Результат интеллектуальной деятельности: СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ОБЪЕМНЫХ ПОЛУФАБРИКАТОВ ИЗ AL-CU-MG СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к области металлургии термически упрочняемых сплавов на основе алюминия, а именно к способу деформационно-термической обработки высокопрочных сплавов системы Al-Cu-Mg с добавками таких элементов, как марганец, серебро, цирконий или титан, используемых в качестве конструкционных материалов для деталей авиакосмической техники и транспортного машиностроения.
Высокие требования производителей и разработчиков к различным видам конструкций, изготавливаемых из указанных сплавов, с целью повысить их рабочие характеристики, снизить затраты на эксплуатацию и ремонт, приводят к поиску дополнительных возможностей улучшения свойств используемых материалов. В частности, для Al-Cu-Mg сплавов одним из наиболее эффективных способов решения поставленной задачи является сочетание процессов пластической деформации и термической обработки в одном технологическом процессе. На данный момент существует большое количество работ, посвященных изучению процессов, происходящих при таких видах обработок, и направленных на повышение прочностных свойств материалов. Однако для высокопрочных сплавов, используемых при изготовлении ответственных деталей авиакосмической промышленности, наиболее актуальной задачей является повышение пластичности, что значительно улучшает сопротивление хрупкому разрушению и увеличивает надежность и работоспособность всей конструкции.
Известен способ термической обработки сплавов на основе алюминия, в том числе содержащих магний, кремний, медь, цинк, используемых при изготовлении катаных, прессованных, кованых полуфабрикатов на металлургических заводах и изделий в виде обшивки и внутреннего силового набора фюзеляжа самолетов на машиностроительных заводах (Патент РФ №2235799, МПК C22F 1/04, опубл. 10.09.2004). Способ включает в себя закалку и трехступенчатое искусственное старение, проводимое на первой и третьей ступенях при температуре 79-165°C. После закалки проводят пластическую деформацию со степенью 0,5-45% при температуре 20-75°C и выдержку не менее 2 ч при температуре не выше 75°C, а искусственное старение на второй ступени проводят при температуре 150-240°C. Для сплава на основе алюминия системы Al-Mg-Si-Cu искусственное старение на первой ступени проводят при температуре 120-165°C. Для сплава на основе алюминия системы Al-Mg-Li-Cu искусственное старение на третьей ступени проводят при температуре 100-165°C.
В патенте РФ №2238998 (МПК C22F 1/04, опубл. 27.10.2004) предложен способ изготовления прессованных полуфабрикатов из термически упрочняемых сплавов на основе алюминия, в том числе системы Al-Mg-Si-Cu, включающий в себя отливку слитков, горячее прессование, термическую обработку на твердый раствор, закалку и старение, при этом после отливки слитки подвергают отжигу при температуре 320-395°C, горячее прессование проводят при температуре 430-565°C в две стадии, термическую обработку на твердый раствор осуществляют при температуре 485-565°C, а закалку - со скоростью охлаждения 10-1000°C/с до температуры 20-40°C. Первую стадию горячего прессования проводят на заготовку с диаметром, по крайней мере в 2-8 раз меньшим по сравнению с диаметром слитка, а вторую стадию горячего прессования - на конечный полуфабрикат с суммарной степенью деформации не менее 82%.
Обработка сплава по известным способам обеспечивает высокую коррозионную стойкость и прочностные свойства полуфабрикатов сплава, однако не обеспечивает достаточную вязкость разрушения. Кроме того, данные способы отличаются большим количеством операций, требующих дополнительных экономических затрат, таких как многочисленные нагревы заготовок, длительные выдержки при заданных температурах и т.д.
Наиболее близкий к предложенному изобретению способ, принятый за прототип, описан в патенте США №5916385 (МПК С22С 21/00, опубл. 29.06.1999). Способ получения прессованных полуфабрикатов из алюминиевого сплава системы Al-Cu включает гомогенизацию по режиму 482-565°C в течение 1-24 ч, обработку на твердый раствор - выдержку при температуре 448-555°C в течение 0,5-2 ч и закалку в воду, далее следует холодная деформация со степенью 5-40%, либо вытяжка со степенью 1-3% и искусственное старение по режиму 160-193°C, 2-12 ч.
Однако данный способ обработки не обеспечивает должного уровня механических свойств, предъявляемых к сплавам для изготовления ответственных деталей авиакосмической техники и транспортного машиностроения.
