Результат интеллектуальной деятельности: ТОКАРНО-ФРЕЗЕРНО-РАСТОЧНЫЙ СТАНОК
Вид РИД
Изобретение
Изобретение относится к конструктивным элементам общей компоновки металлорежущих станков и может быть использовано для комплексной обработки заготовок на металлорежущих станках с ЧПУ.
Известны станки, корпусные детали которых изготавливают из чугуна или стали. Примером таких станков можно считать станок SU 1764855 А1, 30.09.1992, содержащий привод, станину с подвижным поворотным столом и многошпиндельную головку.
Недостатками металлических корпусных деталей являются зависимость от температуры окружающей среды и наличие остаточных напряжений, приводящих к потере станком точности.
Более точными являются станки с корпусными деталями из бетона (SU 1721034 А1, 23.07.1992).
Бетон виброустойчив и менее подвержен колебаниям температуры, но изменяет объем вследствие поглощения влаги и разрушается при попадании масла на поверхности выполненных из него деталей.
Более близким к предлагаемому изобретению можно считать фрезерно-расточный станок, содержащий станину коробчатого типа с секциями, заполненными полимербетоном, вертикальную стойку, установленную на направляющих станины, шпиндельную бабку, имеющую возможность перемещения по направляющим вертикальной стойки в вертикальной плоскости, поворотный стол с фиксатором заготовки и электропривод (RU 2523656 С1, 20.07.2014).
Корпусные детали станка RU 2523656, выполненные из полимербетона, имеют большую жесткость и стойкость, по сравнению с металлическими и бетонными деталями, но его функциональные возможности ограничены, т.к. шпиндельная бабка может перемещаться только в одной плоскости.
Задача, на которую направлено настоящее изобретение, заключается в создании станка, не имеющего недостатков известных решений.
Техническим результатом изобретения является получение универсального станка, имеющего повышенную динамическую жесткость корпусных деталей и расширенные функциональные возможности, по токарной, расточной, сверлильной и фрезерной обработке заготовок.
Сущность изобретения выражается в совокупности существенных признаков, в которой токарно-фрезерно-расточный станок, содержащий станину коробчатого типа с секциями, заполненными полимербетоном, вертикальную стойку, установленную на направляющих станины, шпиндельную бабку, имеющую возможность перемещения по направляющим вертикальной стойки в вертикальной плоскости, поворотный стол с фиксатором заготовки и электропривод, отличается от ближайшего аналога тем, что вертикальная стойка выполнена с секциями, заполненными полимербетоном, причем на направляющих станины напротив поворотного стола установлена дополнительная вертикальная стойка с секциями, заполненными полимербетоном, имеющая направляющие, на которых расположена первая револьверная инструментальная головка, снабженная первым захватом, выполненным для подачи заготовки из загрузочного модуля к фиксатору заготовки, при этом вторая револьверная инструментальная головка расположена напротив шпиндельной бабки, имеющей возможность вращения в вертикальной плоскости и перемещения в горизонтальной плоскости перпендикулярно направляющим станины, снабженной вторым захватом, выполненным для подачи заготовки ко второй револьверной инструментальной головке и к модулю разгрузки, а секции станины, секции вертикальной стойки и секции дополнительной вертикальной стойки имеют размеры для заполнения полимербетоном массой не менее 60% от массы станины, от массы вертикальной стойки и от массы дополнительной вертикальной стойки.
В частных случаях своего выполнения или использования станок может содержать наполнитель в виде гранитной крошки или в виде мраморной крошки, или в виде кварца; связующий материал в виде эпоксидной смолы или виде акриловой смолы, или в виде метакриловой смолы с отвердителем; стружкоуборочный транспортер; защитный экран; числовое программное управление.
