Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК ДУГООБРАЗНОГО ПРОФИЛЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для обработки криволинейных винтовых канавок с дугообразным профилем, например стружечных канавок металлорежущих инструментов фрезерованием или шлифованием.
Наиболее близким аналогом является способ обработки сложных криволинейных поверхностей [1]. Способ осуществляется вращающимся инструментом с производящей поверхностью в виде тора, которому сообщают три одновременно-осуществляемых нелинейно-согласованных движения, расположенных в одной плоскости профилирования, одно из которых является возвратно-качательным, осуществляемым вокруг центра профильного сечения тороидальной поверхности инструмента, и два поступательными движениями, с обеспечением касания инструмента с каждой точкой профиля поминальной поверхности.
Недостатком данного метода является сложность составления управляющих программ, связанная с огромным количеством расчетов координат опорных точек. Техническим результатом, на который направлено заявленное изобретение, является снижение трудоемкости составления управляющих программ за счет упрощения траектории движения инструмента и повышение технологичности процесса изготовления канавки за счет возможности использования инструментов с различным профильным радиусом, а также равномерная загрузка режущей кромки и повышение стойкости.
Способ обработки винтовых канавок дугообразного профиля, включающий сообщение инструменту в виде тела вращения с тороидальной производящей поверхностью одновременно трех согласованных движений, лежащих в одной плоскости профилирования, одно из которых является возвратно-качательным в плоскости профилирования и два - поступательными, отличающийся тем, что возвратно качательное движение осуществляют вокруг центра профильного сечения детали и реверсируют в крайних точках профиля в конце каждого прохода, причем радиус качательного движения равен расстоянию от оси вращения стола с заготовкой Rt до центра профильного сечения, а угол качательного движения ψmax определяют по формуле:
где r - радиус профильного сечения,
h - глубина канавки,
при этом поступательные перемещения заготовки вдоль осей, направленных перпендикулярно Ds(y1) и параллельно Ds(x1); базисной плоскости стола согласуют с возвратно-качательным движением Dψ заготовки вокруг оси по формулам:
а после каждого прохода заготовку перемещают вдоль оси Ζ на величину построчной подачи ΔDs(z), которую согласуют с построчным качательным перемещением вокруг оси заготовки ΔΟψ по формуле:
где α - угол подъема винтовой линии канавки,
R - радиус заготовки.
Предлагаемый способ позволяет вести высокопроизводительную обработку винтовых канавок дугообразного профиля универсальными инструментами с тороидальной производящей поверхностью, например фрезами и шлифовальными кругами с использованием упрощенного программного обеспечения.
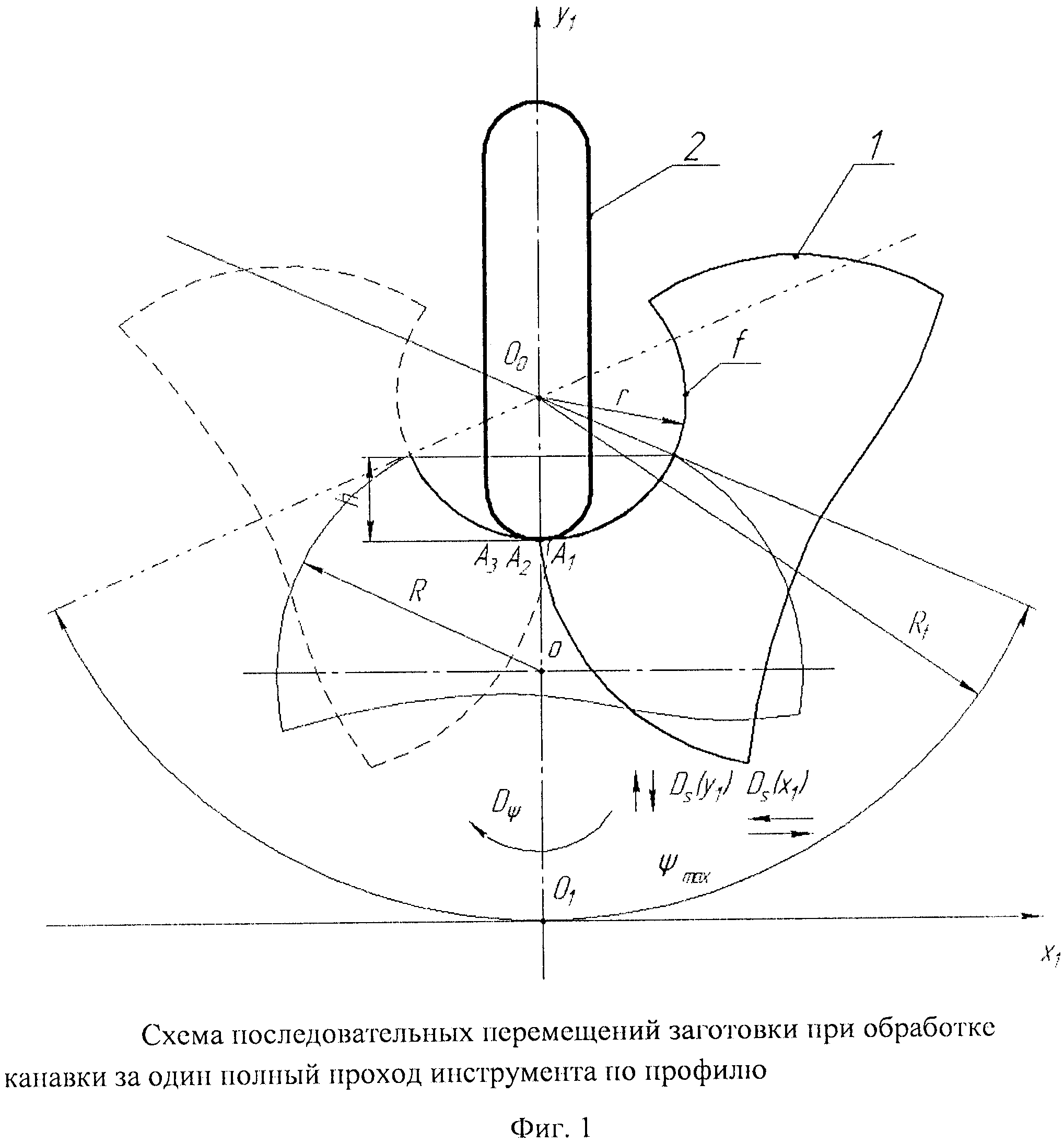
