Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ
Вид РИД
Изобретение
Изобретение относится к способам защиты от электрохимической коррозии сварной металлоконструкции при изготовлении или ремонте ее из близких по физико-химическим свойствам и толщинам заготовок, прежде всего - обшивок морских судов и металлических трубопроводов широкого назначения.
Известно, что трудоемкость сборочно-сварочных работ, выполняемых в цехах предварительной сборки обшивок судов, составляет до 65% от трудоемкости сборки и сварки корпуса. Из этого объема не менее 20% приходится на изготовление секций [1].
Известны различные способы защиты от коррозии [2, стр. 277-281]. Среди них наиболее широкое применение получили электрохимические (катодная и протекторная) способы электрохимической защиты (ЭХЗ) от коррозии в сочетании с лакокрасочными противокоррозионными покрытиями.
Наиболее близким по технической сущности к предлагаемому способу защиты является способ защиты от коррозии сварной металлоконструкции, включающий нанесение сплошного высокоэлектропроводящего слоя на поверхность деталей с обратной стороны сварного шва [3].
Способ позволяет защитить многочисленные сварные швы и околошовную зону морских объектов и техники широкого назначения от электрохимической коррозии, связанной с эффектом Зеебека (вследствие наличия термоэлектродвижущей силы между сваренными деталями в условиях хорошей электропроводности морской воды). Поскольку две детали, даже выполненные из одной и той же стали, обязательно отличаются химическими составами, а зональная температура морской воды почти всегда несколько отличается от температуры корпуса судна, то в результате сваривания этих деталей образуется термопара, многократно ускоряющая в условиях электропроводящей морской воды процесс коррозии шва и околошовной зоны. Такой же эффект наблюдается вследствие различий сваренных деталей по структуре металла, наличию остаточных деформаций и напряжений.
Скорость износа сварных швов чрезвычайно высока - достигает 1,0-3,0 мм/год [2, стр. 211], в то время как скорость коррозии наружной обшивки в подводной части корпуса судна много ниже, и не превышает 0,19 мм/год [2, табл. 13 на стр. 211].
Способ имеет следующие недостатки:
- он не борется с причинами возникновения ТЭДС, а только со следствием, то есть с самими ТЭДС. Поскольку при той же разности температур между рабочим и свободными концами термопар сварного шва заготовок и фиксированном различии их физико-химических свойств ТЭДС в зоне сварки заготовок распределяется достаточно равномерно, то наименее защищенными при использовании данного способа оказываются слои материала, наиболее удаленные от антикоррозийного покрытия. То есть те, которые непосредственно контактируют с морской водой и для защиты которых и направлен способ. При этом чем выше толщина обшивки судна, тем меньше эффект используемой защиты;
- при наличии большой дифференциации физико-химических свойств заготовок фактически создаваемые в их контактах большие ТЭДС при той же антикоррозийной защите могут приводить к недопустимо большим и быстрым разрушениям сварочных швов и околошовных зон.
Для измерения ТЭДС металлов и сплавов можно использовать известное устройство, содержащее корпус, блок с неподвижно установленными электродами, подключенными к измерительному прибору и нагревателями, и блок прижимов [4].
Устройство имеет следующие недостатки:
- не позволяет измерять ТЭДС, возникающую в контакте двух заготовок:
- не позволяет производить измерения заготовок, имеющих значительные размеры.
Наиболее близким по технической сущности к предлагаемому устройству для осуществления способа - устройству для измерения ТЭДС в контакте двух заготовок - является устройство для измерения ТЭДС металлов и сплавов, содержащее дугообразный пружинящий элемент, корпус, выполненный из изолирующего материала, два электрода пленочных термопар, образующих два горячих спая, два резисторных пленочных нагревателя с подводящими электродами [2]. Резистивные нагреватели через регуляторы подключаются к источникам электропитания. С помощью регуляторов устанавливаются требуемые значения температуре зоне горячих (рабочих) спаев термопар. Электроды термопар подключены через коммутирующие устройства к измерительному прибору. По величине ТЭДС судят о химическом составе и структуре испытуемого материала.
Устройство имеет следующие недостатки:
- не позволяет измерять ТЭДС, возникающую в контакте двух заготовок;
- может использоваться лишь для измерений ТЭДС заготовок малой толщины. При увеличении толщины заготовки ее односторонний равномерный прогрев на всю глубину становится невозможным;
- несмотря на применение перфорации дугообразного пружинящего элемента, переход от одного измерения к другому требует больших затрат времени и электроэнергии, необходимого для стабилизации температуры области нагрева рабочих спаев термопар;
- результаты измерений характеризуют лишь свойства приповерхностной области измерений, а не свойства всего объема заготовки.
Технический результат изобретения способа защиты от электрохимической коррозии сварной металлоконструкции и устройства для его осуществления обеспечивают расширение технологических возможностей защиты от электрохимической коррозии сварной металлоконструкции и повышение ее эффективности: воздействуя не только на следствие неправильного взаиморасположения заготовок в полотнищах, секциях корпусов судов, проявляющегося в значительных ТЭДС в контактах таких заготовок, но и на их причину возникновения в полотнищах, секциях корпусов судов так, чтобы в среднем по всему множеству контактов заготовок минимизировались значения ТЭДС, а также не допускались отдельные нежелательные выбросы значений ТЭДС по всем контактам, этот результат достигается за счет измерения ТЭДС во всех возможных сочетаниях заготовок в полотнищах, секциях корпусов судов при изготовлении или ремонте, расположении заготовок в полотнищах или секциях так, чтобы минимизировались значения ТЭДС в контактах заготовок в среднем по их множеству, и отдельные значения ТЭДС не превышали предельно допустимых значений, применение устройства для реализации способа - устройства для измерения ТЭДС в контакте двух заготовок обеспечивает расширение технологических возможностей измерения: простоту и надежность измерения ТЭДС в контакте двух заготовок практически любой толщины при малой длительности операции измерения и затратах электроэнергии.
