Результат интеллектуальной деятельности: МУФТОВЫЙ ПРЕДОХРАНИТЕЛЬ ДЛЯ РЕЗЬБОВОГО ЗАМКА ДЛЯ ТРУБ
Вид РИД
Изобретение
Область техники
Это изобретение относится к муфтовому предохранителю для защиты муфты резьбового замка для труб, который используется для соединения трубных изделий нефтяного сортамента (OCTG) и который на время использования замка составляется из ниппеля и муфты. Муфтовый предохранитель, согласно настоящему изобретению, особенно подходит для защиты муфты резьбового замка для труб, которую предварительно смазывают твердым смазочным покрытием и которая не требует в условиях эксплуатации нанесения на резьбовой замок вязкого жидкого смазочного материала перед соединением трубных изделий нефтяного сортамента.
Уровень техники
Трубные изделия нефтяного сортамента, такие как подъемные трубы и обсадные трубы, используемые для добычи сырой нефти или нефтяного газа, соединяются одна с другой посредством резьбовых замков для труб. Типичный резьбовой замок для труб, используемый для соединения трубных изделий нефтяного сортамента, имеет конструкцию ниппель-муфта. Ниппель представляет собой элемент замка, имеющий наружную резьбу, а муфта представляет собой элемент замка, имеющий внутреннюю резьбу. Как правило, ниппель сформирован на наружной периферийной поверхности обоих торцов стальной трубы, используемой в качестве трубного изделия нефтяного сортамента, а муфта сформирована на внутренней периферийной поверхности обеих сторон муфтового соединения, которое является отдельным элементом. В специальных резьбовых замках, обладающих исключительной газонепроницаемостью, формируют нерезьбовой металлический контактный участок, имеющий поверхность уплотнения и поверхность заплечика (также именуемую как заплечик для затягивания), в конце наружной резьбы ниппеля и у дна внутренней резьбы муфты. Резьбовые участки и нерезьбовые металлические контактные участки формируют контактную поверхность резьбового замка для труб. При этом типе резьбового замка для труб получают исключительную газонепроницаемость путем введения одного торца трубного изделия нефтяного сортамента в муфтовое соединение и резьбового зацепления наружной резьбы с внутренней резьбой до тех пор, пока нерезьбовые металлические контактные участки двух деталей не коснутся друг друга для формирования уплотнения металл-металл.
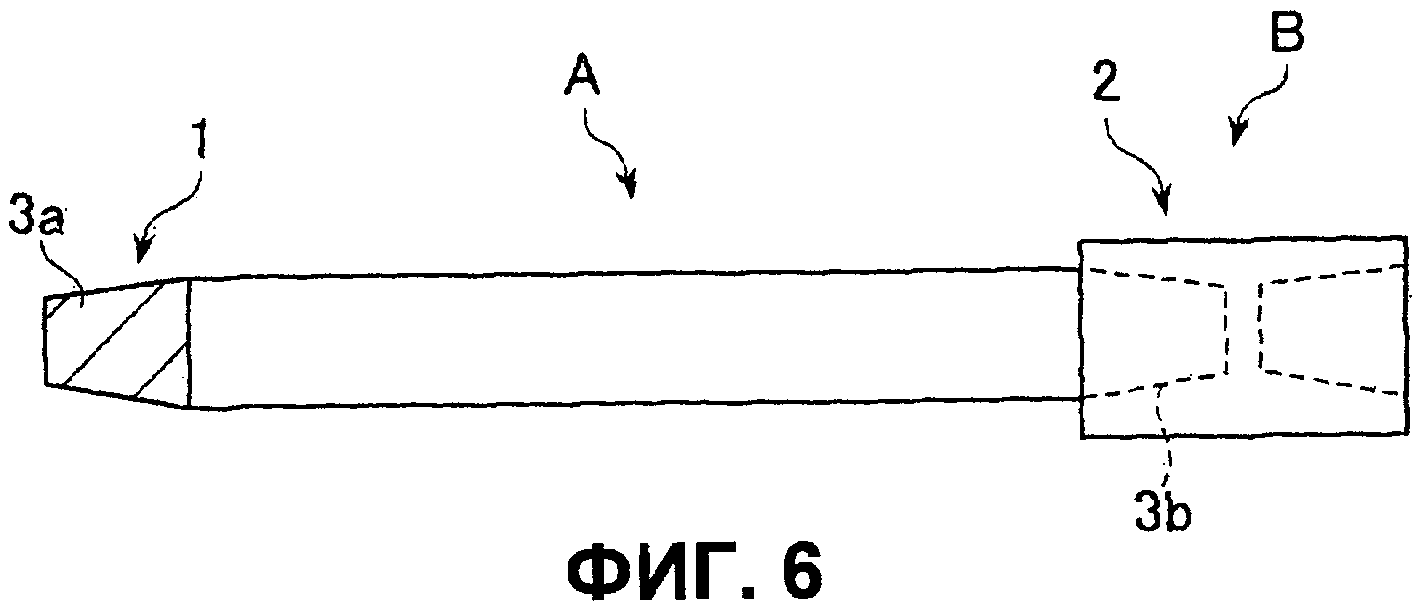
Фиг. 6 представляет собой пояснительное изображение, схематично показывающее собранную конструкцию типичного резьбового замка для труб и показывающее состояние стальной трубы, из трубных изделий нефтяного сортамента, и муфтового соединения во время транспортировки. Как показано на этой фигуре, ниппель 1, имеющий участок 3a с наружной резьбой, сформирован на наружной периферийной поверхности обоих торцов стальной трубы А, а муфта 2, имеющая участок 3b с внутренней резьбой, сформирована на внутренней периферии обеих сторон муфтового соединения B. Муфтовое соединение В предварительно подсоединяется к одному торцу стальной трубы А. Как показано на Фиг. 6, резьбовой замок для труб типа муфтового соединения обычно поставляется в состоянии, в котором муфтовое соединение B подсоединено к стальной трубе А.
Соответственно, во время отгрузки из числа двух ниппелей и двух муфт один ниппель и одна муфта подсоединены друг к другу. Хотя и не показано на этой фигуре, на другом ниппеле и муфте, которыми не воспользовались для подсоединения друг к другу, а именно, относительно фигуры, на находящемся слева ниппеле и на находящейся справа муфте, перед транспортировкой устанавливаются ниппельный предохранитель и муфтовый предохранитель соответственно, затем чтобы защитить контактные поверхности ниппеля и муфты от коррозии, царапин и проникания посторонних веществ. Эти предохранители отвинчивают перед использованием.
Любой ниппельный предохранитель и муфтовый предохранитель обычно состоят из трубчатого корпуса, который несколько длиннее, чем резьбовой замок, и который обычно выполнен из смолы или армированной металлом смолы. Эти предохранители обычно закрыты с одного торца или вблизи от одного торца, но существуют также предохранители, открытые с обоих торцов.
Ниппельный предохранитель имеет внутреннюю резьбу на своей внутренней периферийной поверхности, которая входит в резьбовое зацепление с наружной резьбой ниппеля, и он устанавливается на ниппеле с помощью резьбового зацепления. Аналогичным образом, муфтовый предохранитель имеет наружную резьбу на своей наружной периферийной поверхности, которая входит в резьбовое зацепление с внутренней резьбой муфты, и он устанавливается на муфте с помощью резьбового зацепления. В это время ниппельный предохранитель затягивают достаточно до тех пор, пока произойдет такой натяг его внутренней резьбы с наружной резьбой ниппеля, что предохранитель не выпадет, даже если он воспримет ударную нагрузку во время перемещения или хранения после транспортировки. Аналогично, муфтовый предохранитель затягивают достаточно до тех пор, пока произойдет натяг его наружной резьбы с внутренней резьбой муфты. Ниппельный предохранитель и муфтовый предохранитель, включая их резьбы, обычно изготовляют литьевым прессованием, а резьбовые участки ниппельного предохранителя и муфтового предохранителя формируют из такой же смолы, что и основной корпус предохранителей.
Для того чтобы гарантировать стойкость к истиранию и газонепроницаемость в момент свинчивания трубных изделий нефтяного сортамента, в условиях эксплуатации к контактным поверхностям (резьбовые участки и нерезьбовые металлические контактные участки) резьбовых замков применялся вязкий жидкий смазочный материал, называемый компаундной смазкой или пастой и содержащий порошок тяжелого металла. Такая компаундная смазка предписана бюллетенем API BUL 5A2. Компаундная смазка имеет также антикоррозийную функцию, которая предотвращает коррозию контактной поверхности, к которой она применяется.
В прошлом, при установке ниппельного предохранителя или муфтового предохранителя на ниппель или муфту к контактной поверхности применяли компаундную смазку или другую консистентную смазку (как, например, смазочный материал, называемый зеленой пастой, которая не содержит порошка тяжелого металла). Консистентная смазка обладает текучестью и может заполнять пространство между предохранителем и ниппелем или муфтой. Поэтому даже если предохранитель специально не снабжен уплотнительным приспособлением, контактные поверхности ниппеля и муфты изолированы от внешней стороны и успешно выполняются антикоррозийная функция и функция предотвращения проникания посторонних веществ.
Тем не менее, в последние годы во всем мире становятся более жесткими экологические нормы, и существует потребность в резьбовых замках для труб, которые могут свинчиваться без использования компаундной смазки, поскольку компаундная смазка содержит большое количество порошка тяжелых металлов, который может оказывать негативное воздействие на человека и живые организмы. Также желательно сделать ненужной обработку резьбовых замков для труб смазочным материалом в условиях эксплуатации для того, чтобы повысить эффективность работы.
Типичным примером такого резьбового замка для труб является такой, который раскрыт в патентном документе 1, например, в котором контактная поверхность одного или обоих ниппеля и муфты покрыта твердым смазывающим покрытием, имеющим в составе смазывающий порошок (такой как дисульфид молибдена или графит), диспергированный в смоле.
Патентный документ 2 раскрывает резьбовой замок для труб, в котором контактная поверхность, по меньшей мере, одного ниппеля и муфты покрыта двухслойным покрытием, имеющим в составе вязкое жидкое или полутвердое смазочное покрытие, а поверх него сухое твердое покрытие. Сухим твердым покрытием может являться покрытие из термоотверждаемой смолы, такое как акриловая смола, или покрытие из смолы, отверждаемой УФ-излучением.
Патентный документ 3 раскрывает резьбовой замок для труб, в котором тонкое, нелипкое смазочное покрытие, содержащее смазывающий порошок, диспергированный в твердой матрице, обладающей пластичными или вязкопластичными реологическими характеристиками (свойства текучести), формируется на поверхностях витков резьбы ниппеля и муфты. Матрица предпочтительно имеет точку плавления в диапазоне 80-320°C, и покрытие формируется посредством распыления горячего расплава, газопламенного покрытия с использованием порошка или покрытия с распылением водной эмульсии.
Патентный документ 4 раскрывает резьбовой замок для труб, в котором контактная поверхность, по меньшей мере, одного ниппеля и муфты покрыта двухслойным покрытием, имеющим в составе твердое смазочное покрытие, содержащее смазывающий порошок и связующий компонент, а поверх него твердое антикоррозионное покрытие, которое не вмещает твердых частиц.
Аналогичным образом, предохранитель, который установлен на резьбовом замке для труб, имеющий такое смазочное покрытие и особенно твердое смазочное покрытие, сформированное на нем, и который свинчивается без использования компаундной смазки, предпочтительно устанавливается на ниппеле или муфте без использования консистентной смазки. Однако в этом случае не предусмотрено уплотнение консистентной смазкой, так что ниппельному предохранителю или муфтовому предохранителю необходимо обладать собственными уплотнительными свойствами. В отношении этого имелись некоторые предложения в известном уровне техники.
