Результат интеллектуальной деятельности: СПОСОБ УДАРНОГО РАСПИЛИВАНИЯ ГОРНЫХ ПОРОД И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к горной промышленности, а именно к промышленности строительных материалов, в частности к технологическим процессам по добыче и распиливанию блоков природного камня.
Известен способ обычного распиливания горных пород зубчатыми пилами. Сущность этого способа заключается в выпиливании блоков из массива горных пород малой крепости и распиливании этих блоков на плиты с помощью пил, представляющих собой закаленную металлическую полосу с нарезанными зубьями треугольной или близкой к треугольной форме или с напаянными в корпус пилы твердосплавными режущими элементами [1].
Один из вариантов этого способа пиления реализовывался вручную с помощью рабочих-распиловщиков, которые сообщали пиле возвратно-поступательные движения и создавали усилие прижима зубьев пилы ко дну пропила блока [1]. Другой, современный вариант штрипсового станка, заключается в том, что возвратно-поступательные движения пилы создаются за счет привода с кривошипно-шатунным механизмом [1]. Траектория движения пилы может быть прямолинейной или криволинейной. Прямолинейные движения обеспечивают горизонтальные направляющие, по которым перекатываются ролики пилы. Криволинейное движение может создаваться различными механизмами. Вертикальная подача осуществляется за счет привода со встроенными в колонны станка парами «ходовой винт - ходовая гайка» либо с цепной подачей.
Основными параметрами рабочего процесса обычного распиливания горных пород являются: скорость и усилие подачи возвратно-поступательного движения пилы, усилие прижатия пилы ко дну пропила. Рабочий процесс при обычном распиливании характеризуется сколом и резанием рабочей поверхности горной породы вследствие возвратно-поступательного движения пилы.
Недостатком способа выпиливания и распиливания блоков с помощью зубчатых пил является то, что рабочий процесс происходит с очень низкой производительностью по породам средней крепости и крепким типа «мрамор» и «гранит».
Наиболее близким по сущности и достигаемому результату является способ резки камней зубчатой пилой, совершающей возвратно-поступательные движения вдоль пропила и ударно-колебательные движения, направленные нормально пропилу, при этом, с целью повышения эффективности резки, частоту ударных импульсов соразмеряют со скоростью движения полотна так, чтобы удары приходились на край скола материала от предыдущего удара [2].
Недостатком данного способа является неполное использование энергии ударных нагрузок вследствие отскока пилы от дна пропила после нанесения удара. При этом также прерывается процесс резания породы, а ее разрушение происходит в основном за счет выкрашивания и скалывания, что в свою очередь требует увеличение энергии ударов и негативно сказывается на качестве распиленной поверхности.
Целью предлагаемого изобретения является создание способа добычи блоков природного камня, позволяющего увеличить выход товарной продукции и уменьшить затраты на ее последующую обработку, а также повысить скорость отделения блоков от массива либо разделки блоков на плиты-заготовки, особенно для крепких и сверхкрепких пород, путем улучшения качества распиленных поверхностей (снижение количества трещин, выколов и сколов) и увеличения скорости распиливания при снижении энергоемкости рабочего процесса.
Поставленная задача достигается за счет совмещения процесса пиления с постоянным прижимом пилы ко дну пропила и ударного разрушения горных пород.
Происходит это следующим образом, пилу, совершающую возвратно-поступательные движения в распиливаемой породе непрерывно прижимают к пропилу при помощи специальных устройств, например передачи «винт-гайка», либо пневмоцилиндров или гидроцилиндров, либо собственного веса конструкции, регулируемого противовесами, одновременно нанося удары по верху пилы с определенной частотой и усилием, для чего используют ударное устройство. Генерируемые устройством ударные волны проходят в полотно пилы, зубья пилы и затем в породу. Для достижения наилучшего результата усилие наносимых ударов выбирают исходя из физико-механических свойств распиливаемой породы. При этом совместно происходят три процесса по разрушению горной породы: выкалывание рабочей поверхности горной породы вследствие ударных нагрузок, скол и резание рабочей поверхности горной породы вследствие возвратно-поступательного движения пилы. Непрерывность прижатия пилы к пропилу приводит к увеличению количества проходящих в породу ударных волн и, как следствие, к образованию устойчивой зоны уплотнения, что и обеспечивает резкое увеличение эффективности процесса разрушения и позволяет повысить скорость распиливания горных пород.
