Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ ИЗ СТАЛЕЙ НИЗКОЙ ТВЕРДОСТИ
Вид РИД
Изобретение
Изобретение относится к технологии машиностроения, к обработке металлов, в частности к обработке наводороживанием поверхности стальных изделий, и может быть использовано для подготовки изделий из сталей низкой твердости к эксплуатации после финишной механической обработки с целью повышения качества поверхности при наименьших затратах.
Известны способы обработки заготовок из закаленных и высокопрочных труднообрабатываемых сталей с целью облегчения их механической обработки, включающие предварительное электрохимическое наводороживание поверхностного слоя без нагревания [Авторское свидетельство SU 514662, B23B 1/00, 1976 г.] и в условиях температурного градиента [Авторское свидетельство SU 872036, B23B 1/00, 1981 г.] с последующей механической обработкой и длительным обезводороживанием заготовок при комнатной температуре.
Недостатками известных способов являются повышение хрупкости подвергшихся наводороживанию поверхностей и необходимость длительной операции по обезводороживанию. А также возникающие в условиях температурного градиента, деформации от нагрева.
Известен способ обработки заготовок из титановых сплавов, включающий предварительное наводороживание заготовки в среде газообразного водорода при температуре 750±50°C и механическую обработку резанием с последующим обезводороживанием путем вакуумного отжига при температуре 750±50°C и давлении не более 10-4 мм рт. ст. [Авторское свидетельство SU 1703259, B23B 1/00, 1992 г.].
Недостатком данного способа является необходимость обезводороживания, использование вакуумной установки и деформации от нагрева.
Известен способ изменения пластичности низкоуглеродистых нелегированных спокойных сталей наводороживанием путем катодного электрохимического обезжиривания материала в течение 90-120 мин при температуре от 80°C до 90°C с последующим обезводороживанием при температуре (190±10)°C в течение двух часов [Патент RU 2309184, C21D 6/00, 27.10.2007].
Недостатком данного способа являются деформации от нагрева в процессе обработки сталей, в результате чего способ не подходит для использования при финишной обработке готовых изделий.
Наиболее близким по сущности к предлагаемому способу является способ обработки стальных изделий с целью упрочнения их поверхностного слоя [Патент RU 2083689, C21D 3/06, 10.07.1997], заключающийся в финишной механической обработке изделий, дальнейшему их наводороживанию электролитическим методом при плотности тока катодной поляризации от 0,05-0,15 A/дм2 (5-15 A/м2), и последующему обезводороживанию путем выдерживания при комнатной температуре в течение 10 ч.
К недостаткам такого способа следует отнести необходимость отдельной и длительной операции - обезводороживания, повышенную шероховатость поверхности изделий после финишной механической обработки при использовании металлов низкой твердости (из-за наличия задиров и наплывов), необходимость многократной машинно-ручной доводки или полирования для повышения качества поверхности изделий.
Задача изобретения заключается в снижении шероховатости поверхности после финишной механической обработки изделий из металлов низкой твердости.
Техническим результатом является упрощение способа обработки стальных изделий из сталей низкой твердости.
Технический результат достигается в способе обработки стальных изделий из сталей низкой твердости, включающем финишную механическую обработку и электролитическое наводороживание при комнатной температуре, при этом электролитическое наводороживание проводят перед финишной механической обработкой в течение 60-80 минут при плотности тока катодной поляризации 7,5 A/м2, а механическую обработку осуществляют на глубину припуска 0,4 мм.
Сущностью способа является то, что электролитическое наводороживание осуществляется перед финишной механической обработкой стальных изделий. При этом происходит повышение твердости поверхности стальных изделий на глубину припуска, после чего в результате финишной механической обработки (хонингованием) наводороженный припуск с растворенным водородом срезается, а в результате повышения твердости поверхности - снижается шероховатость поверхности стальных изделий. Наводороживание проводится в течение 60-80 минут при плотности тока катодной поляризации 7,5 A/м2, а финишную механическую обработку осуществляют на глубину припуска 0,4 мм.
Таким образом, достигается снижение шероховатости поверхности стального изделия, отпадает необходимость в проведении дополнительной операции - обезводороживания и существенно уменьшается время обработки стальных изделий из сталей низкой твердости.
На фиг. 1 изображен график зависимости твердости поверхности образца от времени наводороживания для сталей 09Г2С (I) и 12Х18Н10Т (II).