Сущность изобретения заключается в том, что в способе защиты от электрохимической коррозии сварной металлоконструкции и устройстве для его осуществления, включающем зачистку поверхности деталей, нанесение противокоррозионного покрытия в виде сплошного электропроводящего слоя из высокоэлектропроводного материала шириной Нпкп=В+2Lзтв+δ, где В - ширина сварного шва, Lзтв - ширина околошовной зоны с одной стороны сварного шва, δ - толщина детали сварной металлоконструкции, в направлении вдоль оси симметрии сварного шва на поверхность деталей с обратной стороны сварного шва, дополнительно при изготовлении или ремонте сварной металлоконструкции из близких по физико-химическим свойствам и толщинам заготовок, перед разметкой заготовки располагают в непосредственной близости друг от друга, с помощью устройства для измерения термоэлектродвижущих сил в контакте двух заготовок последовательно измеряют максимальные значения термоэлектродвижущих сил, создаваемых в термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок, при этом в ходе каждого акта измерений температуру обоих рабочих спаев термопары, образованной в контакте двух заготовок, уравнивают за счет предварительных настроек используемых для нагрева заготовок клещей для двухсторонней точечной контактной сварки, известными регулярными или случайными процедурами находят наилучшее распределение заготовок в сварной металлоконструкции так, чтобы, во-первых, в среднем по всем фактически образованным контактам листов в металлоконструкции минимизировались максимальные по модулю значения создаваемых термоэлектродвижущих сил, во-вторых, не превышались предельно допустимые по модулю значения термоэлектродвижущих сил в размере 5-8 мВ (где нижний предел используют при повышенных сроках эксплуатации судна, верхний - для рядовых условий) в фактическом контакте хотя бы одной пары заготовок, причем если условия не выполняются, то заготовки с недопустимо большими термоэлектродвижущими силами в контакте со всеми другими заготовками заменяются на новые и замеряются максимальные термоэлектродвижущие силы заменяющих заготовок со всеми другими заготовками, процесс повторяется вплоть до удовлетворения всех отобранных заготовок обоим условиям, после чего выполняют оставшиеся заготовительные, сборочно-сварочные и антикоррозийные операции, согласно другому варианту способа определяют максимальные термоэлектродвижущие силы термопар в контакте одной случайно выбранной заготовки со всеми другими заготовками, отбирают заготовку, имеющую с первой максимальное по модулю значение максимальной термоэлектродвижущей силы, с отобранной заготовкой проводят новый цикл измерений - со всеми заготовками, кроме уже задействованной при предыдущем цикле измерений, и строят ряд максимальных термоэлектродвижущих сил, после чего значение максимальной по модулю термоэлектродвижущей силы в контакте двух любых заготовок находят приближенным способом по построенному ряду - как разность термоэлектродвижущей силы в контакте одной заготовки с отобранной заготовкой и другой заготовки с отобранной, причем в устройстве для осуществления способа, предназначенном для измерения термоэлектродвижущих сил в контакте двух заготовок, содержащем корпус, выполненный из изолирующего материала, два блока с электродами и нагревателями, измерительный прибор, два электрода термопар, образующих цепь измерения термоэлектродвижущих сил исследуемого материала, дополнительно часть каждой заготовки одновременно является электродом общей для обеих заготовок термопары, каждый такой электрод термопары содержит самостоятельный рабочий конец, непосредственно не объединенный в рабочем спае с другим электродом термопары, и один свободный конец, каждый блок с электродами и нагревателями представляет собой клещи для двухсторонней точечной контактной сварки, предназначенные для зажатия заготовки высокоэлектропроводными электродами клещей, пропускания между ними тока и нагрева, таким образом, одного из рабочих концов термопары в комплекте с блоком управления и источником питания переменного тока, устройство дополнительно содержит гибкую перемычку из термостойкого и высокоэлектропроводного материала в изоляционной оболочке между двумя рабочими концами образованной термопары, подсоединенную к нижним электродам обоих клещей, причем цепь измерения термоэлектродвижущих сил исследуемого материала состоит из двух заготовок (выполненных из двух различных материалов), двух крокодилов (зажимов), зацепляемых на свободные концы электродов термопары (один «крокодил» на одной, другой крокодил - на другой заготовке) на фиксированном расстоянии от электродов клещей (длины электрода термопары) и подсоединенных через выключатель с помощью коммутационных проводов к размещенному в корпусе измерительному прибору.
В отличие от способа-прототипа, где защита от коррозии обеспечивается нанесением на обратную сторону сварного шва слоя высокоэлектропроводного материала, в предложенном способе дополнительно снижаются до допустимого значения сами ТЭДС, возникающие в контактах заготовок, а значит, и устраняются сами причины развития коррозии.
Основу для реализации предложенного способа составляет предложенное устройство, предназначенное для измерения ТЭДС в контакте двух заготовок. Основная идея устройства состоит в том, что рабочий спай практически любой термопары можно разделить на два связанных между собой соединительной высокоэлектропроводной перемычкой рабочих спая. При этом важно: при каких температурах находятся оба рабочих спая. Наличие соединительной перемычки и ее температура, как показали наши многочисленные опыты, на ТЭДС термопары практически не сказывается. Так, например, перемычка может находится при 20°С, а один или оба рабочих спая при 1000°С. Тогда результаты измерения ТЭДС термопары с одним общим рабочим концом и двумя соединенными перемычкой рабочими концами совпадут. Выявленное нами свойство термопар было заложено в конструкцию устройства для измерения ТЭДС в контакте двух заготовок.
Один электрод термопары в устройстве расположен на одной заготовке, а другой - на второй заготовке. Каждый электрод термопары имеет рабочий и свободный концы. Каждый рабочий конец электродов термопары нагревается своим нагревателем. Оба нагревателя идентичны. При одинаковой толщине и материале заготовок их настройки совпадают. При разной толщине заготовок настройки выбирают, например, по методике [6, стр. 30-31]. При правильной настройке температуры обоих рабочих концов термопары совпадают. Перемычка имеет длину, достаточную для осуществления связи рабочих концов термопары на расположенных в непосредственной близости измеряемых заготовках. Температура перемычки соответствует температуре окружающей среды.
Второй конструктивной особенностью устройства является то, что используемая для измерения ТЭДС термопара является дифференциальной: значения ТЭДС зависят от разности физико-химических свойств заготовок. Это позволило измерять максимальное значение ТЭДС, возникающей в контакте этих двух заготовок. При непосредственном же контакте материалов заготовок в самом сварном шве корпуса судна будет происходить некоторое снижение ТЭДС за счет внутренних шунтирующих потерь через сварной шов до напряжения термопары.
