Результат интеллектуальной деятельности: СПОСОБ ГЛАЗУРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА
Вид РИД
Изобретение
Изобретение относится к области изготовления бетонных изделий и может быть использовано в промышленности строительных материалов.
Известен способ изготовления декоративных бетонных изделий путем оплавления лицевой поверхности плазменным факелом с последующей тепловлажностной обработкой и твердением в течение 28 суток [А.С. СССР 1705090. Способ изготовления декоративных бетонных изделий. / Бессмертный B.C. и др. От 03.05.89. Бюл. №2, опубл. 15.01.92].
Однако способ имеет следующие недостатки: длительность и энергоемкость процесса, значительное количество брака в виде сколов и отслоений глазурного слоя.
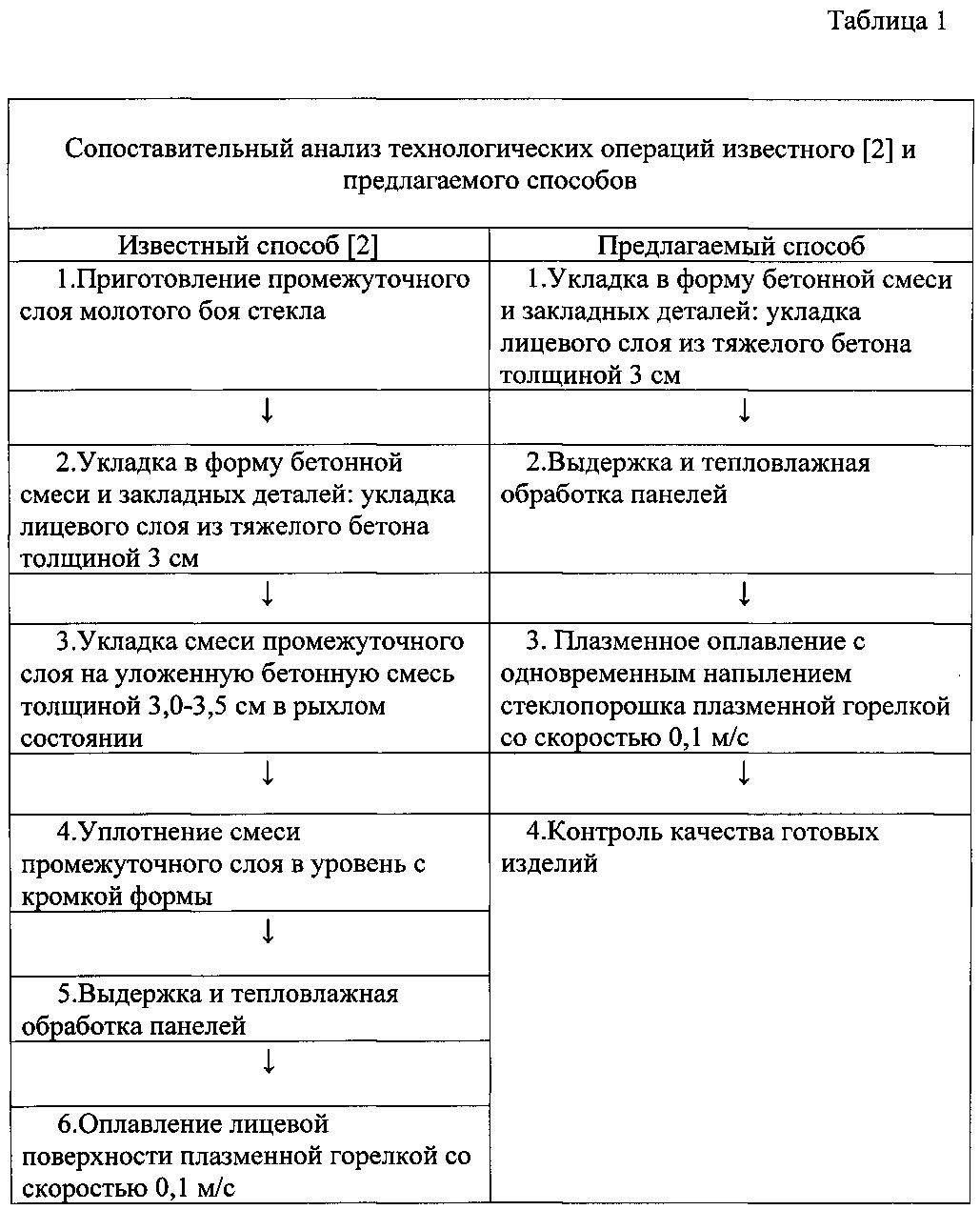
Наиболее близким техническим решением является способ изготовления декоративных бетонных изделий, включающий приготовление и укладку в формы промежуточного слоя и бетонной смеси, выдержку, тепловлажностную обработку и плазменное оплавление их лицевой поверхности [Патент РФ 2459699].
