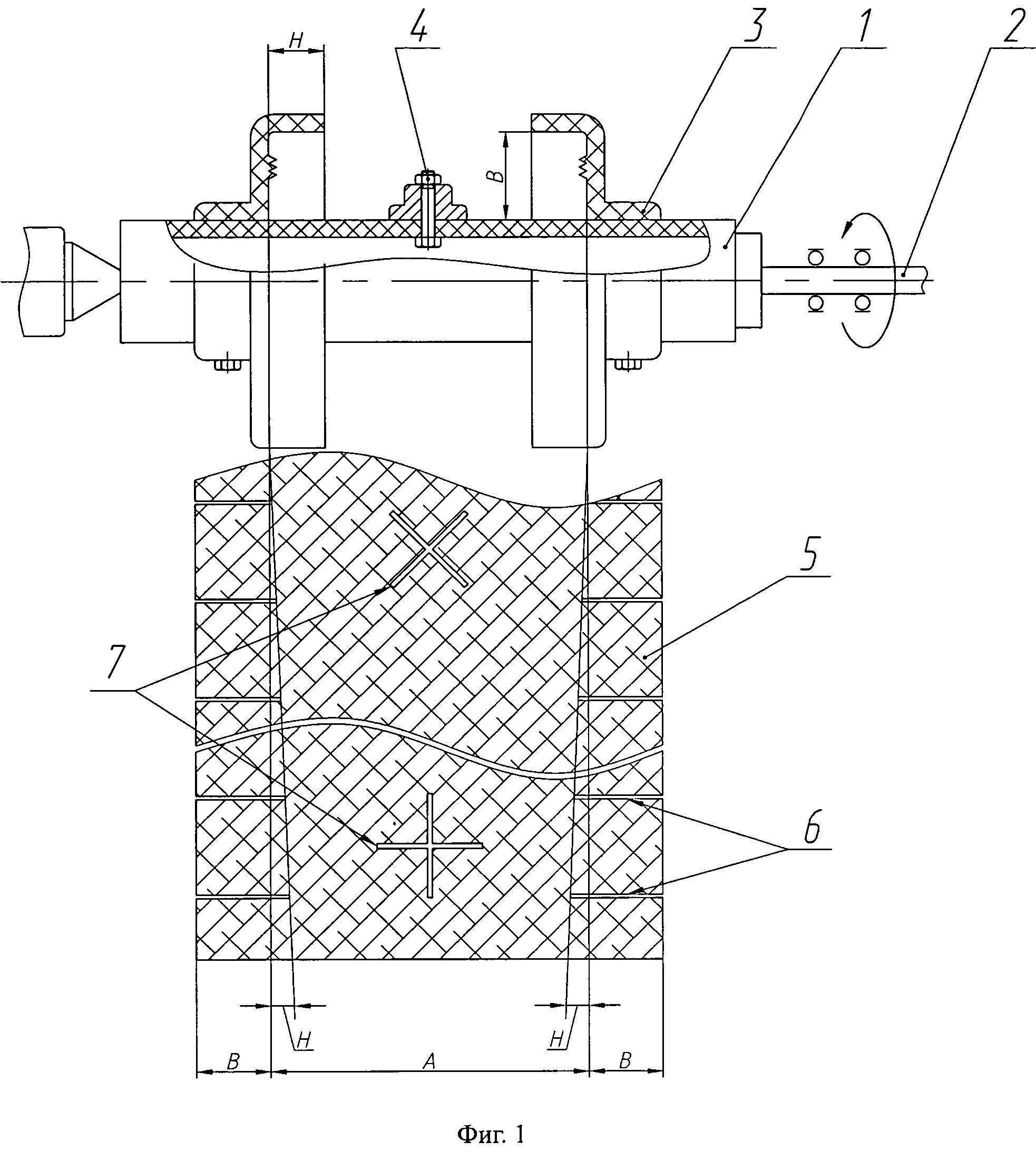
На фиг. 1 представлена оснастка для изготовления магистральной части переходного фланцевого фитинга (тройника) и схема кроя полосы стеклоткани для изготовления фитинга по первому варианту.