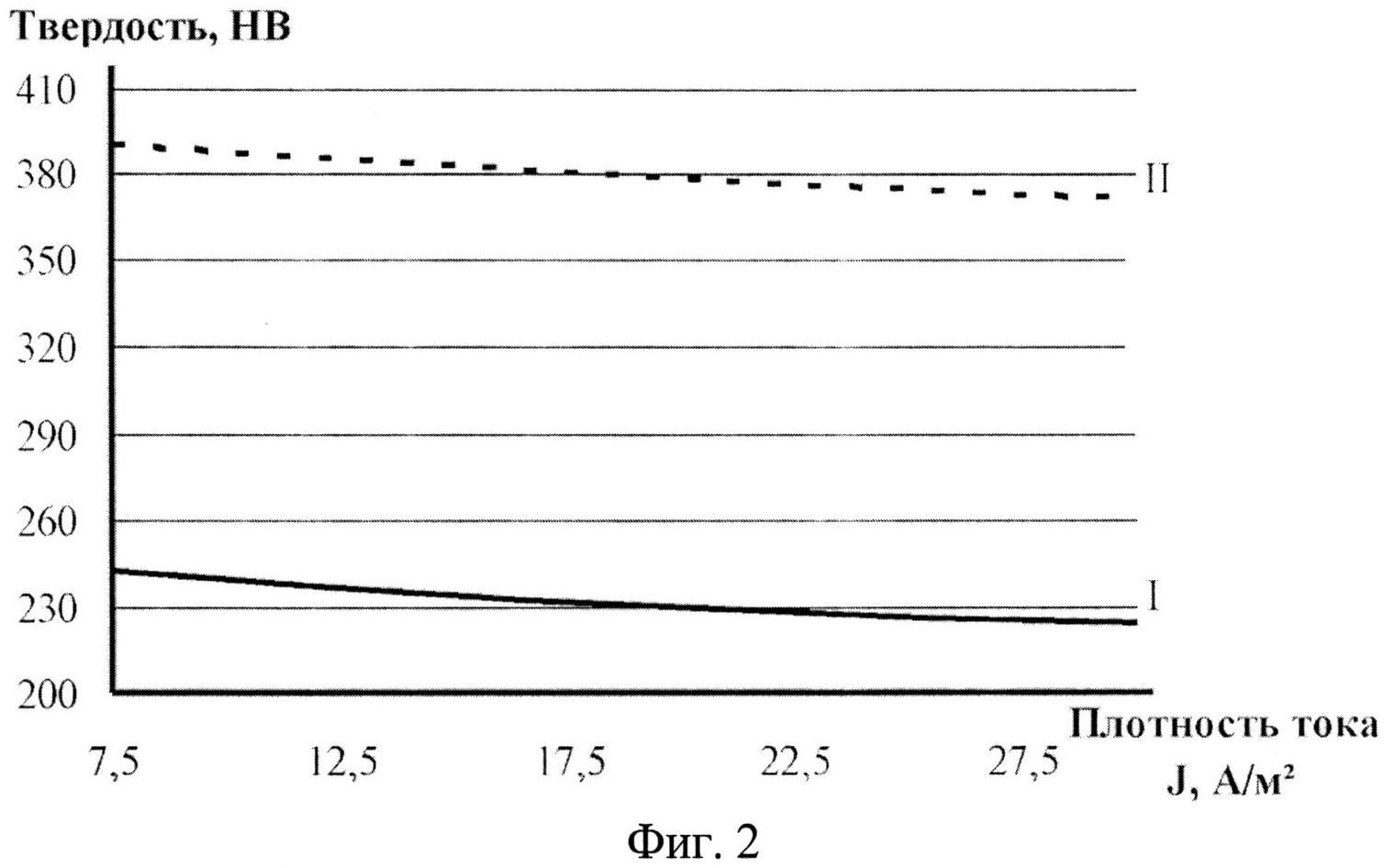
На фиг. 2 изображен график зависимости твердости поверхности образца от плотности тока катодной поляризации для сталей 09Г2С (I) и 12Х18Н10Т (II).