Недостатком данного способа является относительно низкое качество и высокая энергоемкость процесса, так как плазменное оплавление промежуточного слоя вызывает появление значительных временных и постоянных напряжений, вызванных термоударом при высокотемпературном плазменном оплавлении лицевой поверхности бетона.
Задача, решаемая предлагаемым способом, заключается в получении высококачественной конкурентоспособной продукции.
Техническим результатом предлагаемого способа является снижение энергозатрат, снижение временного и постоянного напряжения в покрытии, повышение прочности сцепления покрытия с основой.
Технический результат достигается тем, что способ глазурования изделий из бетона включает укладку и уплотнение смеси, выдержку и тепловлажностную обработку изделий, плазменное оплавление их лицевой поверхности, причем на лицевую поверхность напыляют цветной стеклопорошок при одновременном плазменном оплавлении лицевой поверхности при мощности работы плазмотрона 7 кВт, расходе плазмообразующего газа 1,4 м3/час и расходе стеклопорошка 1,75-2,25 г/сек. Вместо промежуточного слоя на лицевую поверхность напыляют цветной стеклопорошок при одновременном плазменном оплавлении лицевой поверхности бетона при мощности работы плазмотрона 7 кВт, расходе плазмообразующего газа 1,4 м3/час и расходе стеклопорошка 1,75-2,25 г/сек.
Отличительным признаком предлагаемого способа является устранение технологических операций подготовки и укладки в формы промежуточного слоя, вместо него на лицевую поверхность напыляют цветной стеклопорошок при одновременном плазменном оплавлении лицевой поверхности при мощности работы плазмотрона 7 кВт, расходе плазмообразующего газа 1,4 м3/час и расходе стеклопорошка 1,75-2,25 г/сек.
В предлагаемом способе за счет напыления расплава стеклопорошка на образовавшийся расплав на лицевой поверхности бетона при одновременном оплавлении его лицевой поверхности происходит релаксация напряжений, диффузия расплава вглубь бетона с образованием промежуточного слоя. Это способствует существенному повышению качества, в частности повышению прочности сцепления покрытия с основой.
Изобретательский уровень предлагаемого способа подтверждается тем, что устранение технологической операции подготовки промежуточного слоя снижает энергозатраты, а одновременное оплавление лицевой поверхности бетона с одновременным напылением цветного стеклопорошка позволяет снизить временное и постоянное напряжения в покрытии и повысить прочность сцепления покрытия с основой.
Проведенный анализ известных способов изготовления декоративных бетонных изделий позволяет делать заключение о соответствии заявляемого изобретения критерию «новизна».