Оснастка включает в себя цилиндрическую оправку 1, связанную с приводом 2, осуществляющим ее вращение, установленные на ней матрицы фланцев 3 и оправку основания отводного патрубка 4 с кольцевым ступенчатым уширением. Ширина полосы стеклоткани 5 составляет, по меньшей мере, сумму расстояния А между внутренними поверхностями матриц фланцев и двойной высоты фланцев В, по краям полосы стеклоткани выполняют надрезы 6 на глубину, соответствующую, по меньшей мере, высоте фланца В.
В процессе изготовления после намотки каждого слоя, надрезанные края стеклоткани уплотняют в матрицах фланцев 3, а над оправками оснований 4 выполняются крестообразные надрезы 7, направление которых меняется, преимущественно на 45° после каждого оборота оправки 1. Намотку стеклоткани через несколько слоев чередуют с закладкой в матрицы фланцев лоскутов стеклоткани, пропитанных полимерным связующим до их заполнения, при этом глубину надрезов 6 по мере заполнения матриц увеличивают до величины, равной сумме высоты фланца В и его толщины Н. Сформированную магистральную часть фитинга с фланцами и основаниями отводных патрубков подвергают термической обработке для отверждения полимерного связующего, снимают с оснастки, механической обработкой удаляют излишки материала с фланцев и оснований отводных патрубков и производят сверление отверстий во фланцах.
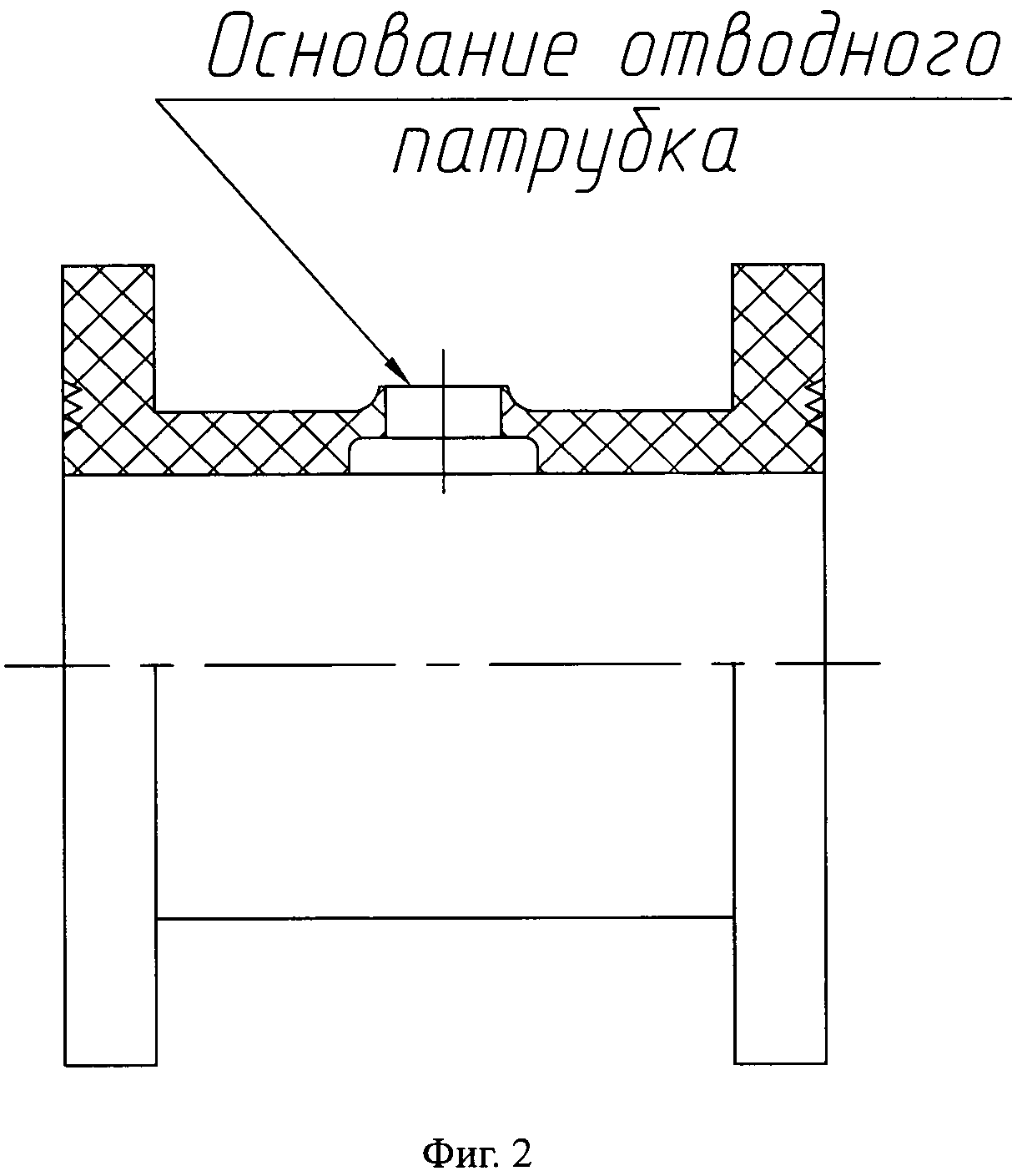
На фиг. 2 представлен общий вид магистральной части фитинга (тройника) с фланцами и основанием отводного патрубка, изготовленного по первому варианту.
