Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ВНУТРЕННИМИ РАДИАЛЬНЫМИ ПОЛОСТЯМИ
Вид РИД
Изобретение
Изобретение относится к технологии изготовления изделий из композиционных материалов, а именно оболочек переменного сечения для силовых конструкций с внутренними радиальными полостями.
При изготовлении оболочек из композиционных материалов осуществляют кольцевую намотку предварительно пропитанной связующим ленты материала на оправку, конфигурация наружной поверхности которой соответствует конфигурации внутренней поверхности оболочки.
Известен способ изготовления оболочек, включающий кольцевую намотку предварительно пропитанной связующим ленты материала на оправку (см. И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр. 446-448).
Известный способ позволяет изготавливать высокопрочные оболочки с коническими и цилиндрическими поверхностями, обеспечивающие надежную работу силовых конструкций.
Однако применение этого способа для изготовления оболочек с внутренними радиальными полостями требует большого расхода ленты материала при кольцевой намотке на оправку, как в зоне радиальных полостей оболочки, так и между ними, особенно при выполнении деталей со значительными по размерам радиальными полостями.
Кроме того, требуется значительный объем механической обработки материала оболочки после намотки как изнутри для создания радиальных полостей, так и снаружи между полостями для облегчения конструкции.
Известен также способ изготовления оболочек с внутренними радиальными полостями, включающий кольцевую намотку предварительно пропитанной связующим угольной ленты материала на оправку с радиальными выступами (см. патент РФ №2201345), являющийся наиболее близким аналогом к предлагаемому изобретению.
По данному способу сначала осуществляют намотку конической части, а затем осуществляют намотку цилиндрической части детали перед радиальными выступами оправки до диаметра, равного диаметру выступов, с образованием зазора между торцом намотанного пакета и торцами радиальных выступов оправки и последующую намотку ленты на цилиндрическую часть пакета материала и выступы оправки с перекрытием зазора между их торцовыми поверхностями.
Намотка предварительно пропитанной связующим угольной ленты материала на оправку с радиальными выступами позволяет, по сравнению с намоткой на гладкую оправку без радиальных выступов, уменьшить расход ленты материала при намотке на оправку как в зоне радиальных полостей оболочки, так и между ними и, соответственно, снизить стоимость изготовления оболочек, особенно при изготовлении деталей со значительными по размерам радиальными полостями.
Уменьшается объем механической обработки материала намотанной заготовки, как изнутри для создания полостей, так и снаружи между полостями для облегчения конструкции, и, соответственно, снижается трудоемкость изготовления оболочек.
Однако практическое применение данного способа показало, что прочность материала оболочки в зоне радиальной полости может быть недостаточной, при этом возможно растрескивание материала как при эксплуатации оболочки в условиях осевого нагружения, так и при механической обработке со сквозным прорезанием материала оболочки, необходимым для установки снаружи оболочки силовых механизмов, отдельные элементы которых располагаются внутри оболочки.
Выяснено, что недостаточная прочность материала оболочки обусловлена в том числе и расположением после намотки на оправку утка трикотажной ленты вдоль образующей оболочки, а прочность по утку значительно ниже, чем по основе материала.
Задачей данного изобретения является усовершенствование технологического процесса изготовления оболочек с внутренними радиальными полостями с целью повышения качества изготовления, уменьшения материалоемкости и объема механической обработки заготовки.
Технический результат заключается в исключении растрескивания материала путем улучшения его структуры и повышения прочности в зонах внутренних радиальных полостей оболочки.