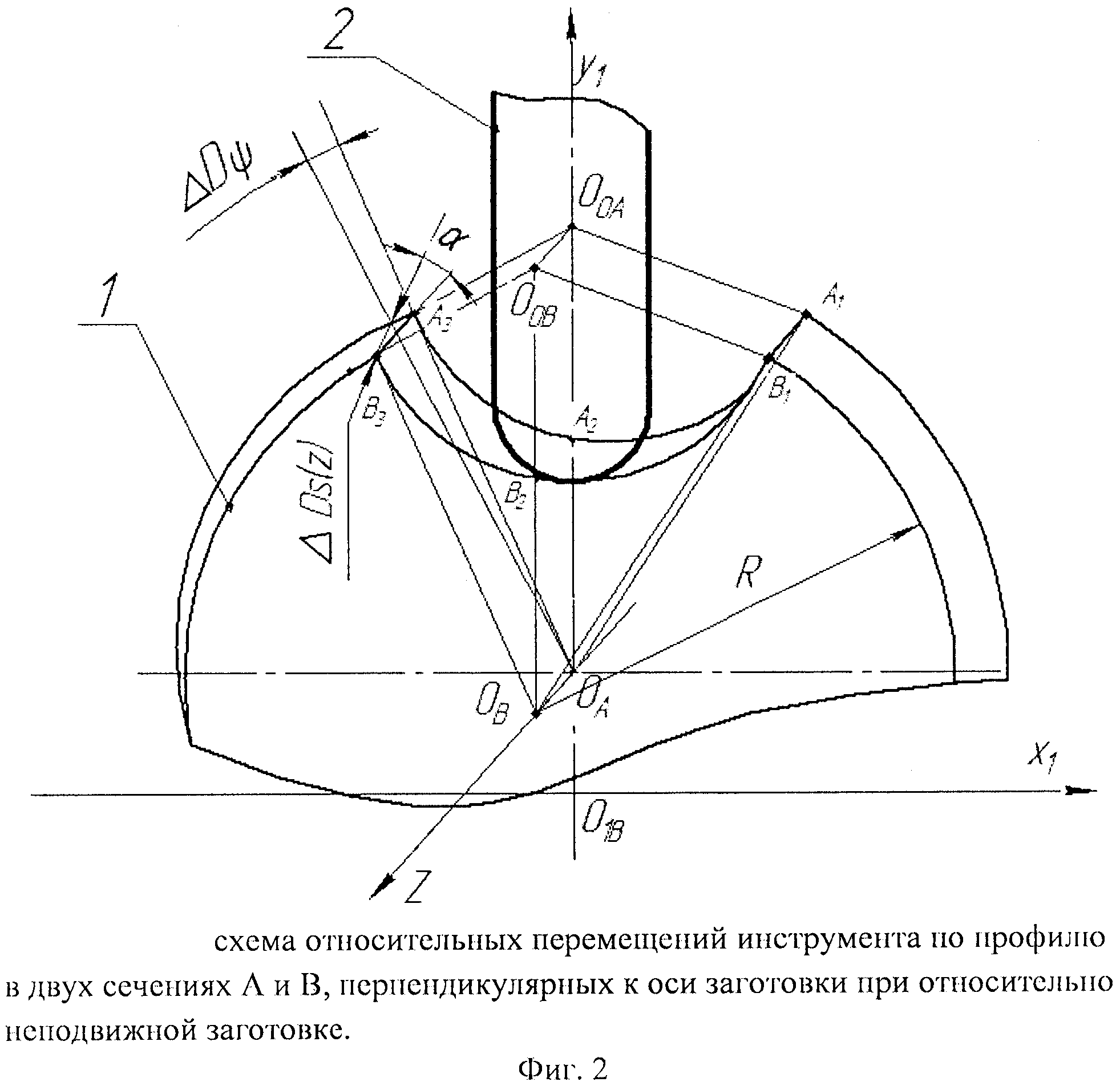
На фиг. 1 изображена схема последовательных перемещений заготовки при обработке канавки за один полный проход инструмента по профилю, на фиг. 2 - схема относительных перемещений инструмента по профилю в двух сечениях А и В, перпендикулярных к оси заготовки при относительно неподвижной заготовки.
Обработка профиля f поверхности заготовки 1 (фиг. 1) осуществляется инструментом 2 в виде тела вращения с тороидальной производящей поверхностью. Обработку производят на станке с ЧПУ фрезерном или шлифовальном, с вертикальной или горизонтальной осью вращения шпинделя и с горизонтальной осью вращения стола, с одновременным программным управлением по четырем координатам. Инструменту сообщают главное движение Dr, подводят к заготовке, используя перемещения по оси X1 и Y1, таким образом, чтобы инструмент совершил радиальное врезание до касания тороидального профиля инструмента с начальной точкой А1 профиля обработанной поверхности, т.е. в точке начала качательного движения. Затем заготовке сообщают три одновременно согласованных движения подачи таким образом, чтобы инструмент последовательно касался обрабатываемого профиля в точках А2, А3, одновременно перемещаясь в относительном движении вокруг центра O0 дугообразного профильного сечения винтовой поверхности инструмента по часовой стрелке на угол ψmax (фиг. 1), который определяют по формуле:
где r - радиус профильного сечения,
h - глубина канавки.
