Результат интеллектуальной деятельности: СПОСОБ ТЕРМООБРАБОТКИ ПЕНЬКА СТВОЛА АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для термообработки пенька стволов автоматического стрелкового оружия, изготовленного методом холодного радиального обжатия, например 6П6М, 6П7К, 6П41 и др.
Известен способ термообработки пенька ствола пулемета ДП на твердость HRC 37-44, заключающийся в установке стволов в приспособлении, нагреве в течение 2 минут торца ствола на длине 5-15 мм при температуре 850-870°C в свинцовой ванне, охлаждении нагретой зоны в веретенном масле с температурой 40-70°C при вертикальном перемещении в течение 15 минут, последующем отпуске в свинцовой ванне при температуре 430-460°C в течение 7 минут, причем стволы загружают в ванну на глубину 20-25 мм, далее охлаждают на воздухе (см. Арефьев М.Г., Карпов Л.И. «Производство стволов стрелкового оружия» под ред. А.А. Благонравова, НКАП Оборон ГИЗ, Главная редакция вооружения и боеприпасов, Москва, 1945, § 68, стр. 210).
Недостатками известного способа являются:
- применяемые для нагрева деталей ванны с расплавом свинца относятся к веществам первого класса опасности;
- при серийном производстве на свинцовых ваннах необходимо постоянно поддерживать технологическую температуру, что приводит к дополнительному расходу электроэнергии и вспомогательных материалов, это способствует повышению себестоимости выпускаемых деталей;
- в прототипе не указана операция обезжиривания после закалки на масло, излишки масла будут выгорать при проведении отпуска, что является нарушением правил безопасности.
Известен способ изготовления ствола автоматического стрелкового оружия, включающий изготовление заготовки ствола из выбранной марки, термическую обработку заготовки на заданный комплекс механических свойств, механическую обработку наружной и внутренней поверхностей, формирование нарезной части канала ствола, образование патронника, осаждение на поверхности канала ствола хрома путем гальванического хромирования с последующим прогревом, причем используют легированные марки стали с высоким положением критической точки AC1, охлаждение ведут с высокими скоростями для предотвращения выделения карбидов, а при хромировании используют источник постоянного тока с коэффициентом пульсации по току не более 1% (Патент RU 2458175 С1, C21/D 9/12, 10.08.2012 г.). Известный способ принят за прототип.
Недостатком известного способа является то, что способ применим для изготовления стволов, использующих боеприпасы без закраины калибров (7,62; 12,7; 14,5) мм, имеющих схему запирания ствола, отличную от пулеметов Калашникова.
Модификации единого пулемета Калашникова 6П6М.6П7К, 6П41, 6П41М используют в качестве боеприпаса винтовочный патрон 7,62×54 R, имеющий закраину. Закраина в процессе изготовления гильзы приобретает твердость HRC 27-29.
Для улучшения извлекаемости гильзы из ствола после выстрела на торце ствола имеется кольцевой выступ, на который и опирается гильза в момент заряжания своей закраиной. При этом происходит удар. А так как ствол, изготовленный из марок 30ХН2МФА, 25Х3М3НБЦА, имеет твердость НВ 270-327, то возникает необходимость закалки его казенного торца, т.е. пенька.
Предлагаемым изобретением решается задача разработки способа закалки пенька ствола автоматического стрелкового оружия с использованием для нагрева токов высокой частоты.
Технический результат, получаемый при осуществлении изобретения, заключается в надежном обеспечении высокого качества контактирующих поверхностей пенька за счет придания им механических свойств, обеспечивающих высокую прочность и способность воспринимать ударные нагрузки.
Указанный технический результат достигается тем, что в способе термообработки пенька ствола автоматического стрелкового оружия, изготовленного методом холодного радиального обжатия, включающем нагрев под закалку с последующим охлаждением на воздухе, гальваническое хромирование канала ствола с последующим стабилизирующим отпуском, новым является то, что нагрев под закалку пенька ведут на длине (5-10) мм от торца ствола до температуры (890-910)°C с использованием токов высокой частоты, при этом осуществляют вращение ствола с продувкой патронника инертным газом с расходом (0,35-0,41) м3/час, для охлаждения на воздухе ствол переворачивают и устанавливают в приспособление для закалки казенной частью вниз на нагретый пенек, а отпуск совмещают со стабилизирующим отпуском хромированного канала ствола в электропечи сопротивления с двумя тепловыми зонами при температуре в верхней зоне (420-450)°C.
В качестве инертного газа может быть использован аргон.
Отличительным признаком заявляемого изобретения является то, что нагревают пенек токами высокой частоты, продувают патронник инертным газом, охлаждение ведут на воздухе в массивном приспособлении, в результате чего осуществляется способ закалки пенька с одновременного нагрева.
