Результат интеллектуальной деятельности: СПОСОБ ОЧИСТКИ ГЛУХИХ ОТВЕРСТИЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, эксплуатации и ремонта автотракторных двигателей и промышленного оборудования, где имеются глухие отверстия с гладкой или резьбовой поверхностью, а также глубокие глухие отверстия с искривленными осями.
Известно устройство [1] (аналог) для очистки глухих отверстий от сыпучих загрязнений, которое реализует способ удаления загрязнений из глухих отверстий путем выдувания сжатым воздухом. Недостатком такого способа является то, что по мере удаления от поверхности детали в глубь отверстия эффективность действия сжатого воздуха резко уменьшается за счет его турбулизации и к тому же наконечник, по которому подается в отверстие сжатый воздух, трудно ориентировать вдоль оси отверстия, поэтому не все участки очищаемого отверстия будут продуваться под необходимым давлением. Также следует заметить, что с помощью сжатого воздуха можно удалять только свободные частицы и частицы, имеющие непрочные связи с очищаемой поверхностью. Такие частицы, как, например, заусенцы, образовавшиеся в процессе механической или слесарной обработки, или же, отложения, образовавшиеся в процессе эксплуатации изделия данным способом, практически удалять невозможно. Использованный сжатый воздух с удаляемыми примесями загрязняет рабочую зону, ухудшая условия труда исполнителя. Устройство, реализующее способ очистки с помощью сжатого воздуха, явно неэффективно в том случае, когда ось глухого отверстия искривлена или оно имеет сложную резьбовую поверхность. Кроме того, после выключения сжатого воздуха или удаления наконечника из отверстия частицы, не успевшие удалиться из отверстия и находящиеся во взвешенном состоянии, обратно оседают в отверстии. Электромагнитное устройство может притягивать к себе только те частицы, которые обладают ферромагнитными свойствами, а такие частицы, как, например, кварц, песок, пыль и т.п., не притягиваются электромагнитным устройством и загрязняют рабочее место и окружающую среду.
Известен также способ [2] (прототип) очистки глухих резьбовых отверстий, сущность которого заключается в механическом удалении загрязнений с поверхности витков резьбы в процессе вворачивания в очищаемое отверстие резьбы специального устройства с шагом, равным шагу резьбы очищаемого отверстия, в нижнем торце которого высверлен конус до контакта его нижнего торца с поверхностью дна. В процессе вворачивания витки резьбы устройства удаляют загрязнения с витков очищаемой резьбы. Загрязнения накапливаются в устройстве, затем удаляются вместе устройством. Накопление загрязнений происходит также в оппозитно расположенных прямоугольных пазах и в сквозном осевом отверстии.
Недостатком такого способа является то, что в процессе отворачивания устройства из отверстия часть накопленных загрязнений срываются с поверхности устройства и обратно попадают в отверстие. К тому же вворачивание устройства до контакта с дном очищаемого отверстия может спровоцировать уплотнение части загрязнений, скопившихся на дне, таким образом, данный способ не гарантирует полного удаления загрязнения, имеющегося в отверстии. В случае очистки гладких отверстий, отверстий с несплошной резьбой или отверстий с искривленными осями данное устройство не позволяет реализовать способ.
Цель изобретения заключается в повышении качества очистки глухих отверстий с гладкой или резьбовой поверхностью, глубоких глухих отверстий с искривленными осями, а также каналов.
На фиг. 1 показана схема реализации предлагаемого способа и устройства для его осуществления, где приняты следующие обозначения: 1 - деталь с глухим отверстием с искривленной осью, 2 - полый гибкий элемент, 3 - шаровая головка со сквозным коническим отверстием, 4 - сквозное коническое отверстие шаровой головки, 5 - траверса зацепа, 6 - смеситель зацепа, 7 - загрязнения, 8 - расплав легкодеформируемого термопластичного материала, 9 - паз треугольной формы, А - плоскость поверхности отверстия. Стрелками показано направление перемещения жидкого термопластичного материала в процессе заливки.