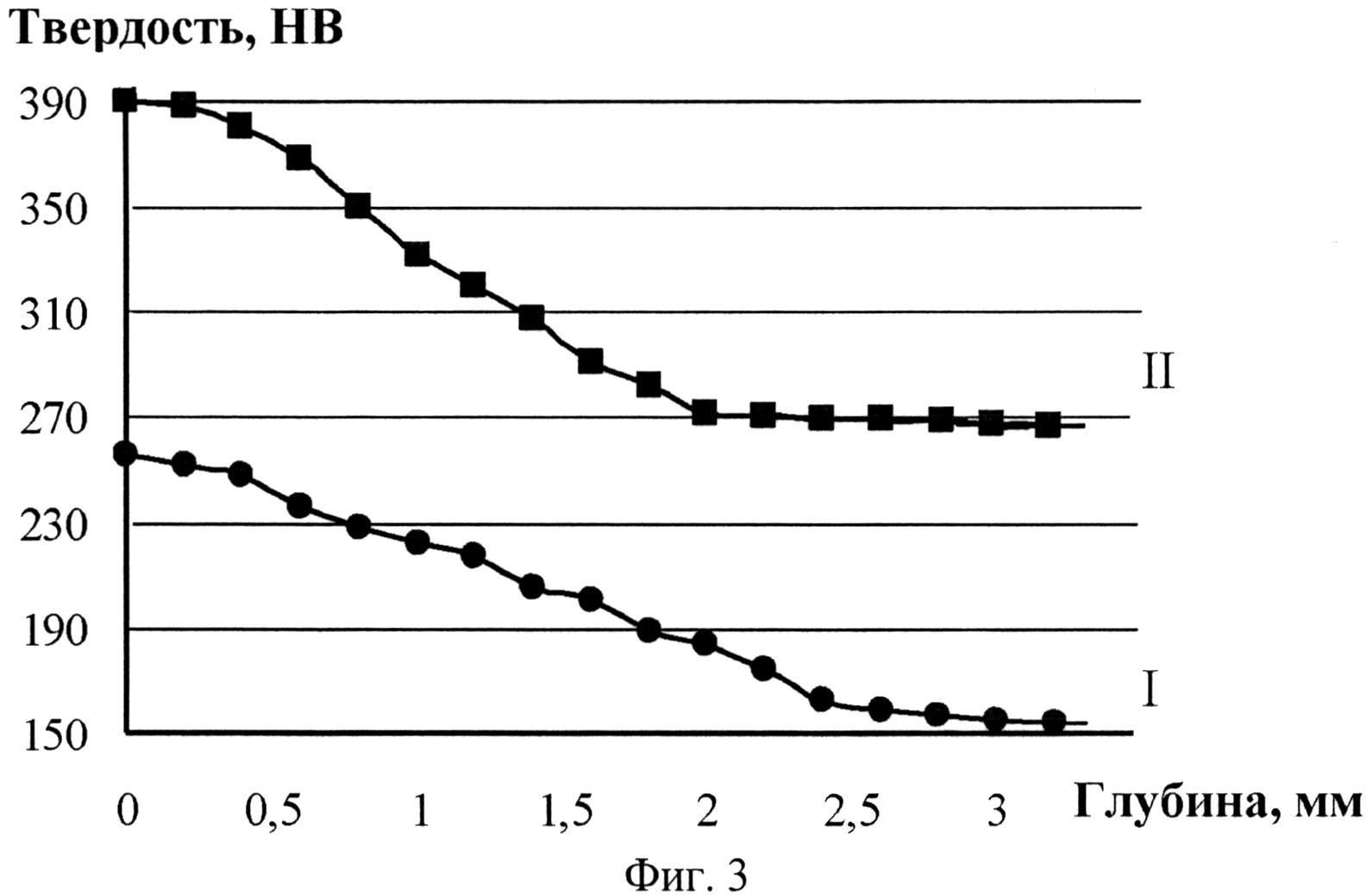
На фиг. 3 изображен график изменения твердости по глубине слоя поверхности образца после наводороживания для сталей 09Г2С (I) и 12Х18Н10Т (II).
