Результат интеллектуальной деятельности: СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА НА ВЫРЕЗНЫХ ЭЛЕКТРОЭРОЗИОННЫХ СТАНКАХ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности, к вырезной электроэрозионной обработке, и предназначено для позиционирования проволочного электрода на вырезных электроэрозионных станках.
Методы вибродиагностики в настоящее время широко распространены в промышленности. Есть много работ, посвященных применению этих методов для диагностики состояния различных технологических процессов (Козочкин М.П. Виброакустическая диагностика технологических процессов. / М: ИКФ «Каталог». 2005. 196 с).
Аналогами предлагаемого изобретения являются технические решения, реализующие использование методов вибродиагностики для позиционирования калибрующей части режущего инструмента относительно поверхности обрабатываемой детали (патенты РФ №1034870, 1483786, 1403493, 1294571, №1497881).
Недостатком известных изобретений является то, что они направлены на повышение точности и производительности технологий только лезвийной обработки материалов. Однако они свидетельствуют, что точность оценки момента касания элементов фрикционной пары по вибрационному сигналу может составлять величины менее 0,2 мкм.
Наиболее близким техническим решением по технической сущности и достигаемому результату является способ позиционирования, применяемый фирмой «Sodick» (см. http://www.sodick.m/publications/question/question.html%239). Это решение было взято в качестве прототипа. Согласно прототипу способ позиционирования реализуется следующими образом. На столе станка устанавливается куб, грани которого строго ориентированы по направлениям координатных осей станка, рабочий орган станка с держателями перематываемого проволочного электрода последовательно перемещают в направлении горизонтальных координатных осей станка до касания верхней и нижней граней куба. Проволочным электродом касаются верхней и нижней граней куба под разными углами, моменты касания определяют по факту возникновения искры между проволочным электродом и гранями куба. Возникновение искрового разряда определяют визуально или по изменению электрических параметров. Величина коррекции положения опор проволочного электрода, необходимая для восстановления вертикальности, определяется на основании расчетов по результатам таких испытаний.
