Результат интеллектуальной деятельности: СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА БЕСЦЕНТРОВОГО ШЛИФОВАЛЬНОГО СТАНКА
Вид РИД
Изобретение
Предлагаемый способ относится правке шлифующих поверхностей, в частности, с применением вращающегося инструмента для правки и может быть использован для правки шлифовального круга бесцентрового шлифовального станка.
При обработке на бесцентровом шлифовальном станке заготовка располагается между вращающимися шлифовальным кругом, ведущим (дополнительным шлифовальным) кругом и опорным ножом. Ведущий круг осуществляет вращение заготовки, шлифовальный круг - резание, а нож служит для опоры. В процессе обработки происходит изнашивание абразивных шлифовальных кругов, и поэтому требуется их правка. Правка является наиболее трудоемкой частью наладки станка, так как круги имеют большие диаметры и ширину, и требуется обеспечить высокую точность размера. Правку шлифовального круга необходимо проводить в несколько раз чаще, чем ведущего круга, который изнашивается медленнее.
Наиболее часто правку осуществляют алмазным карандашом или гребенкой, которые перемещают по расчетной траектории с помощью копира или системы ЧПУ (см., например, Ашкиназий Я.М. Бесцентровые круглошлифовальные станки. Конструкции, обработка и правка. М.: Машиностроение. С. 184).
Известен способ правки шлифовального круга (патент RU 2400346, МПК B24B 53/00, опубл. 27.09.2010). Способ включает правку в несколько проходов с сообщением шлифовальному кругу вращения, а правящему инструменту - продольного перемещения вдоль образующей поверхности круга. При этом после каждого продольного перемещения инструменту сообщают поперечное перемещение, величину которого выбирают в зависимости от характера износа рабочей поверхности. Недостатком известного способа будет низкая производительность правки и невысокое качество, так как возникают погрешности как самого устройства правки, так и траектории его перемещения относительно круга.
Более эффективным способом является правка накатными металлическими или алмазными роликами (см., например, Ашкиназий Я.М. Бесцентровые круглошлифовальные станки. Конструкции, обработка и правка. М.: Машиностроение. С. 197).
Известен способ и реализующее его устройство для непрерывной правки шлифовального круга (патент RU 2008180, МПК B24B 53/053, опубл. 28.02.1994). Известный способ включает вращение правящего ролика от отдельного привода и его подачу относительно круга. Трудности при реализации данного способа заключаются в сложности конструктивной реализации и значительных усилиях, возникающих в процессе правки, что не позволяет использовать его при правке шлифовального круга бесцентрового шлифовального станка.
Наиболее близким техническим решением по совокупности существенных признаков к предложенному изобретению является способ правки шлифовального круга (патент RU 2317188, МПК B24B 53/053, опубл. 20.02.2008). Данный способ включает вращения шлифовального круга и правящего ролика в противоположных направлениях. Отличительная особенность способа заключается во вращении правящего ролика от пневмопривода с окружной скоростью, равной окружной скорости круга.
Недостаток известного способа заключается в невысоком качестве правки. Это обусловлено высокими деформациями при консольном закреплении правящего ролика и его перемещении относительного шлифовального круга, а также погрешностями привода. Другой недостаток известного способа связан со сложностью технической реализации способа, при которой требуется отдельный пневмопривод для вращения ролика и его перемещения. Это сложно осуществить на бесцентровом шлифовальном станке, так как при этом требуются отдельные механизмы правки для шлифовального и ведущего кругов.
Задачей настоящего изобретения является повышение качества правки и упрощение технической реализации способа.
Поставленная задача решается тем, что предложен способ правки шлифовального круга бесцентрового шлифовального станка, в котором производят вращение в направлениях, противоположных друг другу основного шлифовального круга и правящего ролика от отдельных приводов.
