СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛИРОВАННОЙ ТРУБЫ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ РУКАВА
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
В области централизованного теплоснабжения/холодоснабжения известно изготовление изолированной трубы, которая содержит внутреннюю трубу, окруженную слоем изоляционного материала, который также покрыт обшивкой. Внутренняя труба и обшивка могут быть изготовлены из материалов на основе полимеров и из металлов. Как правило, изолированные трубы на всей их протяженности выполняют с внутренней трубой из металла, закрытопористым и/или сплошным теплоизоляционным слоем (изоляционным материалом) и обшивкой на полимерной основе.
Примеры способов изготовления изолированных труб, содержащих внутреннюю трубу, окруженную слоем изоляционного материала, который также покрыт обшивкой, можно найти в документе US 2007/0074778, в соответствии с которым изоляционный материал вводят под давлением в полость между внутренней и наружной трубами.
Известно изготовление изоляционного материала на внутренней трубе посредством использования формы. Данный способ предусматривает использование формы, как правило, состоящей из двух полуформ. Внутреннюю трубу размещают центрально внутри формы с образованием полости между наружной поверхностью внутренней трубы и внутренней стороной полуформ. Когда две полуформы будут закрыты вокруг внутренней трубы, жидкий изоляционный материал вводят под давлением в полость формы. Жидкий изоляционный материал увеличивается в объеме до тех пор, пока он не достигнет стенки полости формы, и затем затвердевает. После затвердевания полуформы открывают, и изолированная труба теперь будет готова к покрытию ее обшивкой. Как упомянуто, обшивка, как правило, образована на полимерной основе, и ее образуют экструзией на изоляционном материале.
Однако данный известный технологический процесс имеет ряд недостатков. Один недостаток состоит в том, что изоляционный материал может обладать склонностью к прилипанию к стенке полости формы. Следовательно, могут возникать трудности с открытием формы без повреждения и отрыва кусков затвердевшего изоляционного материала. Кроме того, оставшийся затвердевший изоляционный материал должен быть удален со стенки полости формы до того, как можно будет начать новый процесс формования.
Другой недостаток данного технологического процесса состоит в том, что могут возникнуть трудности с обеспечением прилипания обшивки к изоляционному материалу в достаточной степени. Данная проблема возникает как непосредственный результат известной используемой технологии формования. Необходимо, чтобы полуформы обеспечивали то, что изготовленная изолированная труба будет иметь требуемые размеры и допуски. Для сохранения данных размеров и допусков форму нельзя открывать до того, как введенный под давлением, жидкий изоляционный материал увеличится в объеме и затвердеет. Увеличивающийся в объеме изоляционный материал является липким, в то время как затвердевший изоляционный материал не обладает способностью к прилипанию. Следовательно, попытка обеспечить прилипание материала обшивки к затвердевшему изоляционному материалу очень трудно реализуема, если не невозможна. Следовательно, необходимо будет добавить адгезив на затвердевший изоляционный материал после извлечения из формы для обеспечения сцепления между затвердевшим изоляционным материалом и обшивкой.
Альтернативой способу формования с закрытой формой, описанному выше, является использование способа формования с открытой формой. Традиционно полуформы шарнирно соединены друг с другом внизу, так что форма открывается в ее верхней части симметрично относительно вертикальной оси. При использовании данного способа формования с открытой формой можно наблюдать за процессом вспенивания (увеличения в объеме) изоляционного материала и тем самым контролировать процесс вспенивания. Однако данная технология изготовления требует большой точности регулирования момента закрытия формы - главным образом для удержания увеличивающегося в объеме изоляционного материала внутри формы. Известно, что для избежания отрыва кусков изоляционного материала при открытии формы после увеличения в объеме и затвердевания изоляционного материала в форму вместе с внутренней трубой вводят кусок фольги. Кусок фольги будет размещен на внутренней стенке формы и будет простираться наружу из формы в зоне ее размыкания. После этого жидкий изоляционный материал вводят под давлением или заливают на фольгу. Известно, что независимо от того, используется фольга или нет, при применении данной технологии изготовления получают изолированные трубы разного качества, что в высшей степени нежелательно.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления изолированной трубы, содержащей внутреннюю трубу, изоляционный материал и обшивку. Способ изготовления по настоящему изобретению относится, в частности, к формованию изоляционного материала на внутренней трубе, при этом внутреннюю трубу покрывают закрытым рукавом, имеющим открытые концы, и затем вставляют в форму. После этого изоляционный материал вводят под давлением в жидком состоянии в форму между внутренней трубой и рукавом. Изоляционный материал, находящийся в жидком состоянии, после введения под давлением начнет увеличиваться в объеме и в конце концов затвердеет. Во время данных процессов рукав поджимается к внутренней стенке формы. Следовательно, увеличенный в объеме и затвердевший изоляционный материал, обращенный к внутренней стенке формы, будет закрыт рукавом. Дополнительные и альтернативные этапы способа изготовления по настоящему изобретению станут очевидными из формулы изобретения и сопровождающих фигур и описания.