Технический результат достигается тем, что в способе изготовления оболочек с внутренними радиальными полостями, включающем кольцевую намотку предварительно пропитанной связующим угольной трикотажной ленты на оправку с радиальными выступами, по которому сначала осуществляют намотку конической части, а затем осуществляют намотку цилиндрической части детали перед радиальными выступами оправки до диаметра, равного диаметру выступов, с образованием зазора между торцом намотанного пакета и торцами радиальных выступов оправки, и последующую намотку ленты на цилиндрическую часть пакета материала и выступы оправки с перекрытием зазора между их торцовыми поверхностями, вырезают из пропитанной связующим углеродной ткани ряд заготовок, контур которых представляет собой прямоугольник, сопряженный с основанием равнобедренного треугольника с острым углом при вершине, после намотки цилиндрической части детали до толщины, равной половине высоты радиальных выступов оправки, на край намотанной цилиндрической части укладывают заготовки, ориентируя их вершиной треугольника по направлению к выступам оправки, совмещая при этом ось симметрии заготовки с осью симметрии выступа оправки, последовательно по периметру цилиндрической части и по высоте пакета заготовок, закрепляют поочередно каждую из заготовок наматываемой лентой, затем наматывают дополнительный слой материала на цилиндрическую часть и на выступы оправки, загибают поочередно заготовки и укладывают их на дополнительный слой материала, заматывая загнутые части заготовок лентой, поочередно по периметру оправки и по высоте пакета заготовок, после чего производят намотку ленты на уложенные заготовки до требуемого диаметра детали.
Кроме того, перед выкладкой на торце прямоугольной части заготовок выполняют продольный вырез, расположенный по оси симметрии заготовки.
При выкладке на торце прямоугольной части заготовок выполняют дополнительные продольные вырезы.
При расположении поверхности пакета закрепленных заготовок ниже поверхности выступов оправки осуществляют подмотку пакета до диаметра, равного диаметру выступов оправки.
Применение заготовок, вырезанных из пропитанной связующим углеродной ткани, позволяет повысить прочность материала в зонах радиальных полостей оболочки, так как углеродная ткань обладает повышенной прочностью и жесткостью по сравнению с трикотажной лентой.
Выполнение контура заготовки в виде прямоугольника, сопряженного с основанием равнобедренного треугольника с острым углом при вершине, позволяет придать оболочке требуемую форму в зонах радиальных полостей и сформировать оптимальную структуру материала в этих зонах.
Укладка заготовок после намотки цилиндрической части детали до толщины, равной половине высоты радиальных выступов оправки, позволяет последовательно закрепить заготовки для последующего поочередного загиба на намотанный пакет материала при формировании внутренней и наружной поверхности оболочки в зонах радиальных полостей.
Укладка заготовок на край намотанной цилиндрической части, ориентируя их вершиной треугольника по направлению к выступам оправки, позволяет после загиба заготовок наиболее точно придать наружной поверхности оболочки требуемую форму.
Совмещение при укладке оси симметрии заготовки с осью симметрии выступа оправки позволяет обеспечить расположение основы ткани заготовки строго в осевом направлении, что важно для повышения прочности конструкции оболочки.
Закрепление при укладке поочередно каждой из заготовок наматываемой лентой, последовательно по периметру цилиндрической части и по высоте пакета заготовок, позволяет наиболее просто и надежно закрепить концы заготовок и исключить возможность смещения заготовок после их установки на пакет материала под воздействием усилий при загибе заготовок для укладывания на дополнительный слой материала.
Намотка дополнительного слоя материала на цилиндрическую часть и на выступы оправки после закрепления заготовок позволяет перекрыть образованный при намотке зазор между торцевой конической поверхностью полученного пакета и торцевой конической поверхностью выступов оправки, что необходимо для создания подслоя при укладке загнутых частей заготовок.
Заматывание загнутых частей заготовок лентой, поочередно по периметру оправки и по высоте пакета заготовок, позволяет наиболее просто и надежно закрепить загнутые части заготовок на цилиндрической части детали.
Намотка ленты на уложенные заготовки до требуемого диаметра детали позволяет окончательно сформировать наружную поверхность изготавливаемой оболочки.
Выполнение на торце прямоугольной части заготовок продольного выреза, расположенного по оси симметрии заготовки, позволяет облегчить придание плоским заготовкам требуемой криволинейной формы при выкладке заготовок на предварительно намотанную цилиндрическую часть детали.
Выполнение на торце прямоугольной части заготовок дополнительных продольных вырезов при выкладке позволяет существенно облегчить придание плоским заготовкам требуемой криволинейной формы.
Осуществление подмотки пакета до диаметра, равного диаметру выступов оправки, в случае расположения поверхности пакета закрепленных заготовок ниже поверхности выступов оправки, позволяет создать ровную поверхность пакета, расположенную на одном уровне с поверхностью выступов оправки, и, соответственно, качественно осуществить намотку дополнительного слоя материала на цилиндрическую часть и на выступы оправки с перекрытием зазора между торцом намотанного пакета и торцами радиальных выступов оправки.