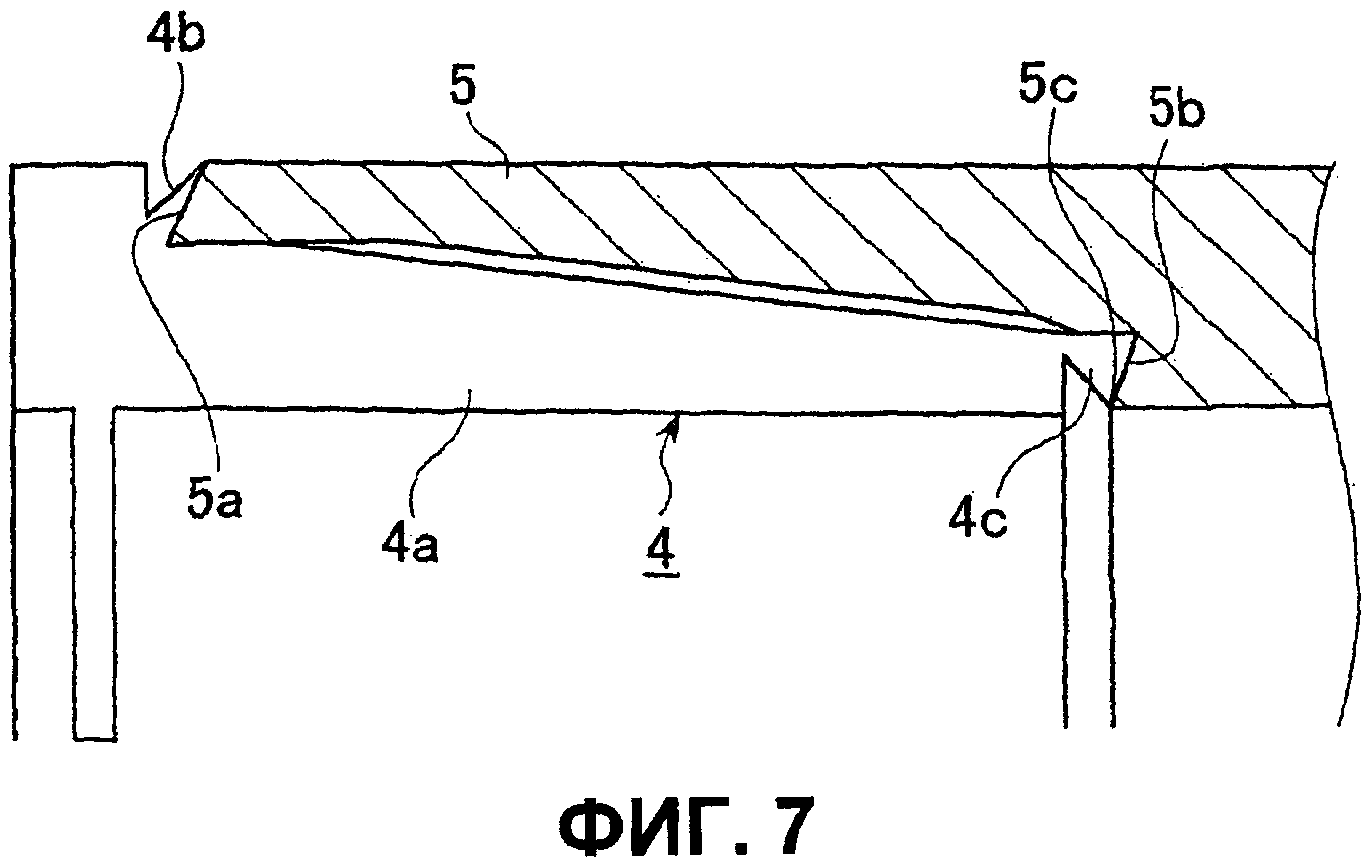
Например, как показано на Фиг. 7, патентный документ 5 раскрывает муфтовый предохранитель 4 для резьбового замка для труб, имеющий уплотнительные свойства, в силу которых предохранитель имеет первый участок 4b уплотнения и второй участок 4c уплотнения, каждый в виде упругого кольцеобразного выступающего наружу корпуса, изготовленного из того же материала, что и корпус 4а предохранителя, в положениях, противоположных упорам 5а и 5b заплечика муфты 5.
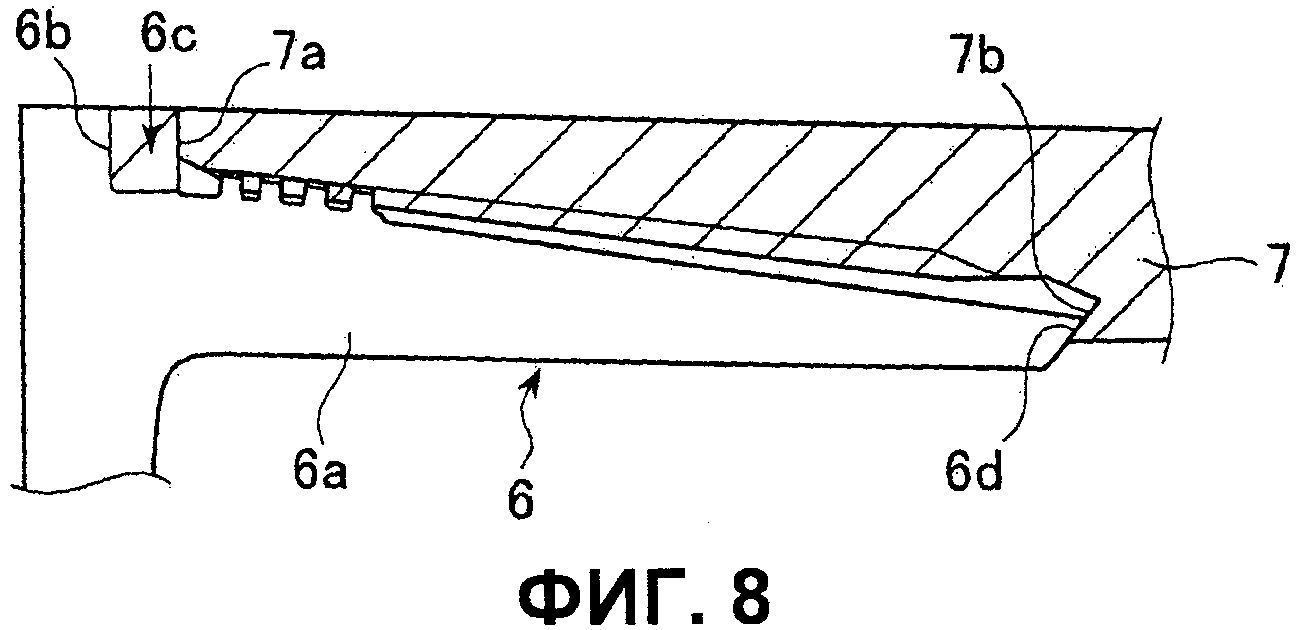
Как показано на Фиг. 8, патентный документ 6 раскрывает муфтовый предохранитель 6 для резьбового замка для труб, имеющий уплотнение повышенной надежности благодаря использованию упругого уплотнительного кольца 6с, которое установлено на наружной периферийной поверхности 6b корпуса 6а предохранителя, противолежащей торцевой поверхности 7а муфты 7, в качестве первого участка уплотнения, и использованию торцевой поверхности 6d, противолежащей упорному заплечику 7b муфты 7, в качестве второго участка уплотнения.
Патентный документ 1: JP 09-72467 A1
Патентный документ 2: WO 2006/104251
Патентный документ 3: WO 2007/04231
Патентный документ 4: WO 2006/75774
Патентный документ 5: JP 2003-240188 A1
Патентный документ 6: WO 2011/027433
Сущность изобретения
Как показано на Фиг. 7 и 8, обычный муфтовый предохранитель для резьбового замка для труб, имеющий твердое смазочное покрытие, обеспечивает желаемые уплотнительные свойства посредством первого участка уплотнения в положении, противолежащем торцевой поверхности муфты или вблизи нее, и второго участка уплотнения в положении, противолежащем торцевой поверхности внутреннего заднего участка муфты (упорного заплечика) или вблизи нее, оба участка уплотнения плотно (тесно) контактируют с противолежащими поверхностями муфты.
При практическом осуществлении, однако, нелегко поддерживать состояние, в котором как первый участок уплотнения, так и второй участок уплотнения плотно контактируют с муфтой, и существует проблема, когда вода, масло и тому подобное проникает в пространство между предохранителем и муфтой через участок уплотнения, который не контактирует с муфтой плотно, и, в результате, твердое смазочное покрытие, которое покрывает контактную поверхность муфты, ухудшается.
Именно корпус 4а муфтового предохранителя 4, раскрытый в патентном документе 5 и показанный на Фиг. 7, выполнен из полимерного материала, такого как нейлон, обладающего упругостью. Даже при том что первый участок 4b уплотнения и второй участок 4c уплотнения, которые изготовлены из того же материала, что и корпус 4а предохранителя, обладают определенной степенью упругости, существует ограничение относительно уплотняющей способности, которую можно получить, рассчитывая на их упругость. Таким образом, нелегко, безусловно, предотвратить возникновение щели у торцевой поверхности на внутреннем заднем участке муфты (упорном заплечике) или в его близости. Вдобавок, остроконечный передний угол предохранителя, отмеченный как 5с, имеет тенденцию легко обламываться.
В случае с муфтовым предохранителем 6, раскрытым в патентном документе 6 и показанным на Фиг. 8, если температура окружающей среды повышается, корпус 6а предохранителя расширяется и длина корпуса 6а предохранителя увеличивается в осевом направлении. В результате, когда муфтовый предохранитель 6 установлен на муфте 7, оконечность 6d предохранителя начинает тесно контактировать с упорным заплечиком 7b муфты 7 до того, как его упругое уплотнительное кольцо 6с начинает тесно контактировать с торцевой поверхностью 7а муфты, при этом между упругим уплотнительным кольцом 6с и торцевой поверхностью 7а формируется щель. Даже если эта щель очень незначительная, такая как примерно 0,03 мм, вода или тому подобное может проходить через щель и проникать в пространство между муфтой и предохранителем.
Таким образом, обычный муфтовый предохранитель для резьбового замка труб образует щель на торцевой поверхности муфты или на торцевой поверхности у заднего внутреннего участка муфты (упорного заплечика), когда муфтовый предохранитель установлен на муфту, и становится сложным надежно предотвращать попадание воды или масла, или пыли через образуемую щель.
Задачей настоящего изобретения является обеспечение муфтового предохранителя для резьбового замка для труб, который может безусловно тесно контактировать и с торцевой поверхностью, и с внутренним задним участком муфты, тем самым предотвращая попадание воды, масла или пыли в пространство между муфтой и предохранителем и предотвращая ухудшение твердого смазочного покрытия, сформированного на контактной поверхности муфты, и коррозию контактной поверхности.