Технической задачей изобретения является разработка способа термомеханической обработки полуфабрикатов термоупрочняемых деформируемых алюминиевых сплавов системы Al-Cu-Mg, повышающего прочностные свойства и улучшающего сопротивление хрупкому разрушению материала.
Для достижения поставленной задачи предложен способ обработки полуфабрикатов из сплава на основе алюминия, состоящий из следующих операций:
- отливка слитков;
- гомогенизационный отжиг слитков при температурах 450-525°C в течение 2-24 ч. Он обеспечивает растворение грубых включений и равномерное распределение легирующих элементов по объему.
После гомогенизационного отжига можно проводить охлаждение заготовок внутри печи до температуры 20-100°C продолжительностью не более 12 ч.;
- равноканальное угловое (РКУ) прессование при температуре 380-450°C в 1-2 прохода прессования до истинной степени деформации ε ~1…2 с последующим охлаждением заготовок с температуры деформации на воздухе. Данная операция проводится с целью устранения дефектов литья и формирования деформированной структуры, приводящей к рекристаллизации сплава при последующих нагревах;
- обработка полученных заготовок на твердый раствор при температуре 510-530°C в течение 1-2 ч и последующая закалка в воду. На данной ступени обработки происходит формирование пересыщенного твердого раствора и рекристаллизация сплава;
- холодная деформация заготовок при температуре 20-40°C до суммарной степени 1-60% одним из способов: ковка, прокатка, РКУ прессование, экструзия. При данной операции происходит распад твердого раствора, сформировавшегося на предыдущей стадии обработки, с образованием зон Гинье-Престона и дисперсных частиц метастабильных фаз, повышение плотности дислокаций в объеме материала с увеличением степени деформации, а также формируется деформационная структура, состоящая из мало- и многоугловых границ, полос сдвига и т.д.;
- искусственное старение сплава в интервале температур 160-195°C не более 3 ч, приводящее к изменению морфологии частиц упрочняющих фаз, изменению их размеров и расположения. Следует также отметить, что время выдержки на этом этапе обработки зависит от степени деформации материала на предыдущей ступени: чем выше степень деформации, тем меньше время выдержки при старении и наоборот, чем ниже степень суммарной деформации, тем больше время выдержки.
В результате предложенной обработки обеспечивается получение полуфабрикатов термоупрочняемых Al-Cu-Mg сплавов с повышенным уровнем механических свойств при сохранении высоких значений пластичности. Более высокая степень холодной деформации по сравнению с прототипом обеспечивает равномерную проработку структуры и дополнительный упрочняющий эффект.
Примеры осуществления
Пример 1. Из литого и гомогенизированного Аl сплава с содержанием 4,35% Cu, 0,45% Mg (химический состав указан в массовых процентах) вырезались заготовки для последующей термомеханической обработки. Гомогенизационный отжиг осуществляли при температуре 510±5°C в течение 24 ч с последующим охлаждением отливок внутри выключенной печи до ~100°C в течение 10 ч. Далее заготовки подвергались РКУ прессованию при 400±10°C в 2 прохода, закалке в воду с температуры 520°C, выдержке 1 ч и прокатке при комнатной температуре до суммарной степени деформации 40%. Затем следовало искусственное старение в течение 2 ч при температуре 190°C.
Пример 2. Отличающийся от примера 1 тем, что суммарная степень деформации при прокатке составила 60%, а искусственное старение происходило по режиму 190°C, 1 ч.
Из полученных полуфабрикатов были вырезаны образцы для испытания механических свойств при комнатной температуре, образцы для прокатанных полуфабрикатов вырезались вдоль направления прокатки. В таблице 1 приведены результаты испытаний, а также для сравнения представлены свойства сплава после гомогенизации, закалки в воду с 520°C, выдержки 1 ч и старения при 190°C в течение 1 ч.