В целях снижения воздействия вредных факторов на термистов предлагается применять для нагрева под закалку пенька стволов автоматического стрелкового оружия, изготовленного методом холодного радиального обжатия, источник токов высокой частоты (например, генератор ВЧГ 6-60/0,44), в комплекте с петлевым индуктором, изготовленным из медной трубки диаметром 8 мм.
Для вертикальной установки деталей на позицию нагрева применяется специальный стенд, обеспечивающий вращение детали относительно своей оси с частотой 72-86 с-1 посредством нижнего вращающегося центра, представляющего собой электрический мотор-редуктор. Нижний центр крепится к стойке посредством разрезного зажима и имеет возможность вертикального перемещения.
Так как казенная часть у стволов конструктивно выполнена одинаковой, то вместо верхнего центра применяется поддерживающий пружинный зажим, выполненный в виде вилки и удерживающий деталь по цилиндрической шейке.
В связи с тем, что стволы изготавливаются по типовому технологическому процессу холодного радиального обжатия с окончательным формированием геометрических размеров патронника, пульного входа и канала, где патронник имеет припуск только на окончательную полировку, то образование окалины на внутренней поверхности ствола недопустимо. Для этого с момента установки ствола на позицию нагрева и в процессе нагрева в патронник подают инертный газ - аргон с расходом (0,35-0,41) м3/час.
Охлаждение нагретой зоны пенька производят на воздухе в массивном водоохлаждаемом многоместном приспособлении при вертикальной установке ствола в гнездо приспособления.
Отпуск закаленного пенька совмещен с операцией стабилизирующего отпуска гальванического хромового покрытия в шахтной электропечи сопротивления с двумя тепловыми зонами при температуре верхней зоны (420-450)°C.
Технические решения с признаками, отличающими заявляемое решение от прототипа, не известны и явным образом из уровня техники не следуют.
Это позволяет считать, что заявляемое изобретение является новым и обладает изобретательским уровнем.
