Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии, в частности к нанесению покрытий из металлических порошков на металлическую полосу в электростатическом поле.
Известно устройство для нанесения покрытий из порошков на металлическую полосу, включающее бункер для металлического порошка, дозирующий барабан с кольцевыми канавками для заполнения металлическим порошком, резиновый валик, установленный в бункере с возможностью фрикционного взаимодействия с дозирующим барабаном, скребок для удаления излишков металлического порошка с поверхности дозирующего барабана, разгрузочные ножи для извлечения металлического порошка из кольцевых канавок дозирующего барабана, металлические сита, связанные с вибратором и источником высокого напряжения, а также металлические полукольцевые пластины, установленные между ситами на расстоянии, кратном шагу кольцевых канавок дозирующего барабана [1].
Известен другой вариант вышеописанного устройства, в котором между металлическими ситами и металлической полосой установлена электродная металлическая сетка, выполненная в виде расположенных поперек полосы металлических проволок, которые закреплены на одинаковом расстоянии одна от другой, соединены с вибратором и подключены к источнику высокого напряжения [2].
К недостаткам таких устройств следует отнести использование вибросит для разбивки блоков разного размера (объема) металлического порошка, которые образуются при его извлечении разгрузочными ножами из кольцевых канавок дозирующего барабана. Последующая разбивка блоков металлического порошка за счет вибрационного воздействия сит не позволяет достичь высокой равномерности покрытия из-за того, что в вибросите не достигается разбивка блоков металлического порошка до таких размеров, которые обеспечивали бы высокую равномерность покрытия. Помимо этого использование вибросит повышается шум в помещении, а также вызывает необходимость осуществления специальных конструктивных решений для исключения передачи вибрации на конструкцию установки, в которой могут быть использованы эти устройства, что усложняет конструкцию этих устройств. К недостатку относится также технологическая трудность изготовления и монтажа системы вибросит. Кроме того, эти устройства позволяют наносить покрытие из металлических порошков только на верхнюю сторону металлических полос.
Более близким к заявляемому устройству, принятым за прототип, является устройство для нанесения порошковых покрытий на металлическую полосу, включающее бункер для металлического порошка с размещенным в нем резиновым валиком, установленным с возможностью фрикционного взаимодействия с дозирующим барабаном, который выполнен с кольцевыми канавками и снабжен разгрузочными ножами, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, приводной дополнительный барабан для разбивки блоков металлического порошка, размещенный под дозирующим барабаном, а также направляющие пластины для формирования факела аэрозоля [3].
К недостатку этого устройства следует отнести как применение разгрузочных ножей для извлечения металлического порошка из канавок дозирующего барабана, так и применение вращающегося дополнительного барабана. Разгрузочные ножи, обеспечивая удаление из канавок дозирующего барабана равномерного по объему в единицу времени количества металлического порошка, падающего на нижестоящий дополнительный барабан в виде струй из разного по размеру блоков металлического порошка, не обеспечивают высокой равномерности получаемых металлических покрытий на металлической полосе. Это связано с тем, что при помощи дополнительного барабана не удается разбить падающие на него разные по размеру блоки металлического порошка на такие более мелкие блоки, которые обеспечивали бы высокую равномерность наносимого металлического порошкового покрытия. Кроме того, на мелкие блоки металлического порошка оказывают влияние потоки воздуха, образованные вращающимся дополнительным барабаном. Это приводит к слипанию мелких блоков в более крупные блоки металлического порошка, что приводит к снижению равномерности наносимого на движущуюся металлическую полосу металлического порошкового покрытия.
Задачей изобретения является создание нового патентоспособного устройства для нанесения металлических покрытий из металлических порошкообразных материалов на металлическую полосу, не обладающего вышеуказанными недостатками аналогов и прототипа и, соответственно, обеспечивающего достижение технического результата в виде повышения равномерности наносимых металлических порошковых покрытий на металлическую полосу в сравнении с прототипом.
Помимо этого задачей изобретения является расширение арсенала технических средств аналогичного назначения.