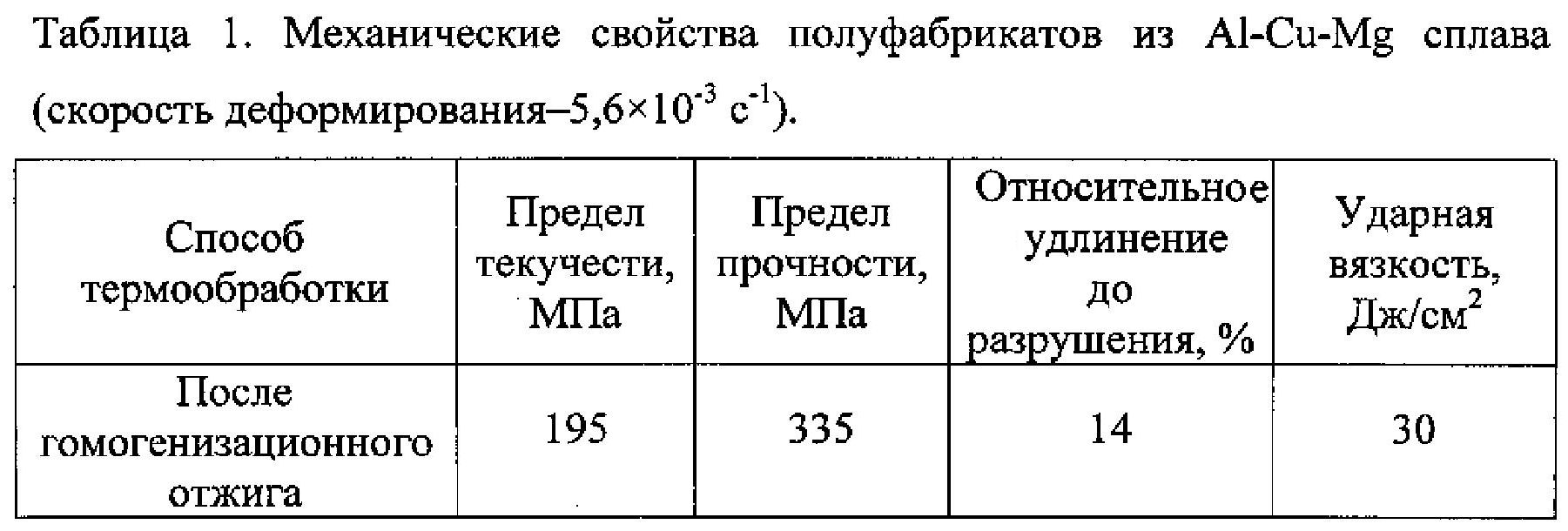
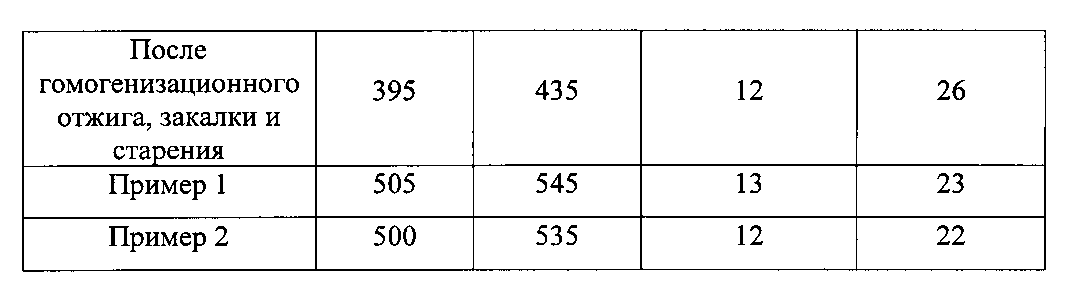
Как видно из полученных данных, предлагаемый способ деформационно-термической обработки позволяет повысить механические свойства полуфабрикатов сплава указанной системы с сохранением пластичности на уровне исходного материала. Применение полуфабрикатов, полученных в результате данной обработки, для изготовления изделий авиакосмической техники и транспортного машиностроения позволит повысить их надежность и эффективность.
Способ линейной сварки трением лопаток с диском для получения блиска
Способ изготовления биметаллического центрального электрода искровой свечи зажигания двигателя внутреннего сгорания
Устройство защиты магнитоэлектрического генератора от короткого замыкания (варианты)
Магнитная игрушка
Способ определения углов искривления скважины
Многофункциональное походное спасательное устройство
Устройство комплексной очистки бессточных водоемов
Способ контроля состояния грузов при перевозках
Способ термической обработки жаропрочных сталей мартенситного класса
Способ дистанционного тестирования приборов акустического каротажа в полевых условиях
Матрица для высадки многогранных деталей
Способ изготовления моноблочного лопаточного диска
Способ линейной сварки трением лопаток с диском для получения блиска
Способ и устройство для локального нагрева битума
Способ изготовления биметаллического центрального электрода искровой свечи зажигания двигателя внутреннего сгорания
Устройство защиты магнитоэлектрического генератора от короткого замыкания (варианты)
Магнитная игрушка
Система автоматического управления углом курса и ограничения нормальной перегрузки летательного аппарата
Способ определения углов искривления скважины
Электрогидравлический следящий привод с трехкаскадным электрогидроусилителем