В результате экспериментов, при проведении которых использовались известные операции и вводились новые операции, разработана совокупность расположенных в строго определенной последовательности технологических операций, позволяющая получить требуемое качество изготовления оболочек с внутренними радиальными полостями.
Структура материала оболочек, изготовленных по данному способу, является оптимальной с точки зрения обеспечения требуемой прочности.
Сущность способа поясняется чертежами.
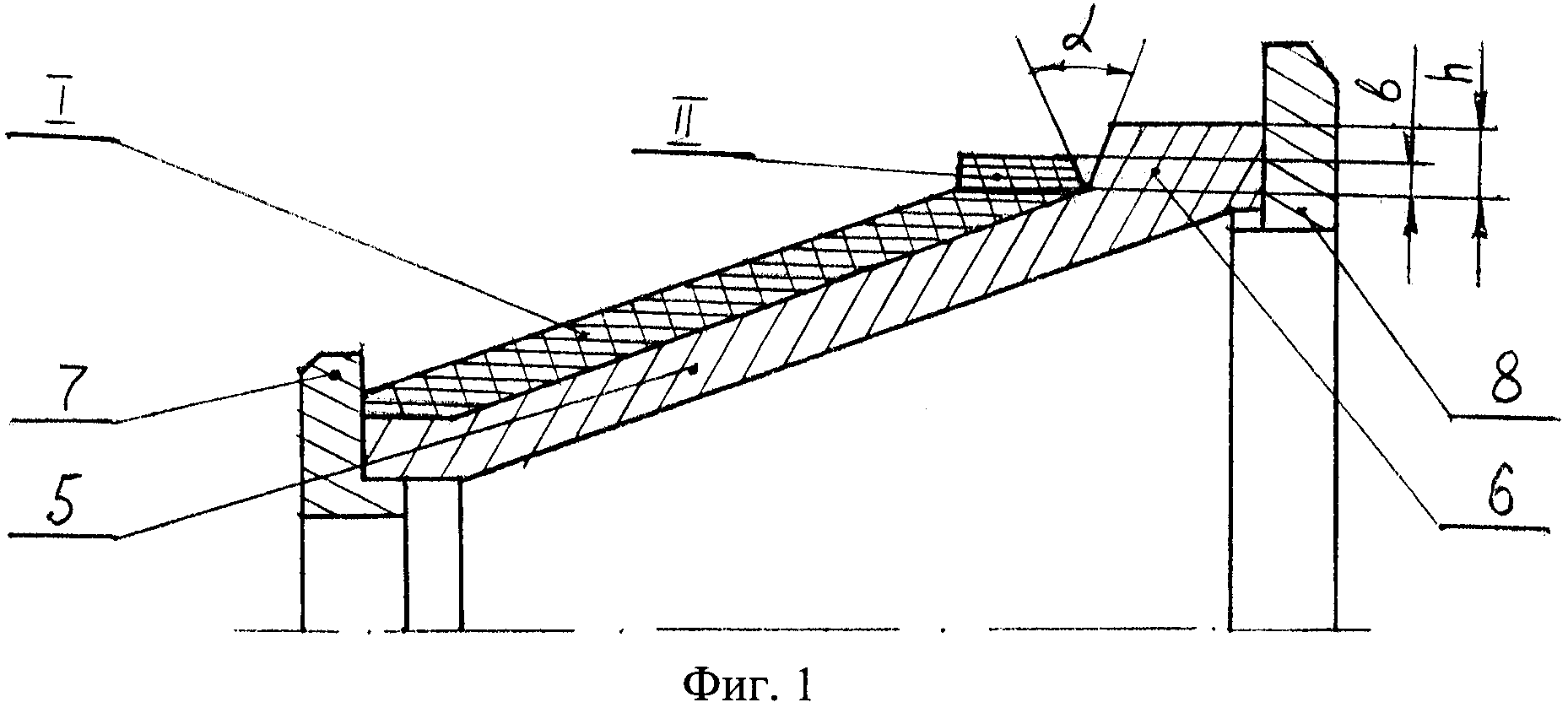
На фиг. 1 показана оправка с частично намотанным на нее пакетом материала.