Таким образом, основными параметрами рабочего процесса ударного распиливания являются: энергия удара и частота ударов ударного устройства, скорость и усилие подачи возвратно-поступательного движения пилы, усилие прижатия пилы ко дну пропила. При этом энергоемкость процесса ударного распиливания ниже, чем у способа резки камней и способа обычного распиливания, описанных выше, а производительность выше.
В связи с тем, что ударные волны, формируемые корпусом пилы в поперечном сечении, имеют малое рассеяние при прохождении из зубьев в разрушаемую породу в зоне контакта, резко снижается образование боковых трещин, что позволяет получать при выпиливании блока или плиты-заготовки более ровные поверхности, что положительно влияет на качество изготовления и увеличивает выход готовой продукции.
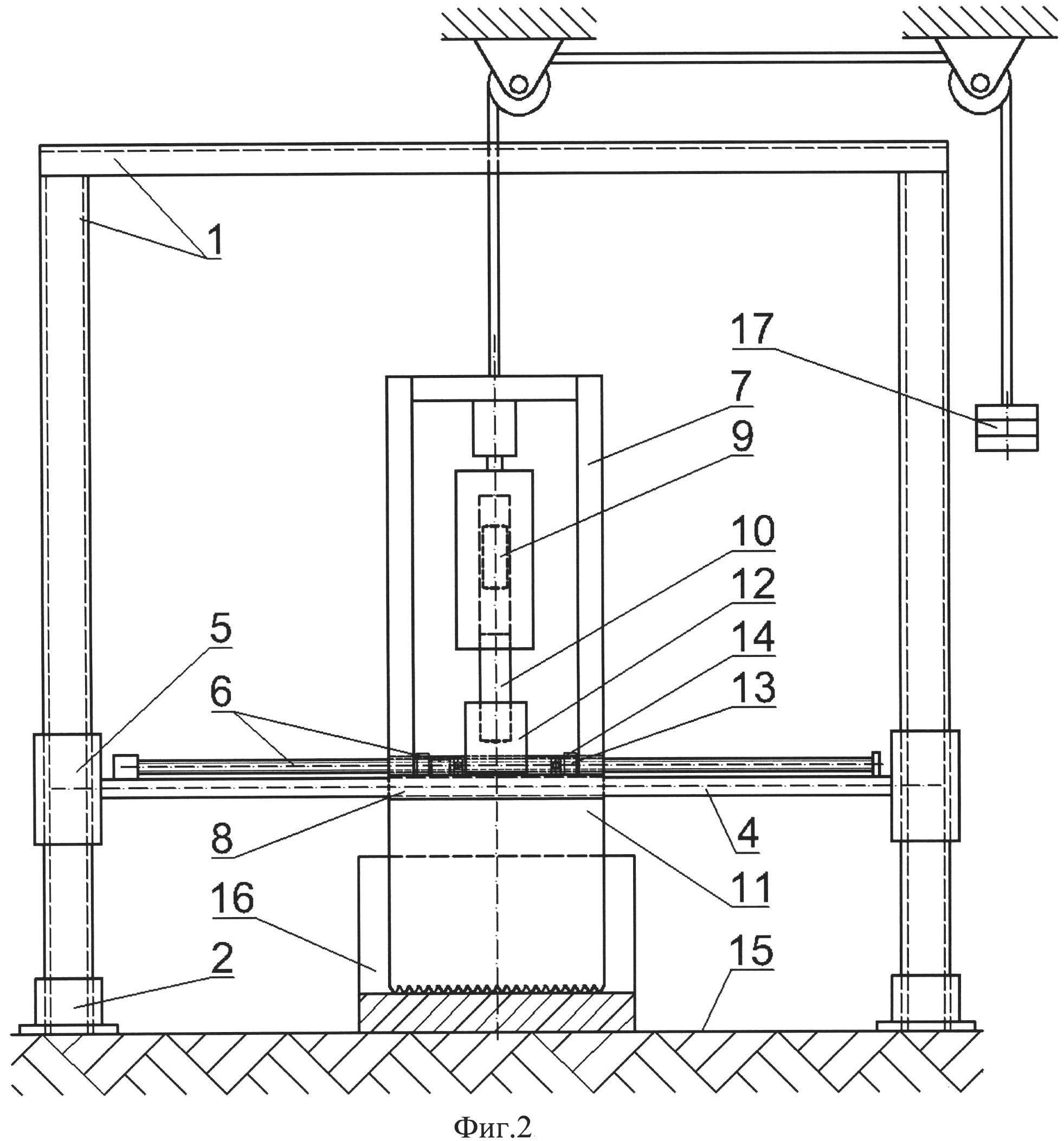
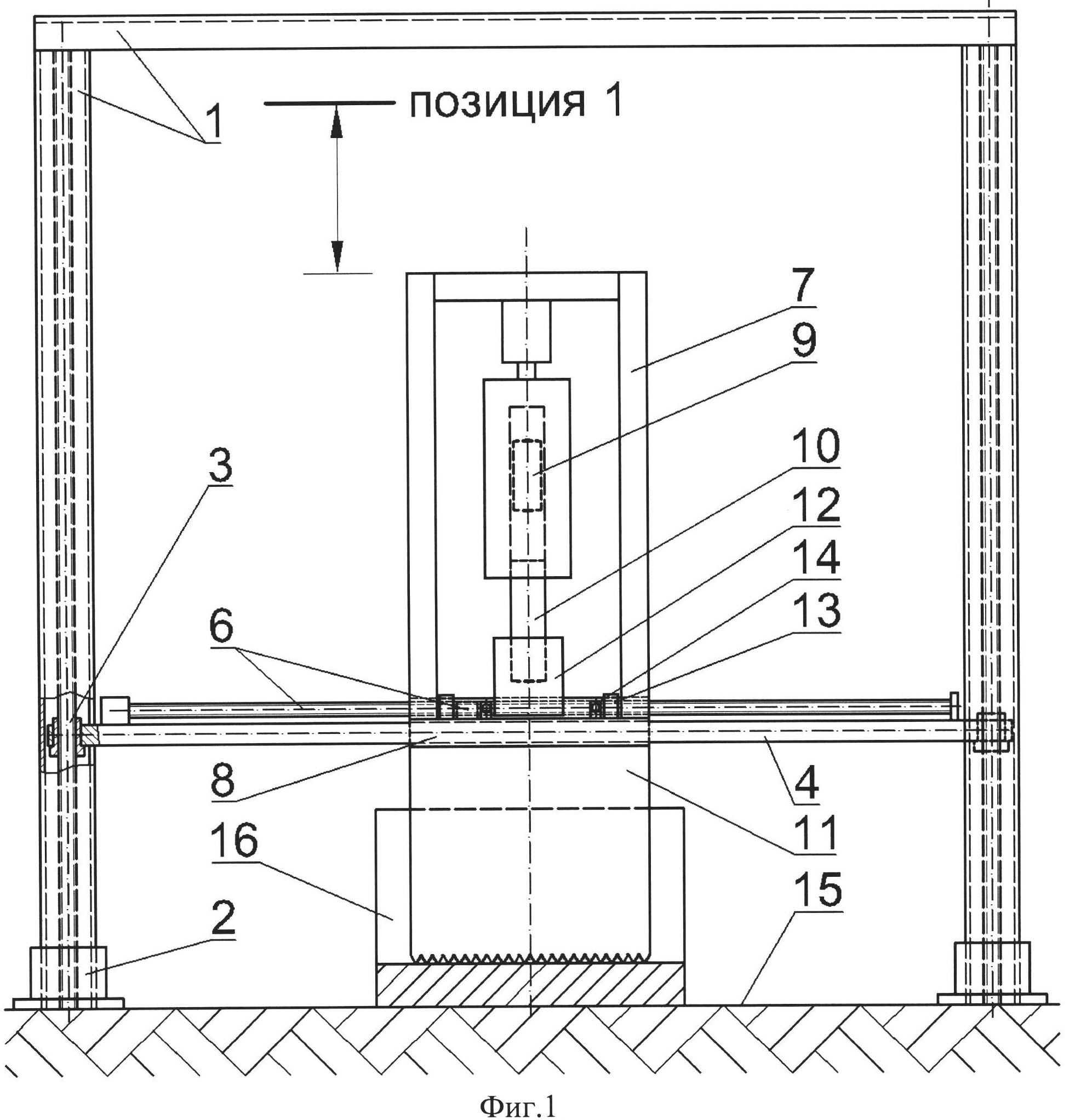
Способ ударного распиливания может быть осуществлен путем применения следующего устройства, представленного на фиг. 1, 2, 3.