Поскольку подавляющее большинство физико-химических свойств заготовок будет совпадать, то абсолютное значение физико-химических показателей заготовок на результат измерения влияния не оказывает. В ТЭДС проявятся только отличия, несовпадения этих свойств, приводящие к появлению эффекта Зеебека.
Способ защиты от электрохимической коррозии сварной металлоконструкции и устройство для его осуществления предназначены для использования, прежде всего, при изготовлении или ремонте сварной металлоконструкции из близких по физико-химическим свойствам и толщинам заготовок, поскольку при изготовлении или ремонте сварной металлоконструкции требуется расположить заготовки так, чтобы минимизировать ТЭДС в контактах этих заготовок. Для реализации способа предварительно необходимо произвести необходимые измерения значений ТЭДС во всех возможных сочетаниях заготовок с помощью предлагаемого устройства для реализации способа.
Применение способа к заготовкам из близких по физико-химическим свойствам и толщинам заготовок означает, что при изготовлении или ремонте сварной металлоконструкции используются заготовки из одинаковых марок стали или сплава, перед измерениями заготовки подвергались одним и тем же химическим и механическим обработкам, выдерживали одни и те же сроки и условия хранения. Различие толщин заготовок не превышало 50%.
Эти условия обеспечили простоту и высокую точность настроек нагревателей - клещей для односторонней точечной контактной сварки. Такие настройки обеспечивают одинаковый нагрев обоих рабочих спаев термопары. При близости физико-химических свойств и толщин заготовок отличия настроек оказываются пренебрежительно малыми. Это дает возможность использовать при измерениях одинаковые настройки для обеих клещей. В то же время, при необходимости способ и устройство для его реализации можно использовать и для различных физико-химических свойств и толщин заготовок. Однако при этом требуется более сложная настройка режимов нагрева, которая в условиях разных по свойствам и размерам заготовок обеспечит равенство температур рабочих спаев термопары [6, стр. 30-32].
Расположение заготовок перед разметкой в непосредственной близости друг от друга позволило лучше согласовывать действия специалистов, производящих измерения: одного, фиксирующего клещи на одной заготовке, второго - других клещей на следующей заготовке.
Уравнивание нагрева заготовок за счет предварительных настроек клещей для двухсторонней точечной контактной сварки в ходе каждого акта измерений позволило сравнять температуру обоих рабочих спаев термопары, образованной в контакте двух заготовок. Это необходимо для условного совмещения рабочих спаев термопары без искажений результатов измерений.
Нахождение известными регулярными или случайными процедурами наилучшего распределения заготовок в сварной металлоконструкции так, чтобы, во-первых, в среднем по всем фактически образованным контактам листов в металлоконструкции минимизировались максимальные по модулю значения создаваемых ТЭДС, во-вторых, не превышались предельно допустимые значения ТЭДС в размере 5-8 мВ (где нижний предел используют при повышенных сроках эксплуатации судна, верхний - для рядовых условий) в фактическом контакте хотя бы одной пары заготовок обеспечило снижение ТЭДС в контактах всех заготовок в полотнище или секции корпуса судна до значений, ограничивающих вместе с нанесением шунтирующей защиты скорость электрохимической коррозии до допустимых уровней, соизмеримых со скоростью коррозии наружной обшивки в подводной части корпуса судна.
Требование в среднем по всем фактически образованным контактам листов в металлоконструкции минимизировать максимальные по модулю значения создаваемых ТЭДС обеспечило оптимальную расстановку заготовок в полотнище или секции корпуса судна. Поскольку каждая листовая заготовка прямоугольной формы соединяется в полотнище с четырьмя другими заготовками, то она должна минимизировать ТЭДС со всеми этими заготовками. И так по всем заготовкам в полотнище.
Требование не превышать предельно допустимых значений ТЭДС в фактическом контакте хотя бы одной пары заготовок гарантировало от недопустимого превышения ТЭДС в любой паре контактов заготовок.
Признак замены заготовок с недопустимо большими ТЭДС в контакте со всеми другими заготовками на новые в случае, если указанные выше условия не выполняются, обеспечил возможность их выполнения.
Признак последующего измерения максимальных ТЭДС заменяющих заготовок со всеми другими заготовками позволил пополнить недостающие сведения о ТЭДС в контактах новых заготовок со всеми остальными заготовками.
Повторение процесса поиска наилучшей расстановки вплоть до удовлетворения всех отобранных заготовок обоим условиям обеспечил выполнение задачи минимизации ТЭДС во всех контактах заготовок полотнища или секции корпуса судна.
Признак последующего выполнения оставшихся заготовительных, сборочно-сварочных и антикоррозийных операций формализовал порядок выполнения этапа минимизации ТЭДС контактов заготовок и его связь с другими этапами технологического процесса изготовления и (или) ремонта обшивок судов.
Признак в устройстве для осуществления способа, предназначенном для измерения ТЭДС в контакте двух заготовок, «часть каждой заготовки одновременно является электродом общей для обеих заготовок термопары» позволил включить части обеих измеряемых заготовок в одну дифференциальную термопару, позволяющую измерить ТЭДС в контакте этих заготовок.
Признак «каждый такой электрод термопары содержит самостоятельный рабочий конец, непосредственно не объединенный в рабочем спае с другим электродом термопары, и один свободный конец» позволил далее отразить наличие у созданной таким образом термопары необычной конструкции, содержащей не только два свободных, но и два рабочих конца непосредственно не объединенных в единое целое - рабочий спай.
Признак «каждый блок с электродами и нагревателями представляет собой клещи для двухсторонней точечной контактной сварки, предназначенные для зажатия заготовки высокоэлектропроводными электродами клещей, пропускания между ними тока и нагрева, таким образом, одного из рабочих концов термопары в комплекте с блоком управления и источником питания переменного тока» позволил конкретизировать конструкцию и принцип действия каждого из двух блока с электродами и нагревателями. В качестве его использовано типовое известное устройство - клещи для односторонней точечной контактной сварки. Особенность его использования в связи с другими признаками устройства для измерения ТЭДС в контакте двух заготовок состоит, во-первых, в назначении. Клещи применены не по прямому назначению - для сварки двух и более заготовок внахлест, а для раздельного нагрева каждой заготовки до рабочей температуры в ограниченном локальном объеме - точке.