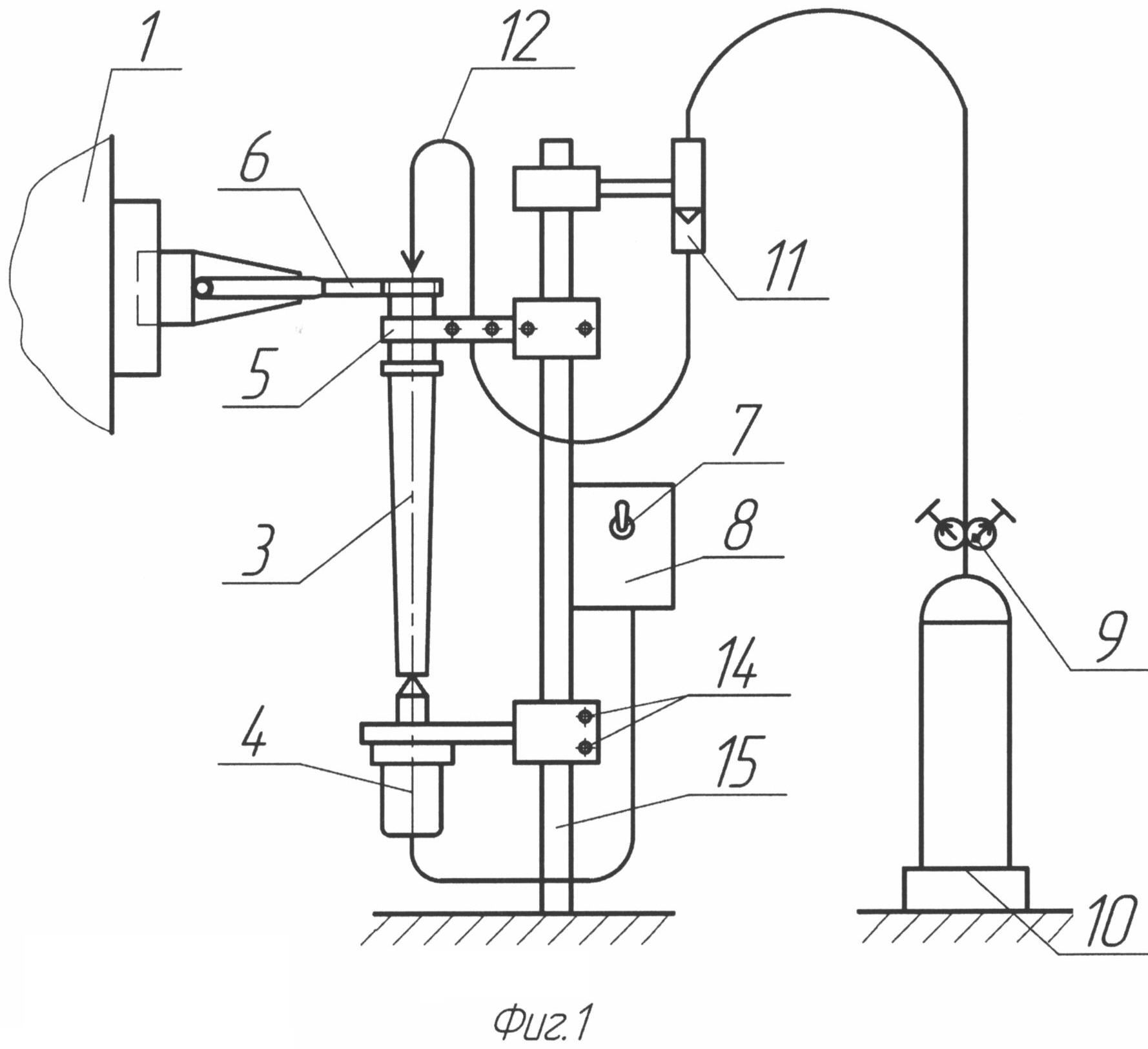
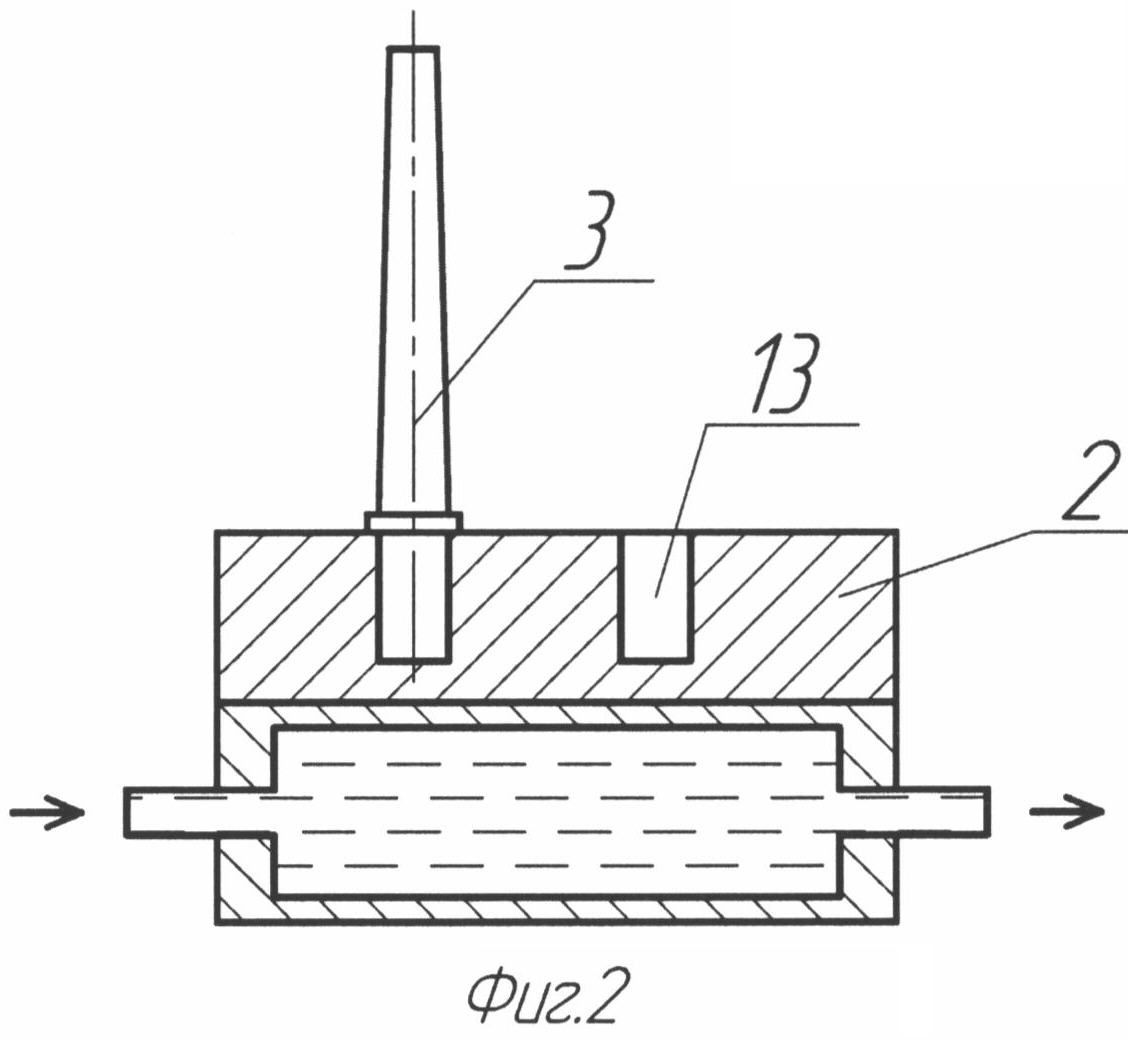
Пример реализации способа термообработки пенька ствола автоматического стрелкового оружия пулемета 6П6М (Фиг. 1 и 2). Подготавливают к работе генератор ТВЧ 1 (например, ВЧГ 6-60/0,44), устанавливают на нем параметры работы согласно технологическому процессу. На реле времени генератора выставляют время нагрева. Включают на проток подачу воды в приспособление 2 для охлаждения. Устанавливают на позицию нагрева ствол 3, опирая его на нижний вращающийся центр 4 и вдвигая цилиндрическую часть в пружинную вилку 5. Тумблером 7 на блоке питания 8 включают вращение ствола. Посредством редуктора 9 на баллоне 10 по ротаметру 11 выставляют расход инертного газа - аргона, который по трубке 12 подается в первый конус патронника ствола 3 Включают генератор ТВЧ 1 и нагревают пенек на длине 5-10 мм от торца до температуры (890-910)°C. После срабатывания реле времени генератора 1 ствол 3 быстро извлекают из стенда, переворачивают казенной частью вниз и устанавливают в гнездо 13 приспособления для закалки 2 на нагретый пенек. Охлаждают ствол до температуры цеха. Закаливают всю поступившую партию стволов. Прибором для измерения твердости по методу Роквелла измеряют твердость закаленного пенька, которая должна быть не менее HRC 45,5. Закаливают всю поступившую партию стволов. Далее стволы направляются на гальваническое хромирование канала в установках скоростного хромирования.
Другим примером может служить закалка пенька ствола пулемета 6П7К, имеющего более длинную дульную часть. Также, как было описано выше, проводят подготовительные работы. Устанавливают ствол 3 на позицию нагрева, опирая его на нижний вращающийся центр 4 и вдвигая цилиндрическую часть в пружинную вилку 5. Ослабляют болты 14 крепления нижнего вращающегося центра к стойке 15 стенда и опускают центр 4 вместе со стволом 3 вниз, ориентируя казенный срез ствола 3 по верхнему срезу индуктора 