Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ КАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к устройствам для интенсивной пластической деформации, и предназначено для изготовления заготовок преимущественно из цветных сплавов с повышенными механическими свойствами за счет интенсивного измельчения структуры при увеличенном коэффициенте использования металла.
Из уровня техники известно устройство для многомаршрутного равноканального углового прессования (RU 2477662 С2 от 20.03.2013. Бюл. №8).
Недостатками известного устройства являются сложность изготовления матрицы с каналами, пересекающимися в трех взаимно перпендикулярных плоскостях, а также низкий коэффициент использования металла заготовки из-за искажения торцовых участков прессуемой заготовки.
Кроме того, из уровня техники известен способ канального углового прессования заготовок и устройство для его осуществления (RU 2146571 С1 от 20.03.2000. Бюл. №8), содержащее пуансоны и матрицу с пересекающимися прямолинейными каналами. Известное устройство свободно от недостатков вышеприведенного аналога и выбрано в качестве прототипа.
Недостатком прототипа является узость его технологических возможностей, обусловленная необходимостью извлечения заготовки из матрицы после очередного прохода. Кроме того, известное устройство не допускает вариативность схем углового прессования, изменения угла пересечения каналов и маршрута прессования. Задача изобретения - расширение технологических возможностей устройства канального углового прессования.
Достигаемый технический результат - вариативность схем прессования, углов пересечения каналов и маршрута прессования (либо без поворота заготовки вокруг ее продольной оси, либо с поворотом заготовки вокруг ее продольной оси на 180°, либо чередование двух предыдущих) без извлечения заготовки из матрицы после очередного прохода.
Указанный технический результат достигается тем, что в устройстве для канального углового прессования, содержащем пуансоны и матрицу с n≥2 пересекающимися прямолинейными каналами, один канал выполнен основным с двумя входными отверстиями, предназначенными для введения пуансонов, а остальные каналы выполнены каждый с одним входным отверстием, предназначенным для введения пуансона, и с другим отверстием, сопряженным с основным каналом, при этом число пуансонов р=n+1.