Во-вторых, именно малый объем нагреваемого металла (в локальном объеме, условно именуемом точкой) позволил сделать ее рабочей точкой термопары.
В-третьих, присущая точечной контактной сварке локализация процесса нагрева вблизи электродов клещей в изобретении использована не только по прямому назначению (для экономии электроэнергии, снижения длительности нагрева, а значит, и снижения длительности всего процесса), но и для понижения области термического влияния, приводящего к изменению структуры металла и провоцированию возникновения дополнительных ТЭДС.
Указание в признаке на комплектацию клещей с блоком управления и источником питания переменного тока позволил конкретизировать конструкцию клещей. Наличие блока управления позволило с высокой точностью задавать и реализовывать параметры нагрева заготовки. Это, прежде всего, обеспечивает совпадение температур рабочих точек термопары. Наличие источника переменного тока обеспечивает работоспособность клещей для реализации функций нагрева заготовки.
Дополнительное введение в состав устройства гибкой перемычки позволило объединить рабочие спаи обеих заготовок, что позволило создать термопару, и обеспечить, таким образом, достижение технического результата изобретения.
Выполнение гибкой перемычки из термостойкого и высокоэлектропроводного материала позволило, во-первых, подсоединить перемычку в непосредственной близости от электродов клещей, нагреваемых при выполнении нагрева. Во-вторых, снизить до минимума влияние соединения рабочих концов термопары на результаты измерения.
Помещение гибкой перемычки в изоляционную оболочку обеспечило, во-первых, возможность свободного, не ограниченного расположения перемычки в пространстве между обоими клещами, без опасения возможного перемыкания каких-либо электрических цепей. Во-вторых, гарантировало безопасность персонала от поражения электрическим током при замыкании обмоток трансформатора одного из клещей.
Соединение гибкой перемычкой двух рабочих концов образованной термопары, подсоединенной к нижним электродам обоих клещей, обеспечило образование термопары. Подсоединение перемычки только к нижним электродам диктуется особенностью конструкции самих клещей: их нижние электроды заземляются в целях техники безопасности и охраны труда. Подсоединение перемычки к верхним электродам клещей будет приводить к появлению очень больших (в тысячи Ампер) уравновешивающих токов. Поскольку нижние электроды клещей априори соединяются друг с другом уже через заземление, то уравновешивающие токи пойдут и по заземлению. Большие уравновешивающие токи по заземлению приведут к незапланированному большому выделению тепла в цепях заземления и их перегоранию. Кроме того, согласно действующим правилам устройства электроустановок использование заземления электроустановок не по прямому назначению категорически запрещено. Учитывая очень малое сопротивление самих электродов термопары, соединение электродов клещей должно обладать очень высокой электропроводностью. Наличие стандартного 4-Омного сопротивления заземления для целей создания термопары и последующего измерения не пригодно. Поэтому делается непосредственное замыкание нижних электродов через дополнительную высоко электропроводную перемычку.
Описание цепи измерения ТЭДС исследуемого материала позволило уточнить отличительный признак: сам исследуемый материал находится в двух заготовках (выполненных из двух различных материалов). Во-вторых, описание цепи измерения позволило задать длину электрода термопары, базы измерения - расстояния от электродов клещей до зацепленного (то есть, установленного) крокодила. Кроме того, указано, что измерительный прибор помещен в корпусе устройства.
Дополнительное введение в измерительную цепь выключателя позволило предотвратить протекание по регистратору повышенных токов в период нагрева заготовок сварочными клещами.
Таким образом, сравнение заявленного решения с другими техническими решениями показывает, что вновь введенные операции и элементы известны. Однако их введение в указанной связи с другими операциями и элементами способа и устройства, а также их взаимное соответствие и расположение приводит к появлению новых вышеуказанных свойств, позволяющих расширить технологические возможности защиты от электрохимической коррозии сварной металлоконструкции и повысить ее эффективность.
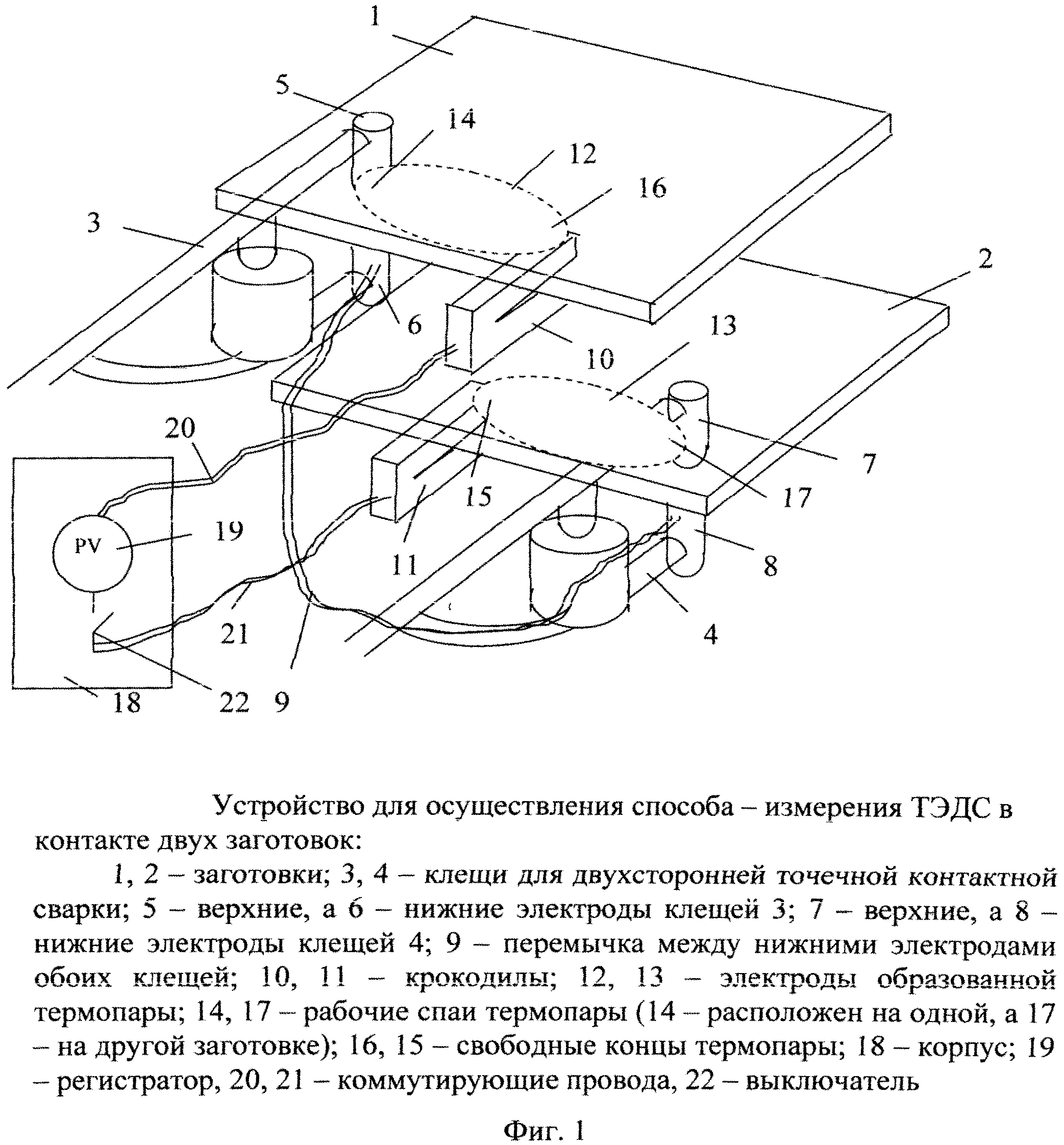
На чертеже (фиг. 1) представлен общий вид устройства для осуществления способа - измерения ТЭДС в контакте двух заготовок.