Способ изготовления по настоящему изобретению является предпочтительным, поскольку изолированная труба может быть извлечена из формы без отрыва кусков изоляционного материала. Это обеспечивает значительное увеличение выхода продукции. Кроме того, данный способ изготовления позволяет эффективно устранить любую утечку или непроизводительную потерю изоляционного материала. Таким образом, способ изготовления по настоящему изобретению является как простым, так и надежным и гарантирует то, что однородное качество продукции будет получено для всех произведенных изолированных труб.
Кроме того, закрытый рукавом изоляционный материал обеспечивает дополнительные предпочтительные признаки процесса образования обшивки на изоляционной трубе. Таким образом, рукав гарантирует достаточное адгезионное сцепление между изоляционным материалом и обшивкой. Таким образом, качество готовой изолированной трубы будет значительно повышено за счет сцепления, которое обеспечивается между изоляционным материалом и обшивкой. Способность готовой изолированной трубы длительно сохранять изолирующие свойства может быть, например, дополнительно повышена посредством использования рукава со слоем, представляющим собой барьер для диффузии, который препятствует проникновению кислорода в изоляционный материал. Известно, что кислород в сочетании с высокими температурами ускоряет процесс старения изоляционного материала, что приводит к значительному снижению эффективности изоляции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение будет описано со ссылкой на фигуры, в которых
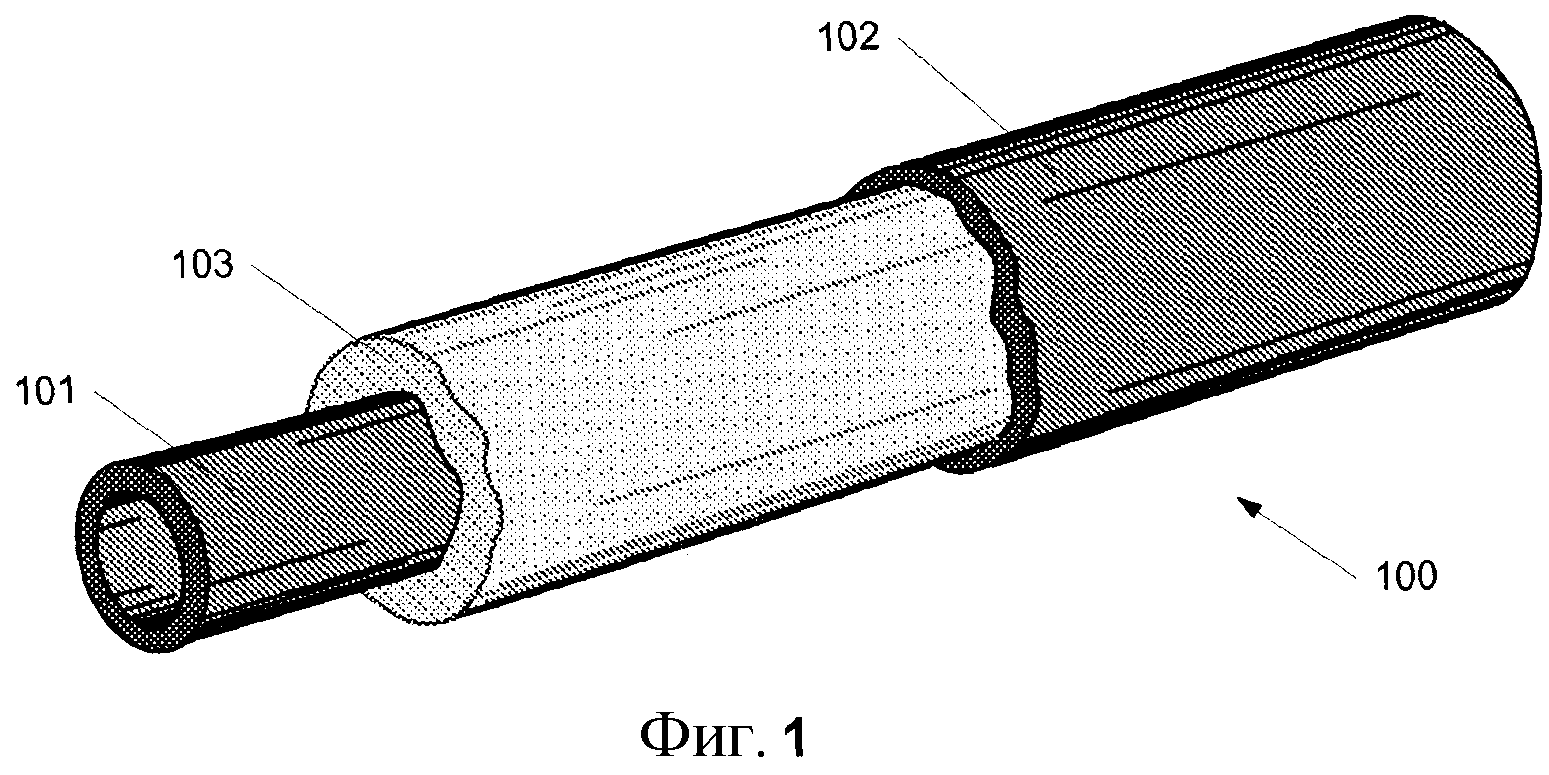
фиг.1 иллюстрирует изоляционную трубу по предшествующему уровню техники;
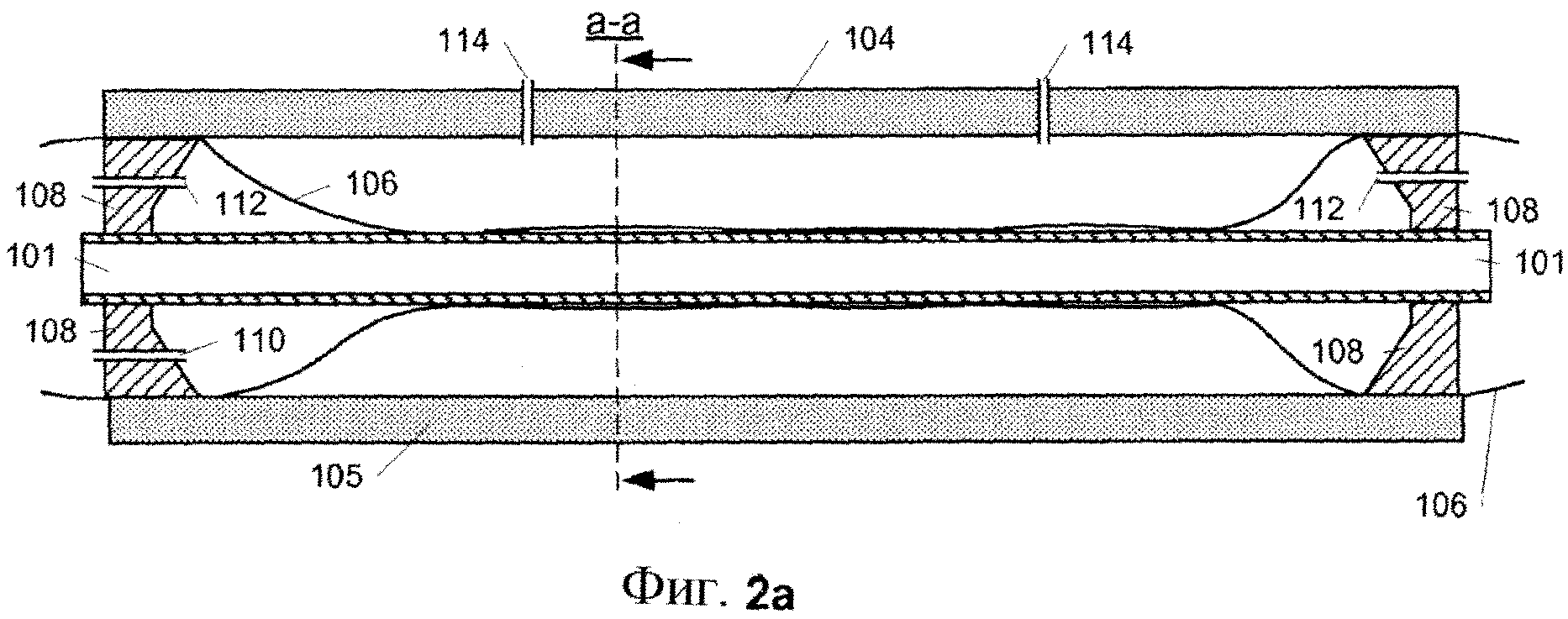
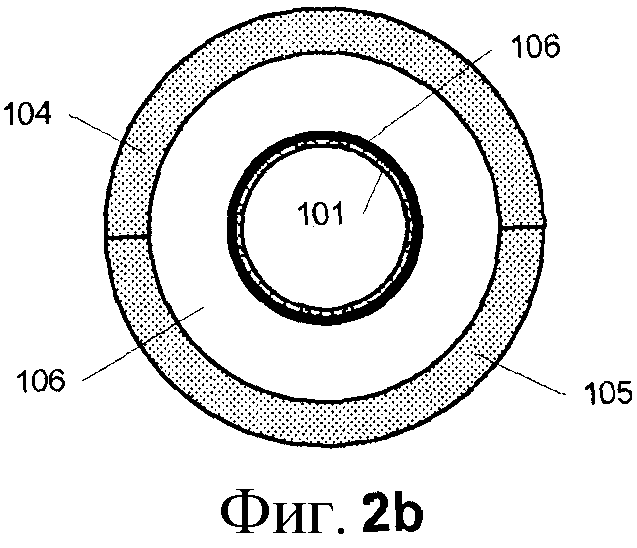
фиг.2а и 2b иллюстрируют форму, закрытую вокруг внутренней трубы, и ее поперечное сечение, при этом рукав частично размещен вокруг внутренней трубы;
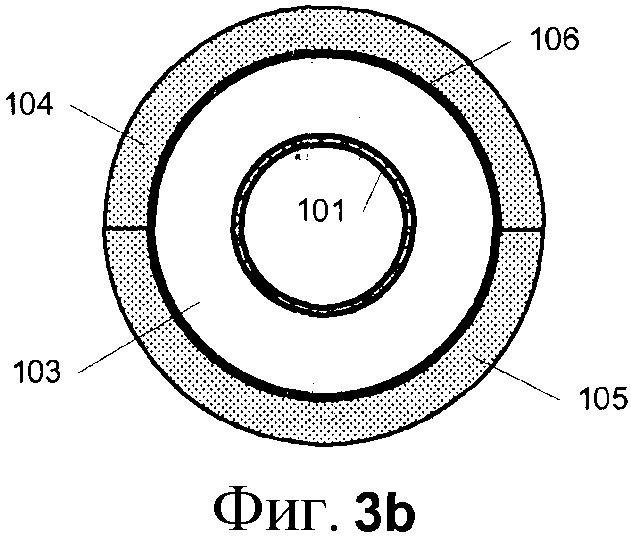
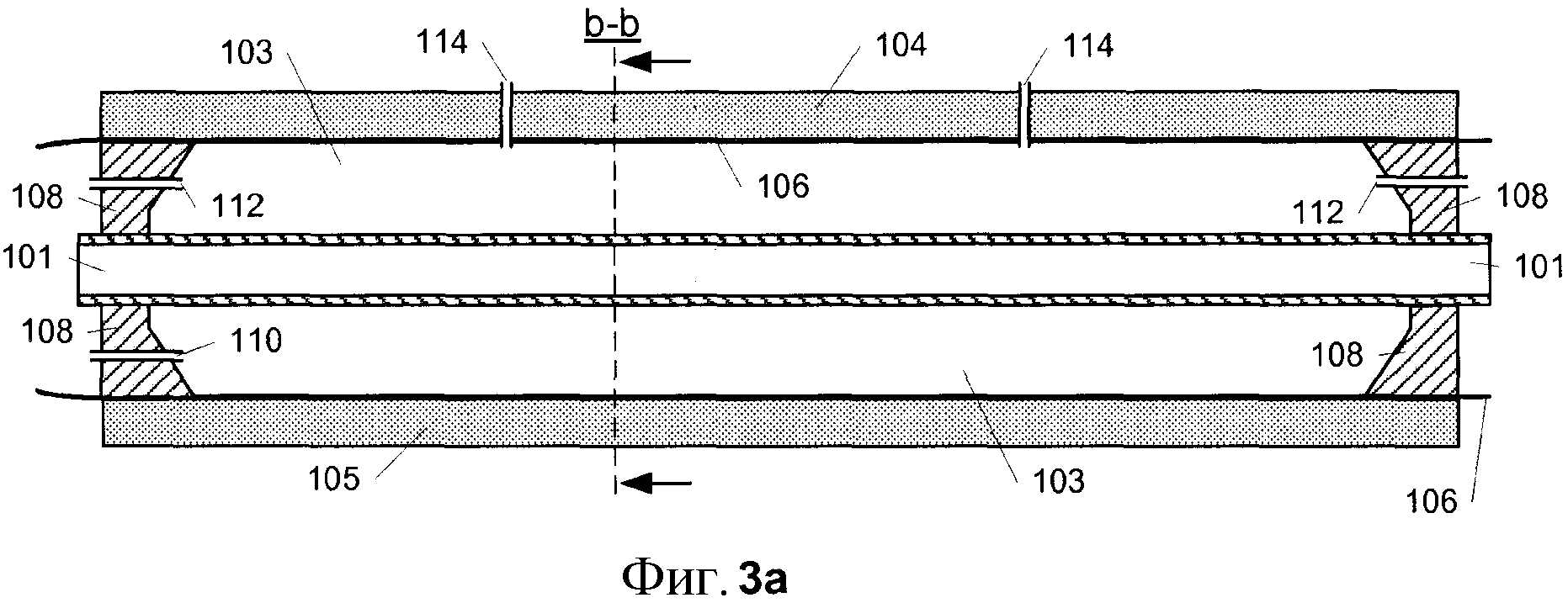
фиг.3а и 3b иллюстрируют форму, закрытую вокруг внутренней трубы после увеличения в объеме и затвердевания введенного изоляционного материала.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 иллюстрирует изолированную трубу 100, известную в данной области техники, содержащую внутреннюю трубу 101, окруженную слоем изоляционного материала 103, который также закрыт обшивкой 102. Внутренняя труба 101 и обшивка 102 могут