Недостатками известного технического решения является то, что определение момента касания по искровому разряду имеет большую неопределенность, связанную с влиянием ряда случайных факторов, к которым можно отнести электрический режим, состояние рабочей жидкости, состав контактирующих материалов, температуру. Это требует повтора измерений, что затягивает процедуру. Искровой разряд оставляет след на гранях куба, постепенно приводя его в негодность. Это тоже снижает точность позиционирования.
Задачей изобретения является исключение ряда случайных факторов, влияющих на точность и продолжительность настройки станка.
Техническим результатом является повышение точности позиционирования проволочного электрода и сокращение времени выполнения операции.
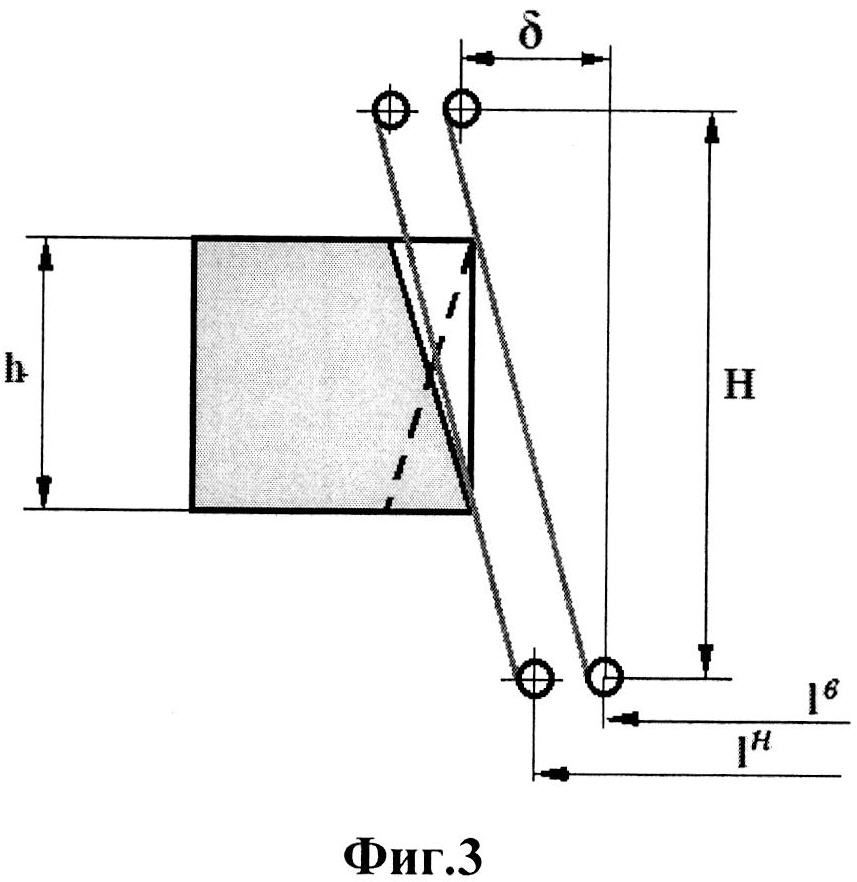
Поставленная цель и заявленный технический результат достигаются тем, что в. способе позиционирования проволочного электрода на вырезных электроэрозионных станках, заключающемся в том, что на столе станка устанавливается куб, грани которого строго ориентированы по направлениям координатных осей станка, рабочий орган станка с регулируемой и нерегулируемой опорами перематываемого проволочного электрода последовательно перемещают в направлении координатных осей в плоскости стола станка до касания прилегающей и противолежащей относительно стола граней куба, на двух гранях куба, перпендикулярных координатным осям в плоскости стола станка, выполняют по два наклонных паза, проходящих через прилегающее и противолежащее относительно стола ребра куба соответственно, касание проволочным электродом указанных ребер осуществляется последовательно в области наклонных пазов, моменты касания проволочным электродом ребер куба определяют по возникновению вибраций в частотном диапазоне свыше 2 кГц, в момент возникновения вибраций фиксируют координату рабочего органа, а величину корректирующего смещения δ регулируемой опоры проволочного электрода относительно нерегулируемой опоры по каждой из координатных осей в плоскости стола станка определяют по формуле:
δ=-H/h(lн-lв),
где H - расстояние между регулируемой и нерегулируемой опорами проволочного электрода,
h - размер ребра куба,
lн и lв - значения фиксируемой координаты рабочего органа в момент касания проволочным электродом прилегающего и противолежащего относительно стола ребер куба соответственно.
Изобретение поясняется изображениями, где:
Фиг. 1 - схема электроэрозионного станка;
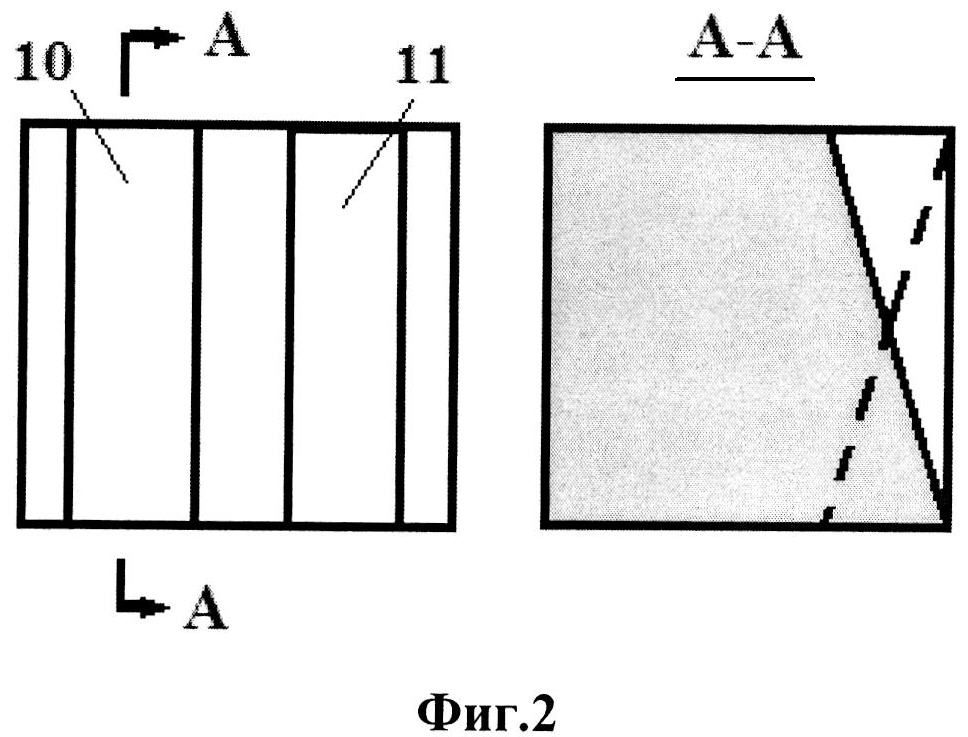
Фиг. 2 - схема куба;
Фиг. 3 - геометрические параметры способа позиционирования, используемые при определении величины коррекции.