Устройство содержит клещи для двухсторонней точечной контактной сварки 3 и 4. Клещи 3 своим верхним 5 и нижним 6 электродами охватывают с двух сторон листовую заготовку 1. Клещи 4 своим верхним 7 и нижним 8 электродами охватывают с двух сторон листовую заготовку 2. Нижний электрод 6 клещей 3 и нижний электрод 8 клещей 4 связаны между собой гибкой перемычкой 9. Термопара образована электродами термопары 12 и 13. Электрод 12 - это часть заготовки 1, расположенной между ее рабочим спаем 14, находящимся в заготовке 1 между электродами 5 и 6 клещей 3 и свободным концом 16, расположенным в заготовке 1 между челюстями крокодила 10, которые с двух сторон охватывают (зажимают) листовую заготовку 1. Электрод 13 - это часть заготовки 2, расположенной между ее рабочим спаем 17, находящимся в заготовке 2 между электродами 7 и 8 клещей 4 и свободным концом 15, расположенным в заготовке 2 между челюстями крокодила 11, которые с двух сторон охватывают (зажимают) листовую заготовку 2. Каждый из электродов 12 и 13 термопары представляют собой область свободного растекания электрического тока в промежутке между рабочим и свободным концами электрода термопары. Геометрически эта область имеет высоту, равную высоте заготовки, а в ширину представляет собой овал. Рабочий спай термопары разделен на два: 14, расположенный на одной заготовке 1, и 17, расположенный на другой заготовке 2. Свободные же концы 16 и 15 термопары с помощью коммутирующих проводов 20 и 21 через выключатель 22 соединены с регистратором 19, находящимся в корпусе 18, выполненном из изолирующего материала.
В качестве нагревателя могут использоваться, например, широко распространенные клещи сварочные подвесные марки TECNA7913. Привод клещей - пневматический. Тип охлаждения - водяное.
Подвесная часть включает блок электродов, состоящий из водоохлаждаемых электродов, выполненных из бронзы, электрододержателей и консолей, пневмопривод электродов с системой механической передачи усилия от исполнительного цилиндра (пневмоцилиндра) и электропневмоклапаном для управления подачей сжатого воздуха в исполнительный цилиндр. Там же находится кнопка управления.
Стационарная часть клещей состоит из источника питания - сварочного трансформатора и блока управления клещами с комплексом контрольно-измерительных приборов. Подвесная и стационарная части клещей связаны между собой кабельно-шланговой связью. Она состоит из гибких силовых кабелей, шланга для подачи сжатого воздуха, шлангов подачи и слива охлаждающей воды и проводов управления.
Вылет плеч подвесной части - 125-500 мм. Максимальный раствор электродов - 40 мм. Максимальное усилие на электродах - 120 ДаН. Масса - 20 кг.
Максимальная мощность клещей при сварке - 16 кВА. Ток - переменный частотой 50 Гц. Напряжение питания - 380 В. Максимальный ток короткого замыкания - 20,5 кА.
Клещи снабжены встроенным электронным таймером, управляющим циклом точечной контактной сварки (2-65 циклов), и полупроводниковым контактором для включения, выключения и регулирования сварочного тока. Отключение таймера компенсационной цепью происходит только при достижении необходимой величины проходящего тока. Регулировка тока позволяет выполнять сложные сварочные работы, в том числе на листах малой толщины, нержавеющей стали и т.п. Имеется встроенное реле давления, включающее таймер только при достижении необходимого усилия на электродах.
Электроды используемых клещей в устройстве для реализации способа имеют двойное назначение:
1) используются для нагревания заготовки. Для этого они, во-первых, передают усилие на заготовку, надежно сжимая ее и обеспечивая надежный контакт электродов с заготовкой. Во-вторых, они проводят электрический ток через обжатую заготовку, нагревая ее в области, расположенную между электродами и вокруг нее;
2) после окончания операции нагрева и прекращения подачи тока, но в условиях сохраняющегося давления электродов на заготовку, нижние электроды используются в качестве контактного устройства, обеспечивающего соединение двух рабочих спаев термопары.
Для выполнения второй функции важно, что электроды клещей изготавливают из бронзы, то есть обладают высокой электропроводностью. Это требуется для снижения погрешности измерения в условиях очень небольшого собственного сопротивления самих электродов термопары.
В качестве крокодилов используются, например мощные стальные крокодилы в резиновой изоляции фирмы REXANT марки U 2303-1 на ток до 20 А.
