Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЗАГОТОВКИ
Вид РИД
Изобретение
Изобретение касается устройства для пластического формообразования заготовки, содержащее установленный с возможностью вращения вокруг оси приводной вал и закрепленный на нем инструмент, в частности валок, причем имеется соединение с геометрическим замыканием, в частности шлицевое соединение между приводным валом и инструментом, посредством которого вращающий момент передается от приводного вала инструменту.
В случае устройств такого рода предусматривается разъемное закрепление инструмента, а именно валка на приводном валу. Во время использования от приводного вала на инструмент должен передаваться большой вращающий момент. При этом известно, что между приводным валом и валком применяется шлицевое соединение. Подобные шлицевые соединения достаточно известны в машиностроении и широко используются. Здесь следует сослаться на нормы DIN 5480 и DIN 5466, в которых раскрывается структура таких соединений с геометрическим замыканием.
При применении шлицевого соединения между приводным валом и валком оказывается благоприятным, что, с одной стороны, возможна передача вращающего момента, с другой стороны, шлицевое соединение согласно своему принципу может также передавать радиальные усилия, что при прокатке заготовки является очень существенным.
В случае формующего инструмента указанного вначале вида в настоящее время между приводным валом и валком используют, таким образом, шлицевое соединение. Усилия и моменты на валке передаются через маленькое конструктивное пространство. Кроме того, быстрая и простая замена валка имеет большое значение для обеспечения высокой экономичности обработки. Применение шлицевых соединений в этой связи очень оправдано.
Недостатком же является то, что при упомянутом виде соединения валка с приводным валом имеет место высокий износ соединения, так, что по прошествии определенного периода эксплуатации детали приходится заменять, с тем, чтобы можно было надежно осуществить передачу радиальных усилий и вращающих моментов. Необходимо именно на узком пространстве передавать как радиальные усилия, так и вращающие моменты, что влечет за собой проблему подверженности износу.
В основе изобретения лежит задача так усовершенствовать устройство упомянутого вначале рода, чтобы устранить соответствующие недостатки. Таким образом может быть достигнуто существенное снижение износа соединения между приводным валом и валком, вследствие чего должен увеличиться срок службы устройства, что соответственно снизит производственные затраты.
Решение этой задачи с помощью изобретения характеризуется тем, что соединение с геометрическим замыканием, в частности шлицевое соединение, проходит по первому аксиальному участку, причем вне первого аксиального участка имеется второй аксиальный участок, на котором приводной вал и инструмент образуют первые взаимодействующие цилиндрические опорные поверхности, образованные для передачи радиальных усилий.
Таким образом, шлицевое соединение разгружается от радиальных усилий; теперь оно должно передавать исключительно вращающий момент.
Соединение с геометрическим замыканием при этом предпочтительно расположено на радиальном расстоянии от оси вращения, которое меньше, чем радиальное расстояние от оси вращения до первой цилиндрической опорной поверхности.
Вне первого аксиального участка и вне второго аксиального участка в очень предпочтительном варианте может быть третий аксиальный участок, в котором приводной вал и инструмент образуют вторые взаимодействующие цилиндрические опорные поверхности, образованные для передачи радиальных усилий. При этом предпочтительно первый аксиальный участок расположен между вторым аксиальным участком и третьим аксиальный участком. В предпочтительном варианте в пространство, находящееся между вторым и третьим аксиальными участками, в котором находится первый аксиальный участок со шлицевым соединением, может быть помещен смазочный материал, с тем, чтобы оптимально снабдить шлицевое соединение смазкой.
Вторая цилиндрическая опорная поверхность инструмента может быть образована гильзой, которая расположена в инструменте. Гильза при этом предпочтительно помещена с прессовой посадкой в отверстие инструмента. Указанная выше запрессовка предпочтительно произведена путем посадки в горячем состоянии.
Соединение с геометрическим замыканием предпочтительно расположено на расстоянии от оси вращения, которое больше, чем радиальное расстояние второй опорной цилиндрической поверхности от оси вращения. Монтаж и демонтаж, таким образом, возможен простым способом.
Это соединение с геометрическим замыканием предпочтительно снабжено износостойким покрытием, по меньшей мере одной из первых цилиндрических опорных поверхностей или по меньшей мере одной из вторых цилиндрических опорных поверхностей.