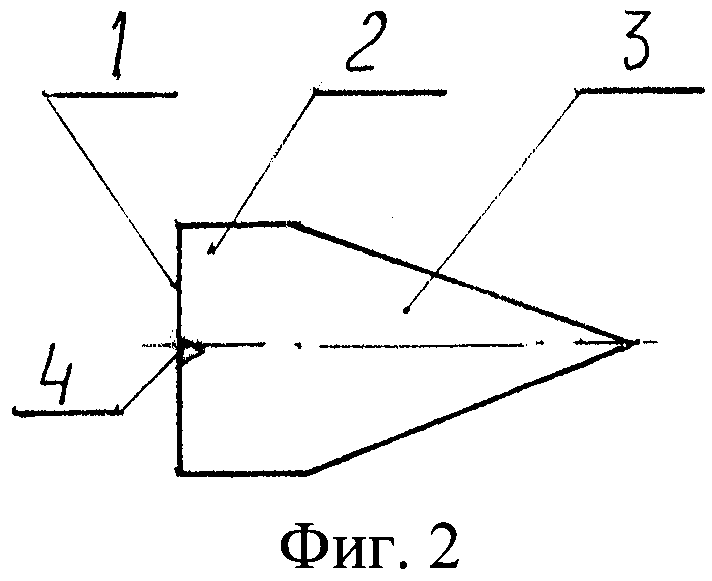
На фиг. 2 показана конфигурация заготовки.
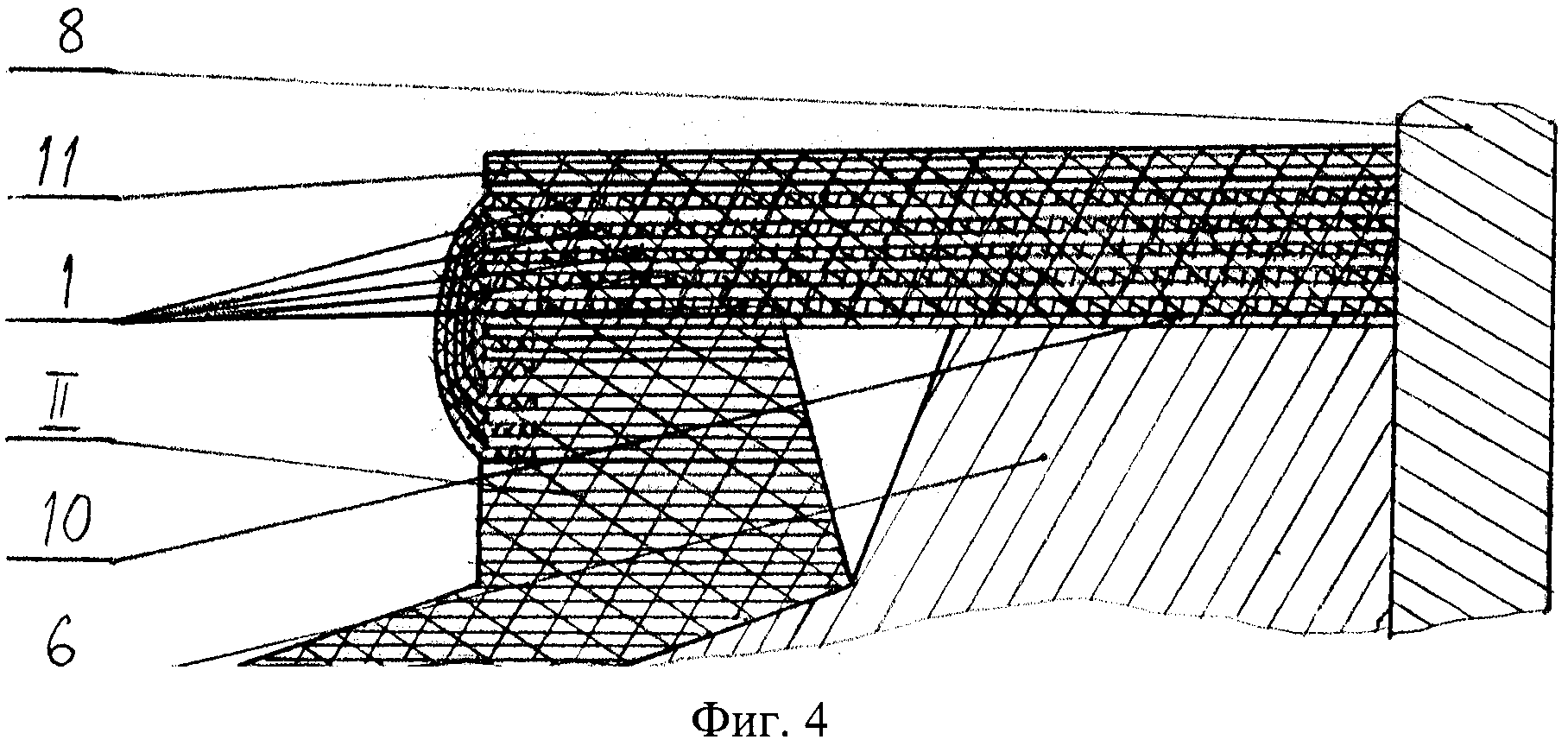
На фиг. 3 показана схема закрепления заготовок на пакете материала.
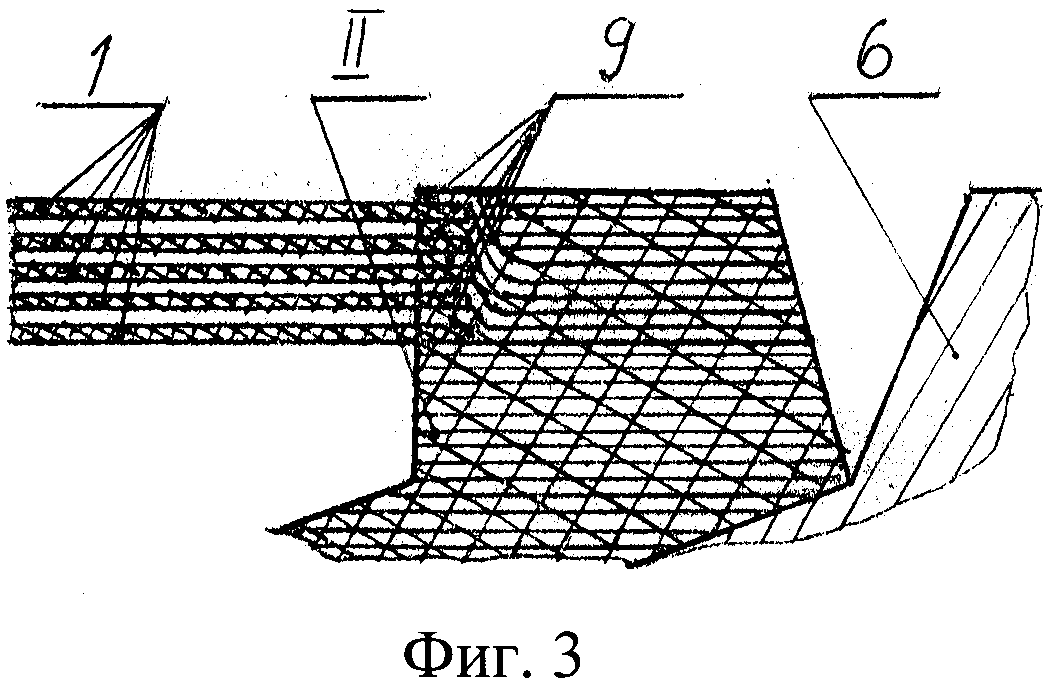
На фиг. 4 показано продольное сечение пакета материала в зоне радиальной полости после выкладки заготовок.
Изготовление оболочек с внутренними радиальными полостями предлагаемым способом осуществляется следующим образом.
Пропитывают связующим СФ-010 ленту, сшитую из полос, вырезанных по направлению основы из угольного трикотажа марки УРАЛ-ТР.