Поставленные задачи изобретения решаются, а технический результат достигается тем, что в устройстве для нанесения покрытий из порошкообразных материалов на металлическую полосу, включающем бункер для порошка с размещенным в нем уплотняющим валиком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками, скребок, установленный с возможностью соприкосновения с дозирующим барабаном, направляющие пластины, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, а дополнительно к этому (в отличие от прототипа) оно снабжено разгрузочным барабаном с кольцевыми канавками, при этом дозирующий и разгрузочный барабаны установлены с обеспечением возможности вхождения выступов канавок разгрузочного барабана в канавки дозирующего барабана и с возможностью вращения в одном направлении, а направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана.
Новые признаки изобретения в совокупности с известными признаками образуют неразрывную совокупность, которая позволяет решить задачи изобретения и достичь более высокий технический результат.
Действительно, повышение равномерности наносимого металлического порошкового покрытия обеспечивается тем, что дополнительно к известным признакам из прототипа устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу снабжено разгрузочным барабаном с кольцевыми канавками, при этом дозирующий и разгрузочный барабаны установлены с обеспечением вхождения выступов канавок разгрузочного барабана в канавки дозирующего барабана и с возможностью вращения в одном направлении, а направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана.
Благодаря этим и известным из прототипа признакам металлический порошок из дозирующего барабана извлекается не разгрузочными ножами, а вращающимся разгрузочным барабаном, при этом обеспечено вращение дозирующего и разгрузочного барабанов в одном направлении, вследствие чего в зоне их взаимодействия, происходящего в кольцевых канавках с порошком дозирующего барабана, выступы кольцевых канавок разгрузочного барабана за счет сил трения выбрасывают металлический порошок из кольцевых канавок дозирующего барабана со скоростью, пропорциональной разности квадратов окружных скоростей вращения дозирующего и разгрузочного барабанов. Поэтому увеличение скорости вращения разгрузочного барабана приводит к увеличению скорости и кинетической энергии выбрасываемого из кольцевых канавок дозирующего барабана металлического порошка. При этом металлический порошок выбрасывается разгрузочным барабаном не в виде достаточно крупных блоков, как это имеет место в прототипе при извлечении металлического порошка из кольцевых канавок дозирующего барабана разгрузочными ножами, а либо в виде отдельных частиц металлического порошка в случае крупных фракций металлического порошка, либо очень мелких конгломератов из нескольких слипшихся частиц металлического порошка при очень мелкой фракции металлического порошка. Благодаря этому обеспечивается повышение равномерности нанесения металлического порошкового покрытия на металлическую полосу.
Работа заявленного устройства и устройства-прототипа проверена при осаждении алюминиевого порошкового покрытия на пластины из стального листа. Основными технологическими операциями нанесения алюминиевого порошкового покрытия с использованием этих устройств в лабораторных условиях являются следующие. Поверхность стальных пластин перед осаждением алюминиевого порошка смачивают водным адгезионным раствором, который обеспечивает удержание блоков и частиц алюминиевого порошка не только после их соприкосновении со стальной основой, в результате чего алюминиевый порошок теряет электростатический заряд, но и после операции сушки стальных пластин с нанесенным алюминиевым порошковым покрытием. Затем на стальные пластины, смоченные водным адгезивным раствором, наносят алюминиевое порошковое покрытие с использованием заявленного устройства или устройства-прототипа. Потом стальные пластины с нанесенным алюминиевым порошковым покрытием нагревают с целью освобождения (высушивания) алюминиевого порошкового слоя от воды адгезивного раствора и прокатывают на прокатном стане «дуо-300» с обжатием стальной основы на 2,5-5,0%.
Для оценки равномерности полученного алюминиевого порошкового покрытия после осаждения алюминиевого порошка на смоченную адгезионным раствором стальную пластину и последующей сушки алюминиевого порошкового слоя производилось его уплотнение при прокатке стальной основы с обжатием 0,8% на вышеуказанном прокатном стане «дуо-300». При этом поверхность сформированного алюминиевого порошкового покрытия имела различные оттенки от матового до блестящего. Матовый цвет получался на местах с тонким слоем алюминиевого порошка, а блестящий цвет получался на местах с толстым слоем алюминиевого порошка.