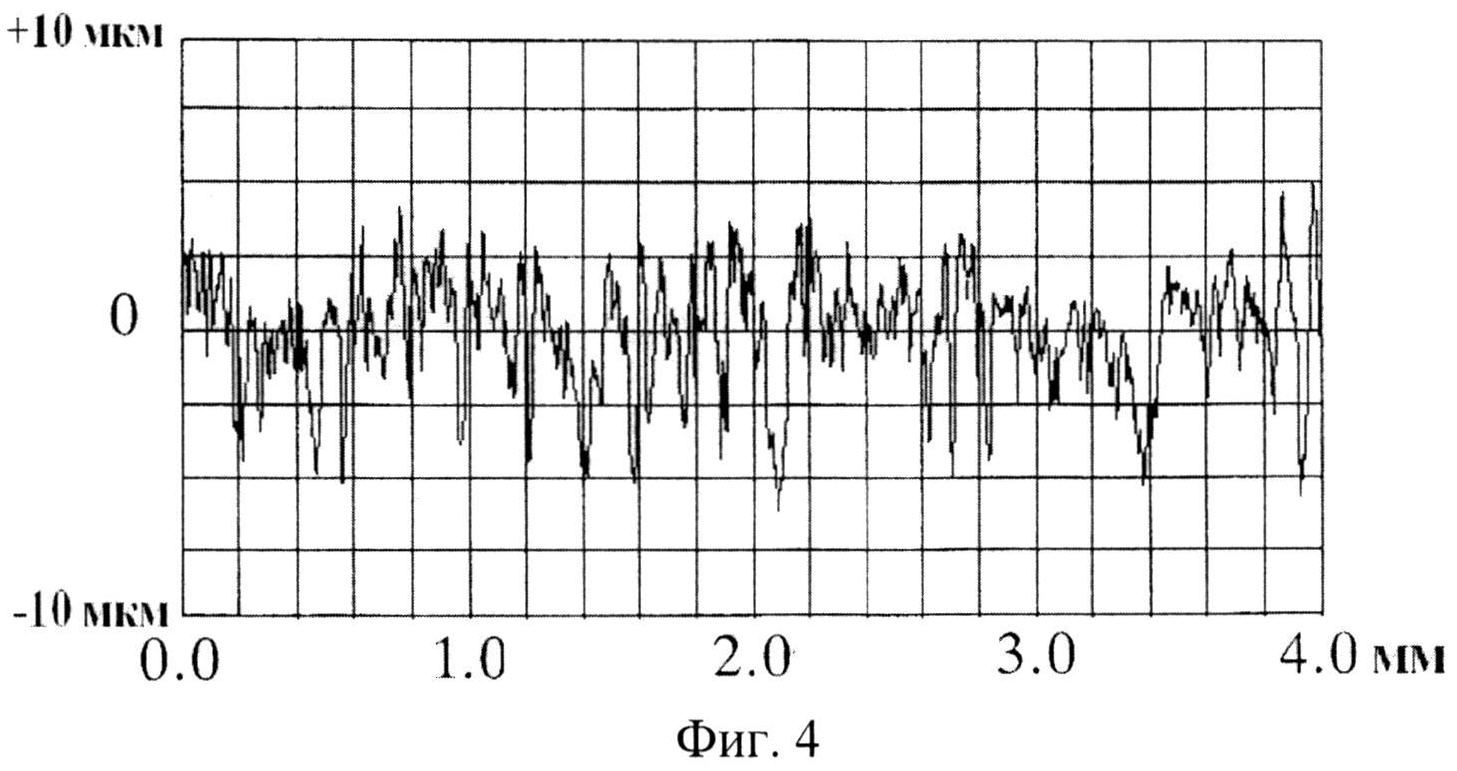
На фиг. 4 показана профилограмма обработанной поверхности образца после хонингования без предварительного наводороживания для стали 09Г2С.
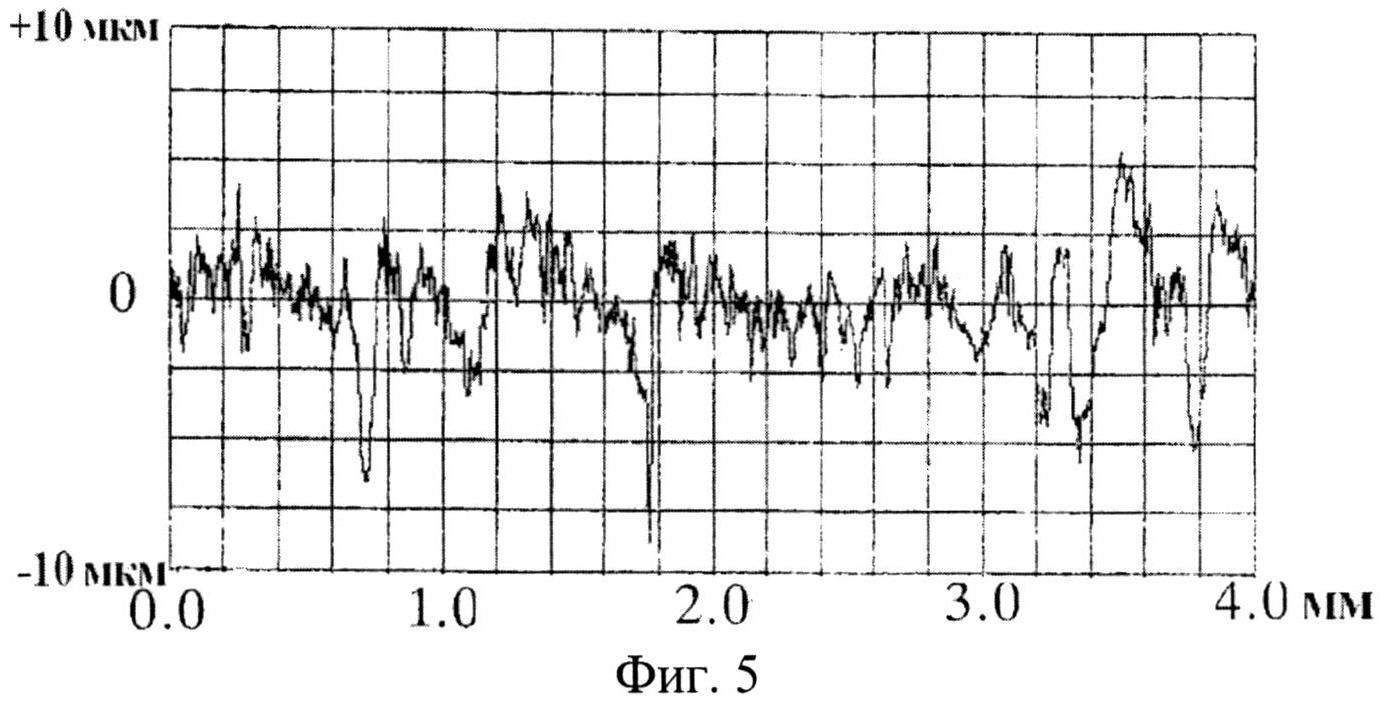
На фиг. 5 показана профилограмма обработанной