Заявленное изобретение поясняется графическими материалами, где:
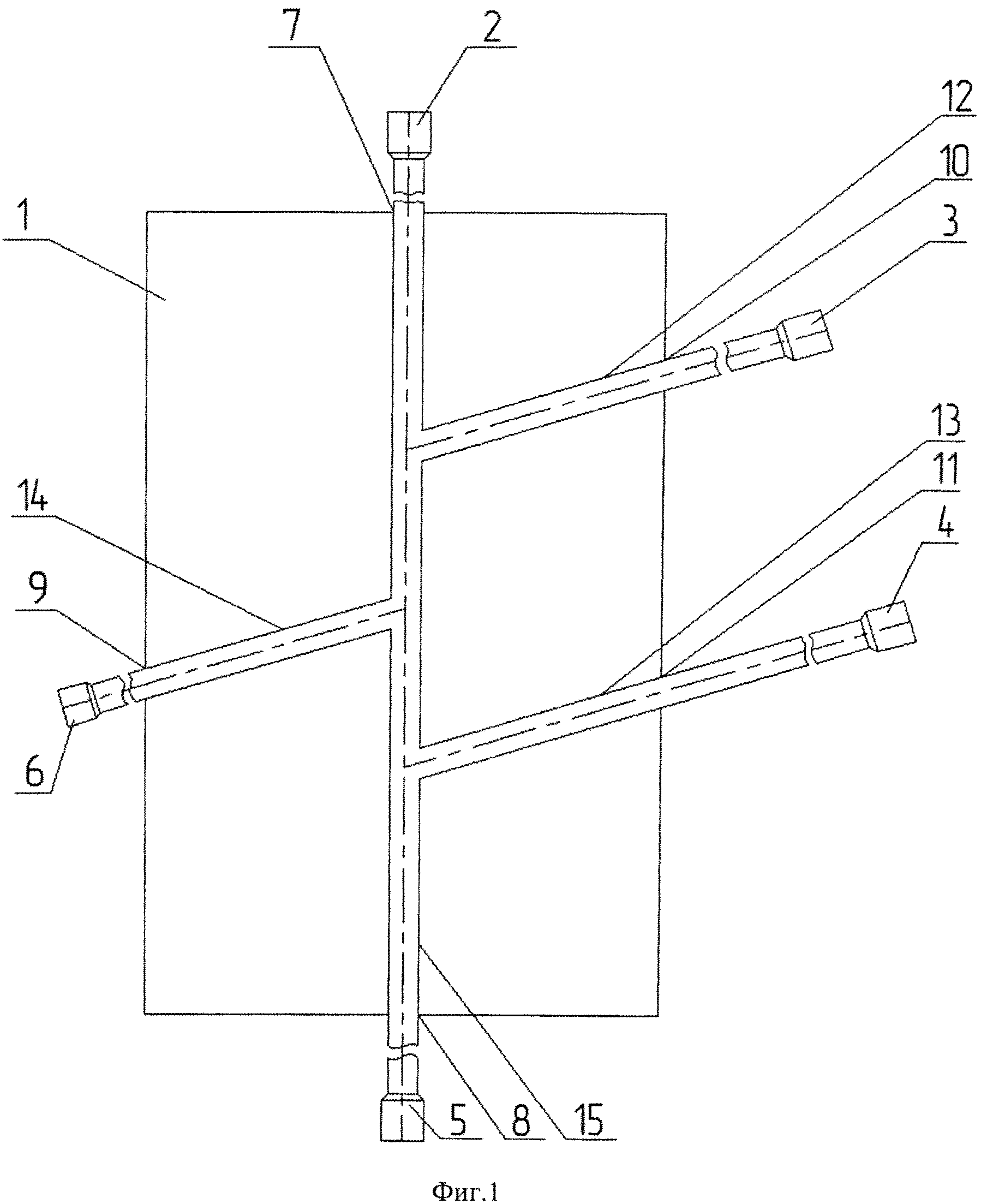
- на фиг. 1 схематично изображено устройство канального углового прессования для n=4, реализующее заданное количество очагов деформации при канальном угловом прессовании заготовки за необходимое число проходов до накопления деформации без извлечения заготовки из матрицы после очередного прохода.
Устройство для канального углового прессования (фиг. 1) содержит матрицу 1 и пять пуансонов 2, 3, 4, 5, 6. Матрица 1 выполнена с четырьмя (может быть сколь угодно много, но не менее двух из условия образования пересечения каналов для реализации заданного маршрута прессования) пересекающимися прямолинейными каналами, один из которых выполнен основным с двумя входными отверстиями 7 и 8, предназначенными для введения соответствующих пуансонов 2 и 5, а остальные каналы выполнены каждый с одним отверстием 9, 10, 11, предназначенным для введения соответствующих пуансонов 6, 3, 4. Привод пуансонов 2, 3, 4, 5, 6 может быть выполнен раздельным, например, от индивидуальных гидроцилиндров (в графических материалах не показано).
Каналы матрицы 12, 13, 14 могут пересекаться с основным каналом 15 под разными углами. Во всех случаях пересечения при углах, отличных от 90°, в каждом из мест пересечения образуются по два очага деформации в силу специфики течения металла при прессовании заготовки.
Заявленное изобретение работает следующим образом.
Приемным каналом может быть любой из имеющихся отверстий 7, 8, 9, 10, 11 матрицы 1. Выходными отверстиями могут быть только два - 7 или 8.
Для прессования по маршруту А - без поворота заготовки вокруг продольной оси - необходимо на каждом последующем этапе прессования возвращать заготовку в канал, где она располагалась на предыдущем этапе прессования, затем нужно менять траекторию прессования по той же схеме обработки.
Для прессования по маршруту С - с поворотом заготовки вокруг продольной оси на 180° - на каждом последующем этапе прессования необходимо изменять траекторию прессования, при которой задний конец заготовки на следующем этапе прессования меняет положение и становится передним.
Для прессования с комбинированием двух предыдущих маршрутов необходимо их чередовать.