При этом поступательные перемещения заготовки вдоль осей, направленных перпендикулярно Ds(y1) и параллельно Ds(x1); базисной плоскости стола, согласуют с возвратно-качательным движением Dψ заготовки вокруг оси по формулам:
где Rt - радиус качательного движения, равный расстоянию от оси вращения стола с заготовкой до центра профильного сечения.
В крайней точке профиля А3 (фиг. 2) заготовку перемещают на величину построчной подачи ΔDs(z) вдоль оси заготовки и одновременно поворачивают на угол ΔDψ вокруг оси заготовки (точка В3), который согласуют с построчной подачей вдоль оси ΔDs(z) по формуле:
где α - угол подъема винтовой линии канавки,
R - радиус заготовки.
Затем вращательное движение Οψ реверсируют, одновременно продолжая согласованные движения подачи Ds(x1); Ds(y1), Dψ по профилю от точки В3 против часовой стрелки до точки B1 (фиг. 2).
Таким образом, при возвратно-качательном движении заготовки вокруг центра профильного сечения тороидальная поверхность инструмента всегда расположена нормально к профилю обрабатываемой поверхности, при этом инструмент работает то левой, то правой сторонами режущей кромки, что, в конечном счете, обеспечивает равномерную загрузку режущей кромки и минимизирует износ.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Пат. №2497636 (РФ). Способ обработки сложных криволинейных поверхностей // С.К. Амбросимов, М.А. Косенков, К.С. Амбросимов, И.И. Каптюшина. - Бюл., 10.11.2013, №31.
Способ обработки винтовых канавок дугообразного профиля, включающий сообщение взаимных трех согласованных движений вращающемуся инструменту, выполненному в виде тела вращения с тороидальной производящей поверхностью, и столу с заготовкой, причем упомянутые движения осуществляют одновременно в одной плоскости профилирования и одно из них является возвратно-качательным, а два - поступательными, отличающийся тем, что упомянутые движения осуществляют посредством стола с заготовкой, при этом возвратно-качательное движение осуществляют вокруг центра профильного сечения заготовки и реверсируют в крайних точках профиля в конце каждого прохода, причем радиус качательного движения выбирают равным расстоянию от оси вращения стола с заготовкой R до центра профильного сечения, а угол качательного движения ψопределяют по формуле: где r - радиус профильного сечения заготовки,h - глубина канавки,при этом поступательные перемещения осуществляют вдоль осей, направленных перпендикулярно Ds(y) и параллельно Ds(x) базисной плоскости стола, и согласуют с возвратно-качательным движением заготовки D вокруг ее оси в соответствии с зависимостями: А после каждого прохода заготовку перемещают вдоль оси Z на величину построчной подачи ΔDs(z), которую согласуют с построчным качательным перемещением вокруг оси заготовки ΔDв соответствии с зависимостью: ,где α - угол подъема винтовой линии канавки,R - радиус заготовки.
Магнитный разделитель
Теплоаккумулирующий отопительный прибор
Композиция для покрытия металлических изделий
Устройство для калибрования посадочных отверстий с полимерным покрытием в корпусных деталях
Способ горячей прокатки полос
Способ фрезерования плоских и контурных поверхностей
Способ обработки сложных криволинейных поверхностей
Штамп для открытой объемной штамповки поковок
Композиция для склеивания металлических изделий
Способ регулирования вторичного охлаждения на мнлз при изменении скорости вытягивания слитка
Композиция для покрытия металлических изделий
Способ управления автономным асинхронным двигателем
Способ переработки "пыли" отвального сталеплавильного шлака
Устройство для герметизации мест примыкания металл-бетон в ограждающих конструкциях защитных сооружений
Способ электроконтактной сварки металлических листов с покрытием
Магнитный разделитель