Новым в предложенном изобретении является то, что в качестве привода правящего ролика используют дополнительный шлифовальный круг с коэффициентом трения S=0,5-0,7, с помощью которого прижимают правящий ролик к основному шлифовальному кругу, до начала вращения ось дополнительного шлифовального круга поворачивают относительно оси основного шлифовального круга на угол α в вертикальном направлении, а затем изменяют скоростью вращения nк дополнительного шлифовального круга, регулируя скорость вращения nр правящего ролика, и изменяют угол α поворота оси дополнительного шлифовального круга, регулируя скорость nп продольного перемещения правящего ролика.
Новым в предложенном изобретении является также то, что изменяют величину угла α поворота оси дополнительного шлифовального круга по соотношению:
где α - угол поворота оси дополнительного шлифовального круга относительно оси основного шлифовального круга в вертикальном направлении; nп - продольного перемещения правящего ролика; nр - скорость вращения правящего ролика; k - коэффициент проскальзывания.
Новым в предложенном изобретении является также то, что изменяют скорость вращения nк дополнительного шлифовального круга по соотношению:
где dк - диаметр дополнительного шлифовального круга; dр - диаметр правящего ролика; nр - скорость вращения правящего ролика.
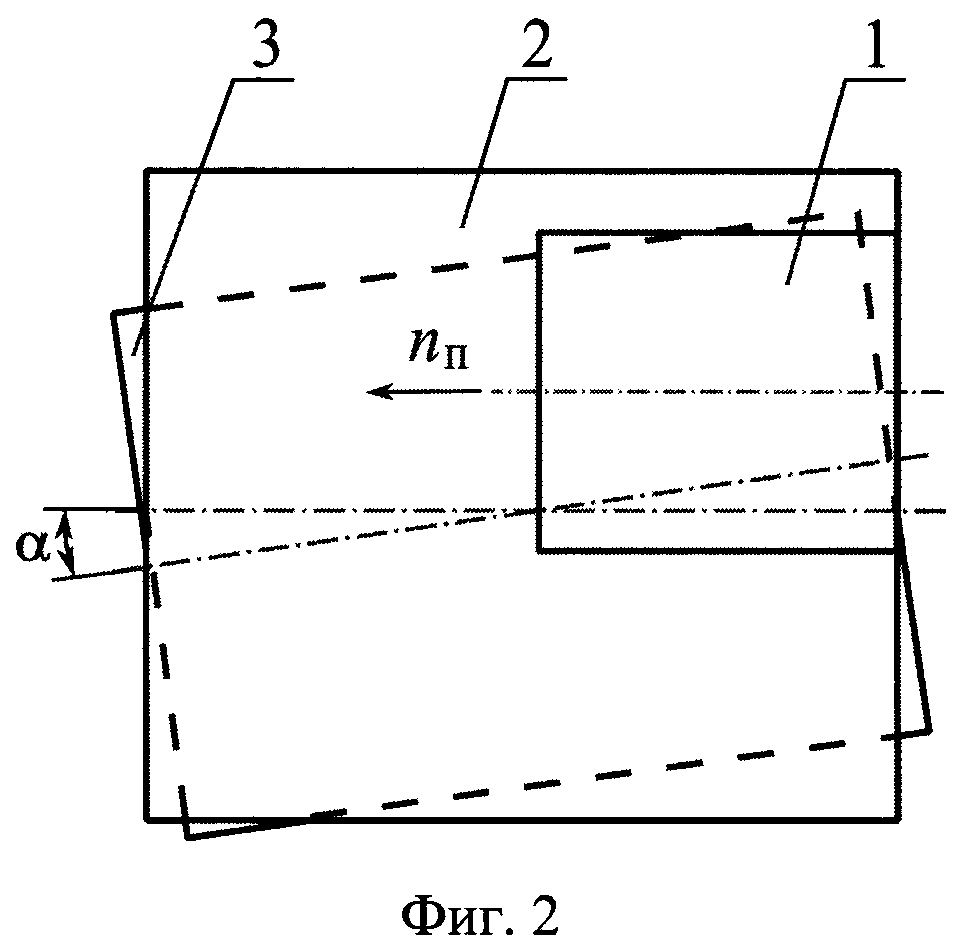
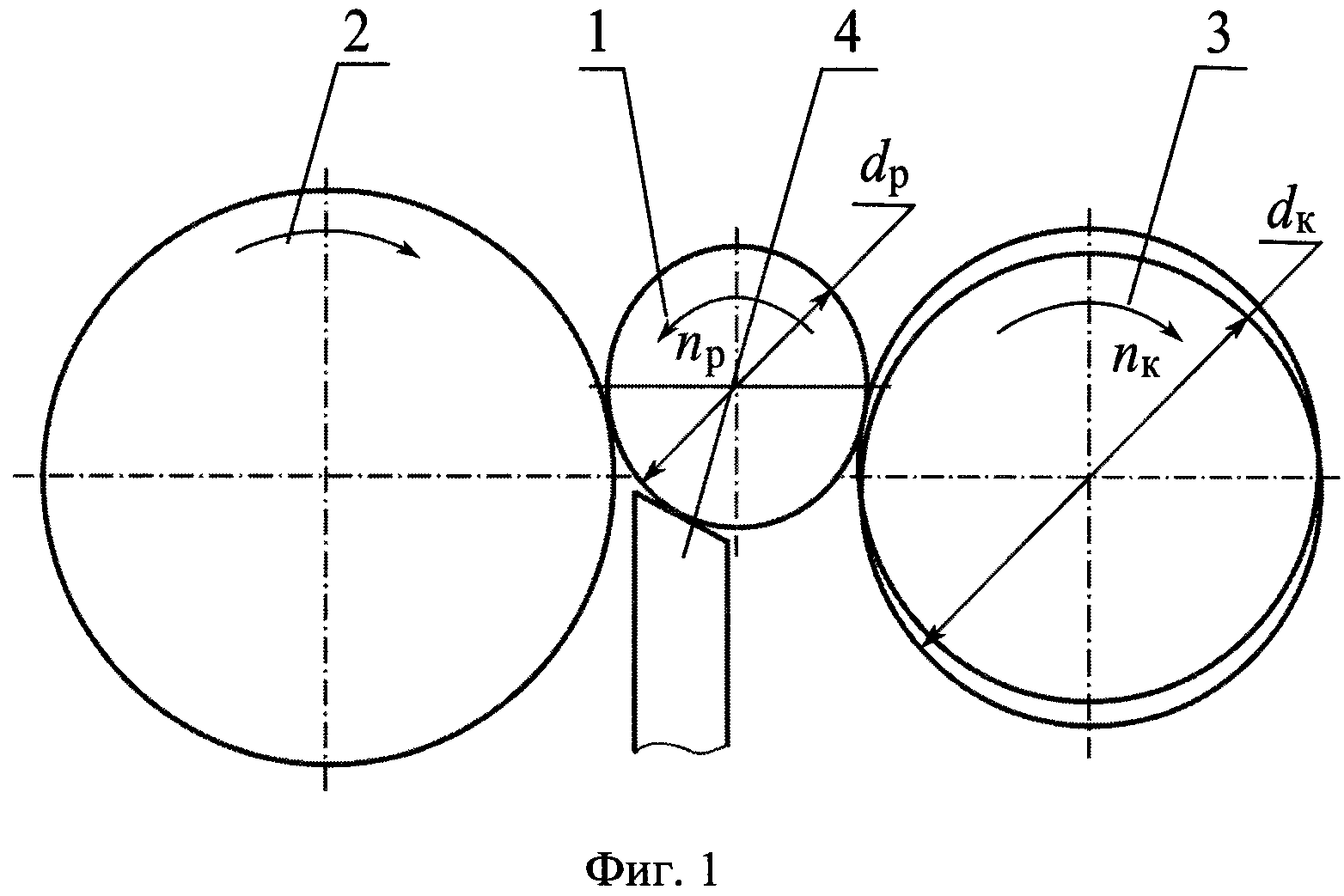
На фиг. 1 показана схема правки (основной вид), на фиг. 2 - схема правки (вид сбоку).
Способ реализуется следующим образом.
