Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВЫСОКОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА
Вид РИД
Изобретение
Настоящее изобретение относится к способам термомеханической обработке заготовок, а именно к изготовлению плоского проката из высоколегированного псевдо-бета-титанового сплава Ti-5Al-5Mo-5V-3Cr (Патент РФ №2169204, публ 20.06.2001), обладающего хорошей пригодностью к ультразвуковому контролю.
Принцип ультразвукового метода контроля основан на том факте, что твердые материалы являются хорошими проводниками звуковых волн. Звуковые волны не изменяют траектории движения в однородном материале. Отражение акустических волн происходит от раздела сред с различными удельными акустическими сопротивлениями. Чем больше различаются акустические сопротивления, тем большая часть звуковых волн отражается от границы раздела сред. Вследствие чего волны отражаются не только от граничных поверхностей, но и внутренних дефектов (трещины, различные включения и т.п.). Такие дефекты, будучи не обнаруженными, присутствуют в конечном изделии и могут привести к его преждевременному разрушению. Предпочтительно выявлять дефекты, даже небольших размеров, на как можно более ранней стадии обработки, так что содержащие дефекты обрабатываемые заготовки могут быть удалены из процесса обработки, не вызывая дополнительных затрат, или же исправлены, если это возможно.
Акустический контроль заготовок из двухфазных титановых сплавов с псевдо-бета(β)-структурой сопряжен с двумя основными проблемами.
1. После термической обработки на твердый раствор образуется структура титанового сплава, состоящая из матрицы метастабильной β-фазы и эвтектоидной α-фазы. Данная β-фаза имеет ОЦК решетку и содержит большое количество β-стабилизирующего элемента. Такая β-фаза обладает высокой способностью к поглощению ультразвуковых колебаний, поэтому чувствительность приемника может оказаться недостаточной и волны, отраженные от дефекта, не будут приняты в необходимом для идентификации объеме. С другой стороны, повышение чувствительности приемника приводит к тому, что повышается уровень естественных шумов, присутствующих в материале, возникают дефекты, порожденные уменьшением отношения S/N (отношение сигнал/шум, равное отношению мощности полезного сигнала к мощности шума).
2. Структура сплава способствует созданию фонового шума, причиной которого являются собранные в колонии вторичные α-частицы. Как правило, эти колонии титанового материала имеют общую кристаллографическую (и упругую) ориентацию и эти колонии вторичных α-частиц могут вести себя как большие упруго анизотропные зерна, которые отражают звуковые волны, разделяя общее упругое поведение, и создают фоновый «шум». Например, отдельная частица может иметь диаметр 5 мкм, однако колония α-частиц может иметь размер больше 200 мкм в диаметре. Таким образом, вклад размера благодаря чувствительности к рассеянию звука от α-частиц может изменяться, например изменяться более чем в 40 раз среди различных микроструктур. Кроме того, на рассеяния звука могут влиять первичные α-частицы, имеющие пластинчатую форму.
Пригодность к ультразвуковому контролю титановых сплавов с псевдо-β-структурой может быть обеспечена при следующих условиях:
- регламентированная величина содержания β-фазы,
- ограниченный размера вторичных α-колоний,
- отсутствие α-пластинок.
Известен способ исследование псевдо-бета-титанового сплава по методике ультразвуковой дефектоскопии (Патент JPH 01167656, публ. 24.12.1987, МПК G01N 29/04). Материал в состоянии обработки на твердый раствор или деформации тем или иным способом подвергается старению и контролю на наличие дефектов и дополнительно подвергается старению или используется в состоянии "как есть" для изготовления продукции. В любом случае, ультразвуковой контроль проводится после того, как мелкозернистая вторичная α-фаза выпадает в β-фазе в результате процесса старения. Уровень шума значительно снижается в результате использования данного метода, и поскольку S/N улучшается, наличие или отсутствие внутренних дефектов, их местоположение и т.д. контролируются с хорошей точностью.
Способ не учитывает все факторы, влияющие на отношения S/N, а именно не регламентирует размеры вторичных α-колоний и размеры и форму первичных α-зерен, вследствие чего не дает гарантии качественного ультразвукового контроля изделий, изготовленных из титанового сплава Ti-5Al-5Mo-5V-3Cr.
Известна типовая схема технологии производства горячекатаных плит, включающая нагрев сляба, горячую прокатку, резку на мерную длину, отжиг и отделочные операции (Титановые сплавы. Полуфабрикаты из титановых сплавов. Ответств. редакторы: Н.Ф. Аношкин, М.З. Ерманок, М., ОНТИВИЛС, 1996, с. 207-210).