В центральную резьбу приводного вала может быть ввинчен стяжной болт, который с целью осевого фиксирования инструмента на приводном валу участком, увеличенным в виде фланца, оказывает давление на расположенную с торцевой стороны поверхность прилегания инструмента. Данная торцевая поверхность прилегания может быть в частности торцевой поверхностью гильзы. В участке, увеличенном в виде фланца, может быть расположено некоторое количество винтов, в частности винтов без головок, которые ввинчены в резьбовые отверстия, находящиеся в участке, увеличенном в виде фланца, причем эти винты своими аксиальными концами давят на расположенную со стороны торца поверхность прилегания инструмента, в частности на торцевую сторону гильзы.
При предлагаемом варианте осуществления валкового устройства для формообразования прокатываемого материала большим преимуществом является то, что износ соединения между приводным валом и инструментом может существенно уменьшиться. Функции передачи вращающего момента, с одной стороны, и передачи радиальных усилий, с другой стороны, разделены. За счет разгрузки от радиальных усилий шлицевое соединение оказалось в состоянии передавать большие вращающие моменты с существенно меньшим износом.
Выполнение поверхностей с износостойкими покрытиями и использование оптимальной смазки благоприятствует снижению износа.
Далее, предпочтительно предусмотреть беззазорное осевое закрепление, которое в равной мере способствует тому, чтобы износ устройства был минимизирован.
Таким образом получается очевидное снижение износа и значимое увеличение ресурса, соответственно, срока службы устройства, соответственно, его частей.
Предлагаемый инструмент применяется, в частности, в горячем формовании, поскольку здесь описанные преимущества проявляются особым образом.
Предложение согласно изобретению позволяет передачу поперечных (так называемых, радиальных) усилий через теперь отдельные опорные поверхности. Отдельно от этого осевые усилия будут передаваться через стяжной болт (резьбовой палец). При этом происходит передача вращающего момента между приводным валом и валком исключительно посредством шлицевого соединения, которое, однако, согласно изобретению должно передавать исключительно вращающие моменты и не подвергается воздействию других усилий, в частности радиальных усилий, что ведет к требуемому значительному увеличению срока службы.