Отводные патрубки и фланцы к ним изготавливают любым из известных способов: отводные патрубки, преимущественно, намоткой стеклоткани или стеклоровинга, а фланца к ним - прессованием в пресс-форме, например, из соответствующего количества слоев стеклоткани или рубленого стекловолокна, пропитанных полимерным связующим, с последующим отверждением и механической обработкой.
На фиг. 3 показан общий вид отводного патрубка, с кольцевым буртом в установочной части и посадочным местом под фланец, полученного намоткой стеклоткани или стеклоровинга на цилиндрическую оправку, а на фиг.4 - общий вид фланца отводного патрубка (варианты).
При сборке фитинга изнутри канала магистральной части в основание устанавливают отводной патрубок и крепят на нем фланец, заполняя полимерным связующим межстеночное пространство в местах сочленения деталей. После установки отводного патрубка в его основание на магистральной части фитинга в месте их сочленения дополнительно осуществляют наружную подмотку на отводной патрубок стеклоровинга, пропитанного полимерным связующим. Собранный фитинг подвергают термической обработке для отверждения полимерного связующего.
На фиг. 5 представлен общий вид собранного переходного фланцевого фитинга (тройника), показано выполнение подмотки ровингом в месте сочленения отводного патрубка с его основанием на магистральной части фитинга.
Второй вариант изготовление переходного фланцевого фитинга предусматривает раздельное изготовление магистральной части фитинга с основаниями отводных патрубков и фланцев магистральной части, с последующей их сборкой.