В качестве регистратора устройства может использоваться, например милливольтметр марки Ш-4541. Метрологические характеристики милливольтметра обеспечивают возможность проведения поверки и градуировки образцовых термоэлектрических преобразователей 2-го и 3-го разрядов. Прецизионный милливольтметр предназначен для измерения постоянного напряжения в диапазоне от - 300 мВ до 300 мВ и статистической обработки результатов измерений. Милливольтметр используют в лабораториях государственных метрологических служб и метрологических служб юридических лиц для проведения точных измерений напряжения.
Для крепления гибкой перемычки к нижним электродам обоих клещей используются медные хомуты, укрепляемые либо непосредственно на электроды, либо на электрододержатели клещей. Например, используются медные двухходовые хомуты со сплошной присоединительной резьбой крепежной системы Walraven на диаметр электрода или электрододержателя. Например, на диаметр 12 мм - арт.082012.
Гибкая перемычка изготавливается из изолированного одножильного гибкого медного провода повышенной термостойкости и прочности. Это связано с условиями работы перемычки, сопряженной с непосредственным контактом ее с необработанными краями заготовок, возможностью ударов по ней, термических воздействий и т.п. Одновременно в целях обеспечения высокой точности измерений (учитывая небольшую величину измеряемых напряжений), она должна иметь высокую электропроводность. Например, перемычка изготавливается из гибкого силового монтажного медного одножильного провода повышенной термостойкости марки РКГМ. В нем жила медная, многопроволочная, сечение - 4-6 мм2. Изоляция из кремнийорганической резины, оболочка стекловолоконная, пропитанная термостойкой эмалью или лаком. Данный провод устойчив к вибрации, повышенной влажности (до 100% при температуре +35°С), термостоек (диапазон эксплуатационных температур - от -60 до +180°С). Кроме того, провод защищен от вредного воздействия лаков, растворителей и грибковой плесени.
Провода, идущие от крокодилов к регистратору, можно выполнять из того же материала, что и гибкая перемычка.
В качестве выключателя, например, используется тумблер ASW-07D с подсветкой.
Способ реализуется, и устройство работает следующим образом.
Отбирают заготовки для изготовления или ремонта обшивки судна, имеющие близкие физико-химические свойства и толщины. Зачищают поверхности отобранных заготовок и перед разметкой заготовки располагают в непосредственной близости друг от друга. Например, укладывают заготовки в стопки с последовательным поворотом очередной заготовки на угол 30°. Такое расположение заготовок дает доступ сварочным клещам к обеим сторонам каждой заготовки.
С помощью устройства для измерения ТЭДС в контакте двух заготовок последовательно измеряют максимальные значения ТЭДС, создаваемых в термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок. Причем в ходе каждого акта измерений температуру обоих рабочих спаев термопары, образованной в контакте двух заготовок, уравнивают за счет предварительных настроек используемых для нагрева заготовок клещей для двухсторонней точечной контактной сварки. Измерение и уравнивание температур обоих рабочих спаев термопары выполняется следующим образом.
Операция предварительного сжатия клещей состоит в сжатии электродов клещей без подачи сварочного тока (тока нагрева). Задают τсж - длительность предварительного сжатия. Она должна находится в пределах 2-3 с. Снижение длительности предварительного сжатия ниже 2 с повышает риск начального выплеска из-за задержки с образованием надежного контакта электродов клещей с заготовкой. Превышение длительности измерения 3 с приводит к нерациональным потерям времени.
Устанавливают значения τсж на пультах управления обоих клещей.
Задают температуру нагрева Tн рабочих точек термопары, например 1000°С. Для этого рассчитывают или выбирают по технологическим таблицам режим нагрева заготовок в рабочих точках: Tсв - сила сварочного тока (в нашем случае - ток нагрева) и τс - время сварки (в нашем случае - длительность нагрева) [6, стр. 30-32]. При одинаковой толщине заготовок на блоках управления обоими клещами выставляют одинаковые найденные значения Iсв и τс.
Определяют длительность проковки τn - длительность нахождения электродов клещей в сжатом состоянии, под давлением после отключения тока нагрева вплоть до окончания цикла работы клещей. В нашем случае - это длительность непосредственного измерения ТЭДС. Она складывается из τo - длительности ожидания (от момента окончания нагрева - отключения тока до момента включения измерительной цепи), τвкл - длительности включения измерительной цепи, τи - длительности измерения, τвыкл - длительности выключения измерительной цепи и τз - длительности запаса:

Как показывает практика, длительность ожидания τо должна быть оговорена заранее и однозначно выбрана из диапазона 1-2 секунд. Снижение длительности ожидания ниже 1 с повышает риск внесения больших ошибок в результаты измерения ТЭДС термопары из-за нескоординированности действий специалистов, осуществляющих нагрев заготовок обоими клещами. В частности, из-за неодновременности подачи специалистами команд на начало нагрева (нажатия кнопок «Запуск» на рукоятках клещей), а значит и завершения нагрева и протекания тока нагрева по заготовкам и электродам клещей, входящих в цепь измерения. Превышение длительности ожидания 2 с приводит к заметному снижению температуры нагрева рабочих точек термопары и дополнительному понижению ТЭДС, что также снижает точность измерения.
Длительность измерения τи рекомендуется в пределах 2-3 секунд. Снижение длительности измерения ниже 2 с повышает риск неточного съема информации с регистратора, в том числе из-за потерь времени на успокоение стрелки прибора. Превышение длительности измерения 3 с приводит к нерациональным потерям времени и к росту ошибок измерения из-за существенного снижения температуры рабочей точки термопары.
Длительность включения τвкл и длительность выключения τвыкл измерительной цепи составляет 0,5-1 с.
Длительность запаса τз определяется 1-2 с. Запас предназначен для гарантированного завершения операции измерения ТЭДС с данной парой заготовок.
На блоках управления обоими клещами выставляют одинаковые значения τn.
До специалистов - участников измерений - доводят методику измерения с указанием всех составляющих τn.