Настоящее изобретение представляет собой муфтовый предохранитель для резьбового замка для труб, который установлен на муфте резьбового замка для труб, имеющего конструкцию ниппель-муфта, чтобы защитить контактную поверхность муфты; контактную поверхность муфты, имеющую внутренний резьбовой участок, включающий полные витки резьбы и нерезьбовой металлический контактный участок, включающий, по меньшей мере, поверхность заплечика; поверхность заплечика, имеющая такой уклон, чтобы отклоняться в направлении центральной оси резьбового замка под углом θ относительно направления, перпендикулярного оси резьбового замка (θ>0), или является параллельной направлению, перпендикулярному осевому направлению на входной стороне муфты (θ=0); где муфтовый предохранитель имеет трубчатый корпус, изготовленный из смолы, с осевой длиной, которая больше, чем у контактной поверхности муфты, и имеющий конструкцию, которая может формировать первый участок уплотнения и второй участок уплотнения, которые контактируют с поверхностью муфты по обе стороны от контактной поверхности муфты, а трубчатый корпус имеет на своей наружной периферийной поверхности наружный резьбовой участок, который входит в резьбовое зацепление, по меньшей мере, с частью полных витков резьбы внутреннего резьбового участка муфты; муфтовый предохранитель, отличающийся тем, что:
трубчатый корпус предохранителя имеет поверхность заплечика, которая образует первый участок уплотнения, который плотно контактирует с поверхностью заплечика муфты; поверхность заплечика предохранителя отклоняется назад в направлении введения предохранителя в сторону осевой линии замка под углом θP относительно направления, перпендикулярного осевому направлению трубы, и угол наклона θP поверхности заплечика предохранителя больше, чем угол наклона θ поверхности заплечика муфты;
трубчатый корпус предохранителя имеет кольцевую проточку в своей наружной периферийной поверхности вблизи от поверхности заплечика предохранителя, а положение и форма поперечного сечения кольцевой проточки таковы, что под действием момента затяжки, применяемого при установке предохранителя, участок трубчатого корпуса вблизи кольцевой проточки упруго деформируется таким образом, чтобы уменьшить в осевом направлении зазор у отверстия кольцевой проточки, тем самым обеспечивая формирование первого участка уплотнения; и
второй участок уплотнения формируется путем контакта упругого материала, прикрепленного к предохранителю, с поверхностью муфты.
В предпочтительных вариантах осуществления муфтовый предохранитель, согласно настоящему изобретению, соответствует, по меньшей мере, одному из следующих условий:
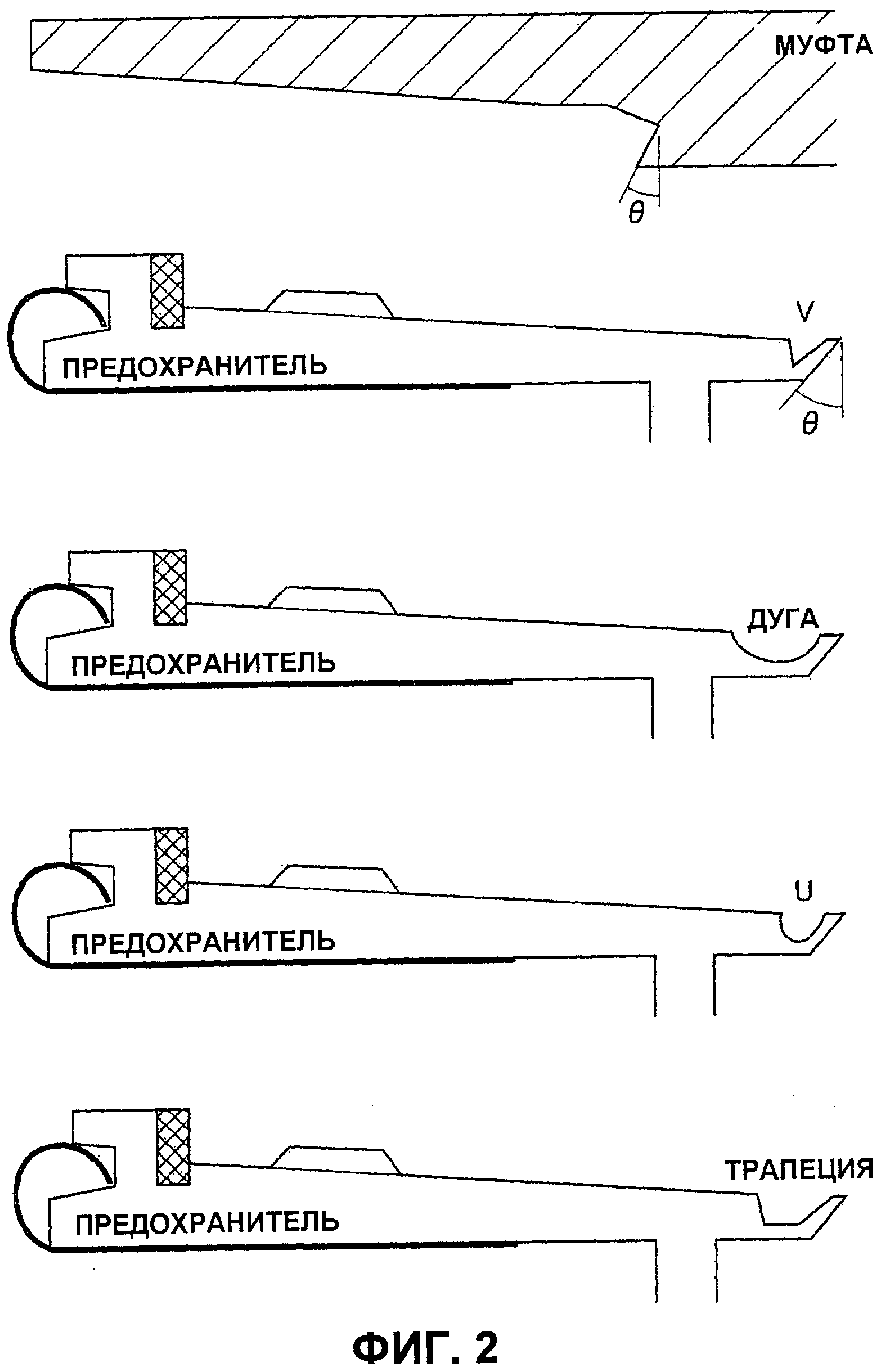
- кольцевая проточка имеет форму осевого поперечного сечения, выбранную из V-образной формы, дуговой формы, U-образной формы, трапецеидальной формы, а также сочетания этих форм;
- упругая деформация трубчатого корпуса обуславливает уменьшение зазора в осевом направлении у отверстия кольцевой проточки, по меньшей мере, на 0,2 мм;
- второй участок уплотнения сформирован посредством упругого уплотнительного кольца, которое расположено на наружной периферийной поверхности трубчатого корпуса предохранителя таким образом, чтобы плотно контактировать с торцевой поверхностью муфты, когда предохранитель установлен на муфте;
- вся контактная поверхность муфты или ее часть, включая, по меньшей мере, внутренний резьбовой участок муфты, покрыта твердым смазочным покрытием;
- высота (H1) профиля резьбы наружного резьбового участка трубчатого корпуса предохранителя и высота (H2) профиля резьбы полных витков внутреннего резьбового участка муфты соответствуют требованиям H1>H2 и разница [H1-H2] между H1 и Н2 больше, чем максимальная толщина покрытия твердого смазочного покрытия на вершинах резьбы внутреннего резьбового участка муфты;
- наружный резьбовой участок предохранителя насчитывает 3-5 витков; и
- наружный резьбовой участок размещается в положении, противолежащем внутренним виткам резьбы как можно ближе к муфтовому заходу полных витков резьбы муфты.
Муфтовый предохранитель для резьбового замка труб, согласно настоящему изобретению, может надежно плотно контактировать как с торцевой поверхностью муфты, так и поверхностью заплечика на ее внутреннем заднем участке, чтобы сформировать участок уплотнения в обоих положениях, тем самым безусловно предотвращая проникновение воды, масла или пыли в пространство между муфтой и предохранителем. В результате, предотвращается коррозия контактной поверхности муфты, а когда контактная поверхность покрыта твердым смазочным покрытием, можно предотвратить ухудшение покрытия.
Сущность изобретения поясняется на чертежах, где:
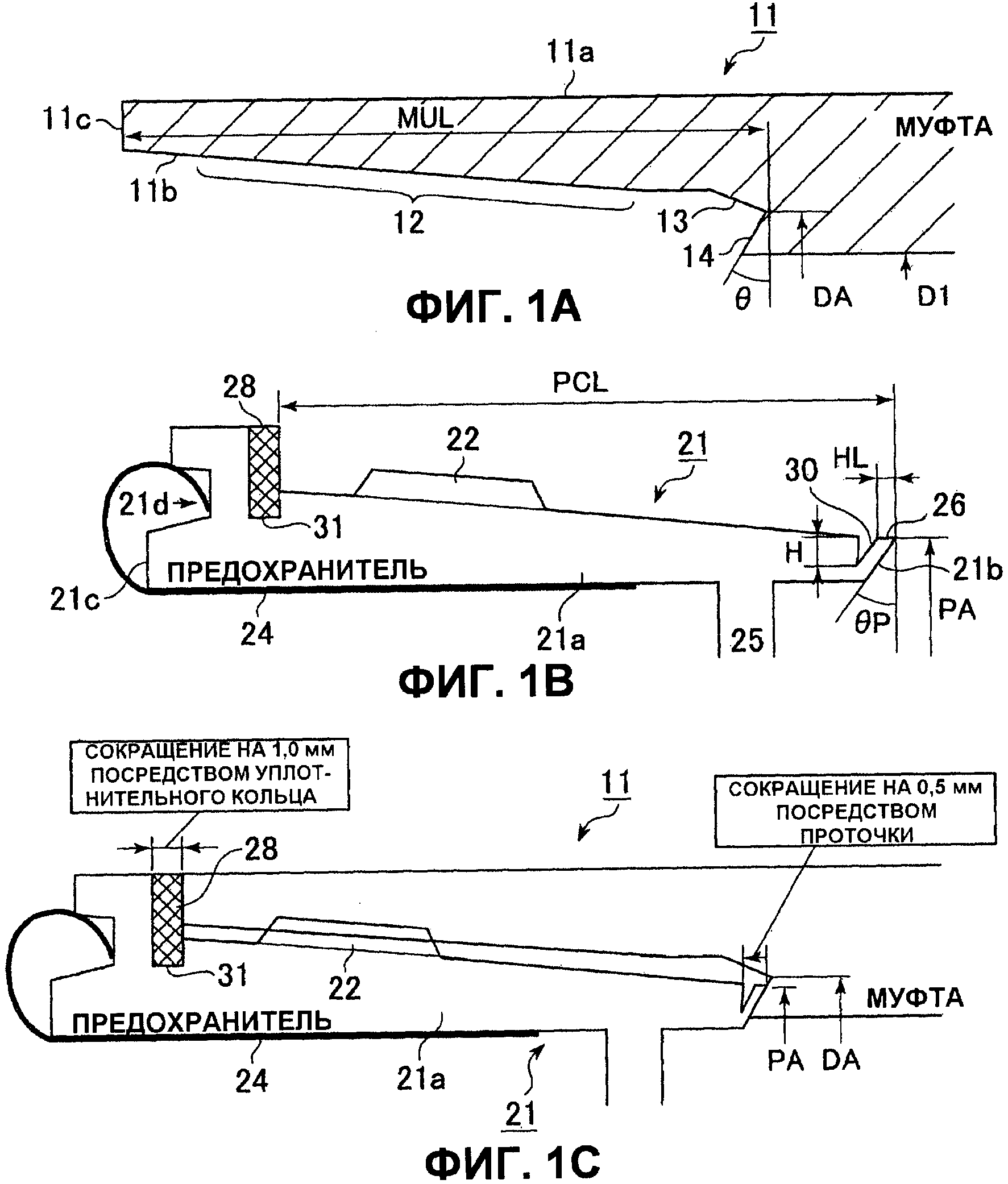
Фиг. 1А, 1B и 1C являются пояснительным изображением муфты резьбового замка для труб, муфтового предохранителя в соответствии с настоящим изобретением и предохранителя, установленного на муфте, соответственно.
Фиг. 2 представляет собой пояснительное изображение, показывающее различные формы поперечного сечения, в осевом направлении трубы, кольцевой проточки муфтового предохранителя в соответствии с настоящим изобретением, наряду с муфтой.
