Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ
Вид РИД
Изобретение
Изобретение относится к литейному производству и может быть использовано при производстве литых заготовок из стали и сплавов.
Известен способ литья выжиганием модели внутри формы, включающий изготовление модели из пенополистирола, формовку и заливку металлом с одновременным заполнением металлом образующейся полости (Авторское свидетельство СССР №136014, кл. 31 С, 29/01, опубл. 1961).
Недостатком данного способа изготовления отливок является отсутствие пенополистироловой модели литниково-питающей системы, что снижает качество отливок и повышает трудоемкость их изготовления.
Наиболее близким техническим решением к заявляемому изобретению является способ изготовления отливок по газифицируемым моделям, включающий изготовление модели отливки и литниково-питающей системы, включающей прибыль, из пенополистирола, окрашивание моделей противопригарной краской, формовку и заливку металлом (Шуляк B.C., Рыбаков С.А., Григорян К.А. Производство отливок по газифицируемым моделям. М.: Изд-во РИЦ МГИУ. 2002 г., с. 15-45).
Недостатками данного способа является:
- большая усадка металла и, как следствие, быстрое охлаждение расплава при изготовлении толстостенных отливок, что отрицательно влияет на плотность отливок;
- большая металлоемкость литейной формы;
- низкий коэффициент использования жидкого металла.
Техническим результатом изобретения является повышение качества отливок, изготавливаемых по газифицируемым моделям, снижение размеров прибыли и увеличение коэффициента использования жидкого металла.
Указанный технический результат достигается тем, что в способе изготовления отливок по газифицируемым моделям, по которому изготавливают газифицируемую модель с литниково-питающей системой, включающей прибыль, из пенополистирола, окрашивают модель противопригарной краской, осуществляют формовку и заливку, согласно заявляемому изобретению 15-75% прибыли литниково-питающей системы выполняют полой и перед формовкой заполняют полую часть прибыли экзотермической смесью, при следующем соотношении компонентов в весовых %:
|
В качестве окисляемого компонента может быть использован порошок сплава алюминий - железо, причем количество алюминия не превышает 50%.
В качестве окислителя используют окись железа и в качестве катализатора - натриевую или калиевую селитру.
Пример конкретной реализации способа
Эффективность работы литниково-питающей системы по известному и предложенному способу оценивали по формированию цилиндрической отливки диаметром 100 мм и высотой 300 мм. При этом верхняя часть отливки с размером 100 мм использовалась в качестве прибыли.
Изготовили газифицируемую модель указанной цилиндрической отливки с литниково-питающей системой из пенополистирола, причем часть прибыли литниково-питающей системы выполнили полой, окрасили литниково-питающую систему противопригарной краской и заполнили полую часть прибыли (по объему согласно таблице) экзотермической смесью, содержащей окисляемый компонент, окислитель, катализатор и вермикулит вспученный. В качестве окисляемого компонента использовали порошок сплава алюминий - железо, а в качестве окислителя - окись железа и в качестве катализатора - натриевую или калиевую селитру. Затем изготовили комбинированную модель, заформовали и форму с данной моделью залили. После завершения кристаллизации отливки ее выбили из формы для проведения оценки результатов исследования.
Эффективность работы прибыли оценивали по соотношению высоты нижней плотной части к общей высоте отливки (300 мм). Высота нижней плотной зоны цилиндрической отливки определялась методом рентгенконтроля. По соотношению нижней плотной зоны и верхней зоны с раковиной или рыхлотой оценивали работу прибыли (Кпр). По величине этого коэффициента оценивали эффективность известного и предложенного способа.
Полученные данные приведены в таблице.