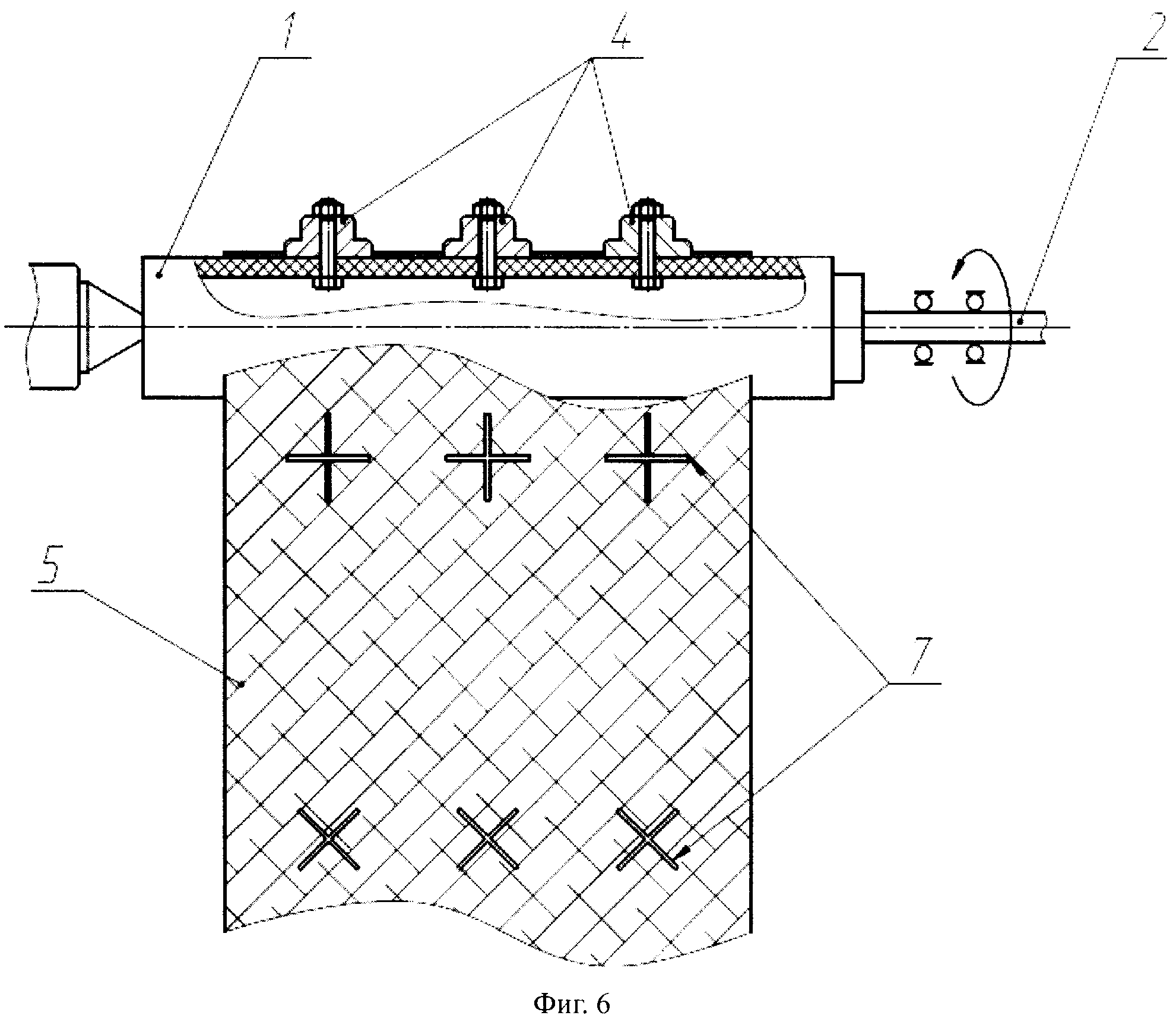
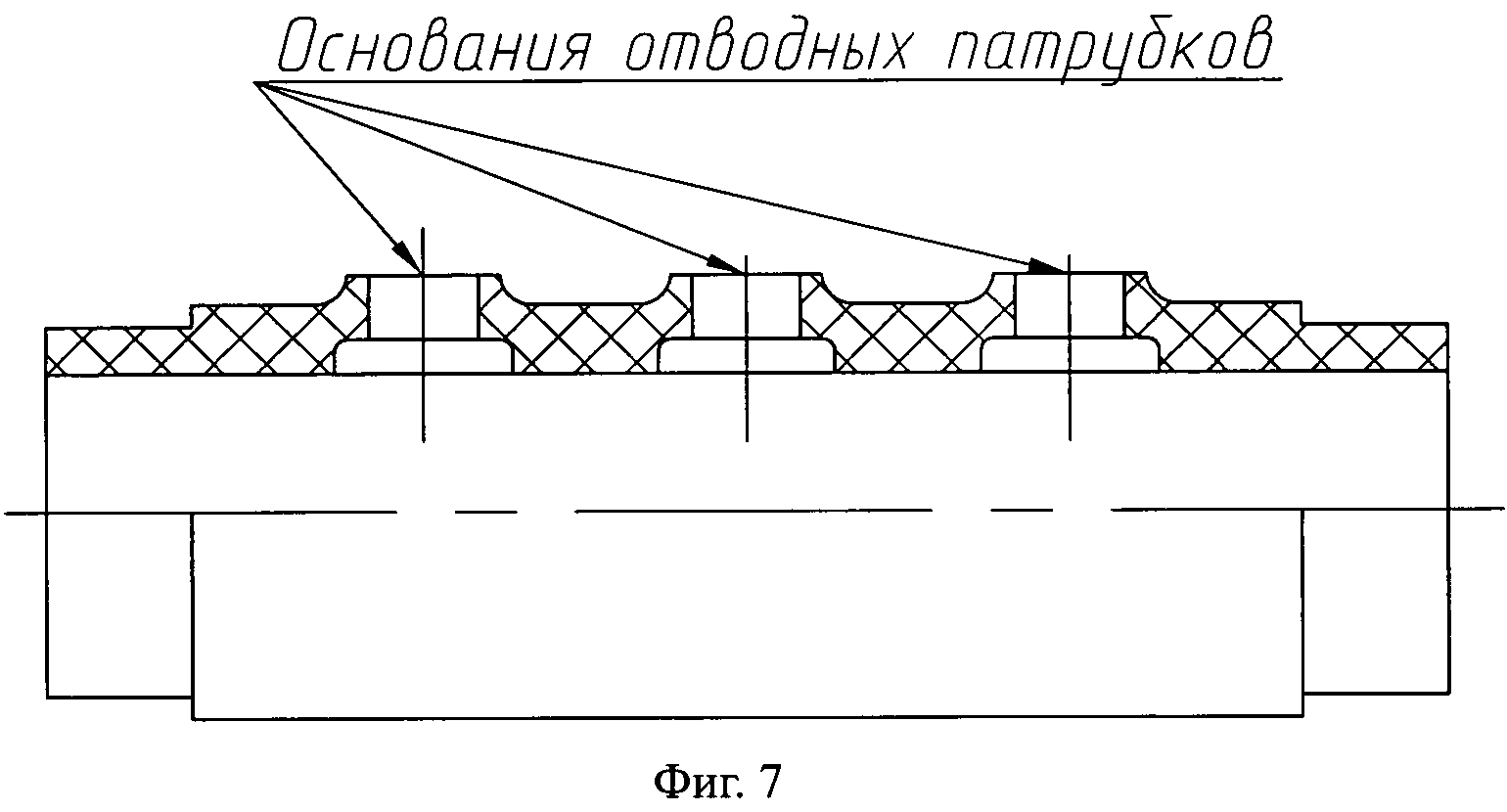
На фиг. 6 представлена оснастка для изготовления магистральной части переходного фитинга (коллектора) и схема кроя полосы стеклоткани для ее изготовления, а на фиг. 7 - общий вид магистральной части фитинга с основаниями отводных патрубков.
Оснастка включает в себя цилиндрическую оправку 1, связанную с приводом 2, осуществляющим ее вращение, и установленные на ней оправки оснований отводных патрубков 4 с кольцевым ступенчатым уширением. Полоса стеклоткани 5 выбирается, преимущественно, равной длине магистральной части фитинга.