Правящий ролик 1 до начала правки размещают между основным шлифовальным кругом 2, дополнительным шлифовальным кругом 3 и опорным ножом 4. Основной шлифовальный круг 2 и правящий ролик 1 получают вращение от отдельных приводов. В качестве привода правящего ролика 1 используют дополнительный шлифовальный круг 3, который имеет коэффициент трения S=0,5-0,7, достаточный для передачи вращения правящему ролику 1. При коэффициенте трения S<0,5 сила трения оказывается недостаточной для вращения правящего ролика 1. Получить коэффициент трения S>0,7 для абразивных шлифовальных кругов затруднительно.
Ось дополнительного шлифовального круга 3 до начала вращения поворачивают относительно оси основного шлифовального круга на угол α в вертикальном направлении. Правящий ролик 1 прижимают к основному шлифовальному кругу 2 с помощью дополнительного шлифовального круга 3, который приводят во вращение со скоростью nк. За счет силы трения вращение от дополнительного шлифовального круга 3 передают правящему ролику 1, который начинает вращаться со скоростью nр. Вращение основного шлифовального круга 2 и правящего ролика 1 происходит в направлениях, противоположных друг другу. Окружные скорости в точках контакта основного шлифовального круга 2 и правящего ролика 1 приблизительно равны и отличаются на величину коэффициента проскальзывания k.
За счет разворота оси дополнительного шлифовального круга 3 на угол α относительно оси основного шлифовального круга 2 возникает составляющая силы трения, которая перемещает правящий ролик 1 в продольном направлении со скоростью nп.
Скорость вращения nр правящего ролика 1 регулируют за счет изменения скорости вращения nк дополнительного шлифовального круга 3, а скорость nп продольного перемещения правящего ролика 1 регулируют за счет изменения угла α поворота оси дополнительного шлифовального круга 3 относительно оси основного шлифовального круга 2.
На основании схемы правки (фиг. 1, 2) и геометро-кинематических расчетов получены соотношения для изменения угла α поворота оси и скорости вращения nк дополнительного шлифовального круга в процессе правки.
В процессе правки изменяют величину угла α поворота оси дополнительного шлифовального круга по соотношению:
где α - угол поворота оси дополнительного шлифовального круга относительно оси основного шлифовального круга в вертикальном направлении; nп - продольного перемещения правящего ролика; nр - скорость вращения правящего ролика; k - коэффициент проскальзывания.
В процессе правки изменяют скорость вращения nк дополнительного шлифовального круга по соотношению:
где dк - диаметр дополнительного шлифовального круга; dр - диаметр правящего ролика; nр - скорость вращения правящего ролика.
В процессе правки правящий ролик 1 не закрепляется, а опирается на опорный нож 4 станка и имеет устойчивое положение в течение всего времени правки, что позволяет снизить деформации и тем самым повысить качество правки.
Кроме того, для реализации способа не требуется отдельного привода для вращения и перемещения правящего ролика, что в итоге упрощает техническую реализацию способа.
Технический результат заявленного изобретения заключается в повышении качества правки и упрощении технической реализации способа.
Комбинированный ручной инструмент "тор"
Способ химико-термической индукционной обработки малогабаритных изделий из альфа-титановых сплавов
Способ утилизации попутного нефтяного газа с использованием отводящих факельных газов
Способ релаксации остаточных напряжений
Реактор термохимической конверсии твердых горючих ископаемых, биомассы, бытовых отходов и резинотехнических изделий
Способ правки и стабилизации нежестких деталей
Установка для раскатки и стабилизации дорожек качения шариковых подшипников
Способ стабилизации размеров длинномерных деталей
Способ формирования оксидных покрытий на изделиях из титановых сплавов
Способ получения композиции для лечения заболеваний пародонта
Комбинированный ручной инструмент "тор"
Способ химико-термической индукционной обработки малогабаритных изделий из альфа-титановых сплавов
Способ утилизации попутного нефтяного газа с использованием отводящих факельных газов
Способ бесцентрового шлифования шариков
Способ обработки внутренних поверхностей типа тел вращения