На двух заготовках намечают (например, чертилкой) места контакта электродов клещей и места установки (зацепления) крокодилов. Они задаются на расстоянии 20-50 мм от кромки листа заготовки. Нижние значения соответствуют малым толщинам заготовок (ниже 5-6 мм), а верхние - большим (до 30 мм). Расстояние от места установки электрода клещей до места установки крокодила на каждой заготовке соответствует длине электрода термопары. Ее выбирают в пределах от 150 до 200 мм. Меньшее значение соответствует меньшей толщине заготовки. На обеих заготовках устанавливают крокодилы. Клещи устанавливают на место контакта электродов клещей. Выключатель электрической цепи выключен.
По команде одновременно включают кнопки «Запуск» обоих клещей. Отсчитывается τсж, после чего следует операция сварка (нагрев). Протекание тока нагрева сопровождается характерным, легко различимым гудением места нагрева заготовки под действием переменного тока большой силы. Длительность операции сварки (нагрева) сварочными клещами мала и лежит в пределах 0,1-0,5 с. Наступает операция проковки длительностью τn.
После завершения ожидания τo выключателем включают измерительную цепь. Фиксируют величину напряжения на регистраторе, приближающегося к максимальному значению ТЭДС термопары, образованной контактом выбранных двух заготовок.
Для снижения систематической ошибки измерения описанный опыт по измерению максимальных ТЭДС термопары в контакте данных заготовок повторяется не менее трех раз и результаты опытов усредняются.
Затем опыты повторяются во всех термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок. То есть опыты проводятся во всех оставшихся сочетаниях заготовок.
Общее число сочетаний из m заготовок по 2
где m - общее число анализируемых заготовок.
Например, при m=100  . Это количество опытов бригада из трех человек выполняет примерно в течение месяца.
. Это количество опытов бригада из трех человек выполняет примерно в течение месяца.
Далее известными регулярными или случайными процедурами находят наилучшее распределение заготовок в сварной металлоконструкции так, чтобы, во-первых, в среднем по всем фактически образованным контактам листов в металлоконструкции минимизировались максимальные по модулю значения создаваемых ТЭДС, во-вторых, не превышались предельно допустимые значения ТЭДС в размере 5-8 мВ (где нижний предел используют при повышенных сроках эксплуатации судна, верхний - для рядовых условий) в фактическом контакте хотя бы одной пары заготовок. В качестве процедур определения наилучшего распределения заготовок применяют известные методы упорядочения: линейного и динамического программирования, доминирования, ветвей и границ и др.
Если условия не выполняются, то есть в процессе поиска решения второе условие по всем парам заготовок выполнить не удается, то заготовки с недопустимо большими ТЭДС в контакте со всеми другими заготовками заменяются на новые и замеряются максимальные ТЭДС заменяющих заготовок со всеми другими заготовками, процесс повторяется вплоть до удовлетворения всех отобранных заготовок обоим условиям. После чего выполняют оставшиеся заготовительные, сборочно-сварочные и антикоррозийные операции.
Поскольку при длительной эксплуатации сварочных клещей их бронзовые электроды за счет явлений адгезии и диффузии покрываются материалом заготовок, то периодически электроды зачищают напильником, надфилем и пр. инструментом.
Недостатком данного способа является достаточно большой объем подготовительных операций по замеру максимальных ТЭДС во всех термопарах, образованных в контактах всех допустимых в сварной металлоконструкции сочетаний заготовок. Как указано выше, при 100 заготовках производится 4950 опытов. Для получения статистической надежности и снижения случайной ошибки измерений опыты рекомендуется проводить хотя бы 3 раза в случайной последовательности. Таким образом, число опытов возрастает до 14850.
Согласно второму варианту способа число необходимых опытов сокращается в несколько раз. Для этого после определяется максимальных ТЭДС термопар в контакте одной случайно выбранной заготовки со всеми другими заготовками отбирается вторая заготовка, имеющая с первой максимальное абсолютное (по модулю) значение максимальной ТЭДС. С этой заготовкой проводится новый цикл измерений - со всеми заготовками, кроме уже задействованной при предыдущем цикле измерений. И значение максимальной ТЭДС в контакте любых двух заготовок находится приближенным способом - как разность термоэлектродвижущих сил в контакте одной заготовки с отобранной заготовкой и другой заготовки с отобранной. В остальном второй способ реализуется так же, как и первый.
Основанием для такого способа измерения максимальных ТЭДС в попарных контактах всех заготовок является близость физико-химических свойств заготовок. ТЭДС образованной термопары зависит от целого ряда факторов: разности содержания кремния, марганца, углерода, хрома, никеля и др. элементов в обеих заготовках, от разности в них химических соединений, образуемых с участием перечисленных элементов, разности структур материалов, напряженных состояний, состояний поверхностей и пр. Для каждой пары заготовок эти разности свои. Они порождают нестатистическую идентичность причин возникновения ТЭДС. Строго говоря, нельзя статистически прогнозировать поведение заготовок в контакте по указанному одному ряду ТЭДС. Однако с учетом близости химических составов и физических свойств заготовок (указываемых в качестве предпосылок способа), такой подход оказывается уместным.
Пример.
Определим для примера параметры режима нагрева заготовки толщиной δ=10 мм=10·10-3 м из стали 09Г2 при длительности нагрева (времени сварки) τс=0,3 с, что соответствует мягкому режиму сварки.
Общее количество тепла, затрачиваемое на нагрев заготовки и самих электродов клещей [6, стр. 30-31]:

где Q1 - энергия, затрачиваемая на нагрев до температуры Тн=1000°С центрального столбика металла, расположенного между электродами клещей. Его высота равна толщине листа заготовки δ, а диаметр соответствует диаметру рабочей поверхности электродов клещей dЭ:

где с и ρ - теплоемкость и плотность стали заготовки. Диаметр электродов клещей определяем из соотношения [7, стр. 34]:
dЭ=δ+2=(10+2)·10-3=12·10-3 м.
Q1=(3,14·122·10-6/4)·10·10-3·0,67·7800·500=5,906 кДж.
Q2 - энергия, затрачиваемая на нагрев металла в виде кольца шириной х2, окружающего центральный столбик. Среднюю температуру кольца принимают равной 0,25·Тн=0,25·1000=250°С.

где k1 - поправочный коэффициент, k1≈0,8;
х2 - ширина кольца:

где а - температуропроводность стали заготовки;
τс=0, 3 с - длительность нагрева (время сварки).