Немаловажным аспектом является смазка устройства. Подбором соответствующей смазки, в частности в сочетании с нанесением покрытия на поверхность высоконагружаемых областей устройства, может в значительной степени быть снижен износ.
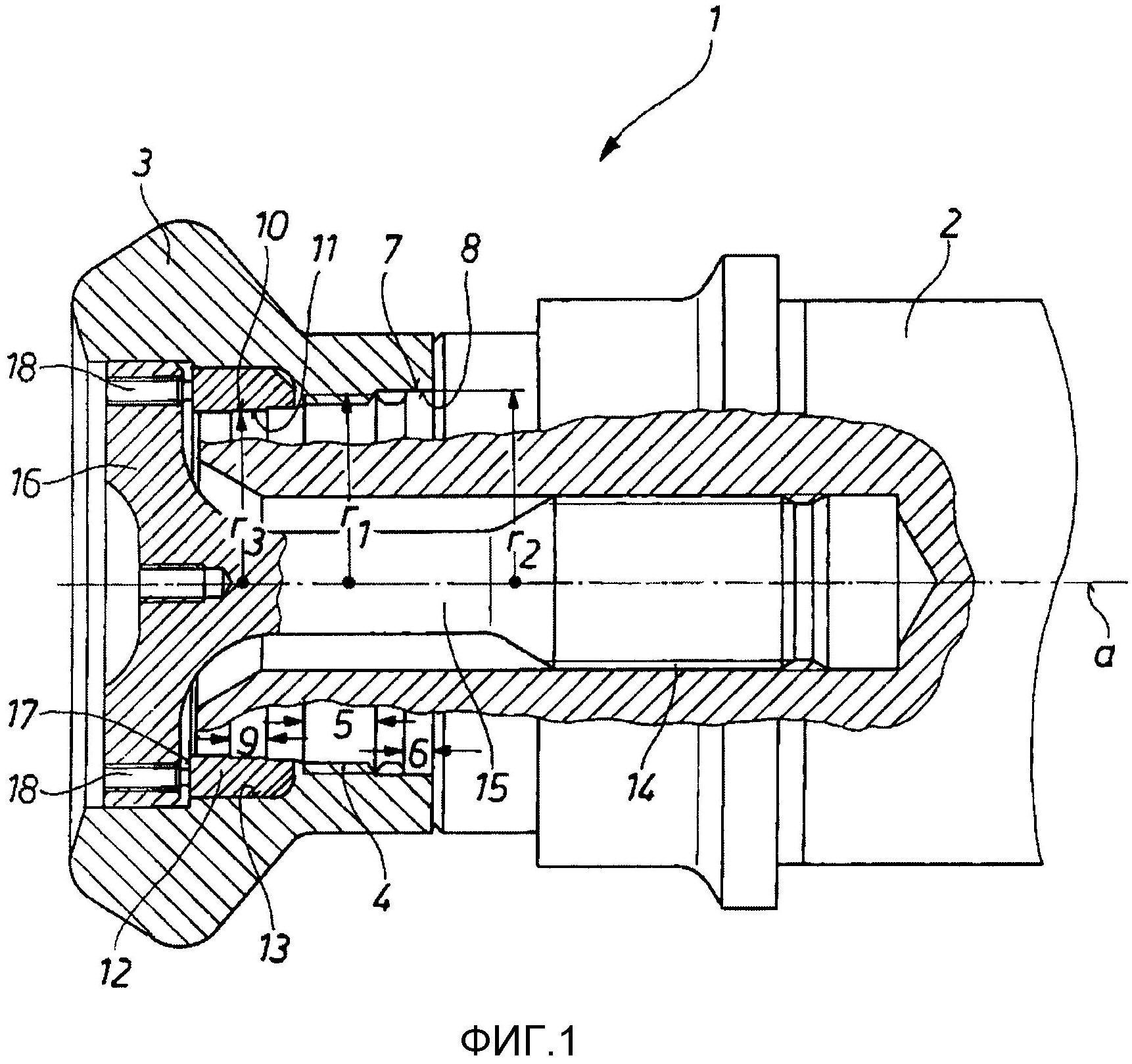
На чертеже представлен пример осуществления изобретения. На единственной фигуре показано частично в радиальном разрезе устройство для формообразования заготовок с приводным валом и закрепленным на нем валком.
На фигуре представлено устройство 1 для формообразования заготовки (не представлена) или прокатываемого материала. Устройство 1 включает в себя приводной вал 2, который может вращаться вокруг оси вращения a. На осевом конце приводного вала 2 закреплен инструмент 3 в форме валка. Закрепление выполнено разъемным, так, что валок может быть снят с приводного вала 2 и заменен другим.
Соединение между приводным валом 2 и валком 3 осуществлено таким образом, что могут передаваться как вращающие моменты от приводного вала 2 на валок 3, так и радиальные и осевые усилия относительно оси вращения. При этом упомянутое соединение сконструировано таким образом, что вращающие моменты вокруг оси а, также радиальные усилия между приводным валом 2 и валком 3 и, наконец, осевые усилия между приводным валом 2 и валком 3 могут передаваться в каждом случае отдельно друг от друга.
Для передачи вращающего момента приводной вал 2 и валок 3 имеют соединение 4 с геометрическим замыканием в виде шлицевого соединения. Шлицевое соединение 4 при этом распространяется на первый аксиальный участок 5, который в отношении своей протяженности подобран так, чтобы надежно передавать необходимые вращающие моменты. Это шлицевое соединение при этом полностью освобождено от радиальных и осевых усилий.
Радиальные усилия передаются через два других аксиальных участка, а именно через второй аксиальный участок 6 и третий аксиальный участок 9. В обоих этих участках расположены цилиндрические опорные поверхности, как на приводном валу 2, так и на валке 3, которые друг к другу подобраны таким образом, что возможна определенная передача радиальных усилий.
Так, приводной вал 2 имеет во втором аксиальном участке 6 первую цилиндрическую опорную поверхность 7, которая взаимодействует с первой цилиндрической опорной поверхностью 8 инструмента 3. При этом приводной вал 2 имеет в третьем аксиальном участке 9 вторую цилиндрическую опорную поверхность 10, которая взаимодействует со второй цилиндрической опорной поверхностью 11 инструмента 3.