В процессе изготовления после намотки каждого слоя стеклоткани над оправками оснований 4 выполняются крестообразные надрезы 7, направление которых меняется, (преимущественно на 45°) после каждого оборота оправки 1. Сформированную магистральную часть фитинга с основаниями отводных патрубков подвергают термической обработке для отверждения полимерного связующего, после чего снимают с оснастки, механической обработкой удаляют излишки материала.
На фиг. 8 представлена оснастка для изготовления фланцев магистральной части фитинга и схема кроя полосы стеклоткани для его изготовления.
Оснастка включает цилиндрическую оправку 1, связанную с приводом 2, осуществляющим ее вращение и установленные на ней матрицы фланцев 3 магистральной части фитинга. Ширина полосы стеклоткани 5 составляет, по меньшей мере, сумму расстояния А между рабочими поверхностями матриц фланцев и двойной высоты фланцев В. По краям полосы стеклоткани выполнены надрезы 6 на глубину, соответствующую, по меньшей мере, высоте фланца В. В процессе изготовления фланцев после намотки каждого слоя, надрезанные края стеклоткани уплотняют в матрицах фланцев 3. Намотку стеклоткани через несколько слоев чередуют с закладкой в матрицы фланцев лоскутов стеклоткани, пропитанных полимерным связующим, до их заполнения, при этом глубину надрезов 6 по мере заполнения матриц увеличивают до величины, равной сумме высоты фланца В и его толщины Н. Сформированную заготовку пары фланцев подвергают термической обработке для отверждения полимерного связующего, после чего снимают с оснастки, осуществляют их разрезку, механической обработкой удаляют излишки материала с фланцев и сверление отверстий под крепежные элементы.
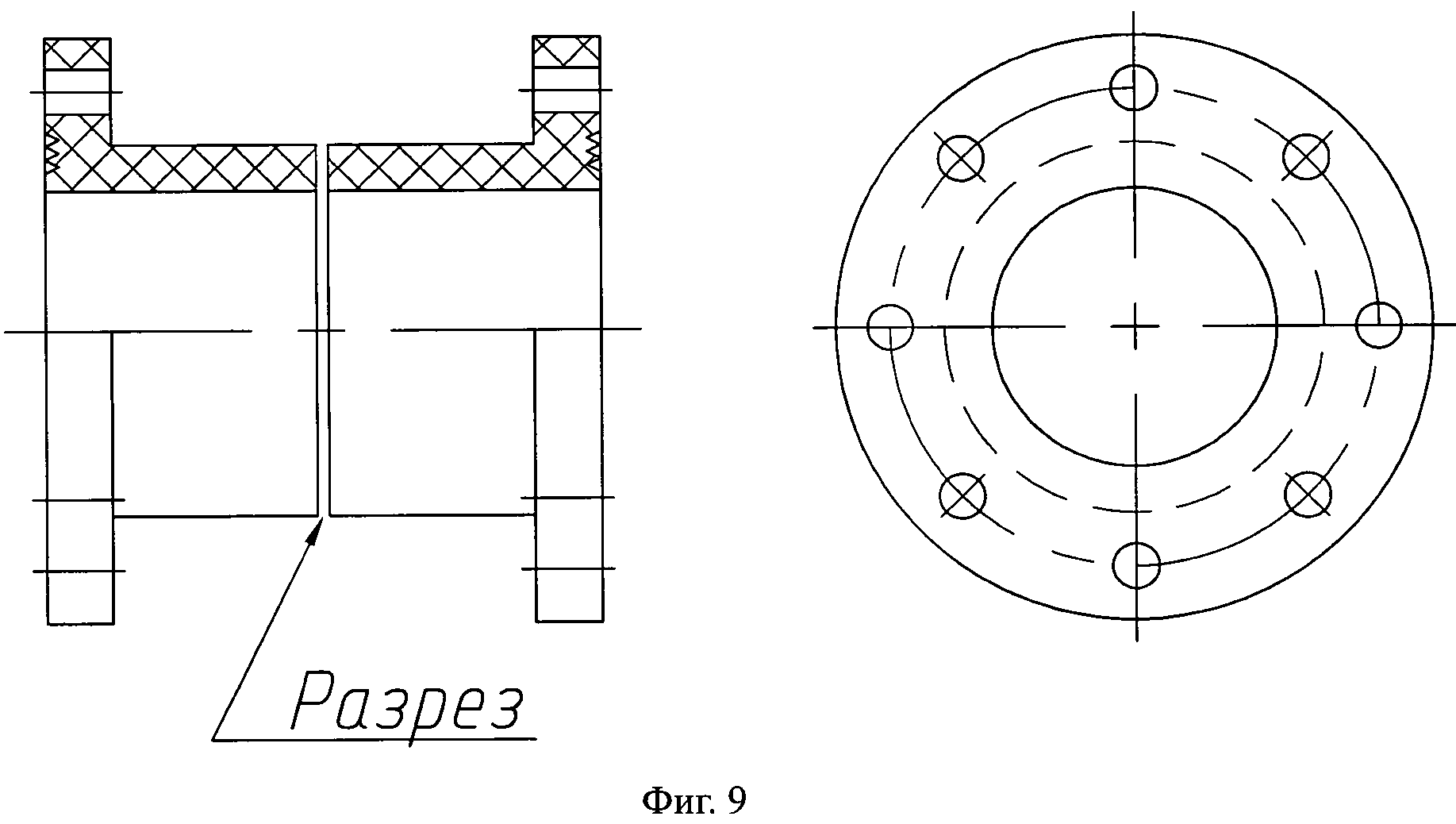
На фиг. 9 показан общий вид пары фланцев магистральной части фитинга, после ее снятия с оправки, последующей разрезки фланцев и сверления отверстий в них под крепежные элементы.