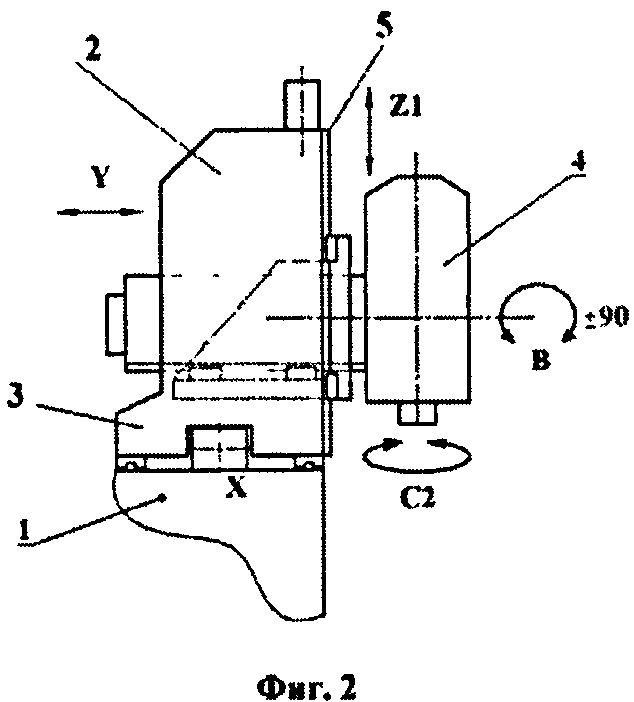
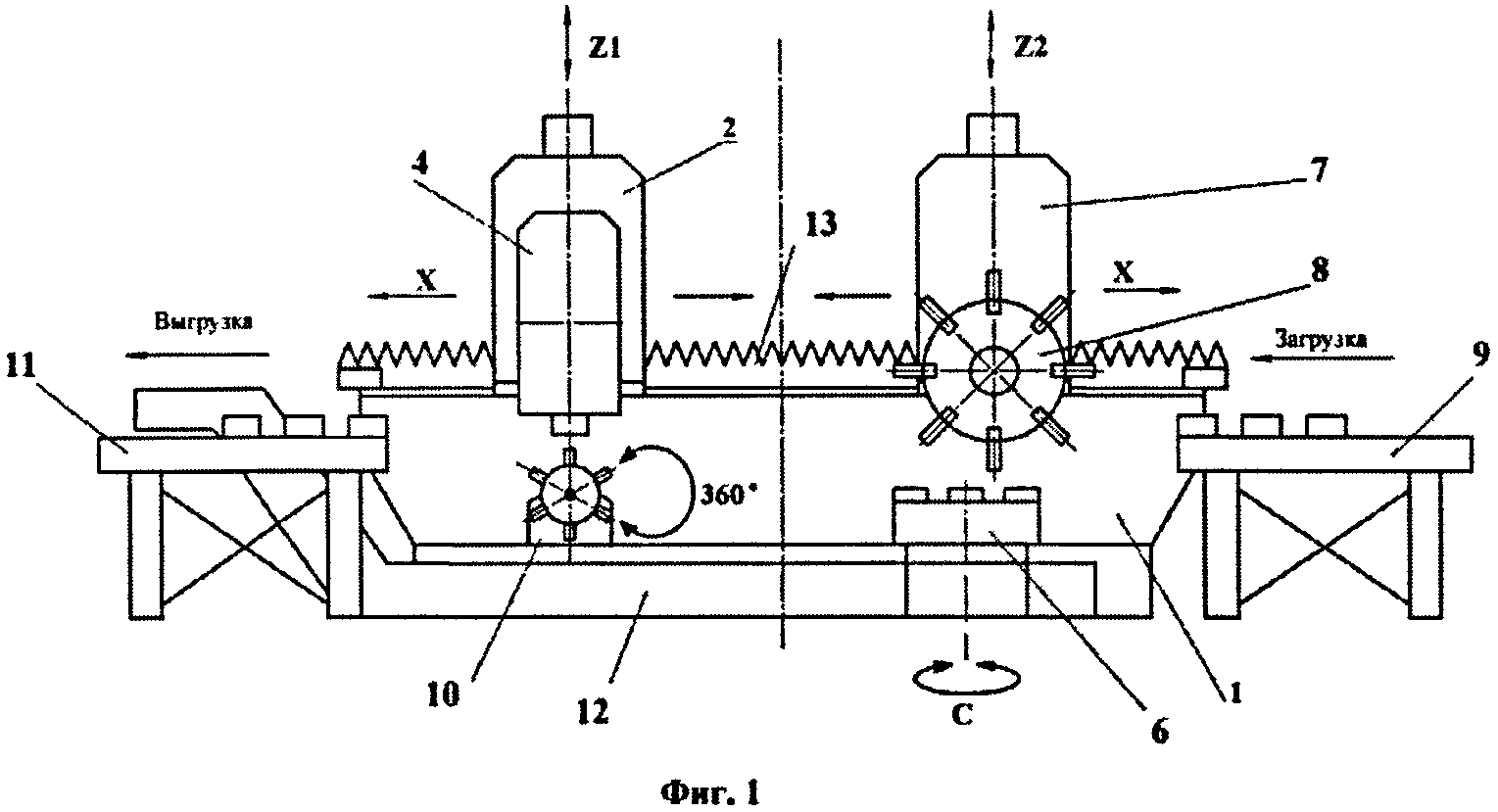
Сущность изобретения поясняется чертежами, где на фиг. 1 дан общий вид токарно-фрезерно-расточного станка и на фиг. 2 - боковой вид его вертикальной стойки.