Для низколегированных сталей:

Q2=0,8·3,14·6,6·10-3·(12·10-3+6,6·103)·10·10-3·0,67·7800·250=4,028 кДж.
Q2 - потери энергии, затрачиваемые на нагрев электродов клещей:

где k2 - коэффициент, учитывающий форму электрода. Для электродов цилиндрической формы k2=1;
dЭ - диаметр электродов клещей;
сЭ и ρЭ - теплоемкость и плотность металла электродов;
х3 - высота нагрева электрода:

где аЭ - температуропроводность металла электродов;
τс=0,3 с - длительность нагрева (время сварки).
Для бронзовых электродов клещей:

Q3=2·1·(3,14·10-4/4)·18,1·10-3·0,38·8900·1000/8=1,204 кДж.
Общее количество тепла, затрачиваемое на нагрев заготовки и электродов клещей:

Сварочный ток (ток нагрева):

где для сталей коэффициент m1≈1;
где - сопротивление заготовки в переходе от одного электрода к другому в конце нагрева;
m1 - коэффициент, учитывающий изменение сопротивления во время сварки. Для низкоуглеродистых сталей k3=1,0-1,1,

где Ад≈0,87 - коэффициент электросопротивления заготовки в конце процесса нагрева;
kр - коэффициент, учитывающий неравномерность нагрева заготовки, для сталей kр=0,85;
ρ1, ρ2 - удельное электросопротивление материала деталей при температурах 0,8·Тн и Тн, т.е. при 0,8·1000=800°С и 1000°С соответственно.
Для этих температур ρ1=4 мкОм·см, ρ1=6 мкОм·см [6, стр. 17, рис. 1.8].

Тогда 
При разной толщине заготовок настройки выбирают, например, по методике [6, стр. 30-31]. При правильной настройке температуры обоих рабочих концов термопары совпадают.
Сварочное усилие можно найти по выражениям [7, стр. 115, таблица]:
Fсв=10 ДаН/мм2·πdэ 2/4 (ДаН) - для мягких режимов сварки.
Fcв=10·3,14·102/4=785 ДаН.
Поскольку рабочий спай термопары после отключения тока нагрева начинает быстро охлаждаться, то фактическая температура рабочего спая в момент измерения Тнф<Тн. В течение операции измерения эта температура так же не остается постоянной. Как показали наши исследования, к концу процесса измерения, Тнф≈(0,1-0,2)Тн. Однако этого вполне достаточно для обеспечения технического результата предлагаемого способа. При Тн=(1000-1200°С) максимальная замеряемая ТЭДС пар заготовок из низкоуглеродистой и низколегированной стали достигает значений 10-15 мВ. Ограничение по величине максимальной по модулю допустимой ТЭДС равно 5-8 мВ. Превышение этих значений ведет к недопустимому возрастанию токов в морской воде вблизи сварного соединения этих заготовок. Нижнее значение максимально допустимого по модулю значения ТЭДС устанавливают при повышенных сроках эксплуатации судна, верхние - для рядовых условий.
Предлагаемый способ позволяет улучшить защиту от электрохимической коррозии сварной металлоконструкции: воздействуя не только на следствие неправильного взаиморасположения заготовок в полотнищах, секциях корпусов судов, проявляющегося в значительных ТЭДС в контактах таких заготовок, но и на причину их возникновения. Устройство для реализации способа позволяет производить измерения ТЭДС в контакте двух заготовок практически любых размеров при малой длительности операции измерения и затратах электроэнергии.
ИСТОЧНИКИ ИНФОРМАЦИИ
[1] - Мацкевич В.Д. Сборка и сварка корпусов судов [Текст]: монография /В.Д.Мацкевич. - М.: Судостроение, 1967. - 404 с.
[2] - Андреев Н.Т. Ремонт судов [Текст]: монография / Н.Т.Андреев, О.А.Борчевский, В.Г.Луговых [и др.]. - Л.: Судостроение, 1972. - 568 с.
[3] - Способ защиты от коррозии сварной металлоконструкции [Текст]: пат. 2476621 Рос. Федерация: МПК С23F 13/00, С23С 4/08 / Веревкин В.И.; Лисевич В.И.; Астраух О.В.; Терюшева С.А.; Зеброва Е.М.; заявитель и патентообладатель Балтийская государственная академия рыбопромыслового флота. - №2011100923/02; заявл. 12.01.2011; опубл. 20.07.11, Бюл. №6. - 7 с.: ил.
[4] - Депель А.К. Дефектоскопия металлов [Текст]: монография / А.К.Депель. - М.: Металлургия, 1972, с. 217.
[5] - Устройство для измерения термо-ЭДС металлов и сплавов [Текст]: пат. 934336 Рос. Федерация: МПК G01N 25/32 / Сысоев B.C.; Смолин В.К. - №3003297/18-25; заявл. 13.11.1980; опубл. 07.07.1982, Бюл. №21. - 4 с.; ил. 2.
[6] - Технология и оборудование контактной сварки [Текст]: учебник для машиностроительных вузов/ Б.Д.Орлов, А.А.Чакалев, Ю.В.Дмитриев [и др.]. // под общ. ред. Б.Д.Орлова. - 2-е изд. - М.: Изд-во Машиностроение, 1986. - 352 с.
[7] - Кабанов Н.С. Сварка на контактных машинах [Текст]: монография / Н.С.Кабанов. - М.: Высш. школа, 1979. - 215 с.
Способ защиты от коррозии сварной металлоконструкции
Бортовое перекрытие
Устройство для обезглавливания рыбы
Способ контроля за нарастанием прочности бетона при тепловой обработке
Устройство для измерения удельной электропроводности расплавов
Способ устранения перенапряжений
Бортовое перекрытие
Способ и устройство для предотвращения размыва береговой кромки
Устройство для газопламенных работ
Способ измерения фазной емкости электросети
Способ защиты от коррозии сварной металлоконструкции
Устройство для автоматической настройки ножа рыборазделочной машины
Бортовое перекрытие
Устройство для обезглавливания рыбы
Способ контроля за нарастанием прочности бетона при тепловой обработке
Устройство для измерения удельной электропроводности расплавов
Способ устранения перенапряжений
Бортовое перекрытие
Способ и устройство для предотвращения размыва береговой кромки
Устройство для газопламенных работ