Оценку площади матовых участков проводили путем накладывания на поверхность алюминиевого порошкового покрытия трафарета размером 100×50 мм прозрачного материала (оргстекла) с нанесенной сеткой размерами 5×5 мм. Указанный трафарет накладывали на стальную пластину с алюминиевым порошковым покрытием большей стороной поперек прокатки и подсчитывали количество ячеек матового цвета. Площадь, занимаемая матовым цветом в каждой ячейке, оценивалась визуально в пределах значения 0-1, после чего полученные значения суммировались для всех ячеек, в результате чего получается расчетное количество ячеек, сплошь покрытых матовым цветом (на самом деле таких ячеек, которые полностью покрыты матовым цветом, может не быть). Затем подсчитывали равномерность алюминиевого порошкового покрытия по формуле:
Р=А×100/200,
где Р - равномерность алюминиевого порошкового покрытия, %;
А - количество ячеек матового цвета;
200 - количество ячеек трафарета.
На заявленном устройстве полученные алюминиевые порошковые покрытия показали наличие 10-15% матовой поверхности. Образцы с алюминиевым порошковым покрытием, полученные с использованием устройства-прототипа, имели 25-30% матовой поверхности. В обоих случаях осаждали покрытия из порошка марки АСД-4 одной толщины на одинаковый сортамент стального листа.
Таким образом, новые признаки в совокупности с известными признаками позволяют обеспечить повышение равномерности покрытия из металлических порошков, наносимого на металлическую полосу заявленным устройством.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу, являясь новым, расширяет арсенал технических средств аналогичного назначения, что дополнительно является одной из задач изобретения.
Таким образом, все указанные задачи изобретения решены, а технический результат достигается совокупностью известных (ограничительных) и новых признаков заявленного устройства.
Неограничивающий вариант осуществления настоящего изобретения для пояснения формулы изобретения описан ниже со ссылкой на чертежи в качестве примера.
На фиг. 1 изображена схема устройства для нанесения покрытий из порошкообразных материалов на металлическую полосу, движущуюся вертикально.
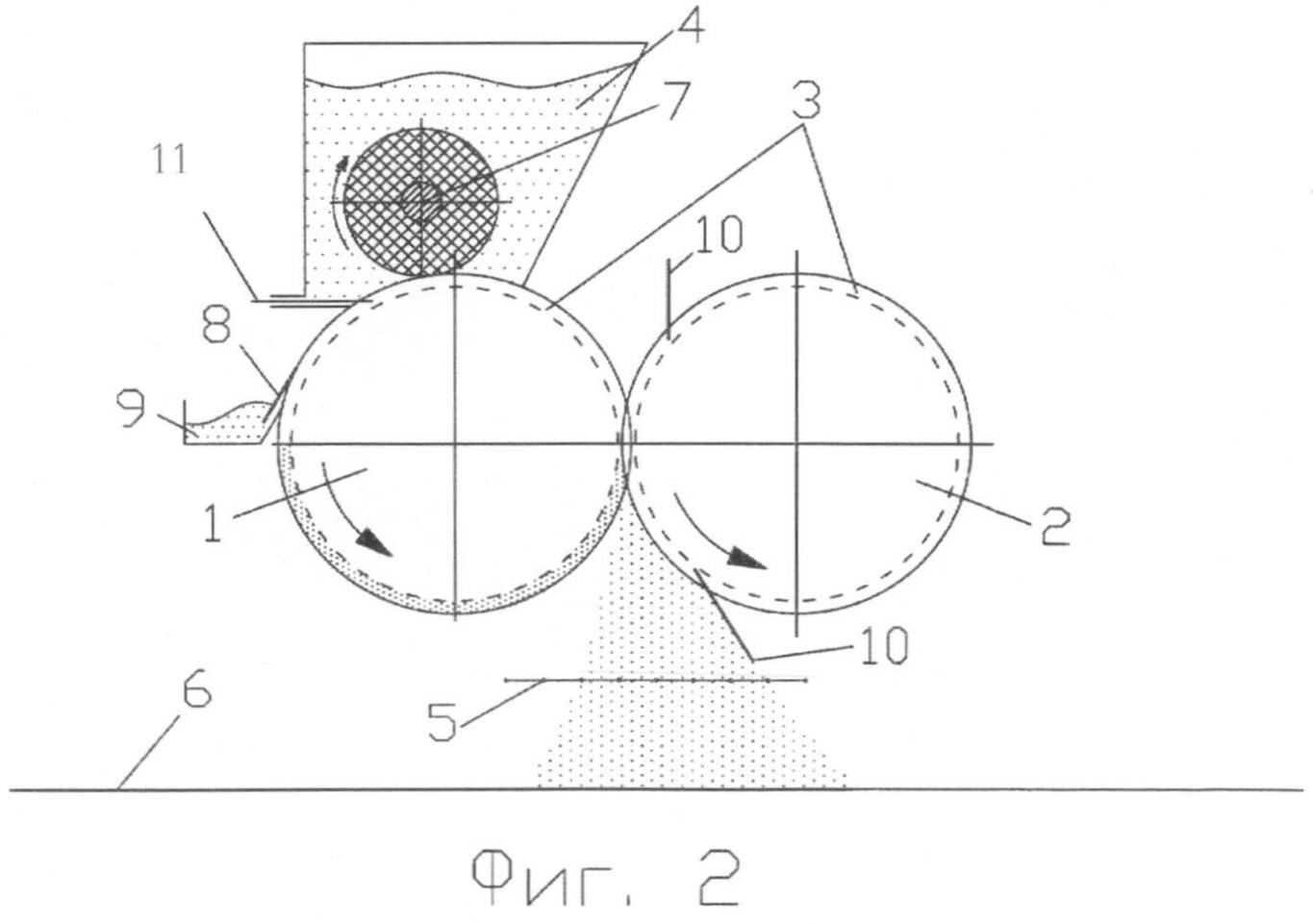