Основу конструкции устройства для распиливания блоков горных пород составляет рама 1, установленная на опорах 2. К раме крепится механизм вертикальной подачи 3, который осуществляет перемещение траверсы 4 по направляющим 5. На траверсе расположен механизм горизонтальной подачи 6, сообщающий возвратно-поступательное движение ударному узлу 7, и перемещающийся по направляющим траверсы 8. Ударный узел включает в себя ударное устройство 9, служащее для генерации ударных волн, которые после удара проходят в волновод 10, затем в зубчатую пилу 11. Между волноводом и пилой для лучшего прохождения ударных волн целесообразно устанавливать переходник 12, который нежестко закрепляют на верхней части пилы. Пила устанавливается на упоры 13, прикрепленные к траверсе, и закрепляется нежестко фиксаторами 14.
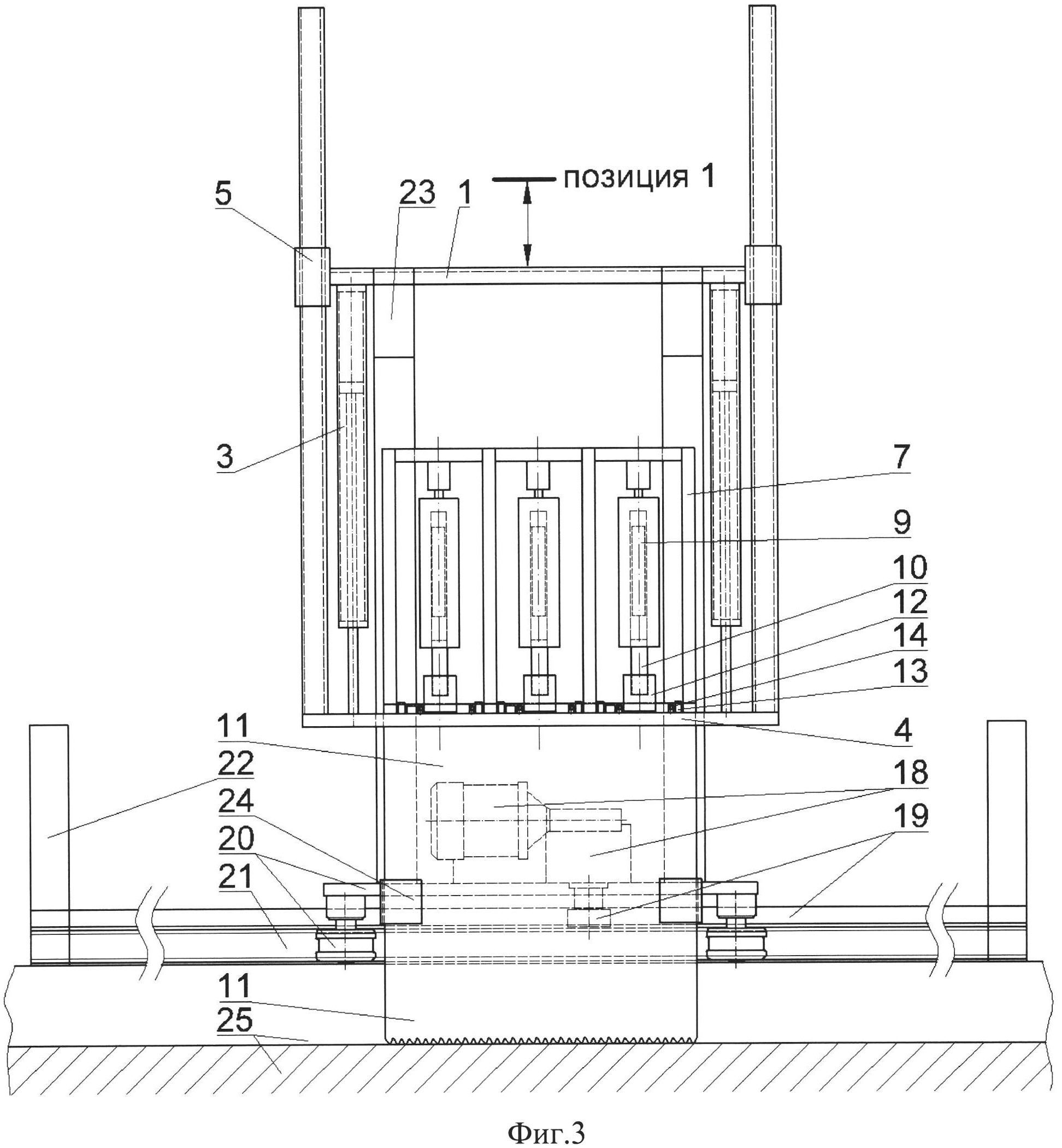
Конструкция устройства для выпиливания блоков горных пород из массива 25 (фиг. 3) отличается тем, что горизонтальная подача осуществляется за счет возвратно-поступательного перемещения роликовой каретки 20 по двум двутавровым направляющим 21 с помощью привода 18 с механизмом подачи 19. Направляющие 21 снабжены ограничителями хода 22 и установлены на уступе карьера. На каретке 20 установлены две стойки 23, к которым крепится рама 1 устройства для ударного распиливания. Ударный узел с пилой может также осуществлять рабочий процесс в горизонтальной плоскости и осуществлять горизонтальные пропилы. В этом случае будет осуществляться горизонтальная подача с помощью механизма 3.