Сущность изобретения заключается в следующем. После сверления глухого отверстия или нарезания резьбы в материале детали возникает необходимость удаления стружки и заусенец. Такая необходимость возникает и в процессе ремонта сборочных единиц, в которых имеются глухие отверстия и каналы с искривленными осями, так как в процессе эксплуатации и в ходе выполнения ремонтных воздействий в них накапливаются продукты коррозии, износа в виде металлической стружки, абразивных частиц, волокна ветоши и многое другое, которые можно объединить под общим названием - загрязнения. Загрязнение служит одной из причин, приводящих к снижению надежности машин и агрегатов. Известно [3], что при некачественной очистке деталей в процессе ремонта изделий их послеремонтный ресурс снижается на 20…30%. Задача заключается в том, что все виды загрязнений, находящиеся в глухом отверстии или в каналах с искривленными осями, в процессе очистки необходимо удалить. Ни один из известных способов [1, 2, 3, 4,] не удовлетворяют полностью этому требованию, то есть являются недостаточно эффективными. Отличие предложенного способа от известных способов заключается в следующем. Предварительно деталь ориентируют в пространстве так, чтобы плоскость поверхности отверстия расположилась горизонтально. Осуществляют предварительный нагрев материала детали, что позволит лучшему растеканию заливаемого в отверстие расплава легкодеформируемого термопластичного материала по объему отверстия в процессе заливки. В качестве легкодеформируемого термопластичного материала можно использовать достаточно широкий перечень полимерных материалов, таких как полиэтилены высокого и низкого давления, температура плавления которых находится в пределах 103…137°C, полиамид с температурой плавления 273° и т.д.
С точки зрения реализации заявленного способа наибольший интерес представляет температура размягчения. Для полиэтиленов она составляет 90°C, полипропилена - 140°C, полиамида - 190°C.
С целью снижения теплозатрат на реализацию способа целесообразнее использовать полиэтилен, так как температура размягчения его в перечисленных примерах самая низкая, всего 90°C, да и температура плавления по сравнению с другими полимерами невысокая (103…137°C), что значительно сокращает расход тепловой энергии на получение расплава.
Это особенно важно, если отверстие имеет малый диаметр. В отверстие, из которого необходимо удалить загрязнения, устанавливают полый гибкий элемент 2 (фиг. 1) с зацепами. Зацепы состоят из траверсы 5 и смесителя 6 формы шара. Смеситель 6 насажен на траверсу 5 неподвижно, а свободный конец траверсы 5 выступает за смеситель 6 и при установке гибкого элемента 2 в отверстие контактирует с поверхностью отверстия. На фиг. 1 отверстие не выделено отдельной цифрой, так как это понятно из самого чертежа. В качестве траверсы 5 может быть использован любой упругий материал, например обычная металлическая проволока. Смеситель 6 может быть также изготовлен из различного материала, например из пластмассы и т.п. В одной плоскости расположены по четыре зацепа, через 90°. Зацепы расположены по высоте гибкого элемента 2 на одинаковом расстоянии. Каждая группа зацепов, расположенных в одной плоскости, повернута относительно соседней группы на 45°. Наличие зацепов позволяет ориентировать гибкий элемент по оси отверстия - это во-первых. Во-вторых, зацепы со своими траверсами 5 и смесителями 6 формы шара играют роль арматуры и позволяют в последующем удалить застывший конгломерат из отверстия вместе с гибким элементом 2. Гибкий элемент 2 устанавливается в отверстие так, чтобы его нижний конец упирался в дно отверстия. На нижнем конце гибкого элемента вырезаны по окружности треугольные пазы 9, которые служат для перетекания расплава жидкого легкодеформируемого термопластичного материала 8 из полости гибкого элемента 2 в полость отверстия в процессе заливки. Верхний конец полого гибкого элемента 2 насажен (закреплен) на шаровую головку 3 со сквозным коническим отверстием 4. Заливка жидкого расплава в очищаемое отверстие через полость гибкого элемента 2 позволяет лучше перемешивать расплав с загрязнениями, впитывать их в себя, что улучшит качество очистки. Наложение вибрации в материал детали в процессе заполнения также позволяет более плотно и полно заполнить отверстие расплавом, тем самым загрязнения с поверхности отверстия более полно переходят и впитываются в расплав. При достаточно большом диаметре отверстия можно обходиться и без вибрации, а при малых диаметрах отверстия вибрация позволяет более быстро и полно заполнить отверстие расплавом и уплотнять его. Расплав в отверстие заливается под давлением до его появления на плоскости «А» поверхности отверстия, что позволяет более легким фракциям загрязнений всплывать наверх в процессе заливки и удаляться из отверстия вместе излишней частью расплава. Предварительное расположение плоскости отверстия горизонтально также повышает удобство в работе и позволяет более полно заполнить отверстие расплавом. Все эти перечисленные признаки и мероприятия в совокупности позволяют повысить качество очистки глухих отверстий. Для более плотного и полного заполнения отверстия жидкий расплав в отверстие можно подавать под некоторым давлением. После заполнения отверстия жидким расплавом выдерживается время, необходимое для затвердевания жидкого расплава вместе с проникнутыми в его тело и прилипшими на его поверхности загрязнениями. Такая затвердевшая масса, включающая полый гибкий элемент вместе с зацепами и загрязнения, представляет собой единый конгломерат. После полного затвердевания для облегчения удаления конгломерата из отверстия его нагревают через материал детали до температуры начала плавления легкодеформируемого термопластичного материала 8. Затем за верхний конец (за шаровую головку 3) гибкого полого элемента 2 удаляют конгломерат из отверстия. Для более полного и плотного заполнения отверстия в процессе заполнения в материале детали наводят вибрацию.