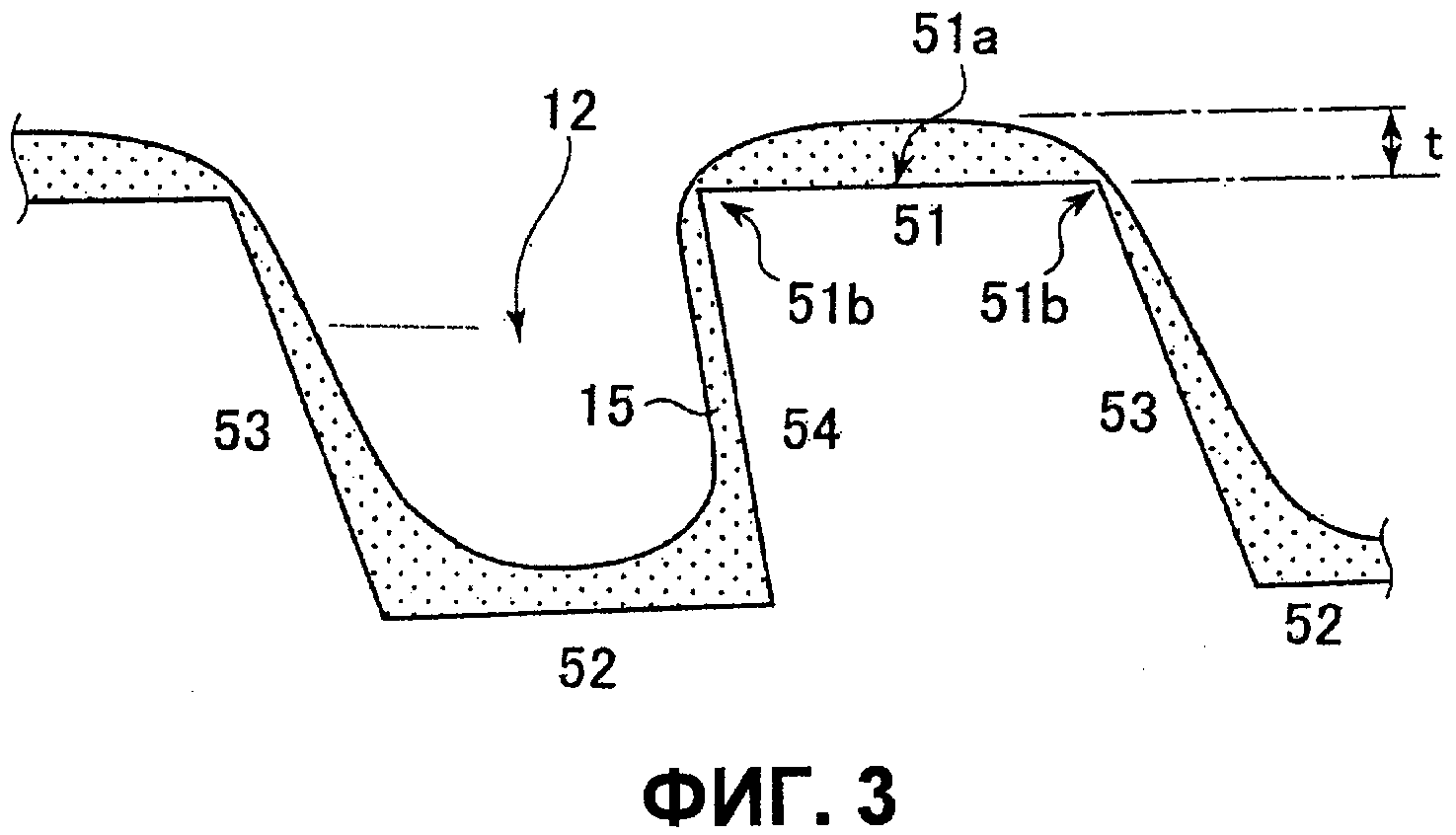
Фиг. 3 представляет собой пояснительное изображение, схематично иллюстрирующее поперечное сечение, в осевом направлении, твердого смазочного покрытия, сформированного на внутренней резьбе муфты.
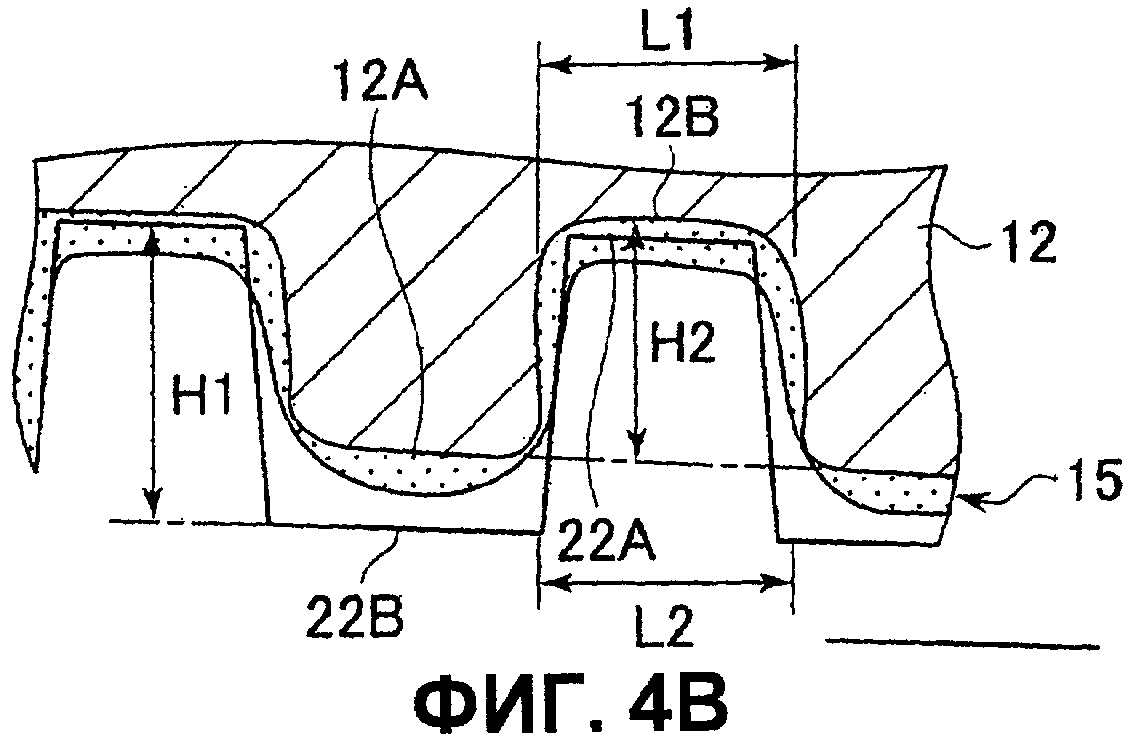
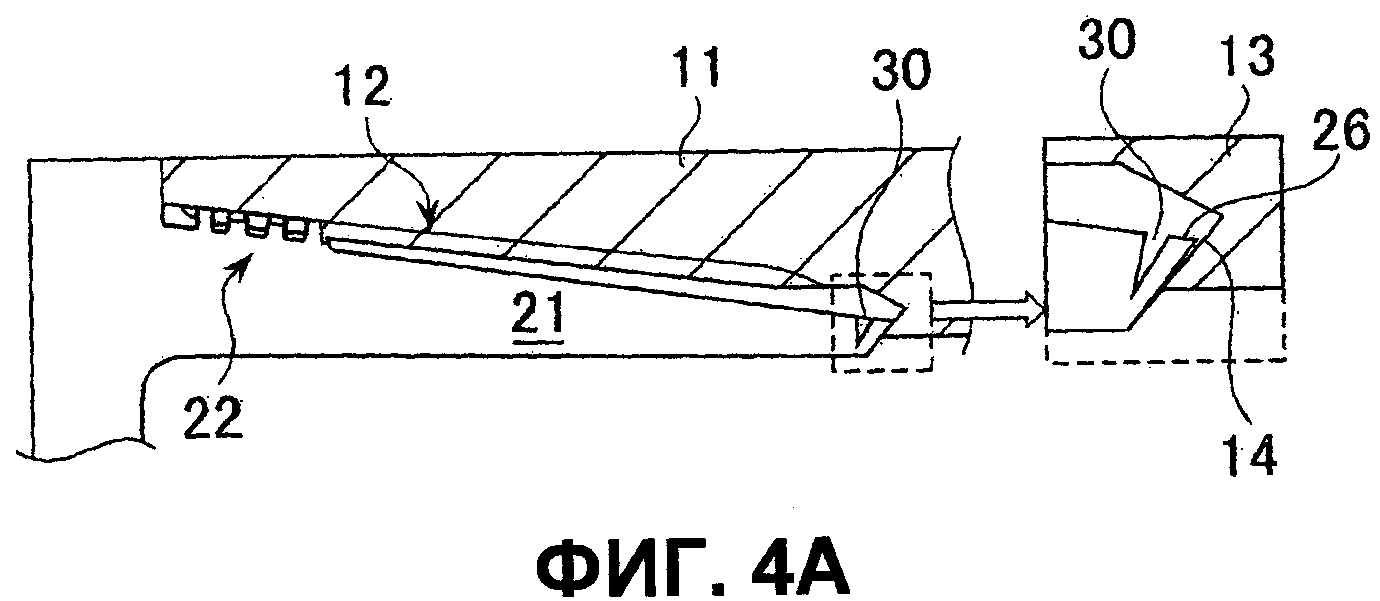
Фиг. 4А представляет собой изображение осевого поперечного сечения, схематично иллюстрирующее участок муфты, на котором, согласно настоящему изобретению, установлен муфтовый предохранитель, а Фиг. 4В представляет собой изображение осевого поперечного сечения, схематично иллюстрирующее участок полных витков резьбы внутреннего резьбового участка муфты, пребывающего в резьбовом зацеплении с наружным резьбовым участком муфтового предохранителя, в соответствии с настоящим изобретением.