В зоне третьего аксиального участка 9 видно, что вторая цилиндрическая опорная поверхность 11 образована гильзой 12, которая посажена в отверстие 13 в валке 2. Точнее сказать, гильза 12 в отверстии 13 зафиксирована способом горячей посадки.
Наконец, передача осевых усилий происходит - также изолированно от передачи вращающего момента и передачи радиальных усилий - через стяжной болт 15, который резьбовой частью ввинчен в центральную резьбу 14 приводного вала 2. Стяжной болт 15 имеет на своем аксиальном конце участок 16, который увеличен в виде фланца и выполнен с возможностью прилегания к расположенной со стороны торца поверхности 17 прилегания валка 3. Точнее сказать, расположенная со стороны торца поверхность прилегания образуется торцевой стороной гильзы 12.
Чтобы достичь беззазорного фиксирования валка 3 на приводном валу 2, участок 16, увеличенный в виде фланца, имеет по своему периметру некоторое количество резьбовых отверстий, в которые ввинчены винты 18 без головок. Винты затягиваются до тех пока, один их аксиальный конец не будет прилегать к торцевой стороне гильзы 12 с достаточным предварительным натягом.
Как далее выясняется, радиальное расстояние r1 шлицевого соединения 4 меньше, чем радиальное расстояние r2 первых цилиндрических опорных поверхностей 7, 8 в первом аксиальном участке 5.
При этом радиальное расстояние r1 шлицевого соединения 4 больше, чем радиальное расстояние r3 вторых цилиндрических опорных поверхностей 10, 11 в третьем аксиальном участке 5.
За счет запрессовки в горячем состоянии гильзы 12 появляется беспроблемная возможность создания шлицевого профиля шлицевого соединения 4 в валке 3. Профиль может быть простым способом сделан до запрессовки гильзы 12, например, фрезерованием или шлифованием, так как без гильзы 12 имеется свободное пространство для необходимого здесь инструмента. Сразу после того как гильза 12 будет установлена (запрессовкой в горячем состоянии), валок 3 тем самым будет приведен в пригодное к использованию состояние.
На все находящиеся под нагрузкой поверхности в процессе эксплуатации устройства 1 может быть нанесено покрытие, что может увеличить срок службы. В пространстве между вторым аксиальным участком 6 и третьим аксиальным участком 9 может быть нанесена смазка, так что шлицевое соединение может работать при оптимальных условиях с точки зрения смазки.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1. устройство для формообразования заготовки
2. приводной вал
3. инструмент
4. соединение с геометрическим замыканием
5. первый аксиальный участок
6. второй аксиальный участок
7. первая цилиндрическая опорная поверхность приводного вала
8. первая цилиндрическая опорная поверхность инструмента
9. третий аксиальный участок
10. вторая цилиндрическая опорная поверхность приводного вала
11. вторая цилиндрическая опорная поверхность инструмента
12. гильза
13. отверстие
14. центральная резьба
15. стяжной болт
16. участок, увеличенный фланцем
17. фронтально расположенная поверхность прилегания
18. болт
а ось вращения
r1 радиальное расстояние
r2 радиальное расстояние
r3 радиальное расстояние.
Способ и устройство для изготовления труб методом холодной пилигримовой прокатки
Способ и устройство для изготовления труб со стыковым швом из металлических листов
Способ изготовления инструмента для горячей деформации
Проволочно-прокатная клеть с индивидуальным электроприводом
Прокатка угловых профилей
Смазочное устройство для снабжения инструмента смазочным материалом
Транспортировочное устройство для заготовок, имеющих продольную ось
Зажимной патрон станка для обработки трубчатых вращающихся деталей
Станок для обработки концов труб
Трубопрутковый пресс или пресс для выдавливания фасонных изделий
Способ и устройство для изготовления труб методом холодной пилигримовой прокатки
Способ и устройство для изготовления труб со стыковым швом из металлических листов
Способ и устройство для изготовления труб посредством холодного пильгерования
Способ изготовления инструмента для горячей деформации
Проволочно-прокатная клеть с индивидуальным электроприводом
Прокатка угловых профилей
Смазочное устройство для снабжения инструмента смазочным материалом
Транспортировочное устройство для заготовок, имеющих продольную ось
Зажимной патрон станка для обработки трубчатых вращающихся деталей
Станок для обработки концов труб