Сопоставительный анализ технологических операций предлагаемого и известного способов представлен в таблице 1.
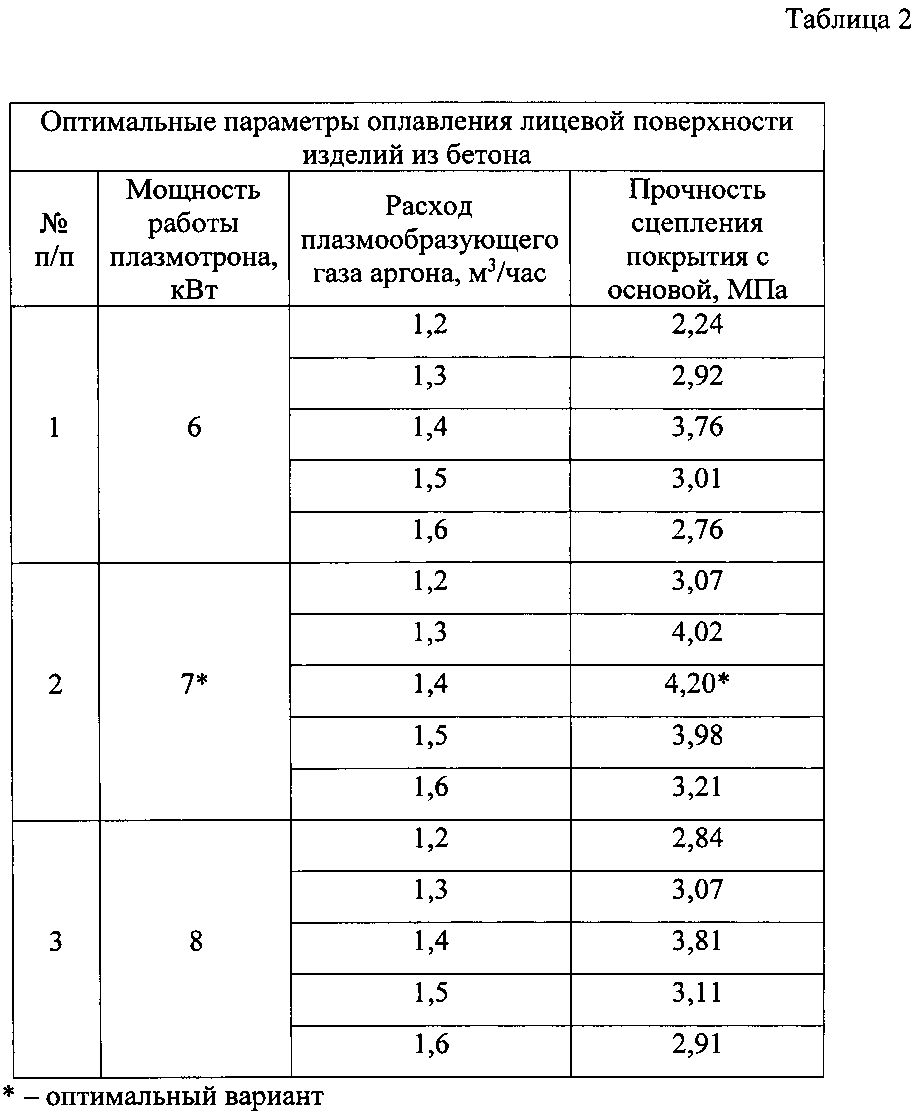
Оптимальными условиями оплавления лицевой поверхности бетонных изделий, экспериментально полученными, является мощность работы плазмотрона 7 кВт и расход плазмообразующего газа 1,4 м3/час (таблица 2).
Оптимальный расход стеклопорошка для плазменного напыления, экспериментально полученный, представлен в таблице 3.

Пример изготовления декоративных бетонных изделий.
В форму для производства панелей стандартных размеров 2,76×3,18 м укладывали тяжелый бетон.
Форму выдерживали в течение 2-х часов и проводили тепловлажную обработку по стандартным заводским параметрам.
Предварительно мололи в шаровой мельнице бой синего кобальтового стекла и на виброситах рассевали на фракции 60-120 мкм.
Освобождали изделие из формы и проводили плазменное оплавление лицевой поверхности с одновременным напылением стеклопорошка плазменной горелкой ГН-5р электродугового плазмотрона УПУ-8 м с расходом 2,00 г/сек.
Параметры работы плазмотрона были следующие: мощность 7 кВт, расход плазмообразующего газа аргона - 1,4 м3/час.
После плазменного оплавления панели образовывался высококачественный глазурный слой толщиной 600±25 мкм.
После плазменного оплавления определяли прочность сцепления покрытия с основой.
Пример осуществления контроля качества
Для определения прочности сцепления покрытия с основой готовили 5 образцов размером 30×30×30 мм по технологии, указанной в примере.
К оплавленной поверхности пяти образцов приклеивали эпоксидной смолой пять металлических стержней длиной 150 мм и площадью 1 см2.
После полимеризации эпоксидной смолы в течение 24 часов приступали к определению прочности сцепления на разрывной машине R - 0,5.
Изделие закрепляли в специальных зажимах разрывной машины. После равномерного нагружения происходил отрыв покрытия. Прочность сцепления покрытия с основой определяли как среднее арифметическое пяти измерений

Способ получения блочного пеностекла
Способ получения шликера для литья керамических изделий
Способ получения растительных экстрактов
Способ глазурования листовых стекол
Способ получения блочного пеностекла
Способ металлизации блочного пеностекла
Способ получения стемалита
Способ получения светоотражающих защитно-декоративных покрытий на силикатных строительных материалах автоклавного твердения
Способ металлизации изделий из бетона
Способ глазурования керамических облицовочных материалов
Способ получения стеклокремнезита
Способ металлизации стеклокремнезита
Способ ангобирования блочного пеностекла