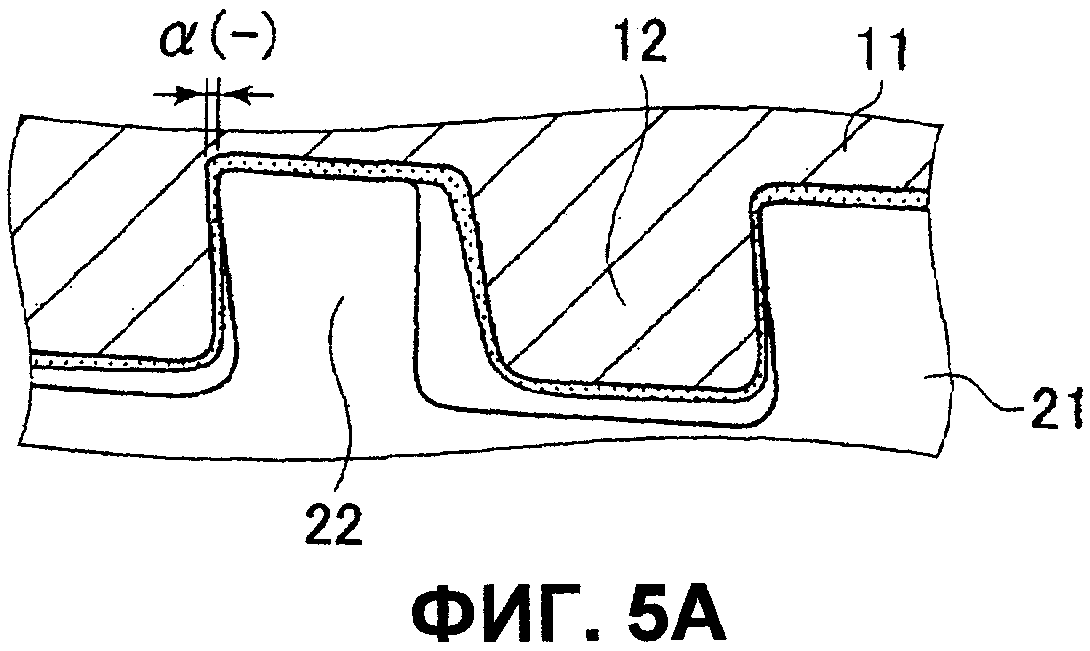
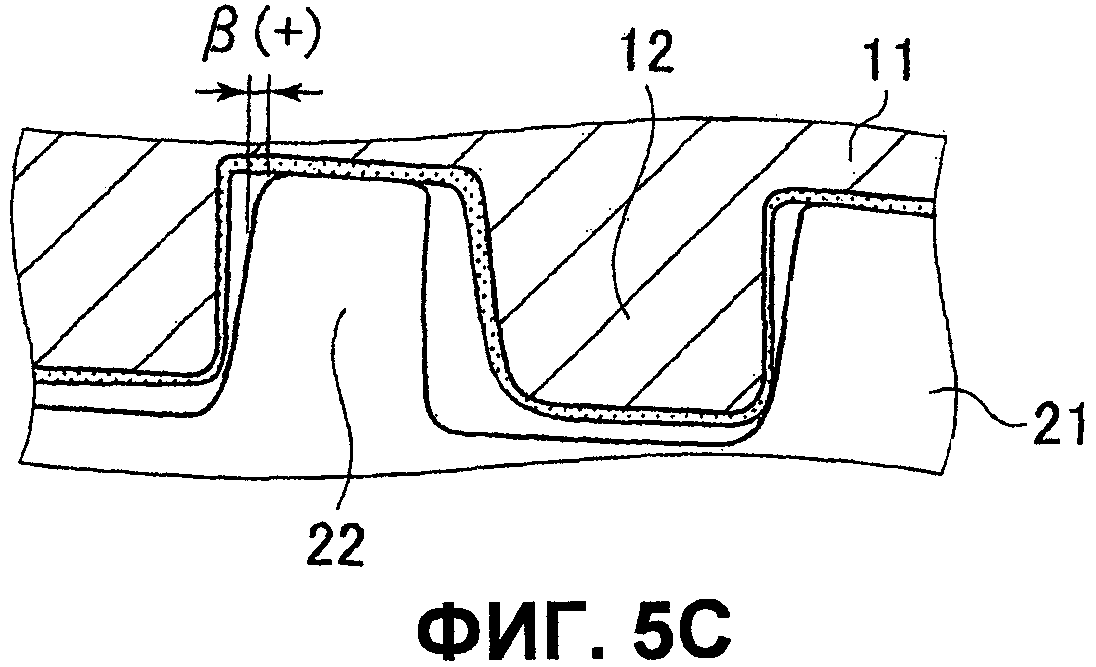
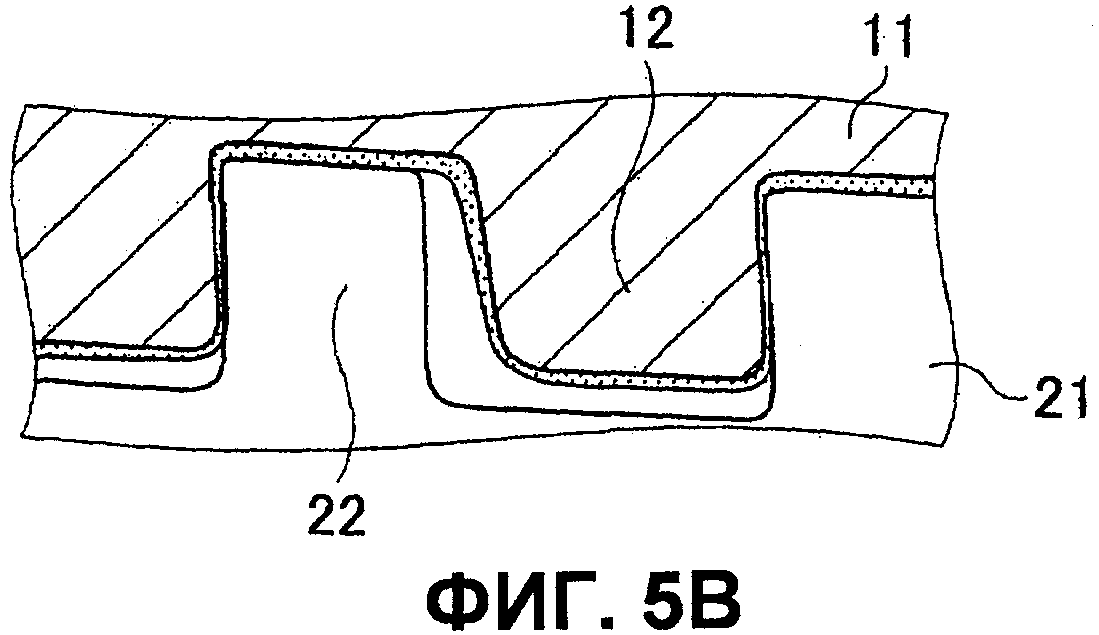
Фиг. 5А-5С представляют собой изображения осевого поперечного сечения, схематично иллюстрирующие участок полных витков внутреннего резьбового участка муфты, пребывающего в резьбовом зацеплении с наружным резьбовым участком муфтового предохранителя.
Фиг. 6 представляет собой пояснительное изображение, схематично показывающее собранную конструкцию типичного резьбового замка для труб, иллюстрирующее состояние стальной трубы, из трубных изделий нефтяного сортамента, и муфтового соединения во время транспортировки.
Фиг. 7 представляет собой пояснительное изображение, иллюстрирующее муфтовый предохранитель, раскрытый в патентном документе 5.
Фиг. 8 представляет собой пояснительное изображение, иллюстрирующее муфтовый предохранитель, раскрытый в патентном документе 6.
Муфтовый предохранитель, согласно настоящему изобретению, можно применять не только к муфте резьбового замка муфтового типа для труб, такой, которая показана на Фиг. 6, но также к муфте неразъемного резьбового замка для труб, в котором один торец стальной трубы изготовлен в виде ниппеля, а другой торец изготовлен в виде муфты. Резьбовой замок муфтового типа обычно образует наружную периферийную поверхность торца стальной трубы в виде ниппеля и образует внутреннюю периферийную поверхность соединения в виде муфты, хотя обратная комбинация также возможна.
В нижеследующем пояснении настоящее изобретение будет пояснено применительно к муфтовому предохранителю, который установлен на специальном резьбовом замке, обладающем превосходной газонепроницаемостью, с резьбой замка, являющейся конической резьбой, и нерезьбовыми металлическими контактными участками, имеющими уплотнительную поверхность. Впрочем, резьба резьбового замка для труб может и не быть конической. Кроме того, предохранитель, согласно настоящему изобретению, можно применять к резьбовому замку для труб, в котором нерезьбовые металлические контактные участки не имеют уплотнительной поверхности и образованы только поверхностью заплечика. Кроме того, нет никаких конкретных ограничений в отношении формы резьбы резьбового замка для труб. Резьбы могут представлять собой упорные резьбы (трапецеидальные резьбы), регламентированные стандартами API, либо они могут представлять собой так называемые резьбы с зацеплением, в которых нагрузочный угол профиля резьбы имеет отрицательное значение.
Будет предоставлено пояснение примера муфтового предохранителя такого типа, который закрыт почти перед его передним торцом. При этом передний торец означает торец на передней стороне в направлении введения предохранителя при установке предохранителя, а также он называется ведущим торцом. Тем не менее, оба торца трубчатого корпуса, образующие предохранитель, могут быть открытыми, а в случае закрытого типа место, где трубчатый корпус закрыт, не ограничивается. Вдобавок, предохранитель может быть также такого типа, при котором задний торец закрыт съемным колпаком.
Муфта резьбового замка для труб, которая защищена муфтовым предохранителем в соответствии с настоящим изобретением, предпочтительно имеет описанное ниже твердое смазочное покрытие, по меньшей мере, на резьбовом участке муфты и предпочтительно на всей протяженности контактной поверхности, включая резьбовой участок и нерезьбовой металлический контактный участок. Тем не менее, настоящее изобретение можно также применять к резьбовому замку для труб, который не имеет смазочного покрытия или который имеет вязкое жидкое смазочное покрытие на контактной поверхности муфты.
Фиг. 1А, 1В и 1C являются пояснительными изображениями, показывающими соответственно муфту 11 резьбового замка для трубных изделий нефтяного сортамента, муфтовый предохранитель 21 в соответствии с настоящим изобретением и состояние, в котором предохранитель 21 устанавливают на муфту 11. Фиг. 2 представляет собой пояснительное изображение, показывающее различные формы поперечного сечения, в осевом направлении, кольцевой проточки муфтового предохранителя в соответствии с настоящим изобретением, вместе с муфтой.
Дальше эти элементы будут поясняться последовательно. Резьбовой замок для труб представлен ниппелем и муфтой, которые входят в резьбовое зацепление друг с другом, а настоящее изобретение относится к муфтовому предохранителю, так что пояснение ниппеля не будет предоставлено.
Муфта 11
Муфта 11 обычно имеет цилиндрическую наружную периферийную поверхность 11а. На своей внутренней периферийной поверхности 11b она имеет внутренний резьбовой участок 12 с конической резьбой, поверхность 13 уплотнения и поверхность 14 заплечика (упорный заплечик) в своей самой задней части. Как показано на чертежах, уплотнительная поверхность 13, как правило, формируется между резьбовым участком 12 и поверхностью 14 заплечика. Уплотнительная поверхность 13 муфты контактирует с кольцеобразной уплотнительной поверхностью, расположенной на наружной периферийной поверхности не показанного на чертежах ниппеля с заранее определенной величиной натяга и формирует уплотнение металл-металл. Кроме того, поверхность 14 заплечика муфты контактирует с поверхностью заплечика, сформированной на торцевой поверхности не показанного на чертежах ниппеля с заданной величиной натяга. Внутренний резьбовой участок 12 муфты вступает в резьбовое зацепление с наружным резьбовым участком ниппеля.
Таким образом, внутренний резьбовой участок 12, уплотнительная поверхность 13 и поверхность 14 заплечика муфты 11 формируют контактную поверхность, которая контактирует с соответствующими участками ниппеля в момент свинчивания резьбового замка. Все внутренние витки резьбы, сформированные на внутреннем резьбовом участке 12, могут являться полными витками, но бывают также случаи, в которых витки вблизи от одного или обоих торцов внутреннего резьбового участка 12 являются неполными витками резьбы.
В показанном примере поверхность 14 заплечика муфты 11 предусмотрена в положении на самой задней части внутренней периферийной поверхности 11b муфты 11 (в положении переднего торца ниппеля) так, чтобы контактировать с поверхностью заплечика, предусмотренной на переднем торце ниппеля. Однако поверхность 14 заплечика можно предусмотреть на открытом торце 11с муфты 11 или как на переднем торце ниппеля, так и на переднем торце муфты, и настоящее изобретение также можно применять в этих случаях.
Поверхность 14 заплечика муфты 11 может быть образована при помощи поверхности, перпендикулярной осевому направлению замка (осевое направление трубы), но предпочтительно она образуется при помощи наклонной поверхности, которая выступает в направлении открытого торца (вход) 11c муфты (а именно, в направлении назад по отношению к направлению введения предохранителя 21) со стороны внутренней периферийной поверхности 11b в сторону центра замка. В частности, поверхность 14 заплечика отклоняется назад в направлении ввода под углом θ по отношению к направлению, перпендикулярному оси трубы (радиальное направление замка, которое является вертикальным направлением на Фиг. 1), но, как упоминалось выше, также возможно, что это будет вертикальная поверхность, для которой θ=0°.