Токарно-фрезерно-расточный станок содержит станину 1 коробчатого типа с секциями, заполненными полимербетоном, вертикальную стойку 2, установленную на направляющих 3 станины 1, шпиндельную бабку 4, имеющую возможность перемещения по направляющим 5 вертикальной стойки 2, поворотный стол 6 с фиксатором заготовки и электропривод. Вертикальная стойка 2 выполнена с секциями, заполненными полимербетоном. На направляющих 3 станины 1 напротив поворотного стола 6 установлена дополнительная вертикальная стойка 7 с секциями, заполненными полимербетоном. Дополнительная вертикальная стойка 7 имеет направляющие, на которых расположена первая револьверная инструментальная головка 8, снабженная первым захватом, выполненным для подачи заготовки из загрузочного модуля 9 к фиксатору заготовки.
Вторая револьверная инструментальная головка 10 расположена напротив шпиндельной бабки 4, снабженной вторым захватом, выполненным для подачи заготовки ко второй револьверной инструментальной головке 10 и к модулю разгрузки 11. Секции станины 1, секции вертикальной стойки 2 и секции дополнительной вертикальной стойки 7 имеют размеры для заполнения полимербетоном массой не менее 60% от массы станины 1, от массы вертикальной стойки 2 и от массы дополнительной вертикальной стойки 7. Станина 1 имеет стружкоуборочный транспортер 12 и защитный экран 13.
При работе станка заготовки помещают в загрузочный модуль 9. Из загрузочного модуля 9 вертикальная стойка 2 при помощи первого захвата инструментальной головки 8 перемещает заготовку к поворотному столу 6, на котором она закрепляется фиксатором.
Вращающуюся заготовку обрабатывают инструментами, установленными в первой револьверной инструментальной головке 8, которая имеет возможность перемещения по направляющим дополнительной вертикальной стойки 7 вдоль Z2. Перемещение инструментов по оси X обеспечивается смещением дополнительной вертикальной стойки 7 по направляющей 3 станины 1.
Затем дополнительная вертикальная стойка 7 перемещается к загрузочному модулю 9 за очередной заготовкой, а вертикальная стойка 2 со шпиндельной бабкой 4 двигается к поворотному столу 6 и при помощи первого захвата переносит заготовку за обработанную поверхность ко второй револьверной инструментальной головке 10.
После обработки заготовки инструментальной головкой 10 и получения готовой детали, эта деталь подается в модуль разгрузки 11 смещением вертикальной стойкой 2.
Отвод стружки обеспечивает стружкоуборочный транспортер 12.
Многоцелевой станок
Многоцелевой станок
Поворотный стол
Устройство блокирования шпинделя металлорежущих станков
Многоцелевой станок
Устройство для электрохимической обработки осциллирующим электродом-инструментом
Способ электроэрозионно-химической прошивки отверстий малого диаметра и устройство для его осуществления
Многоцелевой станок
Многоцелевой станок
Поворотный стол
Устройство блокирования шпинделя металлорежущих станков
Многоцелевой станок
Металлорежущий станок с автоматическим управлением