Недостатком типовой схемы изготовления горячекатаных плит является нестабильность и анизотропия механических свойств, а также неоднородность структуры металла.
Известен способ изготовления плит из двухфазных титановых сплавов, который включает горячее деформирование слитка в сляб в три этапа, горячие прокатки и последующую термическую обработку плит. На первом этапе ковку проводят со степенью деформации 40÷60% после нагрева до температуры на 220÷280°C выше температуры полиморфного превращения Тпп, на втором - со степенью деформации 30÷50% после нагрева на 80÷220°C выше Тпп, на третьем - со степенью деформации 30÷40% после нагрева до температуры на 20÷60°C ниже Тпп. Первую горячую прокатку проводят с степенью деформации 30÷90% после нагрева сляба до температуры на 80÷120°C выше Тпп и охлаждением до комнатной температуры. Вторую горячую прокатку выполняют в две стадии. На первой стадии раскат нагревают до температуры на 20÷50°C ниже Тпп и прокатывают со степенью деформации 23÷35% с последующим охлаждением до комнатной температуры, на второй - осуществляют окончательное деформирование со степенью деформации 23÷35% после нагрева раската до температуры на 30÷50°C ниже Тпп. Охлаждение полученной плиты осуществляют после окончательного деформирования до комнатной температуры в режиме покачивания на рольганге (патент РФ №2378410, МПК C22F 1/18, публ 10.01.2010) - прототип.
Способ позволяет получить плиты, которые характеризуются однородной мелкозернистой макроструктурой, повышенным уровнем и стабильностью механических свойств, а также высокой точностью геометрических размеров и отсутствием поверхностных дефектов.
Недостатком данного изобретения является то, что в процессе выполнения технологических операций не образуется структура сплава, которая оптимизирована для проведения ультразвукового контроля с приемлемым уровнем акустических шумов.
Задачей, на решение которой направлено изобретение, является разработка способа изготовления изделий из псевдо-β -титанового сплава Ti-5Al-5Mo-5V-3Cr, позволяющего на этапе ультразвукового (акустического) контроля минимизировать уровень акустических структурных шумов.
Техническим результатом, достигаемым при осуществлении изобретения, является гарантированное выявление дефектов при УЗК, по возможности наименьших размеров, для того чтобы содержащие дефекты обрабатываемые изделия удалялись из процесса обработки, не вызывая дополнительных затрат, или же были исправлены, если это возможно.
Технический результат достигается тем, что в способе изготовления плит из высоколегированного титанового сплава, включающем ковочные операции деформирования слитка в сляб при температурах в β- и (α+β)-областях, при окончательном деформировании в (α+β)-области, последовательные прокатки сляба в β- и (α+β)-областях и термическую обработку, осуществляют деформацию слитка псевдо-β-титанового сплава состава Ti-5Al-5Mo-5V-3Cr в сляб, первую горячую прокатку проводят со степенью деформации 30÷90% после нагрева сляба до температуры на 80÷120°C выше Тпп и с охлаждением полученного раската до комнатной температуры, а вторую горячую прокатку выполняют со степенью деформации 40÷80% после нагрева сляба до температуры на 20÷50°C ниже Тпп, после прокатки плиты в структуре сплава плит посредством отжига при температуре равной 510-590°C и длительностью 6-10 часов получают равновесную β-фазу в количестве ≤40% и проводят ультразвуковой контроль, затем осуществляют финишную термообработку при температуре 700-750°C и времени выдержки 0,5-1,5 часа и охлаждение на воздухе.
Сущность предлагаемого изобретения заключается в следующем.
Свободная ковка слитка при температуре β-области разрушает литую структуру и измельчает первичное β-зерно. Происходит заваривание различно ориентированных раковин и уплотнение металла на стыках дендритов, механическое усреднение состава сплава, а также устранение зональной и дендритной ликвации в слитке. Ковка заготовки в сляб в (α+β)-области разрушает большеугловые границы зерен. Деформация обеспечивает получение металлом энергии, способствующей процессу рекристаллизационной обработки при последующем нагреве сляба до температур β-области. После ковочных операций сляб механически обрабатывают с целью удаления поверхностных ковочных дефектов и газонасыщенного слоя. Далее механически обработанный сляб прокатывают в β-области с степенью деформации 30÷90% после нагрева до температуры на 80÷120°C выше температуры полиморфного превращения и охлаждают до комнатной температуры. При нагреве сляба под прокатку до температуры на 80÷120°C выше температуры полиморфного превращения происходит рекристаллизация β-фазы с измельчением зерна и формирование макроструктуры. Нагрев сляба до температур ниже указанного температурного диапазона вызывает появление полосчатой структуры и снижение пластических характеристик сплава. Нагрев до температур выше указанного диапазона вызывает собирательную рекристаллизацию сплава и приводит к образованию крупных зерен, а также инициирует появление трещин в результате образования большого газонасыщенного слоя на поверхности раската. Степень деформации 30÷90% обусловлена обеспечением необходимого объема деформации плит в (α+β)-области при последующих прокатках. После прокатки с целью фиксации рекристаллизованной β-фазы проводят охлаждение раската до комнатной температуры.