Отводные патрубки и фланцы к ним изготавливают любым из известных способов: отводные патрубки, преимущественно, намоткой стеклоткани или стеклоровинга, а фланца к ним - прессованием в пресс-форме, например, из соответствующего количества слоев стеклоткани или рубленого стекловолокна, пропитанных полимерным связующим, с последующим отверждением и механической обработкой. Общий вид отводного патрубка, с кольцевым буртом в установочной части и посадочным местом под фланец, полученного намоткой стеклоткани или стеклоровинга на цилиндрическую оправку, показан на фиг. 3, а на фиг. 4 - общий вид фланца отводного патрубка (варианты).
После изготовления деталей фитинга осуществляют их сборку; изнутри канала магистральной части фитинга в их основания устанавливают отводные патрубки, заполняя межстеночное пространство посадочных мест полимерным связующим, в местах их сочленения с магистральной частью, при необходимости, дополнительно осуществляют подмотку на них стеклоровинга, пропитанного полимерным связующим, в произвольной последовательности устанавливают фланцы на магистральную часть и отводные патрубки, заполняя полимерным связующим межстеночное пространство в местах сочленения деталей. Собранный фитинг подвергают термической обработке для отверждения полимерного связующего.
Предлагаемые варианты способа изготовления переходных фланцевых фитингов из армированного композиционного материала и наборы оснастки для их осуществления позволяют производить в условиях серийного производства с использованием стандартного оборудования и стандартных операций переходные фланцевые фитинги различной конструкции и назначения - тройники, крестовины, коллекторы, обеспечивают высокие прочностные характеристики изделий и возможность быстрой переналадки для перехода от одного вида фитингов к другому.
Изолирующая опорная подвеска проводов воздушной линии электропередач
Изолирующая опорная подвеска проводов воздушной линии электропередач

