Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ТУРБИНЫ ИЗ НИКЕЛЕВОГО ЖАРОПРОЧНОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области изготовления роторов, например ротора турбины газотурбинного двигателя, состоящего из двух и более деталей, изготовленных преимущественно из никелевого жаропрочного сплава с применением электронно-лучевой сварки.
Развитие конструкции газотурбинных двигателей предполагает снижение веса узлов, в том числе, благодаря внедрению неразъемных соединений роторных конструкций компрессоров и высокого давления и турбин. Для этого требуется применение материалов, сочетающих в себе высокие характеристики прочности и жаропрочности, при сохранении высоких показателей технологической пластичности и свариваемости.
Детали ротора, изготовленные из известных никелевых труднодеформируемых жаропрочных сплавов, применяемых в настоящее время, не могут быть соединены между собой сваркой плавлением с обеспечением отсутствия дефектов при сварке и последующей термической обработке.
При изготовлении роторных узлов из деформируемых никелевых сплавов, а также при использовании разнородных материалов в различных сочетаниях, может быть использована ротационная сварка трением, в том числе, с применением проставок из материалов, менее склонных к образованию дефектов при воздействии нагревов.
Известные никелевые свариваемые сплавы, стали и титановые сплавы не могут быть применены в конструкции ротора турбины ввиду низких характеристик прочности и жаропрочности при температурах 650-700°C.
Известный никелевый свариваемый сплав (патент US 3046108, опубл. 27.04.1962), применяемый для изготовления деталей ротора, не работоспособен выше температуры 700°C, ввиду ограниченной термической стабильности упрочняющей его фазы γ″ на основе Ni3Nb, а также ограничен в применении из-за недостаточных характеристик жаропрочности при температуре 650-700°C.
Из предшествующего уровня техники (патент US 4743165, опубл. 10.05.1988) известен способ соединения деталей ротора через промежуточный узел, состоящий из двух деталей менее легированного никелевого сплава, при котором диск и промежуточный узел соединяются между собой посредством сварки трением, а детали, составляющие промежуточный узел, соединяются между собой электронно-лучевой сваркой.
Недостаток такого способа заключается в увеличении веса ротора из-за необходимости промежуточного узла между соединяемыми дисками. Кроме того, использование сварки трением наряду с электронно-лучевой сваркой повышает трудоемкость изготовления узла.
Из уровня техники известен способ соединения деталей электронно-лучевой сваркой, изготовленных из разнородных материалов (заявка EP 2617512 (A1), опубл. 24.07.2013). В данном способе крыльчатки из деформируемого никелевого сплава или литейного никелевого сплава, соединяемых с валом, изготовленным из стали, и способ, заключающийся в формировании шва при сварке плавлением преимущественно в сечении детали, выполненной из никелевого сплава, таким образом, чтобы химический состав расплавленного и кристаллизовавшегося в результате сварки металла шва был наиболее близок по характеру кристаллизации к материалу крыльчатки, изготовленной из литейного или деформируемого никелевого сплава, благодаря чему обеспечивается отсутствие дефектов в зоне сварного шва и повышенная надежность сварного соединения.
К недостаткам такого способа следует отнести технологическую сложность обеспечения точного позиционирования электронного луча при сварке, а также сохраняющуюся вероятность образования дефектов при последующей термической обработке ввиду существенных различий структуры литого шва, деформированной структуры вала, выполненного из стали и отсутствия переходной зоны, релаксирующей сварочные напряжения.
Наиболее близким аналогом является способ изготовления ротора с применением электронно-лучевой сварки (заявка EP 2725214 (А1), опубл. 30.04.2017). Согласно известному способу получают две и более заготовки компонентов ротора из высокопрочного деформируемого никелевого сплава, проводят предварительную термическую обработку заготовок, затем их соединение посредством электронно-лучевой сварки и окончательную термической обработку. Детали ротора изготовлены из разнородных материалов, например диски турбины из свариваемого жаропрочного сплава и вала ротора, выполненного из стали, при котором применяются проставки, выполненные из менее жаропрочного, чем материал диска, сплава, имеющего лучшую способность к соединению со сталью.
Недостаток способа заключается в том, что эксплуатационные свойства такой конструкции определяются условиями работоспособности материала с наименьшими механическими характеристиками, а также повышенная трудоемкость ввиду необходимости использования 2-3 марок разнородных материалов, и, как следствие этого, неоптимальная термообработка.
Технической задачей настоящего изобретения является разработка способа изготовления ротора, в частности ротора газотурбинного двигателя, обеспечивающего повышенную надежность сварного ротора и температуру работы до 750°C.
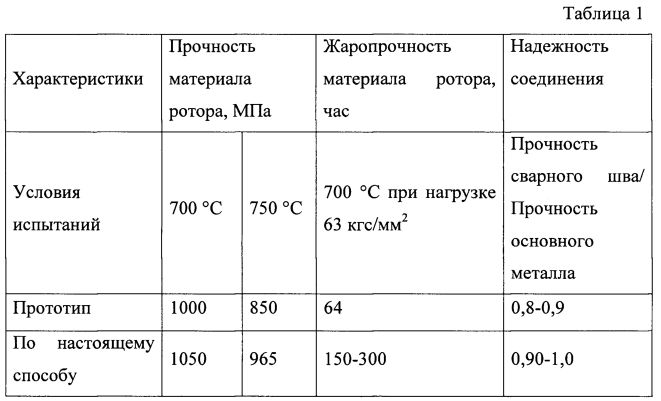
Техническим результатом настоящего изобретения является обеспечение работоспособности конструкции ротора при температуре до 750°C, повышение надежности сварных соединений, повышение прочности сварного шва и основного металла заготовок (составляет от 1 до 0,9 во всем диапазоне предполагаемых температур эксплуатации сварного узла).