В процессе прокатки в (α+β)-области происходит формирование микроструктуры. Температура нагрева раската (Тпп - 20÷50)°C с суммарной степенью деформации определена исходя из условий получения требуемых значений механических свойств, микроструктуры и качества поверхности.
Отжиг при температуре равной 510-590°C и длительностью 6-10 часов нужен для оптимизации фазового состава, необходимого для проведении ультразвукового контроля. Сплав Ti-5Al-5Mo-5V-3Cr имеет молибденовой эквивалент [Мо]экв.≥13,8 и относится к псевдо-β-сплавам и их структура представлена одной β-фазой после закалки или нормализации из β-области. Структура этих сплавов в отожженном состоянии представлена α-фазой и большим количеством β-фазы. Режимы отжига подобраны опытным путем (при температуре равной 510-590°C и длительностью 6-10 часов), при котором образуется ≥60% α-фазы и соответственно ≤40% β-фазы. Структура состоит из глобуляризованных крупных первичных частиц α-фазы и глобуляризованных мелких вторичных частиц α-фазы в α-фазной основе (матрице), превращенной из β-фазы. Глобуляризованные крупные частицы α-фазы, образованные в ходе отжига, подавляют рост зерен в рекристаллизованной β-фазе. Вследствие этого эффективный размер α-колонии, который является таким же или меньшим, чем размер рекристаллизованного β-зерна, является небольшим. Небольшой размер α-колонии и отсутствие α-пластинок в конечном изделии приводят в результате к улучшению пригодности к ультразвуковому контролю.
Затем проводят УЗК плит.
После проведения УЗК плиты, для получения заданных прочностных свойств, подвергают финишной термообработке при температуре 700-750°C и времени выдержки 0,5-1,5 часа и охлаждению на воздухе.
Пример конкретного выполнения.
Был выплавлен слиток методом двойного ВДП. Химический состав слитка приведен в таблице 1.
Тпп=843°C - определена металлографическим методом.
Из данного слитка был откован сляб под плиты толщиной 35 мм размером 207×1115×1250 мм, схема ковки β→β→α+β(30-40)%.
Изготовление плит проводилось по следующей технологической схеме.
1. Входной контроль сляба: размер 207×1115×1250 мм.
2. Нагрев до температуры Туст=(Тпп+100)°C=943°C.
3. Многостадийная прокатка с эджеровкой на размер 82×1115×3145 мм. Нагрев до температуры Туст=(Тпп-30)°C=813°C.
4. Многостадийная прокатка на размер 36,5×1120×5895 мм.
5. Отжиг: Туст=550°C, выдержка 8 часов, охлаждение с печью до 380°C, далее охлаждение на воздухе.
6. Проведение УЗК, соотношение S/N составило не более 6%.
7. Финишная термообработка: Туст=720°C, время выдержки 60 минут, охлаждение на воздухе.
Полученные плиты подвергали адъюстажной обработке, а также последующим испытаниям механических свойств и контролю структуры.