В соответствии с изобретением на Фиг. 1 схематично показан электроэрозионный станок, где проволочный электрод 1 перемещается в сторону расположенного на столе 2 куба 3, касание с которым проволочным электродом 1 контролируется акселерометром 4. Сигнал с акселерометра 4 усиливается усилителем 5, фильтруется с помощью фильтра 6, детектируется с помощью детектора 7 и подается на пороговое устройство 8 с установленным порогом амплитуды сигнала А0. В момент превышения сигналом порогового значения А0 в систему ЧПУ 9 подается сигнал, по которому фиксируется координата рабочего органа, несущего проволочный электрод 1.
На Фиг. 2 показана схема куба с двумя наклонными пазами 10 и 11, проходящими через верхнее и нижнее ребра куба соответственно. Точно такие же пазы должны быть и на соседней грани для настройки проволочного электрода по другой координате.
Способ позиционирования проволочного электрода реализуется следующим образом. Рабочий орган с проволочным электродом 1 подводится по одной из координат станка к кубу 3 сначала со стороны паза 10 до момента касания с прилегающим к столу ребром куба, а потом со стороны паза 11 до момента касания с противолежащим от стола ребром куба. При перемещении проволочного электрода в сторону куба напряжение не подается, проволока только перематывается. В момент касания ребра куба возникает фрикционный контакт, генерирующий вибросигнал в широком частотном диапазоне. Эксперименты показывают, что амплитуда вибраций на самой ранней стадии упругого контакта возрастает до величины, обеспечивающей надежную регистрацию сигнала без повреждения контактирующих поверхностей. Шумы в канале наблюдения за вибрациями могут возникать со стороны работающих приводов, но их значимые составляющие обычно присутствуют в частотном диапазоне до 2-х кГц. Для этого в системе присутствует фильтр 6, отсекающий низкочастотные помехи. Пороговое значение А0 в пороговом блоке 8 служит для предотвращения ложного срабатывания канала из-за шума самой аппаратуры. В момент срабатывания блока 8 в блоке 9 (система ЧПУ) фиксируется координата рабочего органа, его дальнейшее движение останавливается. Процедура повторяется для другого паза. Если проволока находится в требуемом положении, например вертикальна, то координаты рабочего органа при подходе к разным пазам должны различаться на допустимую величину. Если расхождение оказывается больше допустимого значения, то величину коррекции вычисляют по формуле, приводимой выше. Структура формулы целиком определяется геометрией, отображенной на Фиг. 3.
Таким образом, точность предлагаемого способа позиционирования проволочного электрода определяется флуктуациями самого проволочного электрода и не зависит от других факторов, свойственных прототипу. Кроме того, в предлагаемом способе не требуется множества подходов под разными углами. Это сокращает процедуру позиционирования до 30 секунд для обеих осей координат.