Для обеспечения процесса прижима пилы ко дну пропила могут быть использованы передача «винт-гайка» 3 (фиг. 1), либо пневмоцилиндры или гидроцилиндры 3 (фиг. 3), либо собственный вес конструкции, регулируемый с помощью противовесов 17 (фиг. 2).
Устройство работает следующим образом. С помощью механизма вертикальной подачи пилу перемещают в верхнее положение (позицию 1 на фиг. 1 и 3). Под пилу на рабочую площадку 15 устанавливается распиливаемый блок 16, затем опускают пилу с ударным узлом до контакта с распиливаемым блоком. В случае выпиливания блоков на карьере пила устанавливается на размеченную линию пропила горизонтальной или вертикальной площадки уступа. После выполнения данной операции производится запиливание до образования пропила. Для этого сначала включают ударное устройство 9, затем включают механизм горизонтальной подачи 6 (фиг. 1 и 2) или 18 и 19 (фиг. 3), сообщающий возвратно-поступательное движение ударному узлу 7 с пилой 11. Частота и энергия удара устройства в начале рабочего процесса должны быть минимальными, но достаточными для образования качественного пропила. Также перед рабочим процессом вдоль линии будущего пропила для препятствия отклонения пилы от вертикального положения устанавливаются ограничители, не показанные на фигурах. Также конструкция устройства может включать в себя ограничители 24 в виде направляющих (фиг. 3), предотвращающие различные отклонения пилы. После образования пропила ударное устройство переводят в рабочий режим, рассчитанный на соответствующие физико-механические свойства распиливаемой породы. В конечной стадии процесса распиливания блока снижают частоту и энергию удара устройства с целью предотвращения образования крупной магистральной трещины.