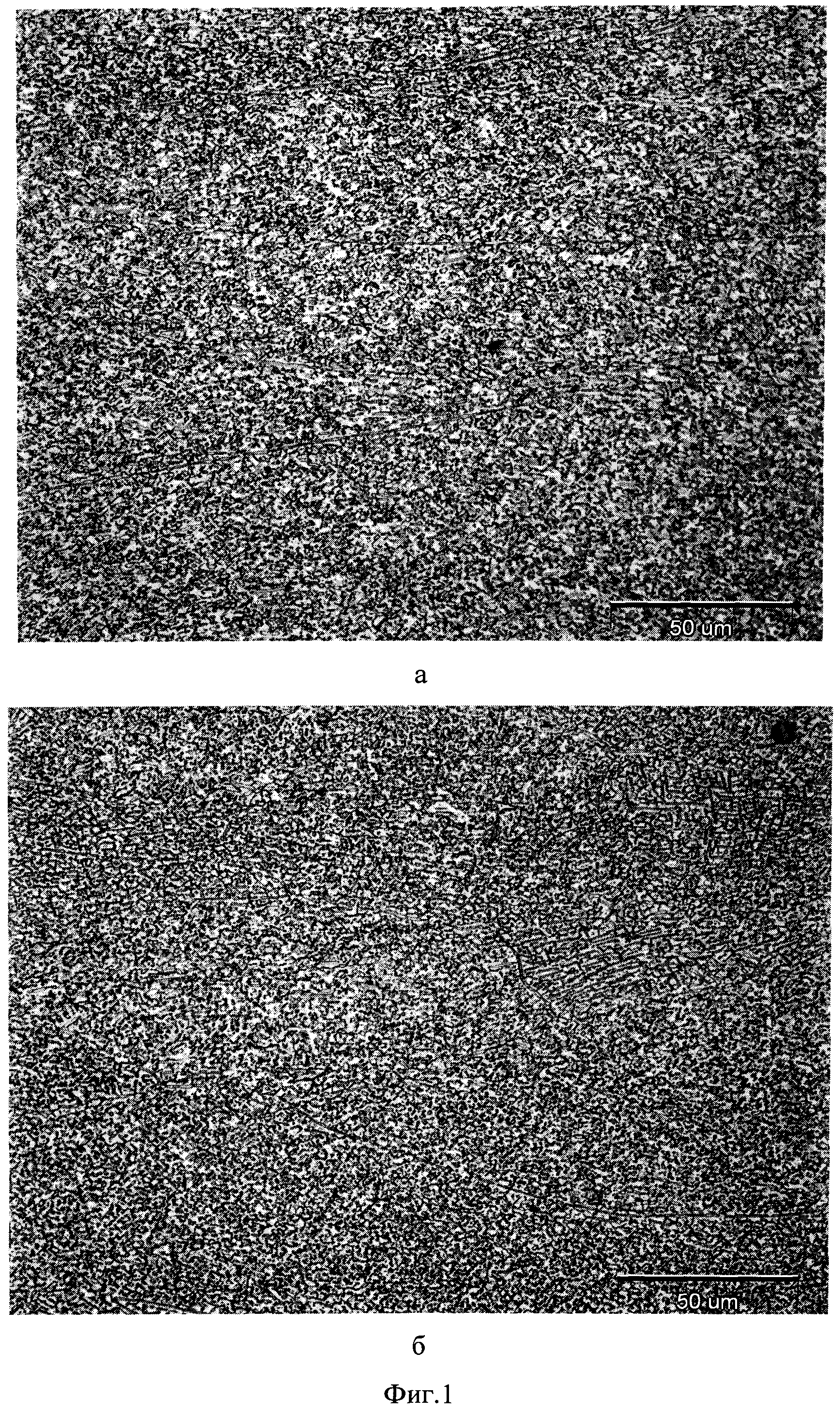
Микроструктура плит в состоянии поставки×500, а - вдоль, б - поперек приведена на фиг. 1,
Микроструктура плит после отжига×500, а - вдоль, б - поперек, приведена на фиг. 2
Механические свойства приведены в таблице 2.
Как описано выше, данное изобретение позволяет достичь хороших результатов при проведении ультразвуковой дефектоскопии плит из высоколегированного титанового сплава Ti-5Al-5Mo-5V-3Cr.
Способ изготовления плит из высоколегированного титанового сплава, включающий деформацию слитка в сляб путем ковки при температурах в β- и (α+β)-областях, при окончательном деформировании в (α+β)-области, последовательные прокатки сляба в β- и (α+β)-областях и термическую обработку, отличающийся тем, что осуществляют деформацию слитка псевдо-β-титанового сплава состава Ti-5Al-5Mo-5V-3Cr в сляб, первую горячую прокатку проводят со степенью деформации 50÷90% после нагрева сляба до температуры на 80÷120°C выше Тпп и с охлаждением полученного раската до комнатной температуры, а вторую горячую прокатку выполняют со степенью деформации 40÷80% после нагрева до температуры на 30÷50°C ниже Тпп, после прокатки плиты отжигают при температуре равной 510÷590°C и длительности 6-10 часов с получением равновесной β-фазы в количестве ≤40%, проводят ультразвуковой контроль, затем осуществляют финишную термообработку при температуре 700-750°C и времени выдержки 0,5-1,5 часа и охлаждение на воздухе.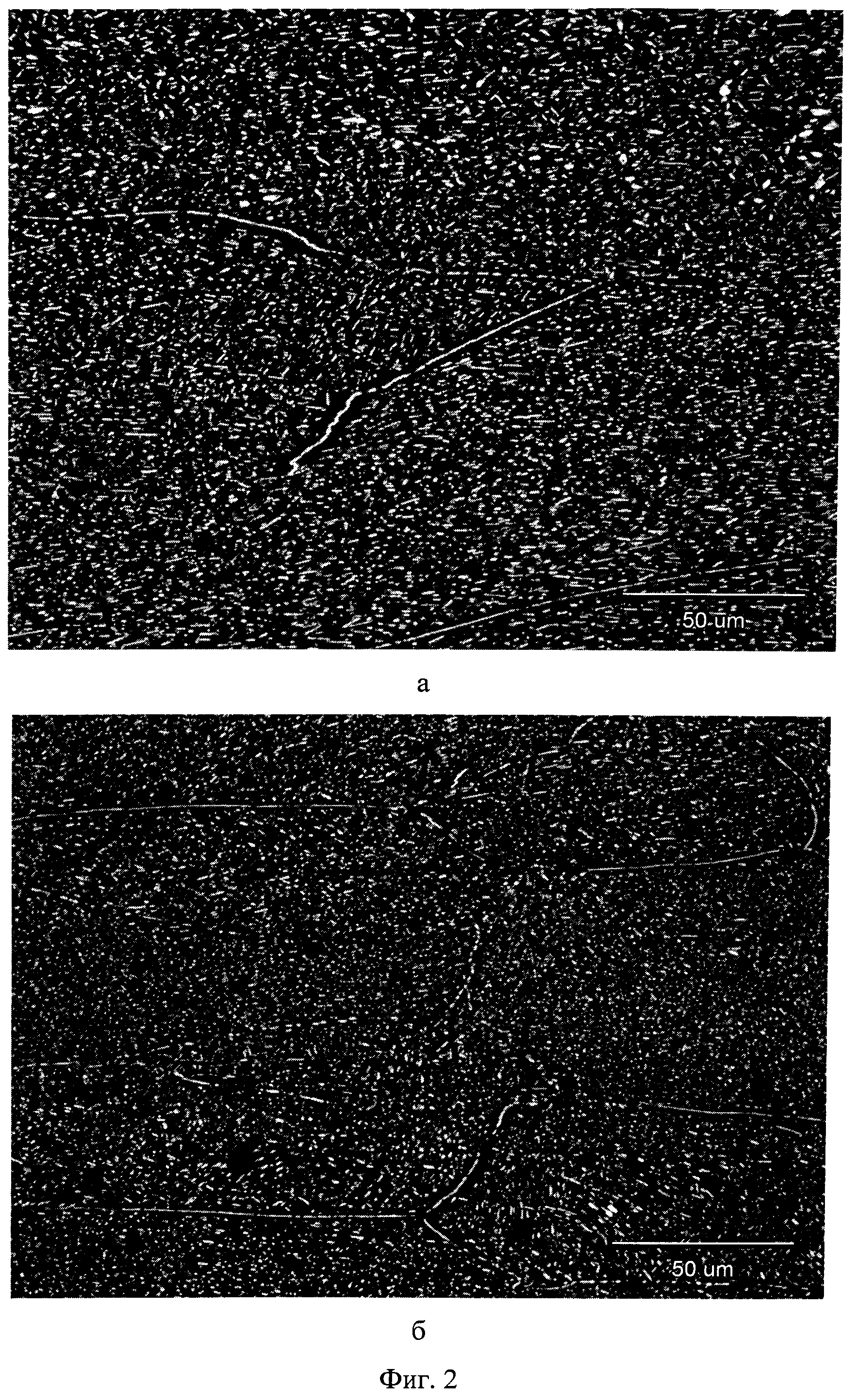
Способ изготовления полой вентиляторной лопатки
Способ изготовления тонких листов из труднодеформируемых титановых сплавов
Способ изготовления тонких листов из псевдо-бета-титановых сплавов
Способ изготовления тонких листов
Способ изготовления плит из двухфазных титановых сплавов
Способ определения жесткости сосковой резины доильного аппарата и устройство для его осуществления
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Измерительный преобразователь тока обратной последовательности для трехфазной трехпроводной цепи
Доильная установка
Способ изготовления полой вентиляторной лопатки
Способ изготовления тонких листов из труднодеформируемых титановых сплавов
Способ изготовления тонких листов из псевдо-бета-титановых сплавов
Способ изготовления тонких листов
Способ изготовления плит из двухфазных титановых сплавов
Способ изготовления тонких листов
Способ крип-отжига титанового листового проката
Измерительный преобразователь тока обратной последовательности для трехфазной трехпроводной цепи
Доильная установка
Способ изготовления броневых листов из (альфа+бета)-титанового сплава и изделия из него