На фиг. 2 изображена схема устройства для нанесения покрытий из порошкообразных материалов на металлическую полосу, движущуюся горизонтально.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу содержит дозирующий барабан 1, разгрузочный барабан 2, в которых выполнены ряды кольцевых канавок 3, бункер 4 для металлического порошка, установленный над дозирующим барабаном 1 и простирающийся по его длине, электродную сетку 5, выполненную в виде параллельно расположенных металлических проволок и подсоединенную к источнику высокого напряжения, благодаря чему между покрываемой металлической полосой 6, которая заземлена вместе с барабанами 1, 2 и бункером 4, и электродной сеткой 5 образуется электростатическое поле. В бункере 4 установлен уплотняющий резиновый валик 7, длина которого больше расстояния между крайними кольцевыми канавками 3 дозирующего барабана 1, по отношению к которому резиновый валик 7 установлен с обеспечением возможности фрикционного взаимодействия. Устройство содержит также скребок 8, который установлен с обеспечением возможности соприкосновения с поверхностью дозирующего барабана 1 по всей его длине и служит для удаления избыточного металлического порошка с его поверхности в сборник 9. Разгрузочный барабан 2 установлен под дозирующим барабаном 1 (фиг. 1) для нанесения металлического порошкового покрытия на вертикально движущуюся металлическую полосу 6 или рядом с ним (фиг. 2) для нанесения металлического порошкового покрытия на горизонтально движущуюся металлическую полосу 6. Дозирующий барабан 1 и разгрузочный барабан 2 установлены с обеспечением возможности вхождения выступов кольцевых канавок 3 разгрузочного барабана 2 в кольцевые канавки 3 дозирующего барабана 1 и с возможностью вращения обоих барабанов 1 и 2 в одном направлении. Направляющие пластины 10 выполнены простирающимися по всей длине разгрузочного барабана 2, установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана 2 и обеспечивают формирование конфигурации факела осаждаемого металлического порошка между разгрузочным барабаном 2 и металлической полосой 6. Бункер 4 снабжен разгрузочными пластинами 11, установленными с возможностью перекрытия части крайних кольцевых канавок 3 дозирующего барабана 2 и удаления из них порошка.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу работает следующим образом.