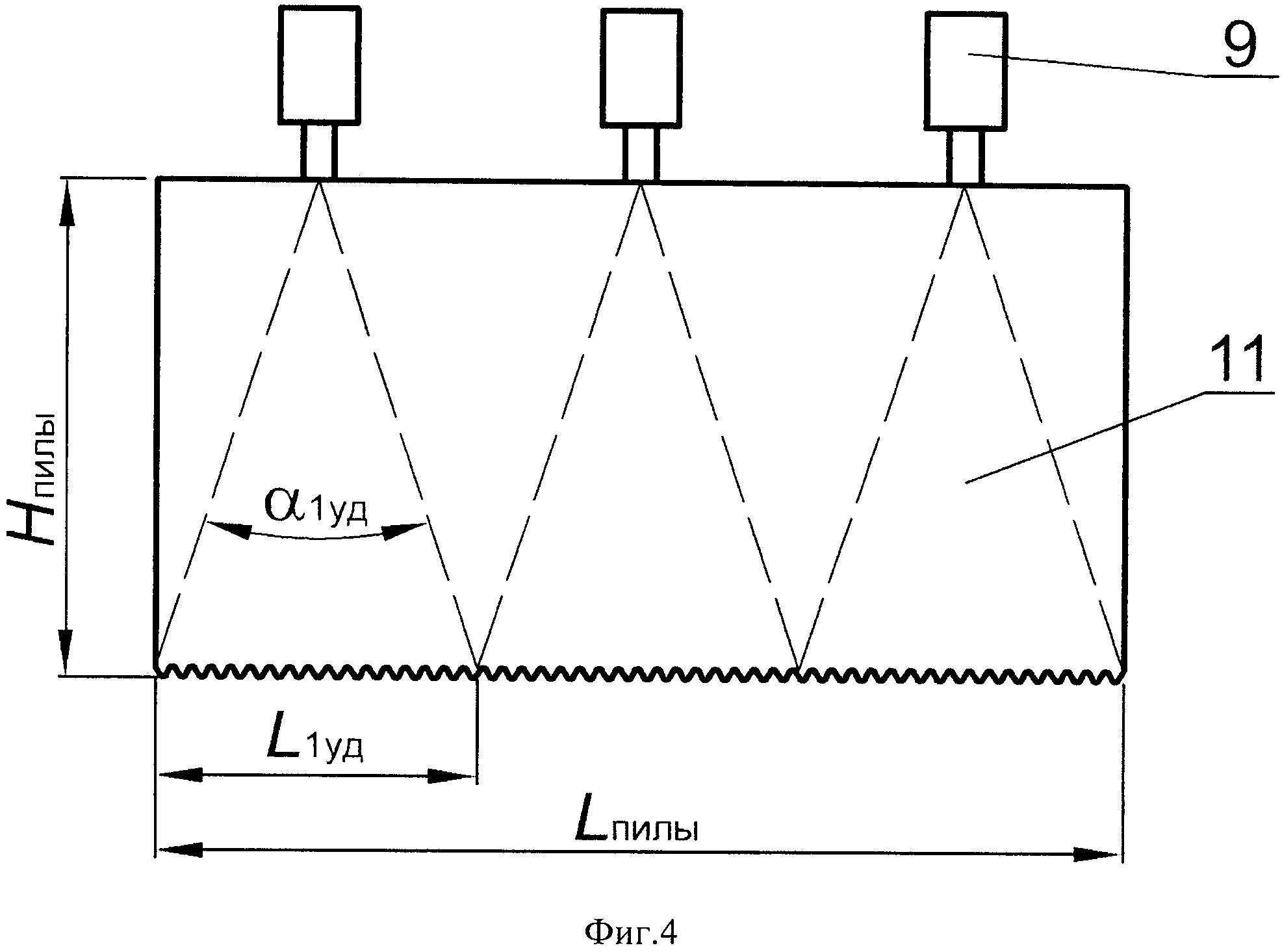
Ударный узел может включать в себя один или несколько ударных устройств и, соответственно, может быть одно- или многомодульным. Количество ударных устройств и их положение зависят от длины и высоты рабочего органа (пилы) и рассчитывается по формуле
где
где Nуд - расчетное число ударных устройств (округляется до ближайшего большего целого значения); Lпилы, Нпилы - соответственно длина и высота пилы, м; L1УД - зона действия одного ударного устройства по длине пилы, м (см. фиг. 4); α1уд - угол рассеяния ударной волны в корпусе пилы по длине, α1уд=36°; Δα1уд - отклонение угла α1уд от среднего значения, Δα1уд=±3°. Полученное значение Nуд округляется до ближайшего большего целого значения. На фиг. 4 обозначены цифрами 11 - зубчатая пила, 9 - ударное устройство. Расстояние между соседними ударными узлами должно быть не более L1уд. Расстояние от края пилы до ближнего ударного узла должно быть не более L1уд/2.