С учетом изложенного можно сделать вывод о том, что поставленная задача - исключение ряда случайных факторов, влияющих на точность и продолжительность настройки станка - решена, а заявленный технический результат - повышение точности позиционирования проволочного электрода и сокращение времени выполнения операции - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в машиностроении, в частности - для позиционирования проволочного электрода на вырезных электроэрозионных станках;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ позиционирования проволочного электрода на вырезных электроэрозионных станках, включающий установку на столе станка куба, грани которого строго ориентированы по направлениям координатных осей станка, при этом рабочий орган станка с регулируемой и нерегулируемой опорами перематываемого проволочного электрода последовательно перемещают в направлении координатных осей в плоскости стола станка до касания прилегающей и противолежащей относительно стола граней куба, отличающийся тем, что используют куб, на двух гранях которого, перпендикулярных координатным осям в плоскости стола станка, выполнены по два наклонных паза, проходящих через прилегающее и противолежащее относительно стола ребра куба соответственно, касание проволочным электродом указанных ребер осуществляется последовательно в области наклонных пазов, а моменты касания проволочным электродом ребер куба определяют по возникновению вибраций в частотном диапазоне свыше 2 кГц, при этом в момент возникновения вибраций фиксируют координату рабочего органа, а величину корректирующего смещения δ регулируемой опоры проволочного электрода относительно нерегулируемой опоры по каждой из координатных осей в плоскости стола станка определяют по формулеδ = -H/h (l-l), где H - расстояние между регулируемой и нерегулируемой опорами проволочного электрода,h - размер ребра куба,l и l - значения фиксируемой координаты рабочего органа в момент касания проволочным электродом прилегающего и противолежащего относительно стола ребер куба соответственно.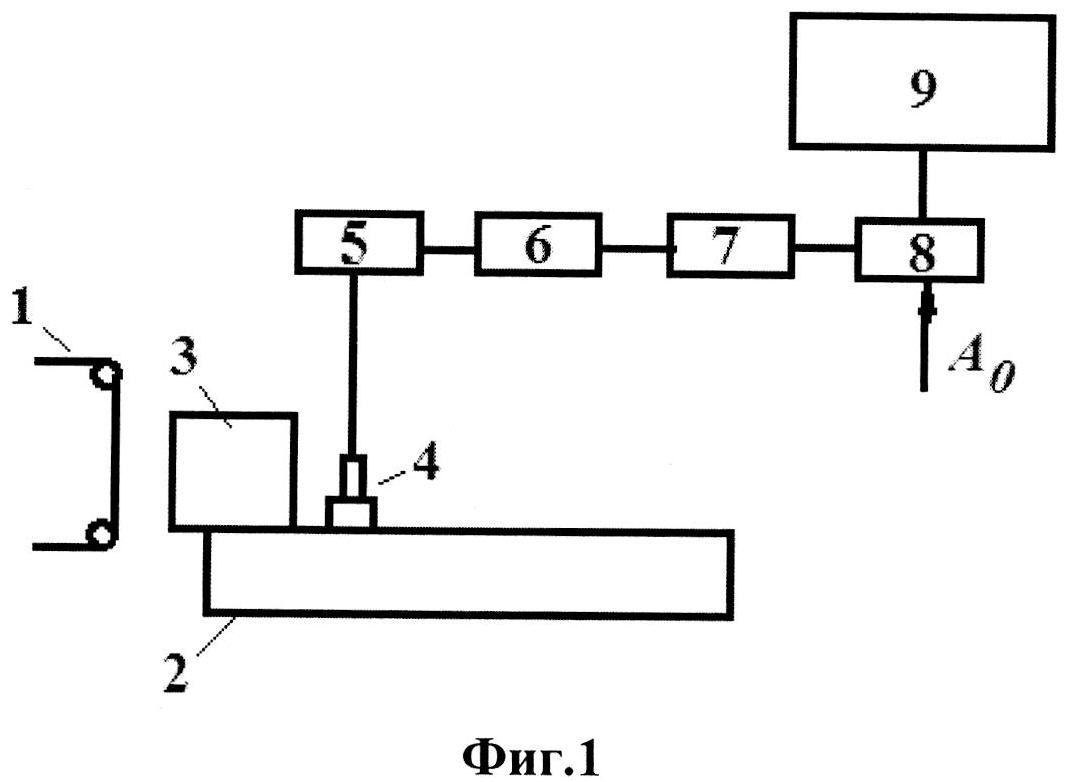
Вертикальный штамповочный молот с гидравилическим приводом
Способ обработки твердосплавных пластин режущего инструмента
Способ химико-термической обработки изделия
Способ изготовления изделий из порошковой композиции на основе сверхтвердых материалов
Масса для изготовления абразивного инструмента с пониженным содержанием кубического нитрида бора
Способ изготовления медно-титанового токопроводящего элемента
Способ спекания изделий из порошков твердых сплавов группы wc-co
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для синтеза наноструктурных покрытий
Состав абразивной массы для изготовления высокопористого инструмента
Коленно-рычажный привод механического пресса с двойным проходом крайнего рабочего положения ползуна
Устройство для управления исполнительным органом станка, имеющим не менее трех степеней свободы
Способ определения радиального и осевого износа зубьев фрез на станках с чпу
Устройство адаптивного управления станком
Способ управления электроэрозионной обработкой детали на автоматизированном вырезном станке с системой чпу
Способ детектирования электромагнитных волн в терагерцовом диапазоне
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания
Способ токарной обработки