поверхности образца после хонингования без предварительного наводороживания для стали 12Х18Н10Т.
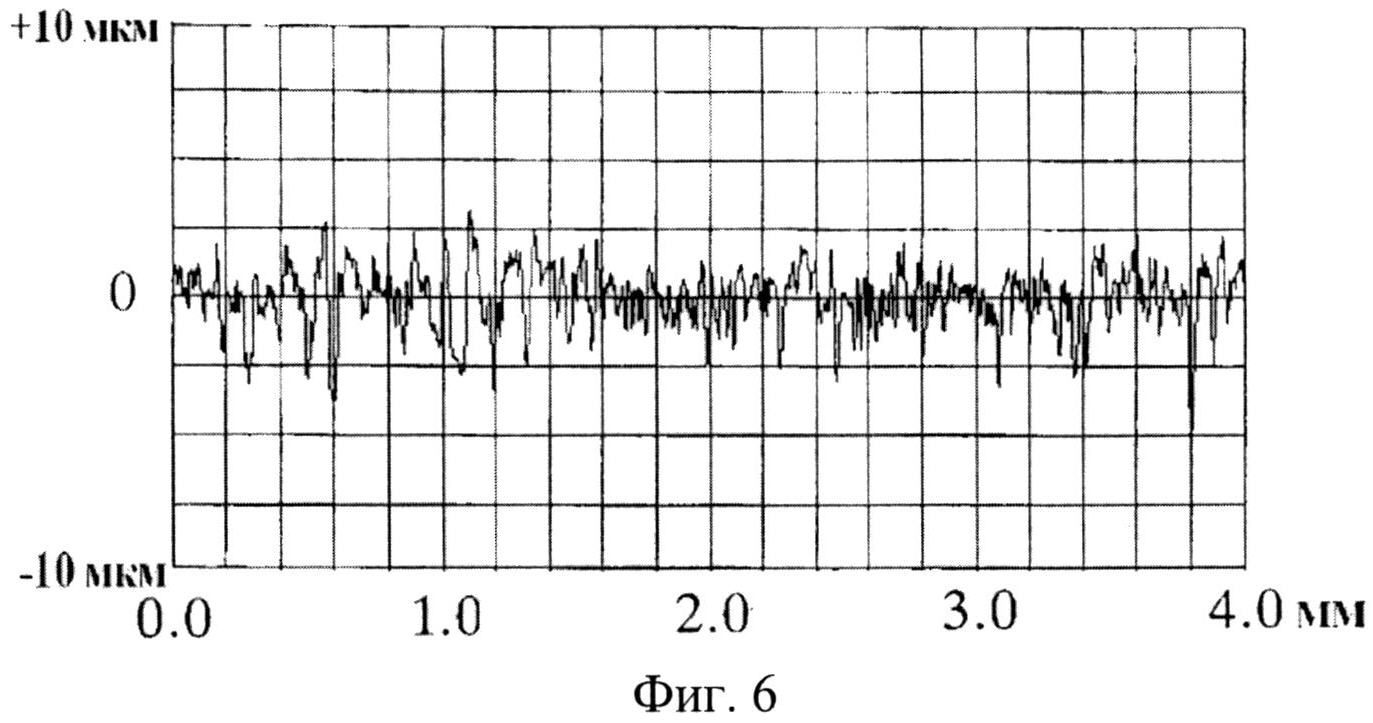
На фиг. 6 показана профилограмма обработанной поверхности образца после хонингования с предварительным наводороживанием для стали 09Г2С.