Использование предлагаемого способа и устройства позволяет повысить производительность операции по выпиливанию из массива блоков средней крепости, крепких и в высшей степени крепких горных пород, а также распиливанию этих блоков на толстомерные плиты. При этом получается хорошее качество боковых граней, на них практически не образуется трещин во время операции. Данное обстоятельство особенно важно при выпиливании блоков ценных (редких) пород.
Изобретенный способ может быть применен, например, на карьере месторождения гранита «Калгувара» при выпиливании блоков гранита из массивов и на Московском камнеобрабатывающем комбинате в городе Долгопрудном Московской области при распиливании гранитных блоков на плиты-заготовки.
Объем добываемых блоков на карьере составляет от 1 до 8 м3, что соответствует I, II и III группам классификации.
Наличие на месторождении крутопадающих систем трещин является определяющим фактором для выбора направления подвигания фронта добычных работ - с юга на север, при отработке забоев - с востока на запад.
Граниты месторождения Калгувара характеризуются высоким пределом прочности при сжатии порядка σсж=145-150 МПа.
На карьере «Калгувара» распиловочное оборудование располагается на горизонте с отметкой +173 м. Перед началом ведения распиловочных работ с помощью устройства ударного распиливания подготавливается буровзрывным способом рабочий уступ с углом откоса 90°. Высота уступа составляет 1,4-2,4 метра в зависимости от необходимой высоты блока. Верхняя и нижняя площадки уступа должны быть выровнены с целью размещения на них необходимого для работы оборудования. Ширина площадки на нижнем и верхнем уступе для размещения оборудования должна быть не менее 7-8 метров, длина - не менее 14-15 метров. На нем расположены: устройство ударного распиливания, компрессорная или насосная (в зависимости от вида используемой энергии) со шлангами.
Для осуществления процесса выпиливания блоков горных пород из массива используют 2 комплекта устройств ударного распиливания с оборудованием, обеспечивающим рабочий процесс. Первый комплект располагается на нижнем уступе, второй - на верхнем.
Технологические операции выполняются в следующей последовательности. Устройство, размещенное на нижнем уступе, выполняет горизонтальный подрезной пропил внизу уступа. Затем устройство, расположенное на верхнем уступе, выполняет вертикальные поперечные и продольные пропилы.
Привод устройства ударного распиливания может быть полностью пневматическим и работать от компрессорной станции или пневмоэлектрическим, т.е. компрессор питает ударное устройство и пневмоцилиндры подачи пилы в пропилы, а дизель-генератор - систему возвратно-поступательных перемещений пилы.
Применение данной технологии позволяет повысить выход товарных блоков не менее чем на 20% по отношению к буровзрывному способу, применяемому на карьерах в настоящее время, и на 5-10% по отношению к ударно-врубовым станкам (ченнелерам). К тому же, сокращаются затраты на придание товарным блокам правильной геометрической формы перед дальнейшей обработкой.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Сычев Ю.И., Берлин Ю.Я. Распиловка камня. - М.: Стройиздат, 1989, с. 6, с. 63, с. 128.
2. Авторское свидетельство СССР №105819 А1, 1957. (прототип).
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Способ формирования бидоменной структуры в пластинах монокристаллов сегнетоэлектриков
Способ определения радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ регулирования электроплавки железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ плавки стали из железорудных металлизованных окатышей в дуговой сталеплавильной печи
Способ управления выплавкой стали в дуговой сталеплавильной печи
Дуговая печь для электроплавки стали
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ получения спеченного пористого вольфрамового каркаса
Способ изготовления наноразмерного твердого сплава
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15