Как схематически показано на осевых проекциях поперечного сечения Фиг. 3 и 4, внутренний резьбовой участок 12 муфты может покрываться твердым смазочным покрытием 15. Предпочтительно вся протяженность контактной поверхности муфты (а именно, внутренний резьбовой участок 12, уплотнительная поверхность 13 и поверхность 14 заплечика) имеет твердое смазочное покрытие 15. Для того чтобы предотвратить коррозию, внутренняя периферийная поверхность, за исключением контактной поверхности муфты и торцевой поверхности 11с открытого торца, также может быть покрыта твердым смазочным покрытием.
Твердое смазочное покрытие, как правило, является покрытием, содержащим смазывающий порошок (твердый смазочный материал), диспергированный в подходящем связующем компоненте. В прошлом существовало много предложений относительно твердых смазочных покрытий для резьбовых замков для труб, и эти покрытия можно соответствующим образом использовать. В обычном твердом смазочном покрытии связующий компонент представляет собой органическую смолу, обладающую довольно превосходной термостойкостью, как, например, эпоксидная смола, полиакрилатная смола, полиимидная смола или полиамид-имидная смола, но известно также твердое смазочное покрытие, которое использует неорганический пленкоформирующий компонент, такой как золь кремниевой кислоты, гидролизуемый кремневодородный компаунд, алкоксид титана, силикат щелочного металла или фосфат.
Предлагалось формировать твердое смазочное покрытие в виде двух или более слоев или наслаивать жидкое смазочное покрытие или твердое антикоррозионное покрытие поверх твердого смазочного покрытия, и такую слоистую конструкцию покрытия можно применять.
В настоящем изобретении твердое смазочное покрытие, которое особенно подходит, по меньшей мере, для резьбового участка муфты, представляет собой покрытие, подобное раскрытому в патентном документе 3, которое содержит в матрице смазочный порошок, который показывает пластические или вязкопластические реологические свойства, а предпочтительно покрытие, сформированное путем нанесения покрытия распылением (а именно, покрытие горячим расплавом) состава, в котором его матрица находится в расплавленном состоянии. Поскольку муфту обычно формируют на коротком отрезке муфтового соединения, покрытие горячим расплавом на поверхности муфты легче, чем на поверхности ниппеля, который обычно формируют на торце длинной стальной трубы.
Предпочтительно, твердое смазочное покрытие данного типа содержит 70-95 массовых % матрицы и 5-30 массовых % смазочного порошка. Поскольку пропорция смазочного порошка мала, покрытие в целом может проявлять пластические или вязкопластические реологические характерные свойства, которые представляют собой свойства матрицы. Матрица, которая проявляет пластический или вязкопластический реологический характер, предпочтительно имеет температуру плавления в диапазоне 80-320°С.
Эта матрица предпочтительно содержит термопластичный полимер, воск и металлическое мыло. Предпочтительнее она дополнительно содержит замедлитель коррозии и жидкую смолу, нерастворимую в воде.
Толщина покрытия (средняя толщина) твердого смазочного покрытия часто находится в диапазоне 10-100 мкм, а предпочтительно в диапазоне 25-60 мкм.
Конструкция участков муфты 11, кроме тех, что описаны выше, может быть такой же, как для обыкновенной муфты этого типа. Специалистам в данной области техники такая конструкция известна, таким образом, дополнительное пояснение относительно муфты 11 будет опущено.
Муфтовый предохранитель 21
Муфтовый предохранитель 21 является предохранителем для защиты муфты 11, и он предназначен для установки внутрь муфты 11 посредством резьбы. В показанном примере муфтовый предохранитель 21 содержит трубчатый корпус 21а, который закрыт в месте по направлению к задней части переднего торца 21b относительно направления введения предохранителя и который открыт на другом торце (задний торец 21c). Трубчатый корпус 21a имеет осевую длину, которая больше, чем у контактной поверхности защищаемой им муфты 11, а на своей наружной периферийной поверхности он имеет наружный резьбовой участок 22, содержащий наружную резьбу, который входит в резьбовое зацепление с внутренними витками внутреннего резьбового участка 12 муфты 11.
Трубчатый корпус 21а предохранителя 21 изготовлен из смолы. Обычно его изготавливают литьевым прессованием смолы, включая резьбовой участок на его наружной периферийной поверхности. Можно использовать смолы, которые использовались в прошлом для изготовления предохранителей для резьбовых замков для труб. Конкретные примеры такой смолы включают полиэтилены низкой плотности и полиэтилены высокой плотности.
Зачастую внутрь трубчатого корпуса 21а, изготовленного из смолы, подгоняют трубчатый металлический элемент 24, который открыт с обоих торцов. Таким образом, трубчатый корпус 21а предохранителя становится изготовленным из смолы, армированной металлом, или одной только смолы. При формировании участка предохранителя, контактирующего с муфтой, из смолы, которая является более мягкой, чем металл, становится возможным предотвратить повреждение поверхности муфты при установке предохранителя на муфту.
Внешняя форма трубчатого металлического корпуса 24 может представлять собой любую форму, которую можно подгонять к внутренней периферийной поверхности трубчатого корпуса 21а предохранителя. В показанном примере проточка 21d формируется в задней торцевой поверхности 21с предохранителя 21, задний торцевой участок трубчатого металлического корпуса 21а формируется с изогнутым участком, который изогнут в округлую форму посредством операции прессования, а трубчатый металлический корпус 24 скрепляется с предохранителем 21 посредством пружинного действия торцевого изогнутого участка, который вставляется в проточку 21d. Можно также применять и другие способы скрепления. Если такой трубчатый металлический корпус не подгоняется к предохранителю, то закрытый участок 25 предохранителя можно расположить у задней торцевой поверхности 21с или вблизи нее.
Муфтовый предохранитель 21 формирует участки уплотнения путем контакта с корпусом 11 на обеих сторонах контактной поверхности муфты 11, защищенной предохранителем. Эти участки уплотнения соответственно называют первым участком уплотнения и вторым участком уплотнения. Предпочтительно, чтобы первый участок уплотнения контактировал с поверхностью 14 заплечика муфты 11, в то время как второй участок уплотнения контактировал с открытой торцевой поверхностью 11с муфты. Наружная поверхность предохранителя 21 предпочтительно имеет форму, при которой она не контактирует с поверхностью муфты 11 (внутренняя поверхность муфтового соединения), за исключением первого участка уплотнения, второго участка уплотнения и наружного резьбового участка 22. Для того чтобы гарантировать, что предохранитель не контактирует с уплотнительной поверхностью 13 муфты 11, предпочтительно задавать большое числовое значение для зазора между уплотнительной поверхностью 13 муфты и противоположным участком муфтового предохранителя 21. Если внутренний резьбовой участок 12 на внутренней периферийной поверхности муфты 11 имеет коническую резьбу, как показано на фигурах, наружная периферийная поверхность трубчатого корпуса 21а предохранителя 21 предпочтительно имеет коническую форму с практически таким же уклоном. Форма внутренней периферийной поверхности предохранителя 21 не ограничивается, и он может иметь примерно цилиндрическую форму, как показано на фигурах, или коническую форму.
Число витков резьбы внутреннего резьбового участка 22 муфтового предохранителя 21 можно установить таким же, как число полных витков резьбы муфты 11, чтобы вступать в резьбовое зацепление со всеми полными витками внутреннего резьбового участка 12 муфты 11. В этом случае наружный резьбовой участок 22 муфтового предохранителя 21 проходит по всей осевой длине участка предохранителя, противолежащей полным виткам резьбы внутреннего резьбового участка 12 муфты 11.
Однако предназначением наружного резьбового участка 22 муфтового предохранителя 21 является зафиксировать предохранитель 21 в заданном положении на муфте 11 и не допустить выпадения предохранителя 21 из муфты 11 в тех случаях, когда стальная труба из трубных изделий нефтяного сортамента воспринимает ударную нагрузку во время перемещения или хранения. Таким образом, не является необходимым большое усилие свинчивания резьбы, применяемое к наружному резьбовому участку или к внутреннему резьбовому участку резьбового замка для труб, который всегда подвергается чрезвычайно высокому внутреннему и внешнему давлению. Таким образом, в предпочтительном варианте осуществления изобретения число витков резьбы наружного резьбового участка 22 муфтового предохранителя 21 предпочтительно сводится к минимальному числу, необходимому для фиксации предохранителя и недопущения его выпадения. Это число составляет 3-5 витков, предпочтительно 3-4 витка, а наиболее предпочтительно 3 витка. При двух витках не представляется возможным сформировать плотное резьбовое соединение и не представляется возможным зафиксировать предохранитель и не допустить его выпадения.
В этом случае, как показано на Фиг. 4А, наружный резьбовой участок 22 предохранителя 21 предпочтительно расположен напротив витков резьбы, наиболее близких ко входу (открытый торец) 11с муфты, внутри полных витков внутреннего резьбового участка 12 муфты 11. Таким образом, так как полные витки муфты 11, которые задевают витки наружного резьбового участка 22 предохранителя 21, ограничены до нескольких витков, ближайших ко входу, то можно свести к минимуму повреждение внутреннего резьбового участка муфты 11 вследствие задевания с витками наружного резьбового участка 22 предохранителя 21, а также повреждение покрытия, если внутренний резьбовой участок 12 покрыт твердым смазочным покрытием 15.
Муфтовый предохранитель 21 имеет поверхность 21b заплечика, которая формирует первый участок уплотнения путем плотного контакта с поверхностью заплечика муфты. В варианте осуществления, показанном на Фиг. 1, предохранитель 21 имеет поверхность 21b заплечика на своем переднем торце относительно направления введения (также, в данном случае, поверхность 21b заплечика упоминается в дальнейшем как передняя торцевая поверхность) и эта поверхность 21b заплечика формирует первую поверхность уплотнения путем контакта с поверхностью 14 заплечика на самом заднем участке муфты 11.
Передняя торцевая поверхность 21b муфтового предохранителя 21, которая образует первый участок уплотнения, является наклонной поверхностью, которая наклонена в том же направлении, что и поверхность 14 заплечика муфты 11, а именно назад относительно направления введения предохранителя по направлению к центру замка относительно направления, перпендикулярного оси трубы, так, чтобы контактировать с поверхностью 14 заплечика муфты 11, а угол наклона θP передней торцевой поверхности 21b предохранителя 21 выполнен большим, чем угол наклона θ поверхности 14 заплечика муфты 11, с которым он контактирует (т.е. θP>θ). Соответственно, поверхность 21b заплечика предохранителя выполнена в виде наклонной поверхности, даже если поверхность 14 заплечика муфты 11 находится в вертикальном положении. Обоснование описано ниже.
Трубчатый корпус 21а муфтового предохранителя 21 имеет на своей наружной периферийной поверхности кольцевую проточку 30, которая проходит полностью вокруг его наружной периферийной поверхности вблизи от его передней торцевой поверхности 21b. Форма поперечного сечения кольцевой проточки 30 в осевом направлении не ограничивается V-образной формой, показанной на Фиг. 1. Как показано на Фиг. 2, она может иметь форму поперечного сечения, которая представляет собой дугу окружности, U-образную форму, трапецеидальную форму или сочетание этих форм, или она может иметь форму поперечного сечения, отличную от данных. U-образная форма включает форму подковы, в которой отверстие U сужается.