быть выполнены из материалов на полимерной основе и из металлов. В контексте настоящего изобретения изолированная труба 100 выполнена с внутренней трубой 101 из металла или полимера, слоем 103 закрытопористого и сплошного теплоизоляционного материала и обшивкой 102 на полимерной основе.
Фиг.2а иллюстрирует продольное сечение формы 104, 105, закрытой вокруг внутренней трубы 101 (охватывающей по окружности внутреннюю трубу 101), при этом рукав 106 размещен вокруг внутренней трубы 101. Рукав 106 имеет трубчатую форму с открытыми концами. Его надевают поверх внутренней трубы перед вводом ее в форму 104, 105. Фиг.2b иллюстрирует поперечное сечение а-а по фиг.2. Форма содержит верхнюю полуформу 104 и нижнюю полуформу 105. Две полуформы имеют горизонтально ориентированную уплотняемую поверхность. Концевые приспособления 108 размещают на концах внутренней трубы 101 вокруг внутренней трубы 101, и рукав 106 направляют вокруг наружной окружной периферии концевого приспособления 108. Когда форма 104, 105 будет охватывать концевые приспособления 108, между формой 104, 105 и внутренней трубой 101 будет образована полость. Поверхность концевых приспособлений 108, обращенная к полости, может иметь разные геометрические характеристики в зависимости от типа изготавливаемых изолированных труб. Следовательно, поверхность концевых приспособлений 108, обращенная к полости, может быть, например, прямолинейной и вертикальной, может быть наклонной или параболической с вершиной со стороны конца внутренней трубы 101. Поверхности контакта между внутренней трубой 101, концевыми приспособлениями 108 и формой 104, 105 предпочтительно герметично закрывают перед процессом формования. Таким образом, проиллюстрированная закрытая форма 104, 105 готова к началу процесса формования, в котором изоляционный материал 103 в жидком состоянии направляют в полость, образованную внутренней трубой 101 и рукавом 106, через посредство входного элемента 110. Когда изоляционный материал 103, находящийся в жидком состоянии, поступает в данную полость, он начнет увеличиваться в объеме и позднее затвердевает. Процесс увеличения в объеме обеспечит постепенный поджим рукава 106 к внутренним стенкам формы 104, 105. Для обеспечения возможности надлежащего увеличения в объеме изоляционного материала 103, находящегося в жидком состоянии, концевые приспособления 108, а также верхняя полуформа 104 имеют вентиляционные отверстия 112, 114.