6. Затягивают болты 14. Тумблером 7 на блоке питания 8 включают вращение ствола. Посредством редуктора 9 на баллоне 10 по ротаметру 11 выставляют расход инертного газа - аргона, который по трубке 12 подается в первый конус патронника ствола 3. Включают генератор ТВЧ 1 и нагревают пенек на длине (5-10) мм от торца до температуры (890-910)°C. После срабатывания реле времени генератора 1 ствол 3 быстро извлекают из стенда, переворачивают казенной частью вниз и устанавливают в гнездо 13 приспособления для закалки 2 на нагретый пенек. Охлаждают ствол до температуры цеха. Закаливают всю поступившую партию стволов. Также проводят измерение твердости и аналогично наносят гальванического хромовое покрытие. Регулировку положения ствола относительно индуктора и подачу аргона выполняют периодически при наладке.
Отпуск пенька проводят при стабилизирующем отпуске хромового покрытия ствола в электропечи сопротивления с двумя тепловыми зонами при температуре в верхней зоне (420-450)°C.
Устройство для крепления и предварительной оценки параметров измерительного прибора
Глушитель звука выстрела
Поводковый центр радиально-обжимной машины
Устройство для измерения длины гибких длинномерных материалов
Способ получения кольцевых заготовок деталей гибкой стальных труб
Стрелковое оружие
Способ изготовления изделий типа "крышка", "дно"
Огнестрельное оружие с подвижным стволом
Способ получения упрочненных стальных изделий точных геометрических размеров
Поршневой узел машины литья под давлением
Устройство для крепления и предварительной оценки параметров измерительного прибора
Глушитель звука выстрела
Поводковый центр радиально-обжимной машины
Устройство для измерения длины гибких длинномерных материалов
Способ получения кольцевых заготовок деталей гибкой стальных труб
Стрелковое оружие
Способ изготовления изделий типа "крышка", "дно"
Огнестрельное оружие с подвижным стволом
Способ получения упрочненных стальных изделий точных геометрических размеров
Поршневой узел машины литья под давлением