В зависимости от сортамента покрываемой металлической, например стальной, полосы настраивают ширину загрузки кольцевых канавок 3 дозирующего барабана 1 с помощью разгрузочных пластин 11. Стальная полоса 6 непрерывно разматывается из рулона и после нанесения на нее водного адгезивного раствора проходит параллельно электродной сетке 5. Полоса 6 заземлена, а на электродную сетку 5 подается высокое напряжение, благодаря чему в пространстве между полосой 6 и электродной сеткой 5 создается электростатическое поле. Включается привод вращения разгрузочного барабана 2, и после набора им необходимых оборотов включают приводы дозирующего барабана 1 и резинового валика 7. В результате совместного вращения дозирующего барабана 1 и резинового валика 7 металлический порошок поступает в кольцевые канавки 3 дозирующего барабана 1, уплотняется в них и транспортируется дозирующим барабаном 1 из бункера 4 до разгрузочного барабана 2. Скребок 8 снимает излишки металлического порошка с поверхности дозирующего барабана 1, которые поступают в сборник 9. Металлический порошок из кольцевых канавок 3 дозирующего барабана 1 непрерывно удаляется выступами кольцевых канавок 3 разгрузочного барабана 2, и под действием приобретенной кинетической энергии частицы и мелкие конгломераты металлического порошка движутся в направлении покрываемой металлической полосы. Направляющие пластины 10 формируют факел заряженного аэрозоля из частиц и мелких конгломератов металлического порошка, которые под действием приобретенной кинетической энергии и электростатического поля устремляются к движущейся металлической полосе 6, предварительно смоченной водным адгезивным раствором, и осаждаются на ее поверхности. Толщина образующегося металлического порошкового покрытия регулируется скоростью вращения дозирующего барабана 1 и скоростью движения металлической полосы 6.
Источники информации
1. Авторское свидетельство РФ №461808, В05В 5/08, опубликовано 28.02.1975 г., Бюл. №8.