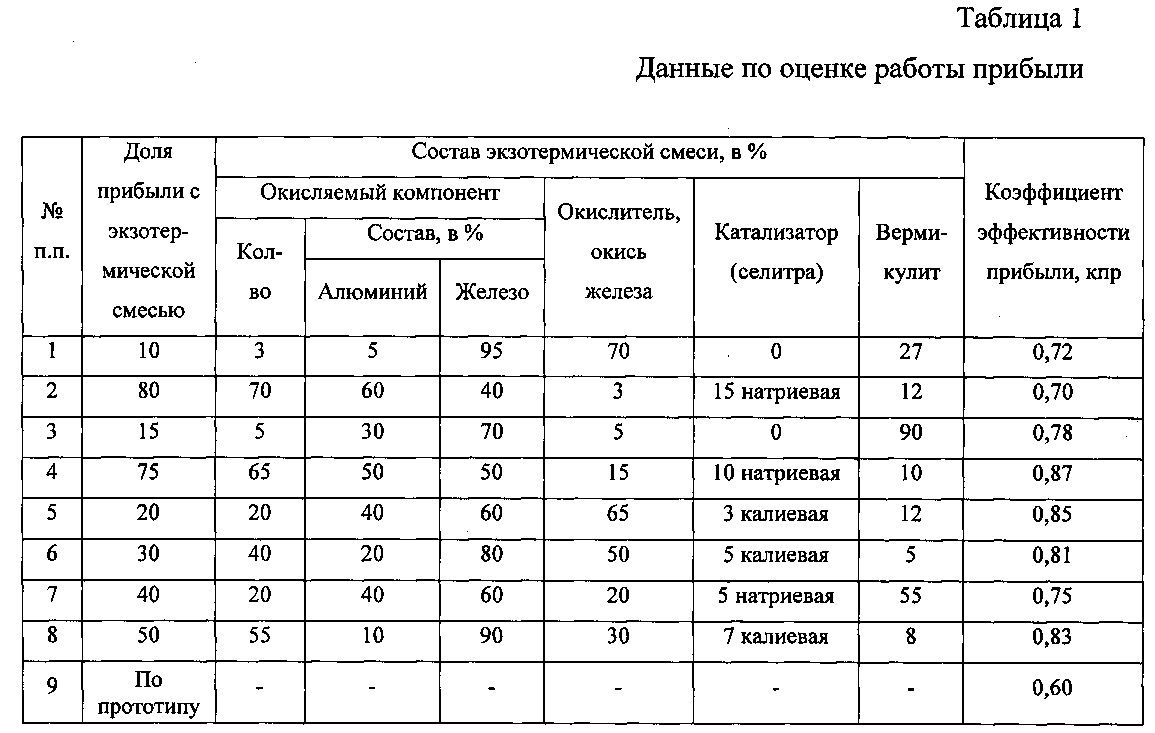
Из полученных данных видно, что предложенный способ изготовления отливок по газифицируемым моделям позволяет формировать плотную отливку при минимальном размере прибыли, что показывает повышение эффективности работы литейных прибылей и повышение качества отливок.
Использование предлагаемой экзотермической смеси для прибылей стальных отливок, например корпусов задвижек высокого давления из стали 30ХМЛ, позволяет на 15% снизить размеры прибыли, по сравнению с известным способом, что обеспечивает увеличение коэффициента использования жидкого металла на 8-10%.
Применение полой модели прибыли обеспечивает возможность увеличить эффективность работы литейных прибылей за счет использования экзотермических смесей, позволяет получить отливки достаточной плотности в результате формирования ее направленной кристаллизации. Результаты экспериментальных исследований показали, что выполнение прибыли полой на 15-75% и заполнение ее экзотермической смесью обеспечивает формирование концентрированной усадочной раковины в пределах размера прибыли. Выбранное соотношение состава экзотермической смеси обеспечивает стабильное протекание реакции между компонентами. Применение вспученного вермикулита, обладающего низкой теплопроводностью и относительно низкой плотностью, позволяет снизить потери тепла излучением и теплопроводностью, что обеспечивает быстрый прогрев смеси до температуры начала реакции. Прогрев вермикулита до 1300°C и выше сопровождается его расплавлением с образованием жидкоподвижного шлака, обладающего дополнительной теплоизолирующей способностью после реакции между окислителем и окисляемым компонентом. Предложенное соотношение содержания вермикулита и остальных компонентов обеспечивает стабильную реакцию между компонентами. Применение катализатора в предложенных пределах, позволяет снизить температуру начала реакции между компонентами смеси и расширяет область применения предложенного изобретения и для цветных сплавов.
Учитывая примерно одинаковую стоимость изготовления отливок по известному и предлагаемому способу и затраты на выплавку одной тонны жидкого металла на ОАО «Икар» г. Курган, экономическая эффективность от использования предложенного способа изготовления отливок по газифицируемым моделям составляет 3800 рублей на тонну годного литья.
Устройство для защиты трех параллельных линий
Транзисторный генератор для резонансных нагрузок
Компрессор с комбинированным механизмом привода
Система управления центробежным насосом
Способ защиты ячеек комплексных распределительных устройств от дуговых замыканий
Способ радиолокации объектов в слабопроводящих средах
Способ упрочнения деталей поверхностным пластическим деформированием
Способ производства биопродукта "долголетие"
Порошковая проволока
Магнитоэлектрическая машина
Устройство для защиты трех параллельных линий
Транзисторный генератор для резонансных нагрузок
Компрессор с комбинированным механизмом привода
Система управления центробежным насосом
Способ защиты ячеек комплексных распределительных устройств от дуговых замыканий
Способ радиолокации объектов в слабопроводящих средах
Способ упрочнения деталей поверхностным пластическим деформированием
Способ производства биопродукта "долголетие"
Порошковая проволока
Сталь