Из углеродной ткани марки УРАЛ Т-22Р, пропитанной связующим СФ-010, вырезают по шаблону ряд заготовок 1, контур которых представляет собой прямоугольник 2, сопряженный с основанием равнобедренного треугольника 3 с острым углом при вершине.
При изготовлении заготовки 1 ее ось симметрии (продольную ось) располагают по основе углеродной ткани.
На торце прямоугольной части 2 заготовок 1 выполняют продольный вырез 4.
Проводят монтаж формообразующей конусообразной оправки 5 с радиально расположенными выступами 6.
При этом устанавливают на оправку и скрепляют с ней крышку 7 и фланец 8.
Закрепляют ленту на оправке у крышки 7 и осуществляют кольцевую намотку зоны I до торцевой поверхности выступов 6 оправки 5.
Наматывают зону II до толщины b, равной половине высоты h радиальных выступов 6 оправки 5.
Намотку зоны II производят с образованием торцевой конической поверхности пакета за счет подгибания края ленты при ее намотке.
При этом между торцевой поверхностью полученного пакета и торцевой поверхностью выступов 6 оправки 5 образуют конической зазор с углом α, равным 90-110 градусов.
На край намотанной цилиндрической части пакета в зоне II укладывают заготовки 1, ориентируя их вершиной треугольника 3 по направлению к выступам 6 оправки 5.
При выкладке, в случае необходимости, на торце прямоугольной части 2 заготовок 1 выполняют дополнительные продольные вырезы 4.
При укладывании заготовок 1 совмещают ось симметрии заготовки 1 с осью симметрии выступа 6 оправки 5.
Укладывание заготовок 1 производят последовательно по периметру цилиндрической части пакета в зоне II и по высоте пакета заготовок 1.
Закрепляют поочередно каждую из заготовок 1 на цилиндрической части пакета слоями 9 наматываемой ленты.
При этом намотку лентой производят с сохранением формы зазора между торцевой конической поверхностью полученного пакета и торцевой конической поверхностью выступов 6 оправки 5 за счет подгибания края ленты при ее намотке.
При расположении поверхности выложенного пакета заготовок 1, закрепленных слоями 9 наматываемой ленты, после загиба и укладки заготовок 1, ниже поверхности выступов 6 оправки 5 осуществляют подмотку пакета лентой материала до диаметра, равного диаметру выступов 6, при этом сохраняют форму зазора между торцевой конической поверхностью полученного пакета и торцевой конической поверхностью выступов 6 оправки 5 за счет подгибания края ленты при ее намотке.
Наматывают дополнительный слой 10 лентой материала на уже намотанную цилиндрическую часть и на выступы 6 оправки 5.
Загибают поочередно заготовки 1 в радиальном направлении и укладывают их последовательно по периметру на дополнительный слой 10 материала, заматывая слоями ленты загнутые части заготовок 1, поочередно по периметру оправки 5 и по высоте пакета заготовок 1.
После чего производят намотку слоев 11 ленты на цилиндрическую часть детали до требуемого диаметра.
После намотки помещают оправку 5 с пакетом материала в гидроклав с эластичной диафрагмой и производят отверждение под воздействием температуры и давления рабочей среды.
Использование изобретения позволяет повысить качество изготовления оболочек с внутренними радиальными полостями за счет улучшения структуры материала в зонах радиальных полостей.
Способ испытаний раздвижного сопла ракетного двигателя в барокамере с газодинамической трубой и стендовое раздвижное сопло для его реализации
Способ изготовления фильтров
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Пресс-форма для изготовления статора одновинтового насоса
Установка для испытаний высотных ракетных двигателей на твердом топливе
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Статор одновинтового насоса
Способ испытаний раздвижного сопла ракетного двигателя в барокамере с газодинамической трубой и стендовое раздвижное сопло для его реализации
Способ изготовления фильтров
Способ сборки ракетного двигателя твердого топлива и оснастка для его осуществления
Снаряженный корпус ракетного двигателя твердого топлива
Способ изготовления статора одновинтового насоса
Способ изготовления статора одновинтового насоса
Пресс-форма для изготовления статора одновинтового насоса
Установка для испытаний высотных ракетных двигателей на твердом топливе
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения
Статор одновинтового насоса