Для избежания сдавливания или повреждения рукава 106 во время манипулирования или закрытия формы 104, 105 отрицательное давление может быть создано через посредство впускного отверстия 110 или вентиляционного отверстия 112. Таким образом, рукав 106 будет плотно насажен вокруг внутренней трубы 101 и концевых приспособлений 108. Рукав 106 может быть выполнен из материалов многих разных типов и может быть, например, однослойным или многослойным. Внутренняя поверхность рукава 106 предпочтительно может быть подвергнута обработке в коронном разряде для повышения ее способности к адгезионному сцеплению с изоляционным материалом 103. Это обеспечит возможность лучшего сцепления между рукавом 106 и изоляционным материалом 103. Рукав 106 также может содержать слой, функционирующий в качестве барьера для диффузии. Кроме того, после закрытия формы вокруг внутренней трубы полость между внутренней трубой и рукавом может быть заполнена воздухом под давлением или газом, например, инертным газом.
Фиг.3а иллюстрирует продольное сечение формы 104, 105, закрытой вокруг внутренней трубы 101, после процесса формования, в котором изоляционному материалу 103 была придана определенная форма на внутренней трубе 101. Таким образом, проиллюстрированная внутренняя труба 101, покрытая затвердевшим изоляционным материалом 103, будет готова к извлечению из формы 104, 105. Как также очевидно из поперечного сечения, выполненного по линии b-b на фиг.3а и показанного на фиг.3b, рукав 106 был поджат по направлению и к внутренней стенке формы 104, 105 в результате увеличения в объеме и затвердевания изоляционного материала 103, который был введен в форму в жидком состоянии под давлением (см. фиг.3а-b). Таким образом, на данном этапе рукав 106 образует самый дальний от центра слой изолированной внутренней трубы 101. В дальнейшем изолированная внутренняя труба (101) будет готова к извлечению ее из формы 104, 105. После этого изолированная внутренняя труба 101 будет готова к покрытию ее обшивкой 102 для защиты изоляционного материала. Как описано, рукав 106 служит для обеспечения лучшего адгезионного сцепления между изоляционным слоем 103 и обшивкой, в результате чего данные два слоя (изоляционный материал 103 и обшивка 102) будут скреплены вместе.
Рукав 106 может представлять собой
- однослойную полимерную пленку, такую как полипропиленовая или полиэтиленовая;
- многослойную пленку, такую как трехслойная пленка, в которой каждый слой выполняет его собственную функцию, при этом один из данных слоев может представлять собой барьер для диффузии. Таким образом, многослойная пленка может представлять собой трехслойную пленку, в которой слой металла с двух сторон покрыт материалом на полимерной основе.
Размеры (например, диаметр, толщина) рукава 106 могут варьироваться в зависимости от типа рукава 106 (например, от материала и механических свойств), количества изоляционного материала 103, скорости его увеличения в объеме и затвердевания и давления и/или рабочих температур.
В одном варианте осуществления диаметр рукава 106 может быть меньше диаметра формы 104, 105. Это требует, чтобы эластичность рукава 106 была такой, чтобы обеспечивалась возможность растягивания рукава 106.
В одном конкретном варианте осуществления материал рукава представляет собой полиэтилен низкой плотности (ПЭНП), и толщина составляет 150 микрон. Кроме того, диаметр рукава приблизительно на 2% меньше внутреннего диаметра формы.
Изоляционный материал 103, закрытый рукавом 106 из пленки/фольги, имеет ряд преимуществ, главным образом, в том, что касается образования обшивки 102 на слое 103 изоляционного материала. Следовательно, при образовании обшивки 102 на полимерной основе (например, посредством экструзии) на покрытой пленкой (рукавом 106) поверхности изоляционного материала 103 тепло от обшивки будет приводить к нагреванию и, таким образом, к созданию прочного адгезионного сцепления, и тем самым скреплению обшивки и изоляционного материала вместе.
Концевые приспособления 108 могут иметь, по меньшей мере, одно отверстие для введения под давлением и, по меньшей мере, одно вентиляционное отверстие. В альтернативном варианте осуществления рукав 106 размещают вокруг всей внутренней трубы 101 так, что рукав будет размещен между внутренней трубой 101 и концевым приспособлением 108. Затем изоляционный материал 103, находящийся в жидком состоянии, может быть введен под давлением по трубке или тому подобному с одним концом, соединенным с рукавом 106. Таким образом, изоляционный материал 103, находящийся в жидком состоянии, может быть введен под давлением в полость между внутренней трубой 101 и рукавом 106 через посредство данной трубки. Таким образом, во время процесса придания формы/формования весь изоляционный материал будет закрыт рукавом 106.
Выше был приведен пример, в котором состоящая из двух частей форма используется для формования. Кроме того, было упомянуто, что форма установлена с горизонтально ориентированной уплотняемой поверхностью. Само собой разумеется, могут быть использованы любые форма и расположение.