2. Авторское свидетельство РФ №516431, В05В 5/08, опубликовано 05.06.1976 г., Бюл. №21.
3. Авторское свидетельство РФ №514643, В05В 5/08, опубликовано 25.05.1976 г., Бюл. №19.
Устройство для нанесения покрытий из порошкообразных материалов на металлическую полосу, включающее бункер для порошка с размещенным в нем уплотняющим валиком, установленным с возможностью обеспечения фрикционного взаимодействия с дозирующим барабаном, выполненным с кольцевыми канавками, скребок, установленный с возможностью соприкосновения с дозирующим барабаном, направляющие пластины, электродную сетку, установленную параллельно металлической полосе и подключенную к источнику высокого напряжения, отличающееся тем, что оно снабжено разгрузочным барабаном с кольцевыми канавками, при этом дозирующий и разгрузочный барабаны установлены с обеспечением возможности вхождения выступов кольцевых канавок разгрузочного барабана в кольцевые канавки дозирующего барабана и с возможностью вращения в одном направлении, а направляющие пластины установлены с возможностью изменения угла их наклона к поверхности разгрузочного барабана.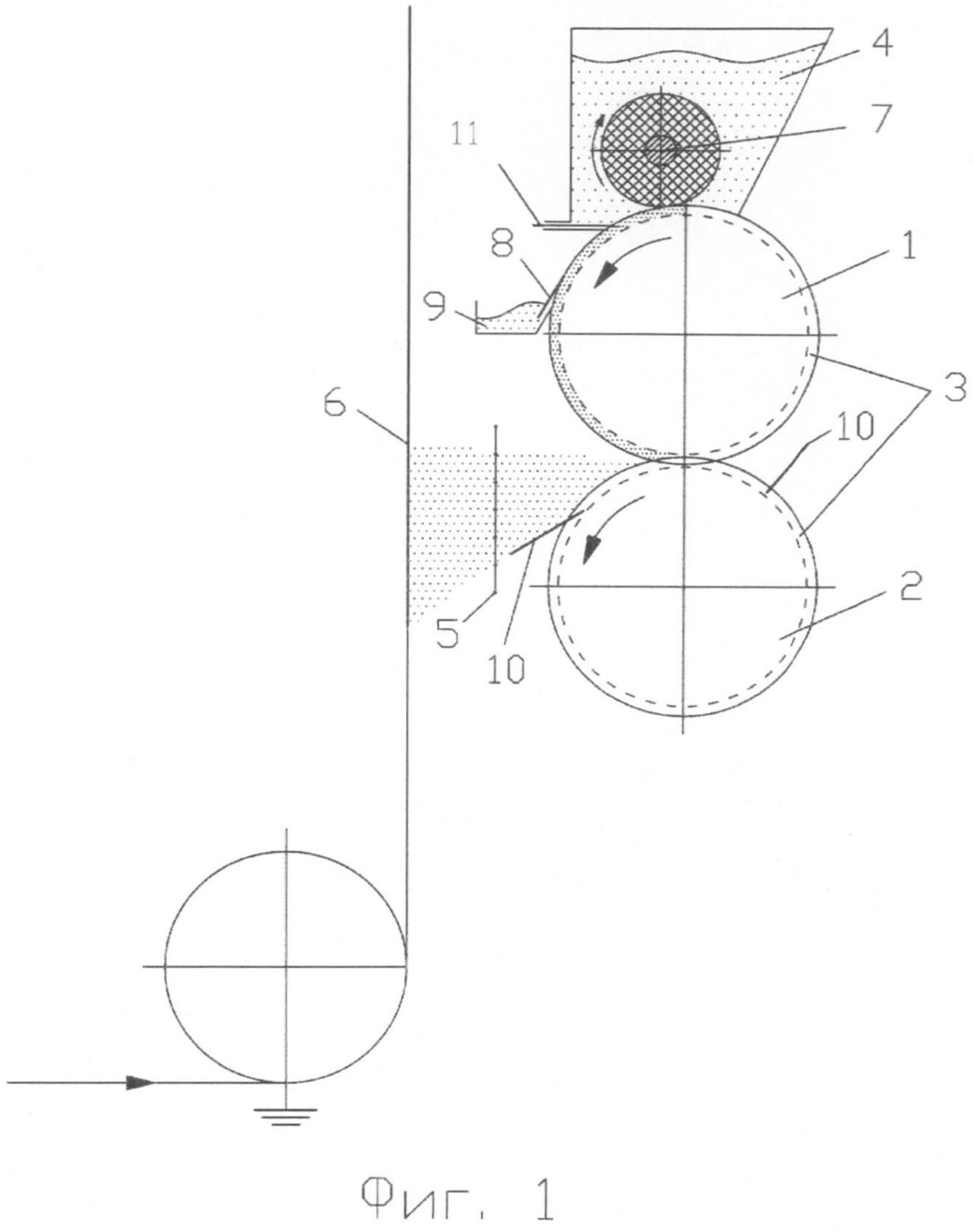
Состав расплава на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением
Анод для установок гальванического нанесения покрытий на непрерывно движущуюся стальную полосу
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ определения сплошности полимерного покрытия и устройство для его осуществления
Состав расплава на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением
Анод для установок гальванического нанесения покрытий на непрерывно движущуюся стальную полосу
Способ производства оцинкованной полосы для последующего нанесения полимерного покрытия
Способ определения сплошности полимерного покрытия и устройство для его осуществления
Расплав на основе цинка для нанесения защитных покрытий на стальную полосу горячим погружением