Положение и форма поперечного сечения кольцевой проточки 30 таковы, что становится возможным сформировать первый участок уплотнения с помощью упругой деформации участка вблизи от проточки 30 корпуса 21 предохранителя посредством момента затяжки, приложенного во время установки предохранителя. А именно, за счет упругой деформации корпуса 21а предохранителя, на периферии проточки 30, когда передняя торцевая поверхность 21b предохранителя 21 входит в контакт с поверхностью 14 заплечика муфты 11 в момент установки предохранителя, участок 26 корпуса 21а предохранителя впереди проточки 30 (участок между проточкой 30 и передней торцевой поверхностью 21b) может изгибаться в обратном направлении таким образом, чтобы уменьшить ширину проточки в осевом направлении. В результате, угол наклона передней торцевой поверхности 21b предохранителя 21 уменьшается. Соответственно, путем введения предохранителя в муфту (с помощью резьбового зацепления витков резьбы) до тех пор, пока угол наклона θP предохранителя 21, который является большим, чем угол наклона θ поверхности 14 заплечика муфты 11, уменьшится до такого же угла наклона, как угол наклона θ муфты, передняя торцевая поверхность 21b предохранителя 21 вынуждена тесно контактировать с поверхностью 14 заплечика муфты 11 в форме поверхностного контакта, а не контакта по линии, и уплотнительные свойства первого участка уплотнения могут быть улучшены.
Как показано на Фиг. 1А, для резьбовых замков для труб, имеющих один и тот же наружный диаметр, внутренний диаметр D1 муфты 11 изменяется по мере того, как изменяется толщина стенки. К тому же угол наклона θ поверхности заплечика муфты иногда изменяется от муфты к муфте. Выполняя угол наклона θP передней торцевой поверхности предохранителя большим, чем θ, становится легче делать муфтовые предохранители 21 единой формы применимыми к нескольким типам муфт 11, имеющих различные толщины стенок или различные углы наклона θ. Различие между θP и θ предпочтительно находится в диапазоне от 5° до 20°.
Второй участок уплотнения предусматривают вблизи торца, противолежащего от первого участка уплотнения (передняя торцевая поверхность 21b) муфтового предохранителя 21, причем контактная поверхность муфты 11 изолируется от внешней стороны, если предохранитель 21 установлен на муфту. Таким образом, контактная поверхность муфты предохраняется от контакта с водой, маслом, пылью, посторонних веществ и тому подобного. В результате, если контактная поверхность покрыта твердым смазочным покрытием, не допускается прилипание пыли или посторонних веществ к покрытию и устраняется ухудшение покрытия. Если контактная поверхность не покрыта твердым смазочным покрытием, то устраняется коррозия контактной поверхности. Все эти эффекты являются причинами снижения стойкости к истиранию, так что настоящее изобретение может улучшить стойкость муфты к истиранию.
Вторая часть уплотнения размещается в месте за пределами контактной поверхности муфты, когда предохранитель 21 устанавливается на корпусе 11. Соответственно, осевая длина предохранителя 21 становится большей, чем осевая длина контактной поверхности муфты, на которой предохранитель установлен.
Не существует особых ограничений по механизму формирования второго участка уплотнения предохранителя 21, поскольку надежный участок уплотнения может быть сформирован между предохранителем 21 и муфтой за пределами контактной поверхности муфты (в сторону задней части в показанном примере). Принимая во внимание простоту формирования уплотнения, предпочтительно формировать второй участок уплотнения посредством контакта с торцевой поверхностью отверстия муфты 11. Второй участок уплотнения предпочтительно имеет конструкцию уплотнения, использующую упругий материал, который обладает отличным уплотняющим действием.
Как показано на Фиг. 1B и 1С, в предпочтительном варианте осуществления упругое уплотнительное кольцо 28 располагается на наружной периферийной поверхности трубчатого корпуса 21а предохранителя 21 так, чтобы контактировать (примыкать) с открытой торцевой поверхностью 11с входа муфты, если предохранитель 21 установлен на муфте 11. В результате, вся внутренняя периферийная поверхность муфты и поверхность открытого торца муфты может быть изолирована с внешней стороны. Упругое уплотнительное кольцо 28 предпочтительно имеет такую упругость, при которой его можно смещать (сокращать), по меньшей мере, на 0,5 мм в осевом направлении. Толщина уплотнительного кольца в осевом направлении составляет предпочтительно, по меньшей мере, 5 мм. Примеры предпочтительных материалов для упругого уплотнительного кольца включают нитриловые каучуки и силиконовые каучуки.
Как показано на фигурах, кольцевую проточку 31, имеющую осевую ширину немного уже, чем толщина уплотнительного кольца 28, можно предусмотреть на наружной периферийной поверхности предохранителя 21 для того, чтобы зафиксировать уплотнительное кольцо 28. Боковая стенка на передней стороне проточки 31 предпочтительно расположена немного вперед (на расстояние, меньшее, чем вышеописанное смещение) от положения торцевой поверхности 11с открытого торца муфты 11, когда предохранитель 21 установлен на муфте 11, в результате чего упругое уплотнительное кольцо 28 подвергается сжатию торцевой поверхностью 11с открытого торца муфты 11 так, что толщина уплотнительного кольца 28 сокращается. В показанном примере толщина уплотнительного кольца сокращается примерно на 1,0 мм. В результате улучшаются уплотнительные свойства второго участка уплотнения, оснащенного упругим уплотнительным кольцом.
Упругое уплотнительное кольцо 28, которое образует второй участок уплотнения, тесно контактирует с открытой торцевой поверхностью 11с открытого торца муфты 11, как описано выше. В показанном примере торцевая поверхность 11с открытого торца муфты является поверхностью, перпендикулярной осевому направлению, так что боковая поверхность упругого уплотнительного кольца 28 также выполнена перпендикулярной поверхностью.
На Фиг. 1А и 1B символ PСL означает расстояние (мм) в осевом направлении от точки пересечения между торцевой поверхностью 21b предохранителя и наружной периферийной поверхностью предохранителя до второго участка уплотнения (в показанном примере боковая стенка на передней стороне кольцевой проточки 31), символ HL означает расстояние (мм) в осевом направлении от угла, в котором передняя торцевая поверхность 21b предохранителя пересекает наружную периферийную поверхность предохранителя, до кромки отверстия на передней стороне кольцевой проточки 30, символ H означает глубину (мм) из кольцевой проточки 30 в направлении, перпендикулярном осевому направлению трубы, символ PA означает диаметр (мм) наружной периферийной поверхности предохранителя у торцевой поверхности 21b предохранителя, символ MUL означает расстояние (мм) в осевом направлении от торцевой поверхности 11с открытого торца муфты 11 до угла, в котором участок 13 уплотнения пересекает поверхность 14 заплечика муфты, а символ DA означает диаметр (мм) по углу, в котором участок 13 уплотнения и поверхность 14 заплечика муфты 11 пересекаются (наружный диаметр поверхности 14 заплечика).
PСL предпочтительно равно MUL ± 0,5 (мм), а более предпочтительно PCL равно MUL. Даже если PCL равно MUL, уплотнительное кольцо 28 может сжиматься, поскольку осевая длина предохранителя уменьшается при установке на муфту 11 посредством сокращения кольцевой проточки 30.
Разделение HL в осевом направлении между кольцевой проточкой 30 и торцевой поверхностью 21b предохранителя составляет предпочтительно 0,5 - 2,0 мм и более предпочтительно 1,0 - 1,5 мм. Благодаря наличию этого разделения проточки 30 от верхушки торца 21b предохранителя можно устранить проблему беспрепятственного обламывания в углу проточки, которая наблюдается в муфтовом предохранителе предшествующего уровня техники, показанном на Фиг. 7.
Глубину H кольцевой проточки 30 выбирают такой, что периферия проточки может упруго деформироваться, и такой, что в проточке не происходит разрушение проточки, когда к передней торцевой поверхности 21b предохранителя 11 применяют сжимающее затягивание при помощи поверхности заплечика муфты 11 при установке предохранителя 21 на муфту 11. В результате этой упругой деформации ширина проточки в верхней части проточки 30 (осевая длина отверстия проточки) предпочтительно уменьшается, по меньшей мере, на 0,2 мм и более предпочтительно, по меньшей мере, на 0,3 мм. В примере, показанном на Фиг. 1C, ширина проточки в верхней части проточки уменьшается примерно на 0,5 мм при установке предохранителя. Глубина H порточки, необходимая для такой упругой деформации, изменяется в зависимости от конструкции предохранителя и типа смолы, но предпочтительно составляет 3,0 - 6,0 мм и более предпочтительно 4,0 - 5,0 мм, когда HL составляет 1,0 - 1,5 мм. Толщина стенки предохранителя у передней торцевой поверхности 21b предпочтительно составляет, по меньшей мере, 4,5 мм.
РА предпочтительно делают меньше, чем DA, для того, чтобы сформировать зазор между муфтой 11 и предохранителем 21, который не позволяет внутренней периферийной поверхности муфты контактировать с наружной периферийной поверхностью предохранителя, за исключением резьбового участка 22 предохранителя при установленном на муфту предохранителе 21. В результате, когда контактная поверхность муфты 11 покрыта твердым смазочным покрытием, можно свести к минимуму повреждение покрытия ввиду установки предохранителя. Расхождение между РА и DA предпочтительно составляет, по меньшей мере, 1,0 мм.
Причина, по которой уплотнение, предусмотренное предохранителем 21, становится неадекватным либо на торцевой поверхности 11с, либо на поверхности 14 заплечика у самой задней части муфты 11, как описано выше со ссылкой на патентные документы 5 и 6, обусловлена неизбежными вариациями в размерах предохранителя 21, который изготовлен литьевым прессованием смолы. Принимая во внимание сжатие и расширение материала, неизбежным является допуск около 1 мм в качестве точности производства корпуса 21a предохранителя, изготовленного из смолы.
Корпус муфты 11 также имеет вариации в размерах из-за высокоточных допусков. Поэтому для одновременного контакта торцевой поверхности 11с и задней поверхности 14 заплечика муфты 11 с муфтовым предохранителем 21 предпочтительно, чтобы участки уплотнения муфтового предохранителя 21 имели упругую конструкцию, которая может поглощать вариации в размерах.
Даже муфтовый предохранитель, имеющий форму, раскрытую в патентном документе 6, может увеличить уплотнительные свойства как торцевой поверхности 11с на входе муфты, так и поверхности 14 заплечика на другом торце муфты, посредством увеличения момента затяжки до уровня выше обычного при установке предохранителя на муфту. Однако равным образом высокий момент затяжки становится необходимым также при удалении предохранителя из муфты в условиях эксплуатации, что нежелательно. Таким образом, с практической точки зрения, для фиксации предохранителя является желательным свободный контакт обоих торцов муфты при обычном моменте затяжки.
Учитывая уплотнительные свойства, упругое уплотнительное кольцо обеспечивает более высокое упругое действие, чем участок уплотнения, использующий упругую деформацию смолы, образующей предохранитель, и является предпочтительным для формирования уплотнения. Таким образом, возможно использовать упругое уплотнительное кольцо для каждого из двух участков уплотнения предохранителя. Тем не менее, необходимо принимать во внимание расходы, требуемые для размещения двух упругих уплотнительных колец и возросшую вероятность попадания уплотнительных колец в скважину.
Таким образом, в муфтовом предохранителе, согласно настоящему изобретению, предлагается упругий материал и, в частности, упругое уплотнительное кольцо 28 как единственное уплотнение на участке предохранителя 21, которое контактирует с торцевой поверхностью 11с открытого торца муфты 11. Другое уплотнение, которое контактирует с поверхностью 14 заплечика в крайнем заднем участке муфты, образовано упругодеформируемым участком, который является гибким в осевом направлении и в котором предусмотрена кольцевая проточка 30, расположенная вблизи от передней торцевой поверхности 21b трубчатого корпуса 21а предохранителя 21. Эти два участка уплотнения делают возможным поглощение неизбежных вариаций в размерах муфтового предохранителя 21 и надежное создание уплотнительного контакта как с торцевой поверхностью 11с открытого торца муфты, так и на поверхности 14 заплечика на крайнем заднем участке муфты. В результате, коррозия и ухудшение контактной поверхности муфты (и твердого смазочного покрытия, если такое покрытие сформировано), а также загрязнение и повреждение муфты за счет проникания посторонних веществ, могут быть уверенно предотвращены.