Способ реализуется следующим образом и в следующей последовательности. Предварительно деталь 1 (фиг. 1) располагают в пространстве так, чтобы плоскость «А» поверхности отверстия заняла горизонтальное положение, и нагревают. Затем гибкий элемент 2 устанавливают в очищаемое отверстие до упора его нижнего конца в дно отверстия и наводят вибрацию в материале детали. На нижнем торце полого гибкого элемента выполнены расположенные по окружности пазы треугольной формы для облегчения перетекания расплава в отверстие. Через коническое отверстие 4 шаровой головки 3 под давлением заливают жидкий расплав легкодеформируемого термопластичного материала 8. Путь расплава на фиг. 1 показан стрелками. Расплав заливают до тех пор, пока некоторое количество (излишки) термопластичного материала 8 не растеклось по поверхности «А» плоскости отверстия. Наложение вибрации и предварительный подогрев позволяют уплотнять расплав и заполнить расплаву 8 все неровности и впадины в объеме отверстия. Затем выдерживают определенное время до полного застывания и затвердевания расплава, то есть до образования конгломерата. Через материал детали 1 подогревают расплав легкодеформируемого термопластичного материала 8 до начала плавления. Затем за верхний конец (за шаровую головку) 3 гибкого полого элемента 2 удаляют конгломерат из отверстия.
Технический эффект заключается в повышении качества очистки глухих отверстий с гладкой или резьбовой поверхностью, а также глубоких глухих отверстий, у которых оси отличаются от прямой линии от различных видов загрязнений и различного происхождения.
Источники информации
1. Авторское свидетельство СССР №1669593 А1, «Устройство для очистки глухих отверстий от сыпучих загрязнений», В08В 5/02.
2. Патент РФ №2430797 С1, «Способ очистки глухих резьбовых отверстий и устройство для его осуществления», В08В 9/00.
3. Надежность и ремонт машин / В.В. Курчаткин, Н.Ф. Тельнов, К.А. Ачкасов и др.; Под ред. В.В. Курчаткина. - М.: Колос, 2000. - 776 с.
4. Авторское свидетельство СССР №528960, «Устройство для очистки резьбовых отверстий», В08В 1/04.
5. Авторское свидетельство СССР №1183206 А1, «Пневмоимпульсное устройство для очистки изделий», В08В 5/02.
6. Патент РФ №2107558 С1, «Пневматическое пылеудаляющее устройство», В08В 3/02, В08В 3/00, В08В 05/02, В05В 1/08.