Для достижения поставленного технического результата предложен способ изготовления ротора турбины из никелевого жаропрочного сплава, включающий получение по меньшей мере двух заготовок компонентов ротора из жаропрочного деформируемого никелевого сплава, предварительную термическую обработку заготовок, их соединение посредством электронно-лучевой сварки с формированием сварного шва и окончательную термическую обработку полученной сварной конструкции, отличающийся тем, что заготовки компонентов ротора получают из жаропрочного деформируемого никелевого сплава, содержащего, мас.%:
углерод 0,05-0,07,
хром 14-16,
кобальт 15-17,
молибден 4,5-5,
вольфрам 1-1,8,
ниобий 4,2-4,7,
суммарное содержание алюминия и титана 2,5-3,
цирконий 0,5-0,8,
бор 0,001-0,003,
магний 0,01-0,03,
лантан 0,01-0,03,
неизбежные примеси и никель - остальное,
выполняют их предварительную термическую обработку путем закалки на воздухе с температуры, на 40-60°C превышающей температуру полного растворения упрочняющей фазы γ', осуществляют сварку с перемещением свариваемых заготовок относительно источника излучения со скоростью 5-30 м/ч, а затем выполняют окончательную термическую обработку сварной конструкции путем закалки на воздухе с температуры, на 40-60°C превышающей температуру полного растворения упрочняющей фазы γ' или путем закалки и старения с выдержкой при температуре на 120-320°C ниже температуры полного растворения γ'.
Предпочтительно, заготовки ротора выполняют с сечением от 5 до 30 мм и с припуском толщиной от 0,2 до 0,8 от сварочного сечения, выполненным на одной из заготовок компонентов ротора.
Предпочтительно, получают кольцевые заготовки и электронно-лучевую сварку проводят по окружности соединения упомянутых заготовок компонентов ротора непрерывно за один проход.
Предпочтительно, электронно-лучевую сварку выполняют с формированием сварного шва с внешней стороны свариваемых заготовок по плоскости их сопряжения.
Для практического осуществления представленного способа, из высокопрочного никелевого сплава были изготовлены заготовки деталей ротора в форме колец наружным диаметром 750 мм путем ковки слитка, полученного вакуумно-индукционной выплавкой с электрошлаковым переплавом, осадки полученной поковки на шайбу, ее прошивку и раскатку на кольца. Кольца подвергали термообработке - закалке на воздухе с температуры, на 40-60°C превышающей температуру растворения упрочняющей фазы γ'. В данном примере осуществления брали сплав, содержащий 0,05-0,07% углерода, 14-16% хрома, 15-17% кобальта, 4,5-5% молибдена, 1-1,5% вольфрама, 4,2-4,5 ниобия, алюминия и титана общим количеством 2,7-3%, 0,5-0,8% циркония, 0,001-0.003% бора, 0.01-0.03% магния, 0.01-0.03% лантана. Из колец механической обработкой получали заготовки компонентов ротора, которые соединяли между собой коаксиально оси вращения колец путем стыковки по поверхностям, имеющим сечение 16 мм. Дополнительно на одной из заготовок выполнялся припуск толщиной 5 мм и расположенный перпендикулярно плоскости формирования сварного шва. Соединение кольцевых заготовок осуществляли электронно-лучевой сваркой с перемещением свариваемых заготовок компонентов ротора относительно источника излучения по линии сварного соединения со скоростью 10-20 м/ч, при этом обеспечивая формирование сварного шва по всей плоскости стыкового соединения заготовок компонентов ротора с окончанием в зоне припуска, образующего замковое соединение заготовок. Ускоряющее напряжение и ток сварки выбирали исходя из условия получения в указанном сечении соединяемых деталей проплавления на всю глубину с формированием корня сварного шва в зоне припуска. После соединения кольцевых деталей электронно-лучевой сваркой проводили термообработку сварного роторного узла, заключающуюся в закалке на воздухе с температуры, на 40-60°C превышающей температуру полного растворения упрочняющей фазы γ', и старении, заключающемся в выдержках при температурах выделения упрочняющей фазы γ', проводимых последовательно в три стадии при каждой из выбранных температур в диапазоне на 120-320°C ниже температуры полного растворения γ'-фазы. После проведения термической обработки сварного узла ротора, осуществляли его механическую обработку с удалением технологического припуска, содержащего дефекты сварки. Для определения механических характеристик неразъемного соединения конструкции ротора, через сварной шов в высотном направлении были вырезаны заготовки, из которых изготовлены образцы и проведены испытания (таблица 1).
Способ определения предела выносливости металлических материалов
Способ термомеханической обработки полуфабрикатов из двухфазных (α+β) титановых сплавов
Способ получения антифреттингового покрытия
Интерметаллидный сплав на основе системы никель-алюминий-кобальт
Присадочный материал на основе никеля
Магнитотвердый материал и изделие, выполненное из него
Присадочный материал на основе алюминия, легированный редкоземельными металлами
Композиция для соединения керамических композиционных материалов на основе карбида кремния
Элинварный сплав с высоким модулем упругости и изделие, выполненное из него
Резиновая смесь
Способ определения предела выносливости металлических материалов
Способ термомеханической обработки полуфабрикатов из двухфазных (α+β) титановых сплавов
Способ получения антифреттингового покрытия
Интерметаллидный сплав на основе системы никель-алюминий-кобальт
Присадочный материал на основе никеля
Магнитотвердый материал и изделие, выполненное из него
Присадочный материал на основе алюминия, легированный редкоземельными металлами
Композиция для соединения керамических композиционных материалов на основе карбида кремния
Элинварный сплав с высоким модулем упругости и изделие, выполненное из него
Резиновая смесь