Соотношение между твердым смазочным покрытием и резьбовой частью предохранителя
Контактная поверхность муфты, включая, по меньшей мере, внутренний резьбовой участок, предпочтительно покрывается описанным выше твердым смазочным покрытием. В результате, нет необходимости применять вязкий жидкий смазывающий материал, такой как компаундная смазка, к контактной поверхности муфты каждый раз при выполнении свинчивания резьбового замка и эксплуатационная эффективность свинчивания резьбового замка увеличивается.
Толщина твердого смазочного покрытия, которое покрывает резьбу, не является равномерным в осевом поперечном сечении витков. Твердое смазочное покрытие обычно формируют путем нанесения жидкого покрывающего состава на поверхность резьбового замка с последующим затвердеванием нанесенного покрытия путем высыхания, нагрева, охлаждения, облучения ультрафиолетовым световым излучением или тому подобным. Вследствие этого, как показано на Фиг. 3, для резьбы, имеющей вершину 51 профиля резьбы, впадину 52 профиля резьбы, закладную рабочую сторону 53 и опорную рабочую сторону 54, твердое смазочное покрытие 15, которое формируется на резьбовом участке, является утолщенным в центре 51а вершины 51 профиля резьбы и толщина покрытия изменяется в осевом направлении так, чтобы становиться тоньше по направлению к обоим торцам, и толщина покрытия становится крайне тонкой в углах 51b вершин 51 профиля резьбы. Причина такого распределения толщины покрытия, как предполагается, состоит в том, что по своей природе жидкому покрывающему составу затруднительно прилипать к углам 51b, и в том, что покрытие обычно сжимается во время отверждения покрытия. В противоположность этому, на впадинах 52 профиля резьбы, где жидкость накапливается, толщина покрытия становится максимальной в углах, но изменение в толщине покрытия в осевом направлении на впадинах 52 профиля резьбы меньше, чем на вершинах 51 профиля резьбы.
Твердое смазочное покрытие 15 свободно отслаивается от внутреннего резьбового участка 12 муфты 11 и особенно от вершин 51 профиля резьбы во время установки муфтового предохранителя 21 на муфту 11. Предполагается, что причина этого состоит в том, что твердое смазочное покрытие 15 является чрезвычайно тонким на углах 51b вершин 51 профиля резьбы. Из-за контакта с наружным резьбовым участком 22 муфтового предохранителя 21 твердое смазочное покрытие 15 прежде всего отслаивается от углов 51b. Затем, в момент задевания с наружным резьбовым участком 22 муфтового предохранителя 21, твердое смазочное покрытие 15 отслаивается от всей протяженности вершин 51 профиля резьбы.
Таким образом, с помощью придания форме витков наружного резьбового участка муфтового предохранителя 21 такой формы, что устраняется контакт с вершинами 51 профиля резьбы внутреннего резьбового участка 12 муфты 11 и контакт в основном происходит с впадинами 52 профиля резьбы внутреннего резьбового участка 12 муфты 11, становится возможным предохранить твердое смазочное покрытие 15, которое покрывает внутренний резьбовой участок муфты 11 от отслоения, вызванного установкой муфтового предохранителя 21, что приводит к заметному улучшению сопротивления истиранию муфты 11 после удаления муфтового предохранителя 21.
С этой целью высота H1 резьбы наружного резьбового участка 22 предохранителя 21 и высота H2 резьбы полных витков резьбы внутреннего резьбового участка 12 муфты 11 удовлетворяют зависимости H1>H2, а разница (H1-H2) между H1 и Н2 предпочтительно больше, чем максимальная покрывающая толщина t (общая толщина при наличии двух или более слоев) вершин 51 профиля резьбы твердого смазочного покрытия 15, которое покрывает внутренний резьбовой участок 12 муфты 11. Различие между Н1 и Н2 предпочтительно находится в диапазоне 5°-20°. Более предпочтительно, эта разница составляет примерно 1,5-3 раза максимальной толщины t покрытия.
При наличии показателей высоты H1 и Н2 резьбы, удовлетворяющих описанной выше зависимости и условиям, как показано на Фиг. 4В, когда муфтовый предохранитель 21 установлен на муфте 11, а резьбовые участки 12 и 22 обоих элементов вынуждены взаимно задевать, вершины 22А резьбы наружного резьбового участка 22 муфтового предохранителя 21 осуществляют задевание с впадинами 12B резьбы внутреннего резьбового участка 12 муфты 11, но остается зазор между твердым смазочным покрытием 15, которое покрывает вершины 12А резьбы внутреннего резьбового участка 12 муфты 11, и впадинами 22В резьбы наружного резьбового участка 22 муфтового предохранителя 21. Таким образом, твердое смазочное покрытие 15, которое покрывает вершины 12А резьбы внутреннего резьбового участка 12 муфты 11, предохраняется от контакта с витками наружного резьбового участка 22 муфтового предохранителя 21 и от повреждения.
Если H1=H2 или H1<H2, вершины резьбы внутреннего резьбового участка 12 муфты 11 осуществляют задевание со впадинами резьбы наружного резьбового участка 22 муфтового предохранителя 21. Поскольку в это время витки резьбы подвергаются относительному перемещению в осевом направлении, твердое смазочное покрытие 15 начинает отслаиваться, особенно от углов вершин резьбы, где толщина покрытия крайне мала, и возникает вероятность в конечном итоге полного отслоения твердого смазочного покрытия 15 от вершин резьбы.
Поскольку вершины резьбы наружного резьбового участка 22 муфтового предохранителя 21 задевают впадины резьбы внутреннего резьбового участка 12 муфты 11, то нельзя предотвратить повреждение твердого смазочного покрытия 15 на впадинах резьбы муфты 11. Однако, как отмечалось выше, толщина покрытия твердого смазочного покрытия 15 на впадинах резьбы больше, чем толщина покрытия на вершинах резьбы, и особенно она велика в углах впадин. Таким образом, даже если впадины резьбы внутреннего резьбового участка 12 муфты 11 задевают витки резьбы наружного резьбового участка 22 муфтового предохранителя 21, не возникает абсолютно полного отслоения твердого смазочного покрытия 15 и твердое смазочное покрытие 15 частично остается на впадинах резьбы внутреннего резьбового участка 12 муфты 11. Кроме того, твердое смазочное покрытие 15, которое отслоилось путем задевания, иногда переходит на стороны витков внутреннего резьбового участка 12 муфты 11. Поэтому даже если консистентная смазка не применяется во время свинчивания резьбового замка благодаря твердому смазочному покрытию 15, остающемуся на впадинах резьбы, и твердому смазочному покрытию 15, которое перемещается всюду по рабочим сторонам, к впадинам резьбы внутреннего резьбового участка 12 муфты 11 передаются достаточные смазочные свойства. Конечно, плотное твердое смазочное покрытие 15 присутствует на вершинах витков внутреннего резьбового участка 12 муфты 11. Таким образом, истирание резьбового замка для труб, которое происходит во время свинчивания после снятия муфтового предохранителя 21, можно эффективно предотвратить лишь с помощью твердого смазочного покрытия 15 на муфте 11, даже если ниппель резьбового замка не прошел какую-либо специальную смазочную обработку (например, формирование твердого смазочного покрытия).
Чтобы свести к минимуму повреждение твердого смазочного покрытия 15 на рабочих сторонах резьбы внутреннего резьбового участка 12 муфты 11, причиненное муфтовым предохранителем 21, ширина L2 витка наружного резьбового участка 22 муфтового предохранителя 21 предпочтительно составляет 0,5-0,75 ширины L1 впадины резьбы полных витков внутреннего резьбового участка 12 муфты 11. В результате, как показано на Фиг. 4В, даже если внутренний резьбовой участок 12 муфты 11 подвергается сжимающему усилию или растягивающему усилию муфтовым предохранителем 21, твердое смазочное покрытие 15 на одной из двух рабочих сторон витков резьбы муфты избегает контакта с витками резьбы наружного резьбового участка 22 муфтового предохранителя 21 и совершенно не повреждается. Если ширина L2 резьбы становится слишком маленькой, то усилие затяжки по виткам становится недостаточным.
Фиг. 5А-5С представляют собой изображения осевого поперечного сечения, схематично иллюстрирующие участок полных витков внутреннего резьбового участка 12 муфты 11, пребывающего в резьбовом зацеплении с наружным резьбовым участком 22 муфтового предохранителя 21.
На Фиг. 5A-5C внутренний резьбовой участок 12 муфты 11 является одинаковым на всех этих фигурах, на которых угол α опорной рабочей стороны витков является отрицательным углом. В противоположность этому, угол β опорной рабочей стороны витков внутреннего резьбового участка 22 муфтового предохранителя 21 отличается на этих фигурах таким образом, что он является отрицательным углом на Фиг. 5А, он является вертикальным (0°) на Фиг. 5В, и он является положительным углом на Фиг. 5С. Угол закладной рабочей стороны витков наружного резьбового участка 22 предохранителя 21 является вертикальным (0°).
Угол опорной рабочей стороны витков внутреннего резьбового участка 12 муфты 11 часто является почти вертикальным углом, а именно, он находится в диапазоне от -3° до +3°. В этом случае угол β опорной рабочей стороны витков наружного резьбового участка 22 предохранителя 21 также предпочтительно в основном является вертикальным углом (от -2° до 2°), как показано на Фиг. 5В. В результате, после установки предохранителя 21 на муфту 11, контакт между опорными рабочими сторонами витков внутреннего резьбового участка 12 муфты 11 и наружного резьбового участка 22 предохранителя 21 может становиться устойчивым. Соответственно, предохранитель 21 устойчиво установлен на муфте 11, даже если число витков резьбы наружного резьбового участка 22 предохранителя 21 составляет небольшое количество в 3-5.
С другой стороны, если витки резьбы внутреннего резьбового участка 12 муфты 11 выполнены в форме зацепки так, что угол опорной рабочей стороны является отрицательным углом, угол β опорной рабочей стороны витков наружного резьбового участка 22 предохранителя 21 предпочтительно, главным образом, равен углу α опорной рабочей стороны витков внутреннего резьбового участка 12 муфты 11 (в пределах диапазона ±2°) или меньше. Например, если угол α опорной рабочей стороны витков внутреннего резьбового участка 12 муфты 11 составляет -3°, угол β опорной рабочей стороны витков наружного резьбового участка 22 предохранителя 21, главным образом, равен углу α опорной рабочей стороны при β, равном от -1° до -5°. В результате, как описано выше, предохранитель 21 является прочно установленным на муфте 11.
Если угол β опорной рабочей стороны витка предохранителя 21 меньше, чем угол α опорной рабочей стороны витка муфты 11 (если α составляет -3°, β меньше чем -5°, например -8°), то контакт между опорными рабочими сторонами витков муфты и предохранителя может быть сосредоточен в углах впадин профиля резьбы внутреннего резьбового участка 12 муфты 11 или может быть ограничен только углами впадин профиля резьбы. В результате, область контакта витков резьбы наружного резьбового участка 22 предохранителя 21 с внутренним резьбовым участком 12 муфты 11 является более ограниченным, и твердое смазочное покрытие 15 на вершинах профиля резьбы муфты может быть эффективно защищено.
Защитное средство для резьбового соединения труб
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Защитное средство для резьбового соединения труб
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления