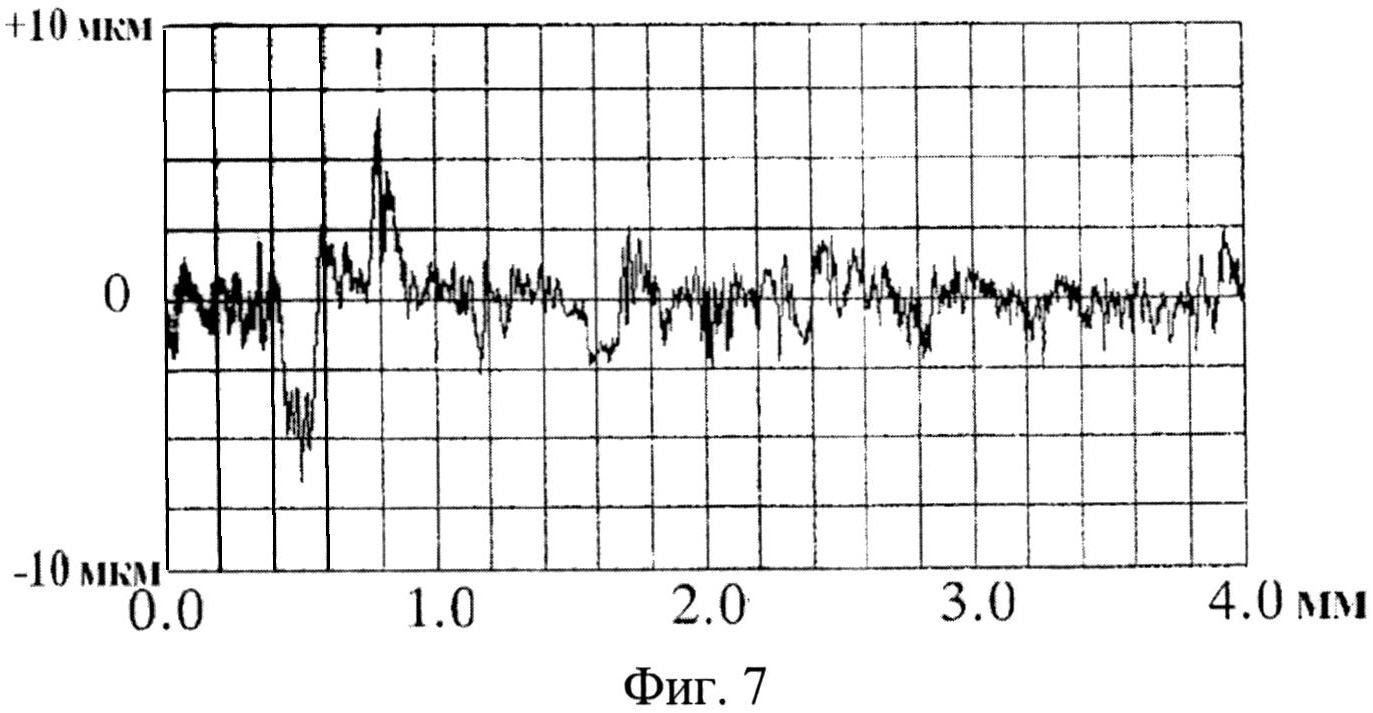
На фиг. 7 показана профилограмма обработанной поверхности образца после хонингования с предварительным наводороживанием для стали 12X18H10T.
Пример
Были проведены эксперименты с цилиндрическими образцами из сталей низкой твердости: низколегированной, хладостойкой стали 09Г2С и высоколегированной, нержавеющей стали 12Х18Н10Т.
Цилиндрические образцы подвергали наводороживанию путем насыщения водородом их внутренней поверхности при комнатной температуре (20-25°C). Насыщение поверхности водородом производили в электролитической установке с титановым анодом, покрытым окисью рутения. В качестве электролита использовали 0,1 н. р-р H2SO4+0,5 г/литр тиомочевины. Наводороживание проводили в течение 60-80 минут при плотности тока катодной поляризации 7,5 A/м2.
После наводороживания проводили измерение твердости внутренней поверхности образца на твердомере ПМТ-3M.
Затем осуществляли финишную механическую обработку, хонингование внутренней поверхности образца с жестким закреплением хонинговальной головки и плавающим, шарнирно закрепленным, приспособлением для крепления образца. Хонингование проводили на глубину припуска 0,4 мм, на хонинговальном станке ОФ-38А. В качестве абразивного инструмента использовали бруски из электрокорунда белого маркировки БП 70×5×4WAF 120 O 8 Б, а в качестве смазочно-охлаждающей жидкости использовали смесь из 70% керосина и 30% индустриального масла 20.
После финишной механической обработки внутренней поверхности цилиндрических образцов проводили измерение шероховатости обработанной поверхности на профилографе модели ПМ 7 производителя «Абрис».
По результатам экспериментов были построены эмпирические кривые зависимости твердости поверхности НВ от времени наводороживания (Фиг. 1). Из графика видно, что твердость внутренней поверхности цилиндрического образца быстро увеличивается в течение первых 60-80 минут воздействия. При этом твердость внутренней поверхности образца относительно изначальной твердости увеличивается для стали 09Г2С НВ в 1,76 раза, для стали 12Х18Н10Т - в 1,45 раза. Дальнейшее наводороживание приводит к незначительному увеличению твердости и, вследствие увеличения глубины наводороженного слоя, может приводить к повышению хрупкости поверхности готового изделия.
Были проведены эксперименты по наводороживанию внутренней поверхности цилиндрических образцов при разных значениях плотности тока катодной поляризации (Фиг. 2). Наводороживание при плотности тока катодной поляризации ниже 7,5 A/м2 на образцах из сталей 09Г2С НВ и 12Х18Н10Т становится невозможным из-за малых токов. С увеличением плотности тока катодной поляризации более 7,5 A/м2 твердость поверхности образца снижается.
Для определения изменения твердости по глубине слоя поверхности образца после наводороживания (Фиг. 3), после наводороживания образец разрезали и с помощью микротвердомера ПМТ-3M через каждые 0,2 мм замеряли значения твердости. Из полученных результатов видно, что высокая твердость поверхности образца после наводороживания сохраняется на глубине слоя до 0,5 мм. С дальнейшим увеличением глубины слоя, твердость слоев резко понижается.
После наводороживания проводили финишную механическую обработку хонингованием внутренней поверхности цилиндрического образца на глубину слоя 0,4 мм. На профилографе ПМ 7 провели измерение микропрофиля обработанной поверхности образцов, подвергшихся наводороживанию, и образцов, не подвергшихся наводороживанию. Результаты измерения приведены на профилограммах (Фиг. 4-7).
Шероховатость поверхности после хонингования для стали 09Г2С без наводороживания составляет Ra=1,45 мкм (Фиг. 4). Шероховатость поверхности после хонингования для стали 12Х18Н10Т без наводороживания составляет Ra=1,35 мкм (Фиг. 5). Шероховатость поверхности после хонингования для стали 09Г2С с наводороживанием составляет Ra=0,94 мкм (Фиг. 6). Шероховатость поверхности после хонингования для стали 12Х18Н10Т с наводороживанием составляет Ra=0,85 мкм (Фиг. 7).
Предложенный способ обработки с предварительным наводороживанием позволяет снизить параметр шероховатости Ra на 35% для стали 09Г2С и на 37% для стали 12X18H10T.
Таким образом, предложенное техническое решение, при котором электролитическое наводороживание проводят перед финишной механической обработкой в течение 60-80 минут при плотности тока катодной поляризации 7,5 A/м2, а механическую обработку осуществляют на глубину припуска 0,4 мм, позволяет упростить способ обработки стальных изделий из сталей низкой твердости и снизить шероховатость поверхности изделий после их финишной механической обработки.