Первая схема прессования осуществляется в следующей последовательности. Приемным каналом является отверстие 7 под пуансон 2. С противоположной стороны в отверстие 8 введен пуансон 5 до пересечения с каналом 12. Пуансоном 2 заготовка проталкивается в канал 12, при этом пуансоном 3 создается подпор. Прессование на данном этапе осуществляется до достижения пуансоном 2 места пересечения с каналом 12. На следующем этапе заготовка прессуется пуансоном 3 в обратном направлении, пуансоном 2 создается подпор. Прессование продолжается до тех пор, пока пуансон 3 не достигнет места пересечения с основным каналом, затем он фиксируется, замыкая канал 12. При этом пуансон 5 создает подпор до момента, когда он откроет канал 14, затем пуансон 5 фиксируется. На этом этапе заготовка под действием пуансона 3 может перемещаться из основного канала только в канал 14 по схеме прессования в параллельных каналах, при этом пуансон 6 создает подпор. После этого прессование продолжается пуансоном 6 в обратном направлении с перемещением заготовки в канал 12 по схеме прессования в параллельных каналах. На следующем этапе прессование продолжается пуансоном 3 с перемещением заготовки в основной канал, а из него в канал 13, при этом подпор создает пуансон 5 до момента достижения места пересечения с каналом 13, затем пуансон 5 фиксируется, открывая канал 13. Перемещение пуансона 3 заканчивается, когда он достигнет места пересечения с основным каналом. Далее заготовка прессуется пуансоном 2, при этом подпор создается пуансоном 4. Прессование пуансоном 2 заканчивается, когда он достигнет места пересечения с каналом 13, затем пуансон 2 фиксируется. На следующем этапе прессующим является пуансон 4, с помощью которого заготовка перемещается в основной канал в обратном направлении до достижения им места пересечения с основным каналом, в этом случае пуансон 2 создает подпор. Если величина накопленной деформации мала, то прессование осуществляется последовательно через имеющиеся каналы в обратном порядке. Извлечь заготовку из матрицы после достижения необходимой степени деформации можно либо через отверстие 7, либо через отверстие 8 основного канала пуансонами 5 и 2 соответственно.
Для реализации маршрута С необходимо из первой схемы исключить все этапы обратного прессования и перемещать заготовку последовательно в каналах только в одном направлении.
Чередуя первые две схемы прессования по описанным маршрутам А и С, можно реализовать необходимые комбинации маршрутов прессования заготовки.
Исходя из выше сказанного можно сделать вывод, что при реализации изобретения поставленная задача - расширение технологических возможностей устройства канального углового прессования - решена, и заявленный технический результат - вариативность схем прессования и углов пересечения каналов при заданном маршруте прессования (либо без поворота заготовки вокруг ее продольной оси, либо с поворотом заготовки вокруг ее продольной оси на 180°, либо чередование двух предыдущих) без извлечения заготовки из матрицы после очередного прохода - достигнут. Конструкция матрицы сохранена весьма простой. При этом во всех схемах прессования может быть использован подпор за счет противодавления, исключающего возможность искажения переднего торца заготовки, т.к. он при выходе из матрицы упирается в один из пуансонов, создающих противодавление, и является плоским. Задний торец прессуемой заготовки также остается плоским, т.к. на разных этапах процесса канального углового прессования задействованы разные пуансоны с непременным выполнением условия, что направления продольной оси заготовки и прессующего пуансона совпадают.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для осуществления процесса обработки давлением металлов и сплавов;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
Устройство для осаждения металлических пленок
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Алмазный отрезной круг
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез
Устройство для осаждения металлических пленок
Способ коррекции позиционирования подвижных органов станка в процессе обработки
Алмазный отрезной круг
Способ нанесения антикоррозийных покрытий на подложку из высокотвердых сплавов
Способ углового прессования
Нож для отрезки заготовок
Двенадцатифазный трансформаторный преобразователь числа фаз
Способ определения переднего угла в торцовом сечении осевых режущих инструментов
Способ получения алюмосиликатного огнеупорного материала
Способ определения переднего угла в торцовом сечении концевых фрез