Способ очистки глухих резьбовых отверстий детали, заключающийся в том, что в глухое резьбовое отверстие устанавливают полое устройство, а после завершения процесса очистки устройство удаляют из отверстия, отличающийся тем, что предварительно плоскость поверхности ориентируют горизонтально, деталь нагревают, а затем в очищаемое отверстие вставляют устройство, выполненное в виде полого гибкого элемента с расположенными по длине зацепами, свободные концы траверс которых контактируют со стенками отверстия, наводят в материале детали вибрацию и через внутреннюю полость гибкого элемента полость очищаемого отверстия под давлением заполняют расплавом легкодеформируемого термопластичного материала до перетекания излишек расплава на плоскую поверхность отверстия, выдерживают время до полного затвердевания залитого в отверстие расплава, затвердевшую массу - конгломерат через материал детали подогревают до начала плавления расплава и за шаровую головку верхнего конца гибкого элемента удаляют конгломерат из отверстия, причем торец нижнего конца гибкого элемента контактирует с дном отверстия и имеет расположенные по окружности пазы треугольной формы, группа зацепов гибкого элемента, расположенная в одной плоскости, повернута относительно соседней группы на 45°, при этом зацепы имеют смесители в форме шара.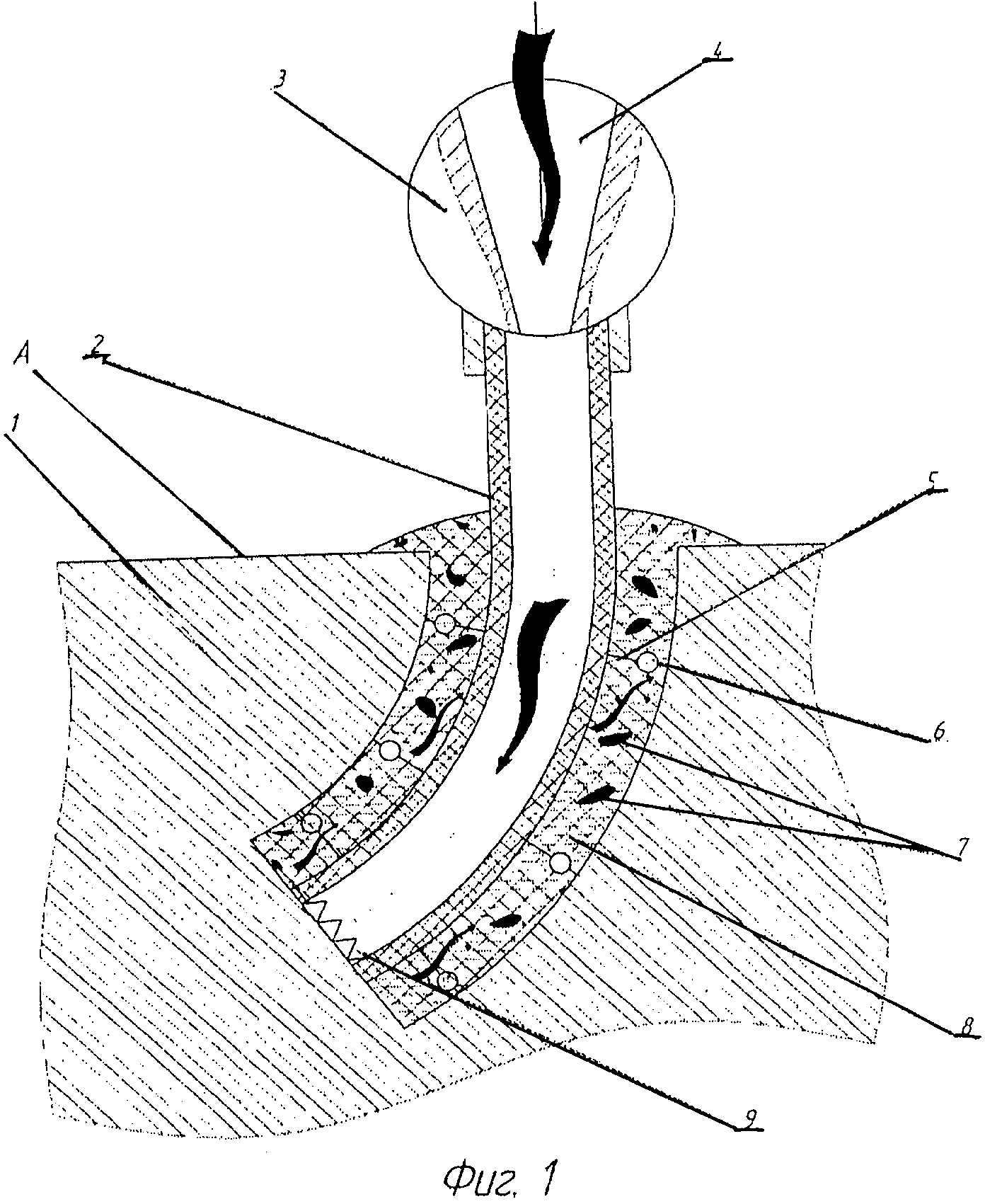
Способ предпосадочного проращивания клубней картофеля
Подшипниковый узел
Наружный рекламный щит
Комплекс для первичной послеуборочной обработки хмеля
Устройство для разрушения прессованного тюка хмеля
Способ определения наличия раковин или дополнительных включений в материале изделия
Посадочное устройство
Устройство для заточки спиральных сверл
Прибор для испытания плунжерной пары
Способ одновременного измерения цвета и линейных размеров легкодеформирующихся объектов
Способ ручного сбора шишек хмеля
Ключ торцовый для сантехнических работ
Способ тушения пожара в наземных резервуарах