Способ обработки стальных изделий из сталей низкой твердости, включающий финишную механическую обработку и электролитическое наводороживание при комнатной температуре, отличающийся тем, что электролитическое наводороживание проводят перед финишной механической обработкой в течение 60-80 минут при плотности тока катодной поляризации 7,5 A/м, а финишную механическую обработку осуществляют на глубину припуска 0,4 мм.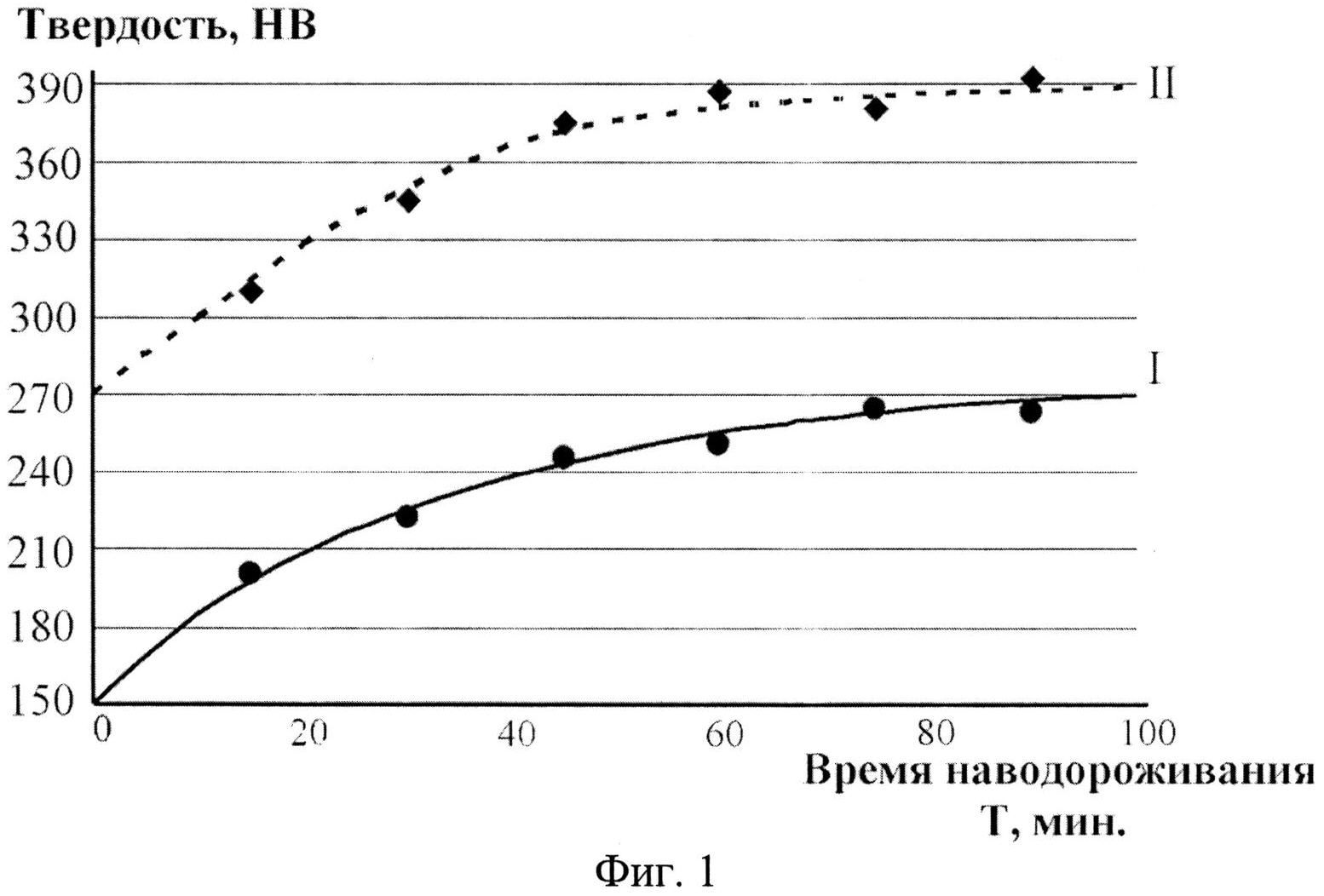
Способ производства обогащенной варено-копченой колбасы
Способ металлообработки по схеме несвободного резания
Способ получения 4'-фторспиро[циклопропан-1,3'-индол]-2'(1'н)-она
Рецептурная композиция рассола для инъецирования цельномышечного копчено-вареного мясного сырья
Творожный продукт на основе козьего молока
Резиновая смесь на основе бутадиен-метилстирольного каучука
Способ получения полимерного покрытия на поверхности хлопчатобумажной ткани
Резиновая смесь на основе бутадиен-метилстирольного каучука
Состав для огнезащитных покрытий резин
Способ производства обогащенной вареной колбасы
Модификатор для сварочных материалов
Способ получения полимерного покрытия на поверхности хлопчатобумажной ткани

